
Лучшие аппараты для сварки нержавейки дома
Quattro Elementi Multi Pro 2100
Самый недорогой сварочный аппарат для нержавейки в нашем списке. Это классический сварочный аппарат полуавтоматического типа, предназначенный не только для TIG сварки, но и для MMA и MIG/MAG сварки. Функционал большой, так что у вас практически не будет ограничений в работе.

Аппарат работает от стандартной бытовой розетки с напряжением 220 Вольт, вам не нужно беспокоиться о питании. Максимальный сварочный ток — 190 Ампер, чего достаточно для сварки на дому. Производитель заявляет, что данный аппарат способен без перерыва проработать до 60% всего сварочного цикла, и это правда. Характеристики не поражают воображение, но они честные и во многом похожи на реальные показатели.
Вес у аппарата средний в данном классе — около 17 килограмм. Ни много, ни мало. На большую высоту его, конечно, не затащишь, но перевезти с места на место можно без труда.
FUBAG IRMIG 200 SYN
Сварочное оборудование FUBAG в принципе очень популярно среди домашних мастеров, и это не удивительно. Стоит оно относительно недорого, при этом собрано качественно м стабильно выполняет свою задачу. Поэтому мы решили включить в наш список и FUBAG IRMIG 200 SYN.

Это стандартный полуавтомат инверторного типа, который предназначен для сварки на постоянном токе. Из режимов доступна ММА, MIG/MAG сварка и конечно TIG. Этот аппарат стоит чуть дороже модели, о которой мы рассказали выше. Но и выдает он бОльший сварочный ток — до 200 Ампер при TIG сварке.
Данный полуавтомат работает без перерыва до 40% сварочного цикла, что не радует. Но для бытовых нужд этого должно быть достаточно. Главный козырь FUBAG IRMIG 200 SYN — компактность. Вес аппарата не превышает 12 килограмм, и это самый легкий полуавтомат в нашем списке. Его можно без проблем транспортировать и даже использовать для сварки в труднодоступном месте.
FoxWeld InverMIG 185
Следующий сварочный аппарат для нержавеющей стали в нашем списке — это FoxWeld InverMIG 185. На первый взгляд, он мало чем отличается от других недорогих полуавтоматов. Функционал тот же (MMA, MAG/MIG, TIG сварка), питается от бытовой розетки, выдает до 180 Ампер. Последняя характеристика вообще является одной из самых «слабых» среди всех аппаратов в нашем списке. Но его главная особенность заключается в другом.

По заверению производителя, параметр включения у этого аппарата равен 100%. На практике можете рассчитывать на 90%. Это значит, что вы сможете без проблем выполнять долгую трудоемкую сварку без необходимости в перерыве.
Svarog PRO MIG 160 SYNERGY
Вам нужен простенький, компактный и недорогой полуавтомат для работы с нержавеющей сталью? Присмотритесь к Svarog PRO MIG 160 SYNERGY. Этот аппарат способен выполнять как необходимую нам TIG сварку, так и MMA, MIG/MAG сварку.

Характеристик не удивляют: максимальный ток всего 160 Ампер, а параметр включения не превышает 60%. Тем не менее, этого достаточно, если вы планируете выполнять сварку пару раз в год и беспокоитесь о счетах за электричество. Модель очень экономичная и функциональная. К тому же, весит чуть больше 12 килограмм, что очень удобно.
Aurora SPEEDWAY 175
Для многих мастеров полуавтоматический сварочный аппарат для сварки — это всегда только Aurora и ничего более. И действительно, этот бренд завоевал уважение как среди новичков, так и среди профессиональных сварщиков
Если вы один из таких мастеров, то обратите внимание на модель SPEEDWAY 175. Аппарат не самый дешевый, но однозначно стоит своих денег

Здесь все те же возможности: ММА, MIG/MAG и TIG сварка. Максимальная сила тока — 175 Ампер, а параметр включения около 35%. Последний факт смущает многих сварщиков, но на деле это не настолько критичный недостаток. Особенно, если вы изредка ремонтируете что-то на даче.
Аппарат надежный, компактный и стабильно работает даже при скачках напряжения. Однозначно рекомендуем.
Специфика расходных материалов
При сварке нержавеющей стали необходимо тщательно соблюдать технологию работы: от грамотного подбора электродов, сварочного режима, защитного газа, силы тока, зависит качество будущего соединения.
Оптимальным режимом сварки считают технологию соединения неплавящимся вольфрамовыми электродами в среде аргона. Данный метод отличается минимальным воздействием на поверхность, что снижает риск образования дефектов. Дело в том, что в состав нержавейки, независимо от ее вида, входит определенное количество хрома. При увеличении температуры свариваемой заготовки до 500 Сº, начинается процесс образования карбида хрома, который снижает пластичность шва и его стойкость к механическим воздействиям.
