
Устройство полуавтомата
Устройство сварочного полуавтомата и его состав практически не зависят от назначения и сферы применения. Основные компоненты, входящие в состав такого оборудования:
- источник питания с блоком управления, панелью индикации и органами ручной настройки;
- кабель-шланг для подачи проволоки, газа и тока в зону сварки (сварочный рукав) и кабель для подсоединения к «массе»;
- сварочная горелка;
- устройство автоматической подачи сварочной проволоки;
-
емкость с инертным или активным газом и газовое оборудование к ней.
Кроме того, продавцы сварочной техники предлагают различные дополнительные устройства для полуавтоматической дуговой сварки, в том числе размоточные приспособления, оснастку для сварки трубопроводов, стойки для рукавов, защитные экраны, вытяжки и многое другое.
Сварочный рукав
Сварочный рукав (кабель-шланг) служит для подачи в зону сварки защитного газа, присадочной проволоки, тока и охлаждающей жидкости. Одним концом он присоединяется к самому полуавтомату, а вторым — к горелке. Сварочный рукав представляет собой гибкий шланг, внутри которого по центру расположен канал подачи сварочной проволоки, а вокруг него — трубки для защитного газа и охлаждающей воды (только в некоторых устройствах), а также жилы силового кабеля и провода системы управления.
Рисунок 2 — Унифицированный евроразъем
На рисунке (см. выше) показан унифицированный «евроразъем» для подключения такого кабеля-шланга. Большой штуцер (закрыт заглушкой) — это выход сварочной проволоки, малый (справа от него) — подача газа. Два небольших контакта сверху — для управления переключениями режимов. К плоской нижней части разъема подключены силовые провода для подачи сварочного тока, а к резьбовому фиксатору — заземление.
К сварочным рукавам предъявляются очень высокие эксплуатационные требования. Поэтому они достаточно дороги, кроме того, их длина влияет на стоимость комплекта оборудования. Но, с другой стороны, длина кабель-шланга определяет технические возможности полуавтомата при работе в условиях сложного доступа к месту выполнения работ.
Горелка
Рисунок 3 — Устройство горелки
По принципу работы с движущейся проволокой горелки делятся на три типа:
- Предназначенные для толкающих механизмов. Горелка не имеет собственного привода, поступательное движение обеспечивает механизм, расположенный в основном блоке полуавтомата.
- Приводные. В рукоятку горелки встроен двигатель, тянущий проволоку. Конструкция и принцип работы такого привода подобны механизму на основном блоке.
- Комбинированные («тяни-толкай»). При работе используется как толкающий механизм на полуавтомате, так и тянущий на горелке.
Подача проволоки
Рисунок 4 — Механизм подачи
Подающие механизмы бывают двух типов: с двумя роликами (ведущий и прижимной) и с четырьмя роликами. Последние разработаны для использования с мягкими и порошковыми проволоками.
Виды полуавтоматических сварок
Каждый вид дуговой сварки имеет свои особенности, от которых зависит качество шва.
Рассмотрим все виды сварок, работающих в среде защитных газов:
-
ММА – сварка, в которой используется электрод и железный стержень, обработанный специальной обмазкой. Смазка состоит из веществ, поддерживающих дугу, защищающих сварочную область, влияющих на качество сварного шва.
-
MAG/MIG – это две подобные сварочные технологии. Эти обозначения указывают на состав защитного газа, который может быть инертным или активным. Такой газ распыляется на горячую металлическую поверхность, вытесняет кислород и предотвращает окисление.
-
TIG имеет похожие свойства с полуавтоматом MIG. Эти технологии работают в инертной газовой среде вместе с неплавящимися вольфрамовыми стержнями. Они устойчивы к высоким температурам.
Существует также вид сварки flux для которой используется флюс. Технология позволяет получить крепкий и ровный шов, сформировать монолитную корку после охлаждения металла. Однако данный метод используется реже из-за высокой стоимости.
Сравнительные преимущества и недостатки
Популярность полуавтоматической сварки обусловлена такими достоинствами:
-
Газ создает хорошую защиту сварочной ванны.
