
Какими бывают плазменные аппараты
Агрегаты различаются техническими характеристиками и сферой применения. Главный классификационный признак – сила тока плазменной дуги. Эта величина, в зависимости от вида аппаратов, лежит в широком диапазоне.
Для микроплазменной сварки
Сила тока у таких агрегатов не превышает 25 А. Несмотря на это, они достаточно функциональны. Микроплазменные приборы используют для соединения тонкостенных элементов, точных и сложных работ, резки металла.
Они просты в использовании и обслуживании. Диаметр сопла горелки – менее 3 мм. Устройства функционируют на постоянном токе. Для выработки плазмы применяют ацетиленовые смеси, омедненные электроды.

Средние по силе тока
Прибор по некоторым характеристикам напоминает бытовой инвертор, выдающий силу тока в 50-150 А. Однако сфера применения среднеточного плазменного аппарата не так широка, в основном используется для резки листового металла.
Рекомендуем к прочтению Что такое холодная сварка и как ею пользоваться
Рабочим газом часто становится воздух, однако можно использовать аргон или гелий. Плазмотрон и горелка имеют сложное строение. Некоторые устройства снабжаются дополнительной жидкостной системой охлаждения.
Сильноточное оборудование
Устройство способно выдавать более 150 А. Приборы этого типа практически не применяются в бытовых условиях и на небольших строительных площадках. Их используют на крупных производственных предприятиях.
Установки отличаются сложной конструкцией. Горелки снабжаются современными охлаждающими системами. При сварке применяют легированные торием или бериллием неплавкие электроды.

Рекомендации
Не всегда со сварочным аппаратом работает профессионал, часто встречается и самоучка. Для подобной категории людей квалифицированные специалисты дают несколько рекомендаций:
- перед работой проверить исправность оборудования, давление газа в установке;
- прочистить плазмотрон до начала сварки;
- подготовить и очистить от посторонних предметов рабочую зону;
- алюминиевые детали сваривать (или резать) на низких токах.

Плазменная сварка — современная технология соединения и резки не только металлов, но и других материалов. Сварка плазмой востребована и у профессионалов, и у любителей — проста в работе и приносит хороший заработок независимо от сезона. Несмотря на высокую стоимость, необходимое для работы оборудование пользуется спросом, ведь потратив деньги однажды, можно стать обладателем замечательного агрегата с множеством дополнительных функций.
Модели популярных производителей
Какие бывают центраторы для сварки труб и как их лучше использовать
Цены на такого рода оборудование могут как порадовать, так и огорчить. Всё завит от уровня личных притязаний, финансовых возможностей. В фотокаталогах встречаются следующие модели, пользующиеся доверием покупателей:
- Мобильный сварочный аппарат ТМ Горыныч (легко переносится, работает как от бытовой сети, так и генератора. Плазмообразующая среда – смесь воды и спирта).
- Сварочные аппараты ТМ Мультиплаз (также относится к водноплазменному типу, отличаются малым весом, не используется трансформаторное и компрессорное оборудование).
- Компактное надежное устройство Плазариум SP3 (работает как инвертор, имеет датчики температуры для контроля состояния перегрева).

По силе тока
Плазменная сварка бывает трех видов, обусловлено это силой тока:
- микроплазменная;
- на среднем токе;
- на большом токе.
Каждый способ эффективен в своей области использования. Это еще раз подчеркивает прогрессивность и популярность метода плазменной сварки.
Микроплазменная сварка
Плазменная и микроплазменная сварка – это метод соединения (а также резки) деталей с использованием ионизированного газа с температурой от 5 000 до 30 000 C, который называется плазмой.
Что это такое
Как можно отличить плазменную сварку от микроплазменной? Если величина силы тока, применяемого при сварке, составляет до 25 А – сварку называют микроплазменной, если сила тока больше – речь идет о плазменной сварке. В отличие от плазменного процесса микроплазменная сварка происходит при воздействии микротоков, что позволяет соединять детали малой толщины от 0,025 до 0,8 мм.
Микроплазменная сварка имеет следующие отличия:
- происходит при силе тока от 0,1 до 25 А;
- используется вольфрамовый электрод;
- размер плазмотрона меньше (используется микроплазмотрон).