Сварка нержавеющей стали в домашних условиях
Для того, чтобы шов получился и качественным, в процессе сварки нержавейки следует придерживаться следующих рекомендаций:
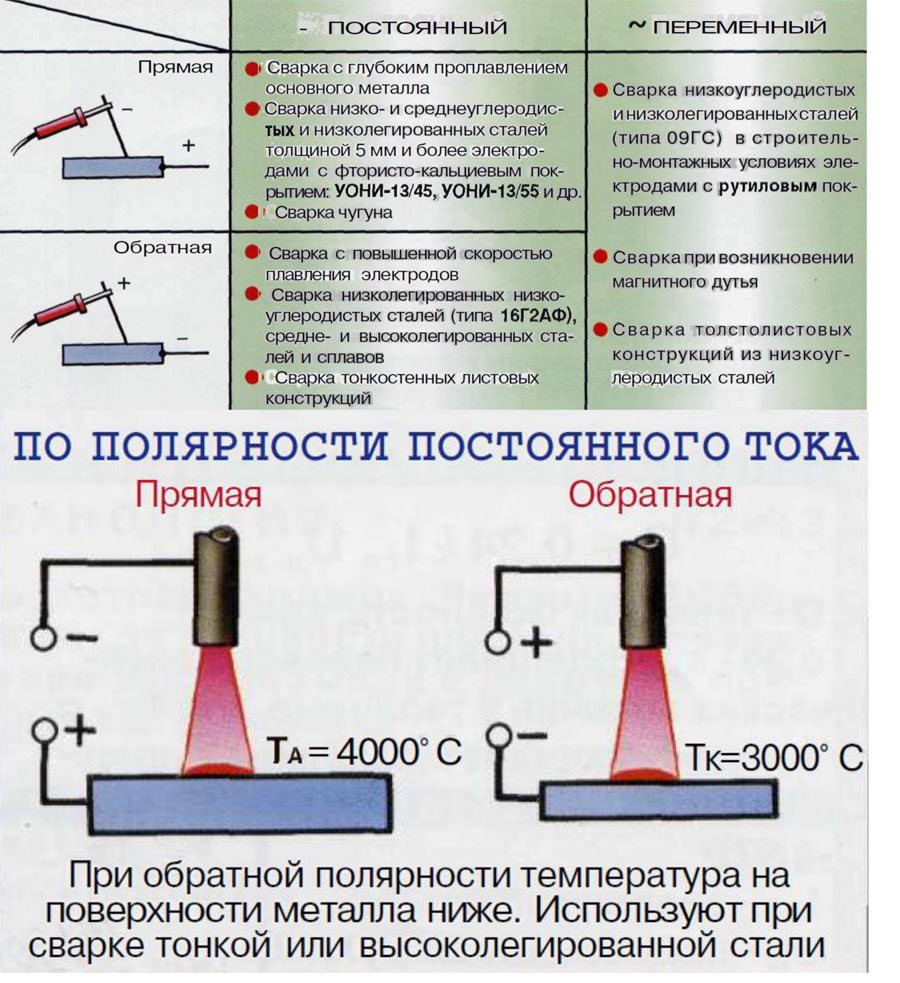
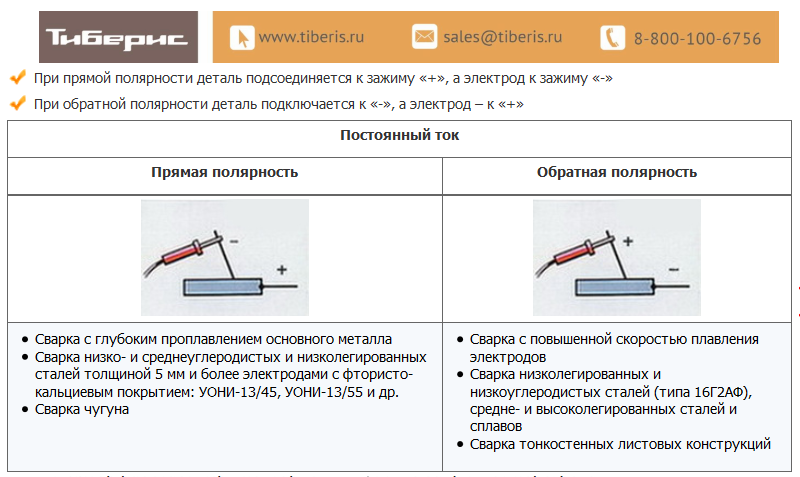
Для того чтобы соединить сталь из нержавейки нужно применять ток обратной полярности
В процессе сварки обращайте внимание на шов. Если он не проплавляется, значит он выполнен верно.
В сварном стыке следует оставлять маленький зазор.
Сварка нержавеющей стали при помощи обычного электрода обычно свойственна для проведения работ дома
Если вам надо скрепить толстые поверхности, то нужно использовать электроды больше диаметра.
Для того чтобы верно определить нужную величину сварочного тока, воспользуйтесь таблицей, которая представлена выше. В ней указаны все нужные значения, исходя из толщины материала. Обычно, для того чтобы получить качественное и прочное соединение, нужно использовать ток с минимальным значение 20% от тока, который используется для сварки низкоуглеродных сталей.
По завершению работы по изготовлению шва, нужно выждать некоторое время, пока он остынет. Благодаря этому сталь будет устойчива к коррозионным процессам.
Для охлаждения шва используйте медные прокладки.
Разновидности электродов
Предлагаемые сегодня электроды, предназначенные для выполнения электродуговой сварки, могут быть классифицированы на две группы:
- плавящиеся;
- неплавящиеся.
В качестве материала для создания неплавящихся электродных стержней используют вольфрам, электротехнический уголь или синтетический графит. Угольные и графитовые стержни отличаются сечением, которое может составлять от 4 до 18 мм, а в длину они могут достигать 250 и 700 мм. Отличительной особенностью графитовых электродов является повышенный коэффициент электропроводности, а также стойкость к окислительным процессам в условиях высоких температур. По этим показателям они превосходят угольные стержни.
Виды и применяемость электродов
Все электроды, представляющие категорию плавящихся, можно разделить на несколько групп:
- из стали;
- из чугуна;
- из алюминия;
- из меди;
- и другие.
В качестве материала для них используют сварочные проволоки. Наибольшее распространение получили стальные электроды, для создания стержней которых используют электродную проволоку, имеющую диаметр от 1,6 до 12 мм, и достигающую в длину от 150 до 450 мм.
Металлические электроды с покрытием, предназначенные для ручной электродуговой наплавки стали, могут быть представлены в видео следующих групп, для каждой из которых характерна своя маркировка:
В — применяют для работы с высоколегированными сталями, обладающими особыми свойствами;
Л — применяют для работы с легированными конструкционными сталями, характеризующимися временным сопротивлением разрыву 600 МПа;
Т — используют для работы с легированными теплостойкими сталями;
У — используют для работы с углеродистыми и низколегированными конструкционными сталями, отличающимися временным сопротивлением разрыву;
Н — с их помощью выполняется наплавка поверхностных слоев, имеющих особые свойства.