-
С помощью такого инструмента делается качественная сварка деталей автомобиля.
-
Оборудование можно применять при обработке конструкций из толстого металла.
-
Устройство используется для всех типов сплавов.
-
Удобное сочетание газа и проволоки позволяет легко контролировать формирование шва.
-
Благодаря простой конструкции аппарата быстро настраиваются нужные режимы.
-
Сварочные работы становятся комфортными и безопасными, поскольку отсутствуют брызги раскаленного металла. Однако при использовании порошковой проволоки все-таки появляются сильные брызги.
-
На швах не остается шлак, поэтому их шлифовка не занимает много времени.
-
При использовании такого оборудования не нужно готовить сварочную кромку.
-
При использовании сварки миг/маг подготовка специалистов проходит значительно быстрее.
Оборудование позволяет использовать сварочный ток с повышенным напряжением. При этом сохраняется высокое качество швов. При выполнении сварочных работ не нужно использовать шлак или флюс. Сварка mig mag не оставляет следов на оцинкованных деталях и подходит для обработки даже самых тонких листов металла.
Недостатки:
-
Техника работает с дорогими полуавтоматическими комплектующими.
-
Крупная горелка и держатель не позволяет проводить работу на труднодоступных участках.
-
Кромки металлических деталей перед сваркой всегда нужно зачищать.
-
Если металл расплавится, могут появиться сильные брызги.
С помощью аппаратов mig mag удается полностью механизировать рабочий процесс. Это позволяет значительно уменьшить затраты на крупном производстве.










Материалы и оборудование для сварки
По сути данный вид сварки является специально организованным процессом плавления металлов, который поддерживается с помощью определенного вида оборудования.
Для сварки МИГ-МАГ применяется разная полуавтоматическая и инверторная техника. Для такой работы лучше всего подходит инвертор типа МИГ. Он хорошо сваривает любые марки стали и цветные металлы.
Для работы с нержавеющей сталью потребуется:
-
инвертор или преобразователь для подачи постоянного и переменного тока;
-
присадочная проволока, изготовленная по ГОСТу 2246-70;
-
газовый баллон с редуктором;
-
шланги для подачи газа и провода;
-
горелка с механизмом подачи проволоки;
-
металлическая щетка;
-
жидкий растворитель.
Для работы полуавтоматом без газового баллона используется порошковая проволока. На выбор электрода влияет толщина металла. Тонкая проволока дает хорошее горение дуги и глубоко проваривает материал. Толстая требует повышения мощности сварочного тока на 100 А для каждого миллиметра в диаметре.
На горелке есть держатель с кнопкой, при нажатии на которую включается подача газа и движение проволоки из сопла.
Лучшие профессиональные сварочные полуавтоматы
В этом разделе представлен ТОП профессиональных сварочных полуавтоматов, которые приспособлены к длительному бесперебойному выполнению рабочих операций. Техника этой категории отличается следующими параметрами:
- стабилизированный ток до 220 А и более;
- рабочий цикл – от 50%;
- мощность больше 6 кВт;
- встроенные колеса для перемещения аппаратуры;
- длинные кабели;
- расширенный диапазон настроек.
Какой сварочный полуавтомат выбрать, определяются после уточнения личных требований
В данном случае следует уделить особое внимание надежности. Определенное увеличение инвестиций оправдано высоким качеством сварных соединений и длительным сроком службы
1. Fubag INMIG 200 SYN LCD (TIG, MIG/MAG, MMA)
Это – лучший полуавтомат в сочетании цена – качество. Техника оснащена автоматизированными функциями и режимами, которые значительно упрощают создания качественных сварных соединений. Синергетическая технология управления оптимизирует настройки без вмешательства пользователя с учетом особенностей технологического процесса. Цифровая индикация упрощает контрольные операции. Универсальная модель полуавтомата подходит для работы с тонкими и толстыми заготовками.
Плюсы:
- лучший профессиональный полуавтомат;
- длина газового шланга – 3 м;
- медные соединительные провода;
- эффективная система охлаждения;
- длительный срок службы.