Чаще всего микроплазменная сварка используется для соединения тонкостенных деталей приборов, для соединения трудносвариваемых металлов, например, алюминия, пластмасс, даже тканей.
Для выполнения процесса сварки нужен плазмообразующий газ, это, как правило, аргон, и защитный газ. Чаще всего это тоже аргон либо гелий, углекислый газ, или смесь аргона с гелием, водородом.
Для получения плазмы используется устройство, называемое плазмотрон. Когда включается источник питания, от вольфрамового электрода к соплу проходит дежурная электрическая дуга. По мере приближения горелки к свариваемым деталям, когда между ними остается 1-1,5 мм, образуется дуга между электродом и изделием, в этот момент плазмообразующий и защитный газы смешиваются. В сопле очень малого размера дуга плотно обволакивается защитным газом, образует узкую плазменную струю в виде «шила». При такой форме получаются сварные швы малой толщины. В этом случае деформация деталей встречается редко, поскольку площадь нагрева незначительна. Сварку можно проводить на постоянном токе или в импульсном режиме.
Достоинства микроплазменного способа:
- Возможность соединения деталей малой толщины.
- Устойчивое горение плазмы позволяет выполнить сварочные швы высокого качества даже малоопытным сварщикам.
- Возможность сварки деталей из пластмасс и текстиля.
- Возможность механизировать процесс.
Интересное: Плазменная сварка металла
К недостаткам данного способа следует отнести невысокую стойкость плазменных горелок. Стойкость горелок повышают путем введения водяного или естественного воздушного охлаждения.
Процесс может производится на ручном и автоматическом оборудовании.
Аппараты для микроплазменной резки
Во всех аппаратах для осуществления микроплазменной сварки есть два основных узла, которые определяют возможности соединений.
Первый узел: источник питания, инвертор. Также содержат устройство для розжига электрической дуги, автоматику. Различаются по:
- продолжительности нагрузки, %;
- величине силы тока (номинальной и регулируемой), А;
- напряжению холостого хода, В;
- потребляемой электрической мощности, кВА.
Для соединения черных, тугоплавких деталей применяется МПУ-4, Н-146. Установка УМПС-0301, И-167 считаются более современными и удобными, сваривают почти все металлы, включая алюминий.
Вторым компонентом является плазмотрон. Отличаются друг от друга конструктивными характеристиками, такими как:
- Наибольшая толщина стали, которую можно сварить за 1 проход.
- Сила тока (прямой дуги и дежурной), А.
- Размер электрода, мм.
- Размер сопл (плазмообразующих и для защитных газов), мм.
Плазмотроны типа УСДС.Р-45 и Т-169 могут сварить сталь толщиной до 2,5 мм, ими укомплектованы установки МПУ-4, Н-136. Плазмотроны ОБ-2592 и ОБ-2628 разработаны позднее, более удобны, имеют лучшую, более экономичную конструкцию, эргономичны. Ими дополнены новые источники питания УМПС-0301, И-167, Н-155.
Существуют и готовые установки, сразу же укомплектованные всеми необходимыми компонентами. К ним относятся аппараты Microplasma 20,50,150, отличающиеся друг от друга мощностью установки, а также Мультиплаз 3500, 4000, 7500, имеющие возможность сварки водно-спиртовой смесью.
Преимущества и недостатки
Плазменная сварка прямого действия и косвенного имеет свои преимущества и недостатки, как и другие виды сварки. Основными плюсами, что делают этот метод незаменимым для использования во многих промышленных отраслях, являются следующие:
- высокий коэффициент полезного действия и высокая скорость выполнения работ;
- высококачественная резка металла оставляет гладкие кромки и не требует дополнительной их обработки;
- возможность варить и резать изделия, толщиной почти в сантиметр;
- при работе нет шлаков и отходов;
- контроль глубины провара металла, что позволяет избежать пропалов и деформации;
- простота в использовании аппарата.
Кроме положительных моментов, можно отметить несколько недостатков:
- дороговизна оборудования и высокая стоимость работ;
- в сфере профессионального использования высокие требования к мастеру;
- необходимость постоянного контроля над охлаждением, из-за высокой рабочей температуры.