В зависимости от типа электроды можно выполняться в следующих вариантах:
Э-38, Э-42, Э-46, Э-50. Они служат для работы с углеродистыми и низколегированными конструкционными сталями, характеризующимися временным сопротивлением разрыву до 500 МПа. Число, которое присутствует в обозначении типа электрода, соответствует минимальному гарантируемому временному сопротивлению разрыва, который может демонстрировать металл шва в кгс/мм3.







Э-42А, Э-46А, Э-50А. Эти электроды используют для работы с углеродистой и низколегированной сталью на случай, если металл сварного шва должен отличаться высокими характеристиками пластичности и ударной вязкости.
Покрытие электродов
Все электроды делятся на покрытые и непокрытые. Последние применяются только в работе с аргоном. Основная же часть расходников имеет покрытия, которые подразделяются в зависимости от назначения. В них нужно разбираться, потому что знание главных свойств основных покрытий поможет решить главный вопрос — какими электродами варить нержавейку.
Вот самые распространенные покрытия электродов по нержавейке:
- рутиловые;
- основные;
- с высоким уровнем наплавки;
- специальные для гравитационной сварки и сварки на спуск.
Распространенные покрытия электродов.
Марки популярных и качественных электродов с основным и рутиловым покрытиями по нержавейке:
- ОК 63.30. Отличные свойства и характеристики: мало брызг, дуга постоянная, металл переносится капельным способом, дает очень качественный шов. Положения могут быть любыми, но лучше – нижнее из-за высокой текучести шлака.
- ОК 63.41. Расходник с высокой наплавкой и металлическим порошком в обмазке, очень высокая производительность работ. Покрытие не перегревается, получаются швы большей длины — не тратится время на смену материала. Лучше работают с диаметром больше 3-х мм, они удобнее для опоры на покрытие.
- ОК 61.35. Расходник с основным покрытием, применяется во всех положениях, на постоянном токе.
- ОК 67.72. Это электроды из нержавеющей стали, работают на сварке разнородных сталей, гравитационной сварке. В составе покрытия – легирующие элементы.
- ОК 63.34. Работает для сварки на спуск. Имеет улучшенное шлакоотделение.
- ОК 63.20. Специальное покрытие для сварки точками, прекрасно работают в сварке труб и тонкой стали.
Особенности нержавеющей стали
Как правильно варить нержавейку электродами знают опытные сварщики, чьи рекомендации есть на видео. Работа с этим материалом отличается от сваривания обычной стали. Поскольку данный металл ценят за его устойчивость к коррозии, то большинство изделий из него предназначены для работы с водой и под давлением. А проблемой начинающих сварщиков становится течь, появляющаяся после остывания шва. Как заварить проблемное место в домашних условиях можно понять, если разобраться в физических свойствах металла.
Нержавеющая сталь обладает высоким коэффициентом расширения. Это означает то, что при нагреве расстояние между молекулами увеличивается больше, чем у других видов металлов. При остывании происходит обратный процесс, «стягивающий» изделие до первоначальных пропорций. Инородный металл, входящий в состав шва, и обладающий меньшим коэффициентом расширения, будет при этом «рваться», оставляя за собой микротрещины, дающие течь в работе начинающего сварщика. Это обязывает подбирать качественный присадочный материал (стержень электрода), способствующий взаимодействию основного и наплавляемого металла.
Второй проблемой в работе с нержавеющей сталью является ее низкая температура плавления. Сильный нагрев от электродуги приводит к тому, что сварочный участок перегревается, и легирующие элементы, отвечающие за антикоррозийные свойства, выгорают. В результате, получив герметичное соединение, можно обнаружить скорое появление следов ржавчины в месте проведения сварки. Эта особенность требует подбора правильных режимов сварки и ведения шва в шахматном порядке, чтобы предотвратить местный перегрев.
Третьей проблемой служит реакция углерода на попадание кислорода в сварочную ванну. Это приводит к выделению газа на поверхности кристаллизующегося шва, и образованию крупных пор. Сваривать металл становится практически невозможно. Чтобы предотвратить это явление, сварочная ванна должна хорошо защищаться от внешней среды. Для этого используют защитный газ или обмазку электродов, создающую газовое облако в зоне сварки.
Выбор электродов
Для сваривания нержавейки инвертором постоянным током допускается использование электродов с базовым покрытием на основе карбонатов кальция и магния. К популярным отечественным маркам относятся ОЗЛ-8 и ЦЛ-11. Стоят недорого, но для работы требуется опыт. Электроды склонны к залипанию, плохо держат дугу, однако швы получаются с достаточными антикоррозионными характеристиками.
Лучшие результаты получаются, если для работы выбрать универсальные электроды с рутиловым покрытием. Ими сваривают на постоянном и переменном токе распространенные марки нержавеющей стали. Лучшими признаны электроды ОК 67.60, которые выпускаются шведской фирмой ESAB. Они легко поджигаются, стабильно держат дугу, снижается количество брызг расплавленного металла. Работая с рутиловыми марками, даже новичок наложит прочный шов.
При ручной сварке следует учитывать, что остывающий шлак начинает самопроизвольно отскакивать. Поэтому в это время нужно располагаться на безопасном расстоянии, чтобы он не мог попасть в глаза или на открытые участки кожи.