Минусы:
для применения проволоки диаметром 6 мм необходимо приобрести специальный ролик.
2. Aurora SPEEDWAY 200 (MIG/MAG, MMA)
Профессиональный сварочный полуавтомат создан с применением надежных узлов и комплектующих деталей. В сочетании с ответственной сборкой такой подход обеспечивает длительное сохранение хороших рабочих параметров на протяжении длительного срока в режиме интенсивного использования. Электронный блок управления поддерживает ток с высокой точностью. Плавная подача проволоки с регулируемой скоростью выполняет свои функции без сбоев. При выполнении рабочих операций следует не забывать о продолжительности перерывов, которые должны составлять не менее 40 % от общей продолжительности цикла.
Плюсы:
- один из лучших сварочных полуавтоматов рейтинга по надежности;
- хорошие показатели энергоэффективности;
- простота настройки;
- безупречная функциональность системы подачи проволоки;
- удобная индикация режимов;
- простая настройка.
Минусы:
минимальный сварочный ток 40 А вызывает затруднения при сварке тонких листов.
3. Кедр MIG-250GW (MIG/MAG, MMA)
Такую технику приобретают для организации профессиональной деятельности. Полуавтомат подключается к трехфазной сети 380 V, потребляет до 9,5 кВт мощности. Внешняя бобина предназначена для установки катушек евростандарта D300. В таком оснащении длительные рабочие операции можно выполнять без лишних задержек. С помощью двух цифровых дисплеев упрощается настройка и оперативный контроль.
Плюсы:
- сварочный ток – до 250 А;
- возможность работы с толстой проволокой (1,2 мм);
- внешняя крупная бобина;
- защита угловых элементов конструкции специальными накладками.
Минусы:
вес – 23кг.
4. Сварог PRO MIG 200 (N229) (TIG, MIG/MAG, MMA)
Эта универсальная техника подходит для качественного воспроизведения ручных и полуавтоматических режимов сварки. Расширенный токовый диапазон позволяет корректно создавать соединения тонких и толстых заготовок. «Антиприлипание», форсаж дуги и другие полезные функции упрощают создание качественных швов.
Плюсы:
- диапазон по току начинается от 10 А;
- небольшие габариты и вес;
- удобство транспортировки;
- отличный набор сварочных режимов;
- профессиональный уровень оснащенности средствами автоматизации;
- удобная конструкция корпуса с крупной ручкой и защитными накладками.
Минусы:
при значительной мощности потребления надо учитывать ограничения по допустимой нагрузке проводки однофазной сети 220V.
Классификация оборудования по признакам
По своему назначению автоматы для сварки можно разделить на два основных типа — специализированные и универсальные. Они отличаются между собой определенным набором признаков, которые характеризуют их полезные эксплуатационные качества:
- По возможности перемещения оборудование для сварки можно подразделить: на самоходные и несамоходные. Последние также известны как подвесные.
- Сварочные автоматические устройства можно разделить также по типу используемых электродов. Универсальные аппараты поддерживают работу с любыми типами, включая и неплавящиеся, изготавливаемые из вольфрама. Специализированные аппараты могут работать только с определенным типом расходного материала.
- По типу плавки электрода: проводной, штучный и ленточный.
- По способу защиты участка, на котором выполняется сварка: флюс, защитная газовая среда и комбинированный способ, предполагающий одновременное использование флюса и газовой среды.
- По типу поддерживаемого рабочего тока. Сварочные автоматические установки могут работать с постоянным или переменным током. Встречаются и специальные конструкции, эксплуатация которых возможна при обоих типах напряжения.
- По способу подачи присадочной проволоки: регулируемые вручную и настраиваемые с учётом величины напряжения, с которым подается электрическая дуга.
- По способу выполнения сварного соединения: свободная и принудительная технология.
- По типу настройки сварочного тока: плавный, ступенчатый и комбинированный.