В принципе, все эти минусы, можно превратить в плюсы, если посмотреть на это с другой стороны. Профессиональный мастер, имеющий качественное оборудование может работать в любой сфере и при этом зарабатывать хорошие деньги.
Плазменная сварка с точным способом сваривания

Это наиболее применяемый способ в промышленности. Реакция, которая происходит между электродом и поверхностью, возникает благодаря электрической дуге.
При работе с цветными металлами, нужно быть особенно внимательными, так как они имеют низкую температуру плавления (около 661 градуса). Поэтому, такие работы проводят под особым контролем, чтобы получить удовлетворительный результат.
К каждому сварочному аппарату прилагаются руководство пользователя, где указывается какую силу тока можно применять для разных групп металлов.
Так, плазменная сварка цветных металлов происходит с силой тока до 25 А, а черных металлов с высокой силой тока.
В дуге прямого способа реакция начинается с зажигания дуги с силой тока до 25 А, между соплом и деталью, в результате зажигается главная дуга, которая уже является прямой.
Электропитание происходит как от постоянного, так и переменного тока с прямой полярностью. Активация такой полярности происходит с помощью осциллятора.
Преимущества технологии плазменной сварки
- повышение производительности процессов сварки в 2-3 раза,
cкорость сварки до 4 м/мин;
- повышение качества сварочных швов, швы более узкие, можно варить с усилением и без;
- отсутствие брызг в отличие от полуавтоматической МИГ/МАГ сварки и большая экономия на сварочной проволоке, т.к. варим без разделки и ток и скорость подачи проволоки при плазме – независимы;
- малая зона термического влияния, благодаря механическому сжатию плазменным соплом, вследствие этого незначительный нагрев основного металла и минимизация коробления после и во время сварки;
- глубокое проплавление в стыковом соединении, сварка проникающей дугой без разделки до 8 мм. По сравнению с МИГ и ТИГ плазменная сварка не имеет конкурентов по качеству и производительности на диапазоне толщин от 3 до 8 мм;
- гладкая поверхность швов, не требующая дополнительной обработки;
- высокая надёжность зажигания основной дуги благодаря наличию вспомогательной;
- отсутствие включений вольфрама в сварном соединении;
- высокая стойкость расходных материалов.
Более подробно о применении и преимуществах плазменной шовной и плазменной точечной сварки можно прочитать в статьях:
«Плазменная шовная сварка: особенности и преимущества шовной плазменной сварки при сварке различных материалов»
«Плазменная точечная сварка: особенности, преимущества и применение»
| К статье «Установки для плазменной сварки продольных швов компании SBI, Австрия, их отличия и преимущества» |
Основные разновидности
Условно данную сварку прямого действия можно поделить на различные типы в зависимости от силы тока и способа подачи воздушно-газовой смеси.
Так, сегодня доступны аппараты с большими и средними токами, а также микроплазменные аппараты. Сварка и резка, выполняемые на средних токах, по некоторым своим характеристикам схожи с аргоновой, однако более безопасная и мощная.
По своим возможностям такое сваривание плазмой может только превзойти лазерная или сварка электронным лучом.
В момент выполнения работы плазменная дуга оказывает более высокое давление на сварочную ванну, чем обыкновенная.
ВАЖНО ЗНАТЬ: Методы и способы сварки алюминия
Это дает возможность в несколько раз увеличить передачу тепла непосредственно в самую глубь обрабатываемой металлической поверхности.
Следует отметить, что при работе на средних токах нет необходимости дополнительно использовать присадочную проволоку, что несколько снижает затраты на выполнение соответствующих работ.
При выполнении работ на больших токах, металлические поверхности подвергаются еще более мощному воздействию плазмы. В этом случае для начала происходит своеобразная разрезка металла, после чего она заваривается с еще большей прочностью.
При выполнении данного типа сварки микротоками, используются токи с относительно малой величиной, при этом обязательно наличие воздушно-газовой смеси с достаточным уровнем ионизации.
Данный тип сварки используется преимущественно тогда, когда необходимо произвести соединение тонких металлов, а также при необходимости закрепить на металлической поверхности некоторых элементов.