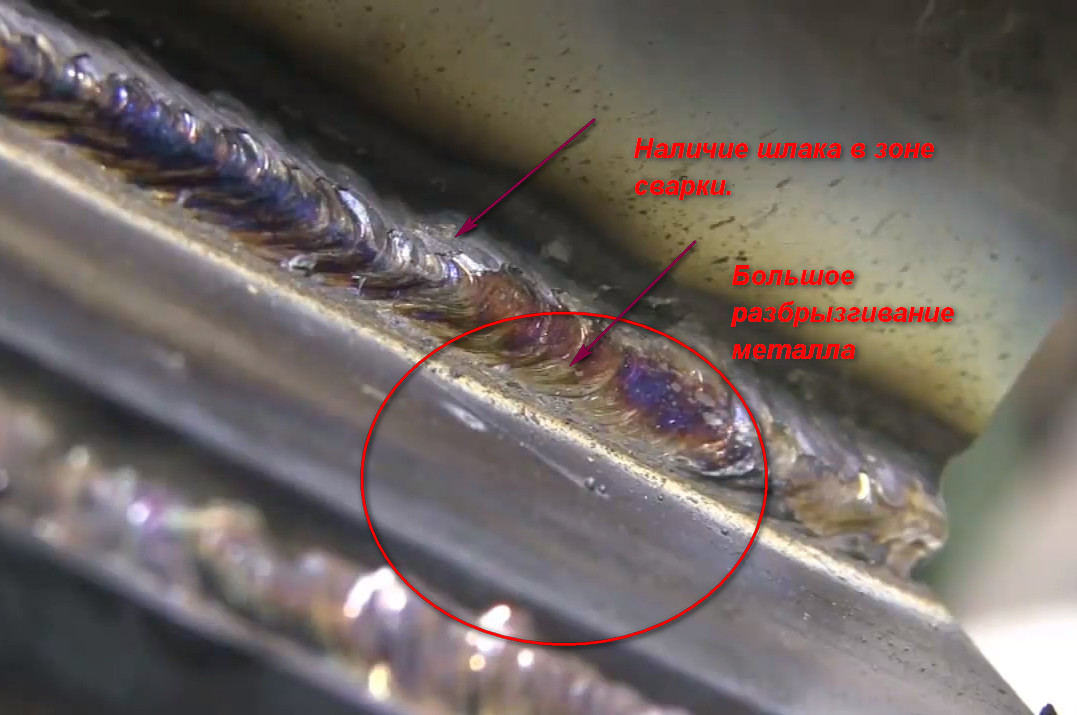
Визуальные показатели качества шва
Визуальный контроль качества сварного соединения нержавеющих сталей – самая простая и доступная из имеющихся технологий. Он производится еще в процессе выполнения сварочных работ и является одной из обязанностей самого сварщика, который должен систематически осматривать швы. Так же это технология контроля работы по ее окончании.
Качественное сварное соединение не имеет:
- пережога проволок;
- чрезмерной шероховатости;
- наплывов;
- подрезов;
- усиления и ослабления швов;
- непроваренных участков;
- ломкости при изгибе;
- искажения катетов угловых швов;
- перепадов по ширине и высоте.
Устройство электрода
Устройство сварочного электрода
Электрод, обязательно применяемый во время сварки — достаточно тонкое изделие из металла, напоминающее внешне вязальную спицу, имеющее особое покрытие-обмазку. Во время сварки металл сердечника начинает расплавляться, а нанесенная на него обмазка оберегает формируемый шов от воздействия кислорода. Кстати, покрытие изделий может быть самым разным.
Схематичное изображение процесса сварки
Таблица. Типы обмазки.
Тип
Описание
Основной
Оптимальные изделия для работы с так называемыми ответственными конструкциями, трубами. Во время выполнения сварочной работы получаются пластичные и прочные соединения, не склонные к окислению. Кристаллизационные трещины возникают на шве редко. Маркировка литерой Б. В составе покрытия — углеродистые соединения магния и кальция, практически отсутствует водород, благодаря чему снижение характеристик свариваемых металлов не происходит. Электроды с такой обмазкой используются только на постоянном токе. Главный недостаток — во время работы формируется много шлака. И еще — перед работами с таким электродом свариваемую поверхность нужно тщательно очистить от масел, ржавчины, окалины и т.д., иначе есть риск получить внутри шва поры, снижающие его прочность.
Рутиловый
Такие электроды легко разжигаются и практически не разбрызгивают металл вокруг себя. Маркируются буквой Р. В основе покрытия — вещество рутил, есть еще кислород и кремний. Этот вариант обмазки имеется на электродах, применяемых в условиях постоянного и переменного тока
Работать важно в условиях умеренной влажности, иначе качество шва сильно ухудшается.
Целлюлозный
Такая обмазка содержит много органики (до 50%). Это органические смолы и сама целлюлоза
Маркировка таких электродов — литера Ц. Во время выполнения работ они выделяют мало шлака, но образуют много газов. Им легко выполнять работы в вертикальной ориентации. Варианты с такой обмазкой используются только на постоянном токе. Минусы — образуется много брызг, а также качество шва при работе со сталью может быть не самое лучшее из-за большого содержания водорода.
Кислый
Такие электроды позволяют получить сварочный шов практически без воздушных каналов, с ними можно варить элементы с окалиной и ржавые детали. В составе — марганец, железо, кремний и ряд других элементов. Маркируются такие электроды литерой А. Это вредный для здоровья сварщика вариант, требующий проводить работы исключительно в хорошо проветриваемом помещении. Также есть еще один минус — риск появления горячих трещин на шве.
Рутиловые электроды
Также все электроды делятся на две основные группы — плавящиеся и неплавящиеся.
- Плавящиеся варианты могут иметь стержень разного диаметра, имеющий обмазку. Именно благодаря последней дуга во время сварки получается оптимальной. Такие электроды обычно и используются для ручного типа сварки.
- Неплавящиеся варианты встречаются сейчас достаточно редко, так как работать ими нужно в особенной среде. Они отличаются сложностью подбора, потому новичкам их использовать не рекомендуется.