Разновидности автоматической сварки
Автоматический сварочный аппарат, создающий дугу подачей тока на проволоку, и защищающий сварочную ванну слоем флюса, может иметь несколько вариантов исполнения. Это могут быть станки с подвижной головкой, выполняющие ровные или шаблонные линии швов. Для трубопроводов используют неподвижные головки, под которыми изделие вращается на роликах. Тракторы сами ездят по изделию, перевозя аппарат и одновременно ведя сварку. Во всех моделях применяется плавящийся электрод (проволока ГОСТ 16130-72). За последующее время, после внедрения в промышленность этих методов, были разработаны и другие устройства, позволяющие автоматизировать сварочные работы. Некоторые принципы работы таких установок похожи, а другие отличаются в корне.
В среде аргона
Одной из разновидностей является автоматическая аргонодуговая сварка неплавящимся электродом. В качестве последнего выступает стержень из вольфрама с некоторыми добавками. Между ним и изделием возбуждается электрическая дуга, а аргоновый состав газовой смеси, подаваемый через сопло головки аппарата, не дает углероду вырываться через поверхность шва. Благодаря этому соединение получается крепким и ровным. Сварка в среде защитных газов может выполняться стационарно закрепленной головкой устройства, под которой изделие проворачивается, так и движущейся частью по линии соединения. Аргонно-дуговой метод активно применяется при работе с нержавеющими трубами и емкостями.
Порошковой проволокой
Еще одним вариантом является автоматическая сварка порошковой проволокой. Аппарат подает плавящийся электрод в зону сварки по роликам. Напряжение на конце проволоки создает дугу. Но для защиты расплавленного металла используется не порошок из бункера, а флюс, находящийся в самой проволоке. Для этого последняя изготавливается трубчатой формы и укладывается в бобины. Такой расходный материал стоит дороже, но облегчает подготовку к сварочному процессу. Сварочный станок не требует загрузки флюса в бункер. Наплавленный шов, как и в случае с насыпным порошком, нуждается в очистке. Аппараты могут работать перемещаясь на самом изделии или неподвижно, с прокруткой свариваемых частей под ними.
Плазменная сварка
Для быстрого соединения легированных сталей была разработана автоматическая плазменная сварка. В подобных устройствах электрическая дуга горит между двумя электродами в головке горелки. Аргон или гелий, подающиеся под высоким давлением и закрученный завихрителем, содействует ионизации пламени дуги, и усилению ее температуры. Плазменная сварка устанавливается на кронштейны, которые могут вращаться по оси. Расстояние от центра до головки может изменяться, что делает удобным это оборудование для круговых автоматических швов днищ емкостей. В зависимости от толщины металла и требуемой высоты шва, устройство может снабжаться дополнительным блоком подающим присадочную проволоку.
Кроме вышеперечисленных агрегатов встречаются их полуавтоматические версии, где сварщику требуется направлять сварочную головку или руководить движением трактора. Автоматическая и полуавтоматическая сварка востребованы не только на крупных предприятиях, но в небольших фирмах. Ведь таким способом можно значительно повышать производительность и доходность. Некоторые умельцы смогли сделать самодельный аппарат на основе полуавтомата, который способен передвигаться по заданной траектории.
Виды
Техника автоматической сварки под флюсом имеет несколько разновидностей. Каждый вид обладает отличительные особенности, которые оказывают влияние на производительность, скорость, вид сварного соединения и другие важные качества. Перед тем как приступать к процессу стоит рассмотреть основные способы сварки под флюсом и их важные характеристики.

В среде аргона
Автоматическая технология сваривания может осуществляться в среде аргона, она также называется аргонодуговой сваркой. Во время нее используется неплавящийся электрод, наиболее подходящим считается вольфрамовый стержень с добавлением примесей.
Между стержнем и свариваемой деталью происходит возбуждение электрической дуги. Аргоновый состав газовой смеси, который подается через сопло головки оборудования, предотвращает проникновение углерода на поверхность шва. Именно за счет этого удается получить крепкий и ровный сварной шов.
Сварочный процесс с использованием защитного газа может осуществляться при помощи головки устройства, которая стационарно закрепляется на одном месте. Именно под этим элементом изделия проворачивается, что позволяет получить ровный и качественный шов. Также сваривание может выполняться движущейся частью по области соединения. Аргонодуговая сварка активно применяется при сваривании труб и емкостей из нержавейки.