Суть данного процесса заключается в том, что для начала образуется дежурная дуга, которая зажигает основную в тот момент, когда к рабочей поверхности подводится непосредственно сам плазмотрон.
Плазмотрон имеет два независимых сопла. Одно из них предназначено для подачи газа, образующего само пламя, а другое подает воздушно-газовую защитную смесь.
При этом в процессе работы происходит непрерывное охлаждение горелки за счет подачи воды.
Состав используемых газовых смесей при данном типе сварке зависит, главным образом, от типа металла, который нужно соединить между собой.
Оборудование, предназначенное для сварки плазмой, может функционировать по своему прямому назначению в нескольких различных режимах.
Сварка алюминия сопряжена с некоторыми трудностями. Сплавы алюминия обладают неудовлетворительной свариваемостью.
Решить многие проблемы свариваемости сплавов из алюминия поможет сварка и резка плазмой. Действие плазмы постоянного тока обратной полярности повышает качество сварных швов сплавов из алюминия.
Выбор технологии плазменной сварки и резки алюминия и режима определяется составом сплава из алюминия.
Наиболее часто применяется автоматическая сварка алюминия плазмой с подачей присадочной проволоки.
ВАЖНО ЗНАТЬ: Техника полуавтоматической сварки в среде углекислого газа
На видео, которое размещено ниже, показано, как выполняется сварка алюминия плазмой.
Видео:
Особенности процесса
Данный способ соединения деталей напоминает аргонодуговую сварку по причине работ с инертными газами. Однако, отличия все же имеются. Например, сварочные работы осуществляются специальным аппаратом — плазмотроном.
Плазмой называют состояние, в которое переходит газ при воздействии электрической дуги. Происходит это все при многотысячных температурах, поэтому главной особенностью сварки плазмой является высокая рабочая температура — от 5 до 30 тысяч градусов. Это позволяет работать с элементами любого состава и габаритов.

Еще одной особенностью плазменной технологии является высокое давление на место соединения. Это происходит за счет цилиндрической формы сварной дуги, которая обеспечивает прогрев и одинаковое распределение мощности по всей поверхности рабочей струи. В обычной сварке это сделать сложнее, так как дуга конической формы и равномерно распределить силу давления и прогрев весьма сложно.
И третья важная особенность работы плазмой — это работа на малых токах. Да, именно плазменная технология позволяет производить сварку, как тонких листов материала, так и в труднодоступных местах.



Указанные особенности делают плазменный метод сварки практически универсальным. Со временем появились виды и разновидности, так как помимо сварочных работ при помощи плазмы легко выполнить и резку металлов.
Как пользоваться плазменной сваркой
Для работы таким методом сварщик должен иметь допуск, соблюдать требования безопасности.
Общие положения и правила
При работе с плазменным оборудованием учитывают следующие рекомендации:
- перед началом сварки подготавливают место, специальную одежду для мастера;
- проверяют исправность основных элементов аппарата, давление в баллонах;
- ведут сварку алюминия и его сплавов при низкой силе тока;
- плазмотрон продувают перед началом сварочных работ;
- начинающие мастера используют микроплазменную сварку (этот метод считают более безопасным);
- опытный сварщик самостоятельно выбирает наиболее удобную для себя технологию.
Техника безопасности
К рабочему процессу предъявляются требования по охране труда:
- При сварке плазменным методом повышается вероятность получения электротравмы. Нельзя использовать кабели с поврежденной изоляцией, отказываться от применения диэлектрического коврика.
- По мере увеличения силы тока повышается уровень шума. В таком случае используют средства защиты органов слуха – наушники, беруши, противошумную маску.
- Для защиты дыхательной системы мастера от паров расплава и газов устанавливают местную вытяжку.
- Для предотвращения поражения органов зрения применяют очки со светофильтрами.

Работа с цветметом
При сварке таких материалов требуется меньшая температура воздействия. Однако из-за большой теплопроводности мощность электрической дуги должна быть достаточно высокой.
Достаточно наличия в плазме органических окислителей радикалов – водно-спиртовых или ацетоновых растворов.
Тонкостенные металлы
При сварке и резке подобных заготовок горелку нельзя подносить слишком близко к обрабатываемой зоне. В этом случае повышается вероятность появления сквозных дефектов в шве. Давление плазменной дуги на материал выше, чем простой. Сварочный ток поддерживают на уровне 12-14 А. Иногда достаточно более низких значений.