Сварочный процесс
Чтобы успешно сваривать инвертером нержавеющую сталь в домашних условиях, следует придерживаться определенных этапов работы:
- Удалить с места стыка остатки краски, масла или мусора. Нержавейка довольно «капризный» металл, и плохо реагирует на подобные включения в сварочную ванну. Зачистка проводится металлической щеткой.
- Предварительная прокалка электродов поможет вернуть хорошие свойства их обмазке, что облегчит сварочный процесс и последующую обработку.
- При работе с краями соединения, которые толще 4 мм, необходима разделка кромок под 45 градусов. Это обеспечит хорошее проплавление и заполнение присадочным металлом зоны соприкосновения. Разделку можно выполнить «болгаркой» или напильником. В особенно ответственных изделиях скос кромок выполняется на фрезерном станке. Дополнительно, выставляется зазор в 1-2 мм между пластинами, что позволяет затечь раскаленному металл до самого основания шва.
- Если сваривать инвертором предстоит тонкий металл (1-2 мм), то потребности в зазоре нет. Наоборот, требуется плотно свети края соединения друг ко другу, и выполнить прихватки.
- При работе с толстыми листами железа (более 7 мм) рекомендуется производить подогрев изделия до 150 градусов. В домашних условиях это можно сделать паяльной лампой. Подобная мера позволяет избежать резкого перепада температуры при нанесении шва на холодный металл.
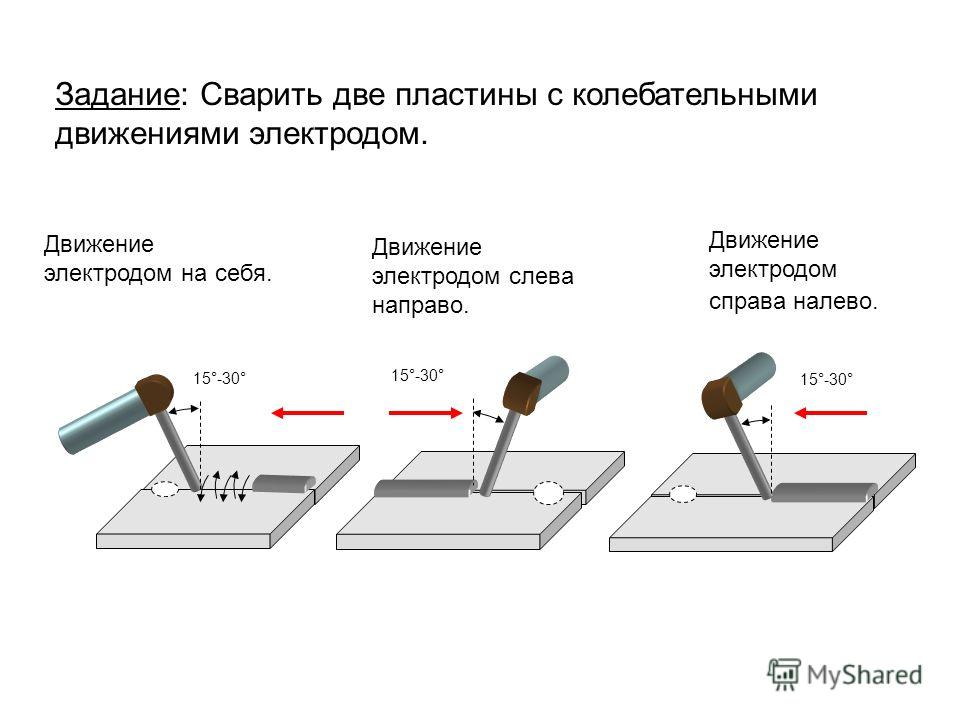
- Шов, при сварке нержавейки инвертором, выполняется на короткой дуге, и ведется немного быстрее, чем при сварке «черного» железа. Для повышения скорости провара не используют колебательные движения электродом. Шов получается узким, но не перегревающим материал. Электрод можно наклонить на себя или в удобную сторону, и удерживать его на 40-60 градусов относительно поверхности изделия.
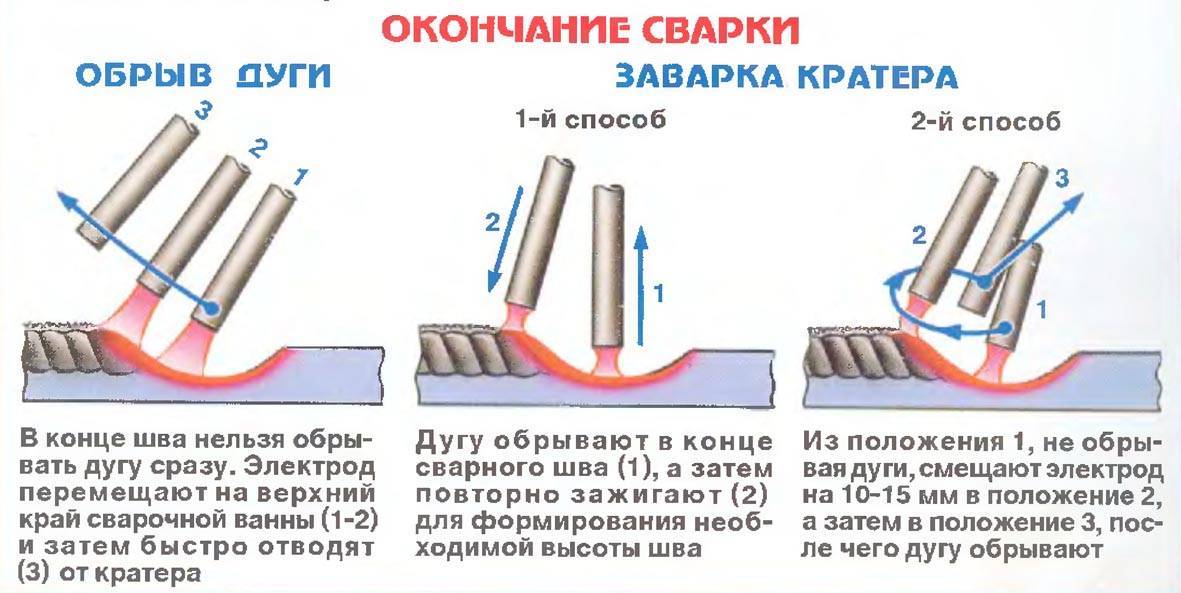
- В конце шва необходимо выполнить «замок», предотвращающий последующие трещины и свищи. Для этого сварочную ванну выводят в сторону на основной металл, или на уже застывший предыдущий шов, и удерживая электрод на месте, прерывают дугу.