С использованием порошковой проволоки
Автоматическая наплавка под флюсом может осуществляться при помощи порошковой проволоки. Во время нее оборудование по роликам подает плавящийся стержень в область сваривания. Подаваемое напряжение на конце проволоки приводит к образованию дуги.
Для защиты расплавленной области металла применяется флюс, а именно порошок, который находятся в составе проволоки. После проведения сварки под слоем флюса, требуется тщательная зачистка швов от шлака. Если этого не сделать, то может ухудшиться качество сварных соединений.
Плазменная сварка
Автоматическая плазменная сварка была специально разработана для быстрого сваривания изделий из легированной стали.
К главным особенностям этого вида автоматической сварочной технологии относятся:
- В устройствах, которые используются для плазменной сварки, дуга разгорается в области между двух электродов, находящихся в головке горелки.
- Во время сварки производится подача газовых смесей с гелием или аргоном, они находятся под сильным давлением. Они обеспечивают ионизацию пламени дуги и усиливают температурные показатели.
- Оборудование, применяемое для плазменной сварки, устанавливается на кронштейны, которые способны вращаться вокруг оси.
- Расстояние от центральной области до головки может изменяться, именно это позволяет применять оборудование для создания круговых соединений в днищах емкостей.
- В соответствии с толщиной металла и требуемой высотой шва сварочное оборудование может дополняться блоком для подачи присадочного материала.
Мощность
Инструкция сварочного полуавтомата содержит все данные об устройстве. Там же указана и максимальная мощность потребления для данного вида работ. Эта цифра также соответствует уровню пиковых нагрузок на сеть. Мощность эта указывается либо в кВт, либо в кВА. Первый вариант указывает активную мощность, второй же измеряет полную. Если знать, сколько потребляет тот или иной аппарат, можно точно контролировать правильность подключения.
Даже если устройство может нормально работать на низких напряжениях, производительность может падать. Зная это, желательно приобрести более мощный сварочный полуавтомат (какой выбрать, зависит от целей). Эксперты утверждают, что запас по мощности должен быть не меньше 30%. Также не стоит пользоваться прибором на максимуме его возможностей.
Реальные мощностные показатели можно определить только по силе тока, которую он может выдавать. Именно от этой характеристики зависит, с какой толщиной металла сможет работать та или иная модель. Также от этого зависит максимальная толщина электрода.
Для бытовых целей хватит агрегата до 250 А. Что может такой сварочный полуавтомат? Отзывы владельцев позволяют понять, чего ждать. Так, максимальная толщина металла – 6 мм, а диаметр электрода – 4 мм.
Полуавтоматическая сварка: принцип работы, видовое разнообразие
Сварочный аппарат состоит из следующих компонентов:
- горелка;
- шланг для подачи проволоки;
- механизм подачи проволоки;
- панель управления рабочими процессами;
- проволока в мотке;
- электропровод;
- система полуавтоматического управления;
- шланг для подачи газа;
- редуктор для снижения газового давления;
- нагреватель;
- баллон с газом высокого давления;
- выпрямитель.
На отечественном рынке присутствует большое разнообразие подобного оборудования. Дабы упорядочить его виды, обратимся к одной из наиболее распространенных классификаций. По мере автоматизации сварных процессов сварочные аппараты могут быть ручными, полуавтоматическими и автоматическими.
Первый тип подобного оборудования более подходит для бытового использования, а второй и третий – для применения на крупных предприятиях, так как сварочные автоматы, полуавтоматы отличаются более высокой производительностью за единицу времени, а также позволяют получить более качественные соединения металлов, нежели при работе ручным сварным агрегатом.
Но стоит заметить, что автоматические сварки стоят значительно дороже ручных агрегатов, поскольку характеризуются более высоким комфортом для пользователя, имеют широкие функциональные возможности, работают дольше.
Полуавтоматы выступают наиболее приемлемым вариантом по соотношению цены, комфортабельности работы и количества функций.