Как все выглядит?
Плазмотрон состоит из двух основных блоков – анодного и катодного. Анодный блок включает анод, выполненный в виде сопла, и корпус для крепления анода, в котором необходимо разместить охлаждающую рубашку (трубки, змеевик). На корпусе анода закрепляется винт для подведения электропитания.
Рисунок 3. Схема плазмотрона.
Катодный блок состоит из следующих основных частей: корпус блока, держатель катода, катод. В качестве катода используется вольфрамовый сварочный электрод диаметром 4 мм, который совмещен с хвостовиком. Верхняя часть хвостовика завершается регулировочным винтом с изолированной ручкой. Катод закрепляется в держателе катода. Держатель катода состоит из нескольких участков.
Нижний участок – заостренная трубка небольшого диаметра, выполняющая роль направляющей для катода. Средний участок – втулка с внешней резьбой для крепления на корпусе и внутренним каналом для прохождения электрода. Верхний участок – трубка для крепления электрода. Ее внутренний диаметр соответствует диаметру хвостовой части катода. Держатель катода устанавливается внутри корпуса, который выполнен из полимерной трубы. В корпусе катодного блока предусмотрено отверстие и соответствующий штуцер для подачи плазмообразующего газа. Газ подается через трубку, размещенную в пространстве между нижней частью держателя и корпусом. В держателе предусмотрен винт для подключения электрического питания. В корпусе просверлено отверстие для прохождения провода (кабеля) (рис.3).
Принцип действия электрода на металл такой же, как и при дуговой сварке
Существенная разница именно в температуре нагрева. В дуговой сварке она не может достигнуть более 7000 градусов, в отличие от плазменной сварки, в которой она может быть более 30000 градусов. Из-за того, что технология процесса дуговой и плазменной сварки почти одинаковая, нередко плазменную сварку называют «плазменно-дуговой»
Стоит обратить внимание на то, что выполнять такую сварку можно даже на высоте, и в любом другом положении
Из-за того, что температура сварки может достигать рекордных показателей, вариантов применения огромное множество, а список свариваемых металлов почти не ограничен. Это может быть как бронза, титан, нержавеющая сталь, так и латунь, железо, чугун, алюминий и другие виды стали.
Плазменная сварка применяется в изготовлении различных приборов, в сварке автомобильных запчастей, в пищевой и химической промышленности, изготовлении ювелирных украшений. Ее использование актуально практически везде, поэтому на сегодня она является одним из самых популярных способов сварки.
Для образования плазмы важен газ, обычно используют кислород, азот, атмосферный воздух или аргон. Сила тока при сварке может быть различной величины. При силе тока до 25 А принято сварку называть микроплазменной, величина среднего значения составляет от 25 до 150 А, а после 150 А считается работа с большой силой тока.
Выбор плазменного сварочного аппарата
По большому счету плазменный сварочный аппарат состоит из двух основных модулей – это источник электропитания с интегрированным инвертором и сварочная горелка, а все остальное можно назвать дополнениями. При помощи такого агрегата можно варить, резать или даже паять самые разные металлы, невзирая на их повышенную толщину, так как плазменный поток разогревает материал гораздо лучше, нежели обычная газовая или электрическая сварка.
История развития плазменной сварки
Сварка «Горыныч» является генератором электродуговой низкотемпературной плазмы, получаемой посредством разогрева паров рабочей жидкости к состоянию ионизации Источник plazmen.ru
Плазменную сварку можно отнести к разряду новых технологий, хотя ее стали применять еще в прошлом столетии, но давайте сделаем короткий экскурс в историю. В конце 50-х годов XX века инженеры-конструкторы американской компании Union Carbide Corp сделали первый аппарат плазменной резки, хотя при этом питались идеями физика из Соединенных Штатов И. Ленгмура. Несмотря на то, что данный метод начали применять 70 лет назад, его можно назвать всего лишь прообразом современной технологии. Все методы защиты сварочной ванны с применением инертных газов, а также разработку портативных аппаратов придумали в период с 1963 по 2006 годы.