- После прекращения сварки изделию необходимо дать время остыть. Не стоит поливать его водой, ускоряя процесс, иначе высокий коэффициент линейного расширения негативно скажется на качестве стыка.
- Отбитие шлака производится спустя 5 минут, чтобы не оставить следов удара на мягком металле.
- Зачищенный шов осматривается на наличие дефектов. Если изделие предназначено для работы под давлением, то стоит произвести опрессовку. После чего можно проводить шлифовку и полировку для блеска нержавеющей конструкции.
https://www.youtube.com/watch?v=Zngv3j_zH4g
Что требуется учитывать во время этого процесса
Перед тем как варить нержавейку электросваркой, следует участь некоторые факторы, которые помогут сделать данный процесс более качественным. В первую очередь нужно уяснить, что физические свойства нержавеющей стали заметно отличаются от обыкновенной. Это не только делает процесс сваривания более трудным, но и меняет его технологию, так как тут требуется предварительный нагрев. Нержавеющая сталь имеет более низкую температуру плавления. При этом она обладает высоким коэффициентом теплового расширения.
Предварительный нагрев требуется только в том случае, если содержание углерода в материале превышает 0,2%. В ином случае, подогревать все не требуется и можно сразу приступать к процессу. Но это правило не действует, если требуется сваривать металл толщиной более 3 см, так как в таком случае нужно обязательно все подогревать, вне зависимости от содержания углерода. Температура предварительного нагрева должна составлять, примерно, 150 градусов Цельсия
Выбор способа
Если вам требуется сделать обыкновенный горизонтальный шов, заварить трубу или другие мелкомасштабные вещи, то здесь будет достаточно использовать стандартную сварку. Так проходит сварка нержавейки в домашних условиях и на предприятиях.
В более сложных случаях, когда толщина металла слишком большая, или требуется дополнительный уровень защиты, то здесь желательно использовать вольфрамовый электрод с защитными газами.
Для особо ответственных сооружений и деталей следует выбирать аргонно-дуговую сварку с проволокой, так как, несмотря на высокую себестоимость, она оказывается очень востребованной в промышленности, благодаря качественному результату.
Какие электроды использовать
Сразу стоит отметить, что сварка нержавейки обычными электродами технически возможна. При нехватке требуемых материалов она неоднократно использовалась многими мастерами. Но с точки зрения технологии здесь нужно использоваться специальные электроды из нержавейки, так как в ином случае, качество шва резко падает и в производственных масштабах такие вещи нельзя использовать. Электрод также должен иметь специальное покрытие, рассчитанное на работу с нержавейкой.

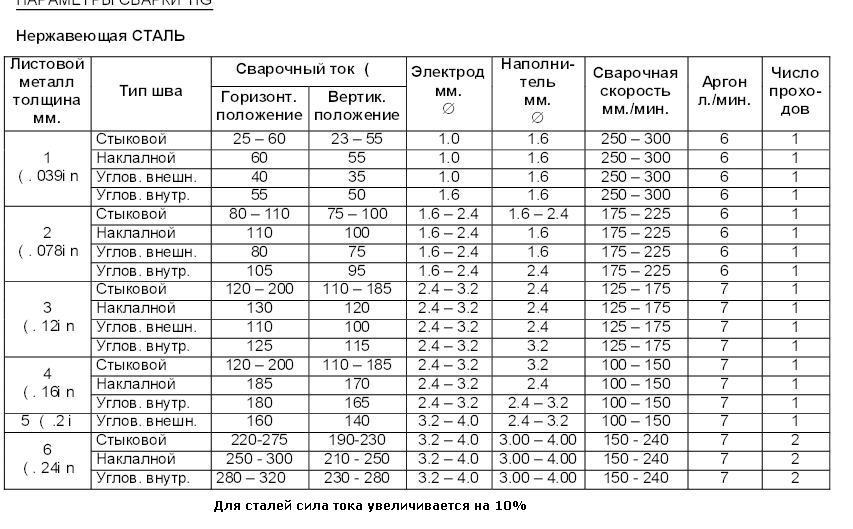





Режимы
| Толщина металла, мм | Род тока | Сила тока, А | Напряжение, В | Диаметр электрода или проволоки, мм | Скорость прохождения, см/мин | Расход аргона, л/мин |
| 1 | Постоянный | 30…60 | 11…15 | 2 или 1,6 | 12 – 28 | 2,5…3 |
| 1 | Переменный | 35…75 | 12…16 | 2 или 1,6 | 15 – 33 | 2,5…3 |
| 1,5 | Постоянный | 40…75 | 11…15 | 2 или 1,6 | 9 – 19 | 2,5…3 |
| 1,5 | Переменный | 45…85 | 12…16 | 2 или 1,6 | 13 -14 | 2,5…3 |
| 4 | Постоянный | 85…130 | 12…15 | 4 или 2,5 | – | 10 |
Технология сварки нержавейки
Если сравнивать с обыкновенной сталью, сварка тонкой нержавейки электродом требует меньшее количество тока, при тех же размерах металла. Количество ампер должно быть, примерно, на 20% меньше.