Чтобы понять иные достоинства полуавтоматов, нужно уяснить, как работает полуавтоматическая сварка:
- внутри аппарата находится катушка с проволокой, выполняющей функцию плавящегося электрода и автоматический механизм подачи такой проволоки;
- подвижная проволока пропускается через газовое сопло под напряжением, что приводит к ее расплавлению;
- стабильная длина дуги обеспечивается автоматическим механизмом подачи сварки;
- оператор выбирает на свое усмотрение направление тока и скорость подачи проволоки для сварки, учитывая вид металла и скорость перемещения газовой горелки.
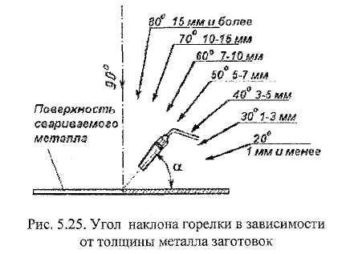 Зависимость угла наклона горелки от толщины заготовки.
Зависимость угла наклона горелки от толщины заготовки.
Понимание принципа работы полуавтоматической сварки позволяет уяснить, чем отличается автомат от полуавтомата. В автомате абсолютно все процессы автоматизированы, то есть, выполняются системой управления. В полуавтоматических сварочных аппаратах, как было сказано выше, некоторые из операций остаются за сварщиком.
Полуавтоматическая сварка делится на разные виды, исходя из наличия определенных характеристик.
По способу защиты материала в процессе выполнения сварных работ различают полуавтоматы для сварки:
- под флюсом;
- в инертных и активных газах.
Также полуавтоматы могут быть:
-
Однофазными.
Функционируют от сети с напряжением в 220В, но если оно скачет, электрическая дуга не будет постоянной. Такое положение дел опасно появлению дефектов на сварных соединениях. -
Трехфазными.
Функционируют не от каждой розетки, однако гарантируют высокое качество работы при любых нагрузках.
Обзор основных моделей
Рассмотрим основные модели инверторов Aurora с выделением их характеристик:
Сварочный инвертор Aurora MINIONE 1600 – аппарат для бытового применения. Оснащен функциями горячего старта, антизалипания, форсажа дуги. Модель поставляется с удобным кейсом для хранения инструментов. Идеальна для применения в строительстве, быту, гаражах и дачах.
AuroraPRO OVERMAN модели 160, 180, 200. Относятся к категории любительских аппаратов с минимальным набором функций. Главное отличие – возможность максимального тока, которое указано в подназвании каждой из моделей










Важно отметить, что модели 160 и 180 показывают довольно хорошие характеристики продолжительности включения (60%). А вот 200-ка дает только 40%, что делает ее покупку нецелесообразной – на других величинах тока она полностью идентична своим менее мощным собратьям.
Эти устройства не позволяют плавно регулировать скорость подачи проволоки, доступно только два режима: быстро и медленно. Зато есть функция регулировки жесткости, что редко встречается в бюджетных моделях.
AuroraPRO OVERMAN Относится к профессиональному оборудованию. Представляет аппарат на колесах с местом для газового баллона. При токе в 250А и показателе включения в 60% может работать с достаточно толстой проволокой – до 1,2 мм. Есть возможность регулировки скорости подачи проволоки.
Также выпускается в модификации 250-3 и при сохранении основных характеристик является трехфазным вариантом исполнения.
AuroraPRO SPEEDWAY 160. Позволяет выполнять три режима сварки: полуавтомат, электродом и в газовой среде. Максимальный показатель тока 160А. Есть возможность переполюсовки при использовании порошковой проволоки. При работе с различными газами учтена необходимость регулировки характеристик тока.
Из минусов важно отметить следующее: показатель ПВ равен только 25%, что исключает использование в профессиональной сфере. Переключение в виде кнопок неудобно в работе, хотя выглядит очень эстетично
- AuroraPRO SPEEDWAY 175. По сравнению с предыдущим аппаратом отличается ПВ в 35% и током до 175А. Также присутствует функция горячего старта и защита от залипания электрода.