Резаки предназначены для комплектации аппаратов ручной плазменной резки – плазморезов с контактным и бесконтактным способом зажигания дуги, имеющих разъемы ЭА и ZA Источник prompostavka.in.ua
Безусловно, плазменная резка, которая увидела свет в 1963 году, значительно увеличила скорость производства, но при этом была одна существенная проблема – на металлическую поверхность сильно воздействовало окисление. В 1965 году начали впрыскивать воду, и это снизило процент окалины, но инженеры-конструкторы на этом не собирались останавливаться. В результате исследований в 1987 году появляется резак с контактным пуском, а в 1990 с плазмой начали работать под водой на глубине до 5 (пяти!) метров. В 1999 мир услышал о создании коаксиальной технологии (газ поступает по общей оси), а в 2006 году начали использовать портативные полуавтоматы.
Популярность и назначение плазменной сварки
На сегодняшний день плазменные агрегаты претендуют на завоевание основной ниши на рынке сварочных аппаратов, причем популярность таких моделей стала расти и не только в промышленном секторе, но и среди бытовых потребителей. Если быть более точным, то можно обратиться к цифрам: сейчас 65% работ, которые раньше выполнялись при помощи электросварки, отошли в сферу деятельности плазмы, то есть, уже больше половины и это явный и стремительный прогресс.
а) плазменная дуга; б) плазменная струя; 1) подача газа; 2) дуга; 3) струя плазмы); 4) обрабатываемый металл; 5) наконечник; 6) катод; 7) изолятор; ![]() катодный узелИсточник born-shop.ru
катодный узелИсточник born-shop.ru
При помощи плазменного оборудования монтируют трубопроводы разного назначения, ее используют в машино- и самолетостроении, строительстве, ремонте различных механизмов, но это лишь часть всей сферы применения. Кроме того, способность плазмотрона обрабатывать неметаллы может заменять гидроизоляцию, например, оплавление стыков железобетонных блоков, плит и перекрытий.
Такой метод имеет ряд неоспоримых преимуществ:
- высокая температура плазмы при резке и сваривании материалов:
- повышенный уровень КПД;
- низкий расход инертных газов;
- малая площадь прогрева, что практически исключает деформацию и существенно понижает усадку шва;
- применение технологии не только для металлов, но также для неметаллов;
- отпадает потребность в периодическом приобретении баллонов с газом или их заправке;
- агрегат легко перемещать с место на место;
- повышенный диапазон по толщине металлических заготовок для обработки;
- улучшенная система безопасности;
- доступная стоимость.
Важные требования
Возможно, для многих плазменно-дуговая сварка покажется простым процессом, который можно с легкостью выполнить с первого раза не имея большого опыта. Однако во время него обязательно требуется соблюдать все важные правила технологии. К основным ошибкам относятся:
- запоздалая замена сменных компонентов плазмотрона;
- применение деталей с низким качеством или дефектами;
- использование некорректных режимов, которые снижают длительность срока службы элементов;
- отсутствие контроля за параметрами плазмообразующего газа;
- применение высокой или низкой скорости резки по сравнению с предусмотренным режимом.

Все эти важные требования относятся к плазменному сварочному процессу, а также его подвидам — микроплазменной сварке, воздушно-плазменной сварке и другим методам. Обязательно требуется применять сварочный аппарат, который сможет обеспечить необходимые характеристики сварочного тока. Понадобится горелка, неплавящийся электрод, комплект шлангов для подачи или циркуляции охлаждающей жидкости и другие важные компоненты для работы.
Плазменный сварочный процесс считается востребованной технологией, которую активно применяют в разных областях промышленности — машиностроение, приборостроение, изготовление деталей высокой точности, ювелирная сфера и так далее. Этот метод отличается высокой точностью, он позволяет получить ровный шов отличного качества. Но все же его проведение должно осуществляться с учетом важных правил и требований.
Сварочный аппарат «Горыныч»
Многофункциональная сварка «Горыныч» – это один из наиболее востребованных сварочных агрегатов отечественного производства. Это действительно качественный инструмент, который позволяет выполнять сварочные работы в домашних условиях своими руками. Необходимо отметить, что в линейке оборудования «Горыныч» есть аппараты различной мощности (8,10,12А).