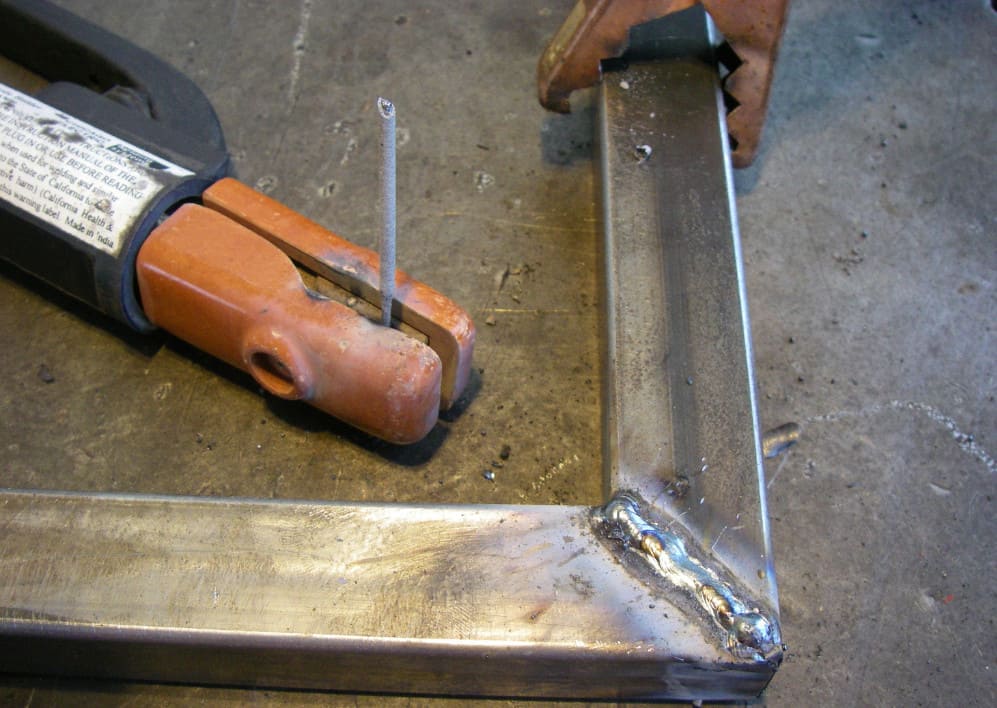
Следует использовать электроды длиной не более 35 см, так как это уменьшает негативный эффект от высокого электрического сопротивления материала
«Внимание! Если подобрать неправильный термический режим, то материал может утратить свою антикоррозийные свойства.» Температура нагревания не должна превышать более 500 градусов Цельсия, а охлаждение не должно быть резким и не стоит использовать воду
Контроль качества
Мало знать, как правильно варить электросваркой нержавейку, следует еще понимать, какие методы контроля качества при этому используются. Для этого используются такие методы как:
- Контроль на проницаемость;
- Дефектоскопия (капиллярная, ультразвуковая, радиационная);
- Внешний осмотр;
- Магнитный контроль.
Для контроля используется ГОСТ 18442-80 СНиП 3-18-75.
Меры безопасности
При высокой текучести материала во время сварки увеличивается вероятность попадания его на пол, или другие поверхности, а также повышается степень разбрызгивания. Поэтому, нужно применять усиленные меры безопасности по защите рук, ног и других частей тела от попадания расплавленного металла. При использовании защитного газа, баллон должен находиться на достаточном расстоянии от непосредственного места сварки, а при работе с аргоном, нужна дополнительная защита органов дыхания, так как газ сам по себе очень не безопасен для здоровья.
Переменным или постоянным током
Сваривание переменным и постоянным током обладает своими особенными характеристиками.
Основные преимущества постоянного напряжения: экономия сварочных материалов за счет низкого уровня разбрызгивания; комфорт и легкость проводимых работ; качественный шов; высокая производительность сварки; отсутствие непроверенных участков. Недостатком является высокая стоимость оборудования, способного выдавать постоянный ток. Подробнее здесь.
Главные достоинства переменного тока: легкость и доступная цена оснащения, работающего на переменке; удобство проведения сварочных работ; гарантия качественного соединения. Основные минусы: меньшая стабильность дуги; большое количество брызг способствует значительному расходу материалов. Подробности тут.
Коррозионностойкие стали можно сваривать различными способами. Однако, чаще всего, для сварки нержавейки используются два метода соединения:
- Ручное сваривание покрытыми электродами.
- Сварка вольфрамовым электродом в среде защитных газов.
В зависимости от метода сварки используется различный вид напряжения, а соответственно применяются электроды, подходящие для переменного или постоянного тока.
Электроды постоянного тока по нержавейке
Приступая к работе мастер должен решить какими электродами можно варить нержавейку. Сварочные материалы с обмазкой без особых проблем обеспечивают оптимальное качество соединения. Ручное сваривание осуществляется, как правило, постоянным напряжением обратной полярности. Поэтому используются нержавеющие электроды следующих марок: ЦЛ-11 является одной из самых популярных марок среди сварщиков; используется для работы со сталями с высоким содержанием хрома и никеля. Шов, наплавленный с помощью данных расходников, обладает несколькими преимуществами: прочность; пластичность; аккуратность; достаточно высокий уровень ударной вязкости; отсутствие разбрызгивания.
Электроды ОЗЛ-8 предназначены для сварки конструкций, которые будут эксплуатироваться в условиях высоких температур – до 1000°С. При это достоинства данной марки во многом схожи с ЦЛ-11.