- AuroraPRO SPEEDWAY 200 и 250. Аппараты изготовлены идентично, позволяют выполнять ручную и автоматическую работы. Первая модель питается от однофазной сети, вторая требует трехфазную. Эти модификации могут быть использованы при профессиональной сварке.
- AuroraPRO SPEEDWAY 300. Инвертор трехфазного типа с возможностью ручной и полуавтоматической сварки. Возможны двух- и четырехтактный режим работы. При значительном весе поставляется в виде коляски. Имеет сертификат НАКС, который позволяет использовать аппарат при профессиональной сварке трубопроводных систем, котельных аппаратов и т.д.
- AuroraPRO SKYWAY Профессиональное оборудование трехфазного режима. Оборудован мощным элементом подачи проволоки, что позволяет применять 20 кг катушки. Есть двух- и четырехтактный режим сварки. Чрезвычайно удобный и продуманный корпус на колесах.
- AuroraPRO ULTIMATE – профессиональные аппараты, с возможным током от 300 до 500А. Позволяют выполнять различные виды сварки, в том числе ответственных производств.
Заметим, что все устройства поставляются производителем с полным набором элементов по возможностям аппарата, а также снабжены двухлетней гарантией.
Преимущества и недостатки полуавтоматической сварки
К преимуществам сварки в полуавтоматическом режиме можно отнести следующие.
- Возможность соединения тонколистовых материалов. Подбирая режим работы аппарата и диаметр проволоки, добиваются минимальных тепловых нагрузок и снижения эффекта коробления.
- Качество шва не зависит от его протяженности. При необходимости детали можно соединять точечной сваркой.
- Разнообразие материалов. Полуавтомат способен работать как с конструкционными углеродистыми сталями, так и со многими высоколегированными инструментальными. Изменением рода тока и полярности можно настроить режимы для сварки цветных металлов, в том числе с высокой химической активностью.
- Удобство настройки. Оператор может быстро настроить требуемый режим, что очень удобно при выполнении мелких работ.
Такие аппараты имеют также ряд недостатков, ограничивающих их применение.
- Невозможность работы с проволокой большого диаметра из-за ее высокой жесткости.
- Сложности в проведении сварочных мероприятий на открытом воздухе. Чтобы ветер не сносил защитную атмосферу, приходится увеличивать расход инертного газа.
- Интенсивное разбрызгивание металла при токах выше 500 А.
- Высокая интенсивность излучения от дуги.
- Необходимость в заправке баллонов.
Источник питания
Функцию источника рабочего тока в варочном полуавтомате может выполнять классический трансформатор, выпрямительный преобразователь или электронно-импульсный инвертор. Электросхему будущего агрегата следует продумать до мелочей и выбрать её в соответствии с поставленными практическими задачами.
От типа и конструкции самого преобразователя во многом будут зависеть как технические, так и эксплуатационные параметры будущего устройства (его габариты, вес и выходная мощность).
В состав такого сварочного полуавтомата должны входить импульсный преобразователь тока, дополненный всеми рассмотренными ранее механизмами плюс блок управления нагрузочными параметрами. Также не следует забывать о комплекте соединительных проводов и держателе рабочих электродов.
Вывод
На вопрос, что лучше: сварочный полуавтомат или инвертор, лучше выбрать то, что больше подойдет вам для работы. Если предстоят сложные, многоуровневые задачи по сварке, склоните ваш выбор к полуавтоматам. Нельзя считать, что эти сварочные аппараты подходят только для кузовных работ на СТО или в ремонтных мастерских. Проволочный сварочный прибор имеет очень большую область применения. Он может работать даже со сложными металлами, мультисплавами, разными типами газа в разных временных режимах работы. При этом сварочный шов получается просто идеальным. Но инвертор — тоже хорош по-своему, он компактен, удобен, имеет различные фишки, навороты и функции. В общем, для мелких домашних работ или обычных сварочных работ на стройке или заводе, лучше инверторной сварки вы не найдете.
Если у вас возникли вопросы после прочтения статьи, оставляйте комментарии ниже. Я с радостью на них отвечу!