Для бытовых работ прекрасно подойдет устройство на 8А, 10-ти амперный аппарат характеризуется ценой/производительностью, а вот более мощное оборудование на 12А уже считается профессиональным. Агрегат для сварки марки «Горыныч» является довольно популярным как в России, так и на Украине (в частности, в Запорожье), в Белоруссии.
Описание самого популярного устройства для плазменной сварки «Горыныч»
Данный аппарат стоит из 2 отдельных модулей – плазмогенератора и управляющего блока. В качестве плазмообразователя используется вода.
Принцип действия устройства таков:
- Низкотемпературная плазма образуется за счет дуги, возникающей между контактами.
- Вода нагревается до экстремальной температуры. Под давлением она превращается в направленную плазменную струю.
Научиться работать с аппаратом «Горыныч» может любой домашний мастер. Устройство удобно в управлении, к нему прилагается инструкция с подробным описанием способов подключения. Агрегат можно применять для сварки, резки, пайки, тушения огня.


Основные виды сварки и области их использования (14 фото)
Ручная дуговая сварка (РДС)

Используется практически во всех отраслях промышленности, техники и строительства. Данный способ подходит для соединения стали, чугуна или цветных металлов. Практически каждый хозяин дачи или загородного участка сейчас имеет компактный сварочный аппарат для проведения элементарных сварочных работ. Принцип работы дуговой сварки основан на создании электрической дуги между электродом и свариваемыми деталями. Возникающий при этом ток короткого замыкания разогревает металлический стержень и края деталей до температуры плавления для их взаимной диффузии.
При проведении сварочных работ в быту используются достаточно небольшие, компактные и не тяжелые инверторы, стоимость которых колеблется в районе 200 долларов.
Основные преимущества РДС: не сложный процесс обучения простейшим приемам сварки, компактность аппаратов, позволяющая проводить работы в небольших тесных помещениях, универсальность РДС, которая обеспечивается наличием большого выбора различных по марке и характеристикам электродов, сравнительно небольшая цена на аппараты и расходные элементы – электроды. Среди недостатков можно отметить неудобство, а иногда и невозможность сварки тонких материалов (меньше 2 мм). Для сварки ответственных несущих элементов требуется высокая квалификация рабочего, так как от качества сформированного шва зависит прочность всей конструкции. Во время сварки выделяются вредные вещества, и необходима хорошая вентиляция.
Полуавтоматическая сварка (ПАС)
Разновидность дуговой сварки, во время которой в рабочую зону подается электродная проволока и защитный газ (углекислый газ или аргон). Функция защитного газа заключается в обеспечении изоляции горячего свариваемого металла от воздействия окружающей среды. Позволяет соединять как черные, так и цветные металлы.
Кроме того ПАС позволяет сваривать как тонкие (0,5 мм) листы, так и ответственные несущие конструкции с толщиной деталей 30 мм. Стоимость компактного сварочного аппарата полуавтомата составляет до 350 долларов.
Основные преимущества ПАС проявляются в комфортных и безопасных условиях работы сварщика, возможности осуществлять сварку тонкого материала пространственной конфигурации. Сварной шов не зависит от субъективных причин и в основном получается высокого качества. Среди недостатков можно отметить невысокую мобильность аппарата, обусловленную необходимостью транспортировки баллона с газом, однако такая проблема решается путем использования проволоки со специальными добавками, флюсами.
Аппараты микроплазменной сварки
Для промышленности выпускают не только мощные аппараты для резки металла. Например, микроплазменные сварочные аппараты SBI PMI 50 TL Basic и SBI PMI 50 TL (Австрия) могут использоваться для ювелирного производства, для изготовления приборов, работ по стеклу и многого другого.
SBI PMI 50 TL Basic работает на аргоне, для защиты сварочной ванны от кислорода используется аргоно-гелиевая или аргоно-водородная (восстановительная) смесь. Аппарат имеет полностью программируемый режим работы, очень развитую систему управления и интерфейсы (основной CAN-Bus + протоколы по желанию заказчика) для автоматизированных систем (может работать с роботами-манипуляторами).
SBI PMI 50 TL от базовой модели отличается повышенной мощностью при тех же функциях.