НЖ-13 успешно используются для сваривания деталей из пищевой стали. Расходники данной марки отлично сваривают сплавы, где присутствуют хром, никель и молибден. Главная отличительная особенность таких электродов – образование тонкого слоя шлаковой корки, которая отделяется самопроизвольно.
Электроды НИИ-48Г.
Ниже приведен перечень ещё нескольких востребованных электродов по нержавеющим сталям:
ЗИО-8 предназначены для жаростойких коррозионностойких сталей.
Электроды НИИ-48Г используются для работы с ответственными конструкциями.
ОЗЛ-17У подойдут для нержавейки, работающей в средах, где присутствуют серная или фосфорная кислоты.
В соответствующем разделе представлены остальные марки электродов для сварки нержавейки.
Электроды для переменного тока для нержавейки
Не все исполнители располагают оснащением, работающим на постоянном напряжении. Из-за чего возникает вопрос: можно ли варить переменным током нержавейку?
Есть такие электроды, например, это марки ОЗЛ-14, ЛЭЗ-8, ЦТ-50, ЭА-400, ОЗЛ-14А, Н-48, АНВ-36 и другие. Сваривание вольфрамовыми электродами (на картинке) в среде газов также можно проводить переменным током прямой полярности. Данный метод соединения применяется в следующих случаях:
- сваривание тонкостенных изделий;
- повышенные требования к сварочному шву.
Данные сведения помогут исполнителю любого уровня определить какие электроды для сварки нержавейки переменным током следует использовать при решении конкретных задач.
В качестве вывода, следует отметить, что электроды для нержавейки переменного тока менее востребованы. Данный факт обусловлен меньшей популярностью переменного напряжения по сравнению с постоянным.
Постоянка обладает большим спектром достоинств и используется профессионалами намного чаще.
Это интересно: Электроды постоянного тока — особенности и применение
Можно ли варить нержавейку полуавтоматом и что это такое?
Сварка нержавейки полуавтоматом представляет собой соединение заготовок между собой в среде защитного газа. Выделяют две технологии: MIG (сварка металла инертным газом) и MAG (сварка активным газом). Для проведения данного типа сварки необходимы защитный газ и сварочная проволока, которая автоматически непрерывно подается в зону сварки. Таким образом, присадочный материал плавится вместе со сталью заготовок, образуя сварной шов. Защитный газ, поступающий из баллона, нужен для того, чтобы кислород не смог проникнуть в зону сварки и окислить металл.
Ниже представлена схема сварки полуавтоматом:
Достоинства и недостатки сварки полуавтоматом
Достоинства:
- высокая производительность без потери качества сварного шва;
- отсутствие сильной задымленности, что облегчает сварку в помещении;
- небольшое количество брызг металла (благодаря постепенной подаче сварочной проволоки);
- возможность сваривать тонкие и толстые заготовки;
- уменьшенное количество расхода сварочного материала.
Недостатки:
необходимость использования газового баллона
В этом недостатке кроется сложность транспортировки баллона к месту сварки. Но если учесть все перечисленные достоинства, то на этот недостаток с легкостью можно закрыть глаза.









Особенности сварки нержавеющей стали полуавтоматом
Как и любой другой способ, сварка полуавтоматом имеет свои особенности. Рассмотрим самые важные из них:
- газовая смесь для сварки должна включать в себя 70% углекислого газа и 30% аргона
- угол сварки должен составлять от 5 до 10 градусов по отношению к детали для лучшего проплавления шва. Это особенно актуально для сваривания толстых деталей
- обратная полярность
- видимая длина присадочного материала должна составлять от 6 до 12 мм. При формировании шва расстояние от сопла до металла должно быть минимальным
Обычно выделяют 3 способа соединения заготовок методом сварки полуавтоматом:
1. Струйным переносом
Его используют при необходимости сварить толстостенные детали между собой. Для этого применяют порошковую проволоку и специальные головки.
2. Короткой дугой сваривают тонкую нержавейку для исключения прожига металла
3. В среде защитного газа
Наиболее традиционный метод сварки, где в качестве защитного газа используется аргон, углекислота или их смесь. Более подробно поговорим об этом ниже.
Использование газа в сварке нержавеющей стали
Когда мы используем полуавтомат для сварки нержавейки, возникает следующий вопрос: “Какой газ использовать?”
Существует 3 варианта газа, которые можно использовать:
Сварка нержавейки полуавтоматом в среде аргона широко используется из-за эстетичности получаемых швов, но имеет недостатки в виде обилия брызг, нестабильности дуги и высокой стоимости.
Углекислый газ
Сварка полуавтоматом нержавейки в среде углекислого газа — самый дешевый вариант, но из-за ещё большего количества брызг, чем при аргоне, швы получаются очень грубыми.
Cмесь аргона и углекислого газа
В основном эти смеси содержат 98% аргона и 2% углекислого газа, либо 95% и 5% соответственно. Это самый оптимальный вариант, т.к. он объединяет в себе и доступную стоимость, и хорошее качество шва. При отсутствии высоких требований к виду шва процент углекислого газа возможно увеличить до 30.
Но всегда ли необходим защитный газ?
Ответ — нет. Защитную среду можно обеспечить и без использования газа. В этом случае применяют аналог сплошной проволоке — порошковую проволоку. Она представляет собой тонкостенную трубку, которая внутри заполняется флюсом и газом. Сверху покрывается металлическим защитным слоем, который при плавлении высвобождает флюс, который в свою очередь перекрывает доступ кислорода к месту сварки.
При этом порошковую проволоку применяют не так часто в силу неспособности обеспечить нужную защиту зоны сварки. Это в свою очередь занижает качество шва — он становится менее долговечным и прочным.
Необходим при сварке полуавтоматом для регулирования давления газа, поступающего из баллона. Для каждого вида газа предусмотрен свой редуктор.
Сплошная или порошковая проволока (идентичного со свариваемыми деталями материала для повышения качества шва)