Из других аппаратов аналогичные функции может выполнять оборудование Klein Schweisser 25i10 Micro Plasma, Klein Schweisser 50i10 Micro Plasma от компании Electro Plasma Equipment Pvt. ltd. (Индия). Компания Process Welding System Inc. (США, Теннесси) также изготавливает весьма совершенное плазменное оборудование для микроплазменных работ.
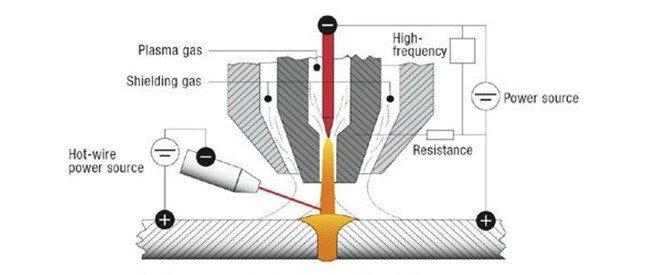
Принцип действия плазменной сварки
Плавление происходит под воздействием плазменной дуги. Существует два её вида:
- Прямого действия – катодом служит вольфрамовый электрод, находящийся внутри горелки, анодом – изделие. Процесс называют плазменно-дуговым: струя совмещена со столбом дугового разряда.
- Косвенного действия – активные пятна, анодное и катодное, расположены на электроде и поверхности сопла плазмотрона. Сила и направленность потока зависят от давления газа, созданного системой и внутренним давлением сопла.
КПД дуги прямого действия на 15-30% выше, чем косвенного, что обуславливает более частое применение.
Особенности плазменной сварки
Теплогенерирующие параметры плазмы гораздо выше, чем у других сварочных методов. Чтобы контролировать режим разогрева, нужен охлаждающий контур – циркулирующая по нему вода отводит избыточное тепло, из-за этого большие энергопотери. Основные расходные материалы – сопло (горелка выходит из строя при перегреве), тугоплавкие вольфрамовые электроды. Для производства плазменного оборудования нужны огнеупорные материалы, поэтому стоимость сварочных аппаратов в разы выше, чем для электродуговой или аргоновой сварки.
Технологические сложности не пугают, плазменная сварка нередко применяется в промышленности, особенно, если нужны качественные соединения. Ровные швы не нужно зашлифовывать. Метод применим для алюминия и других сложных сплавов.
Как пользоваться плазменной сваркой
Для работы таким методом сварщик должен иметь допуск, соблюдать требования безопасности.
Общие положения и правила
При работе с плазменным оборудованием учитывают следующие рекомендации:
- перед началом сварки подготавливают место, специальную одежду для мастера;
- проверяют исправность основных элементов аппарата, давление в баллонах;
- ведут сварку алюминия и его сплавов при низкой силе тока;
- плазмотрон продувают перед началом сварочных работ;
- начинающие мастера используют микроплазменную сварку (этот метод считают более безопасным);
- опытный сварщик самостоятельно выбирает наиболее удобную для себя технологию.
Техника безопасности
К рабочему процессу предъявляются требования по охране труда:
- При сварке плазменным методом повышается вероятность получения электротравмы. Нельзя использовать кабели с поврежденной изоляцией, отказываться от применения диэлектрического коврика.
- По мере увеличения силы тока повышается уровень шума. В таком случае используют средства защиты органов слуха — наушники, беруши, противошумную маску.
- Для защиты дыхательной системы мастера от паров расплава и газов устанавливают местную вытяжку.
- Для предотвращения поражения органов зрения применяют очки со светофильтрами.

Работа с цветметом
При сварке таких материалов требуется меньшая температура воздействия. Однако из-за большой теплопроводности мощность электрической дуги должна быть достаточно высокой.
Достаточно наличия в плазме органических окислителей радикалов — водно-спиртовых или ацетоновых растворов.
Тонкостенные металлы
При сварке и резке подобных заготовок горелку нельзя подносить слишком близко к обрабатываемой зоне. В этом случае повышается вероятность появления сквозных дефектов в шве. Давление плазменной дуги на материал выше, чем простой. Сварочный ток поддерживают на уровне 12-14 А. Иногда достаточно более низких значений.
