
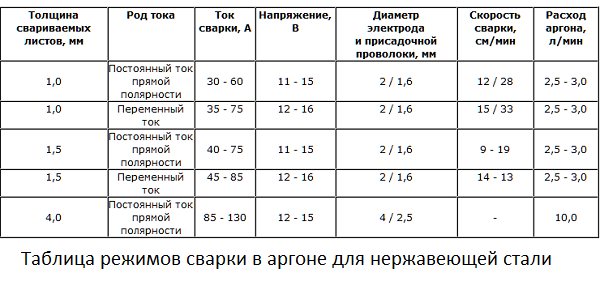
Сварка газом аустенитных сталей
Структура стали с содержание хрома очень чувствительна к применению газосварочных технологий, ацетилено-кислородный метод для этого вида сталей наиболее приемлемый, поскольку в отличие от окислительного вида пламени он не сжигает хром. В качестве сварочной проволоки рекомендованы марки с пониженным содержание углерода и легированных ниобием или титаном. При работах с листовым материалом диаметр сварочной проволоки подбирается равным толщине основного материала.
Применение флюсов при газосварочных работах осуществляется с помощью обработки раствора флюса с жидким стеклом на кромки свариваемых поверхностей. Начало работ проводится после высыхания флюса

Технология

Сейчас пойдет речь о самых интересных моментах сварочных работ нержавеющей стали с маркировкой 12х18н10т. При металлообработке и использовании нержавейки возможно применение способа сварки полуавтоматом в области защитных газов.
Когда мы говорим о защитном газе, то применяют аргон, соединение аргона с углекислым газом или гелием. В качестве примера можно поговорить об аргонодуговой обработке и сварке неплавящимся компонентом.
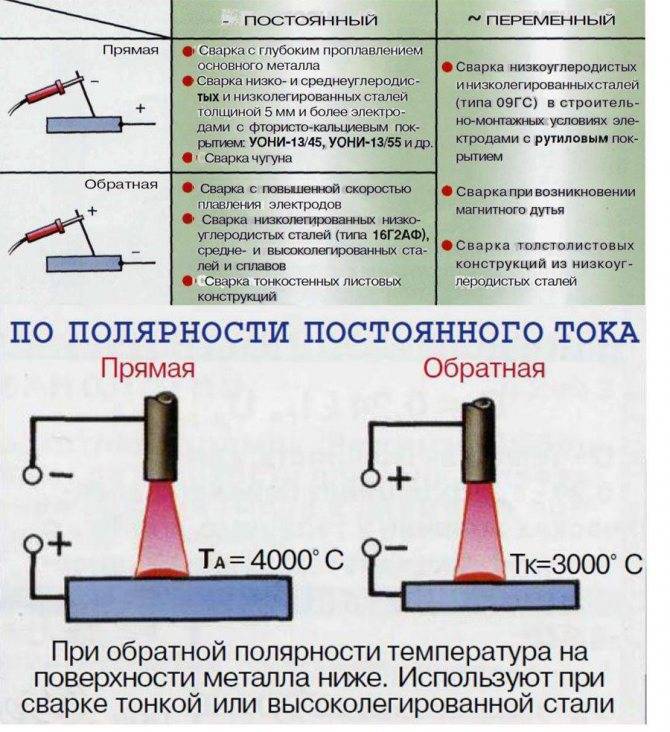
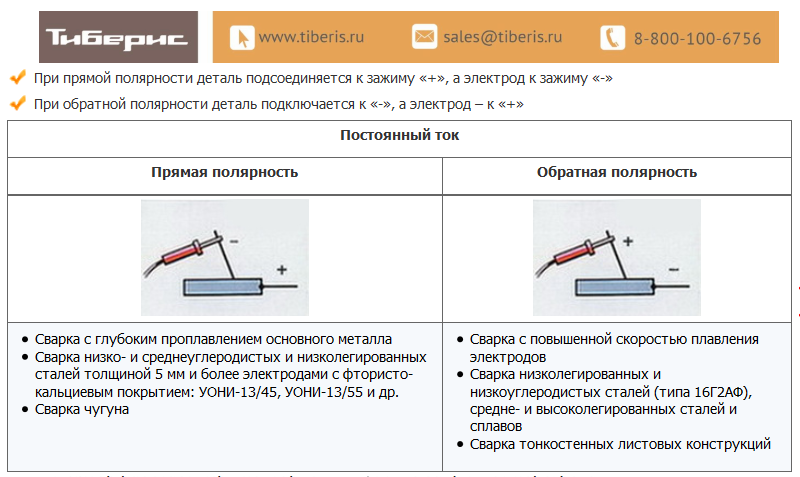
Аргоноарковая сварка с использованием электродов разного действия нравится мастерам с десятилетним опытом работы и более. Чтобы выполнять такую процедуру, стоит заняться установкой обратной полярности.
Подогрев и термообработка при сварке аустенитной стали
При сварке аустенитных сталей, предварительный подогрев, с точки зрения структурных превращений, применять не обязательно. Но, в некоторых случаях, применяют подогрев до температуры 200°С с целью уменьшить внутренние напряжения.
Величина остаточных напряжений у таких сталей достаточно большая, из-за этого возникает риск коррозионного разрушения стали. Для того, чтобы этого избежать, выполняют термообработку сварных соединений.
В случае, если необходимо только уменьшить величину внутренних напряжений, то выбирают температуру отпуска 800-850°C. Если сварные соединения контактируют со средой, которая способствует формированию межкристаллитной коррозии, то уместным будет выполнение отжига при температуре 950-1050°C. Отжиг способствует растворению карбидных плёнок.
При выполнении термообработки нужно учитывать, что стали типа Х18Н8, Х18Н8М2, Х18Н8Т, Х18Н9Б, Х25Н12, Х25Н20 имеют склонность к формированию отпускных трещин.
Характеристики и параметры
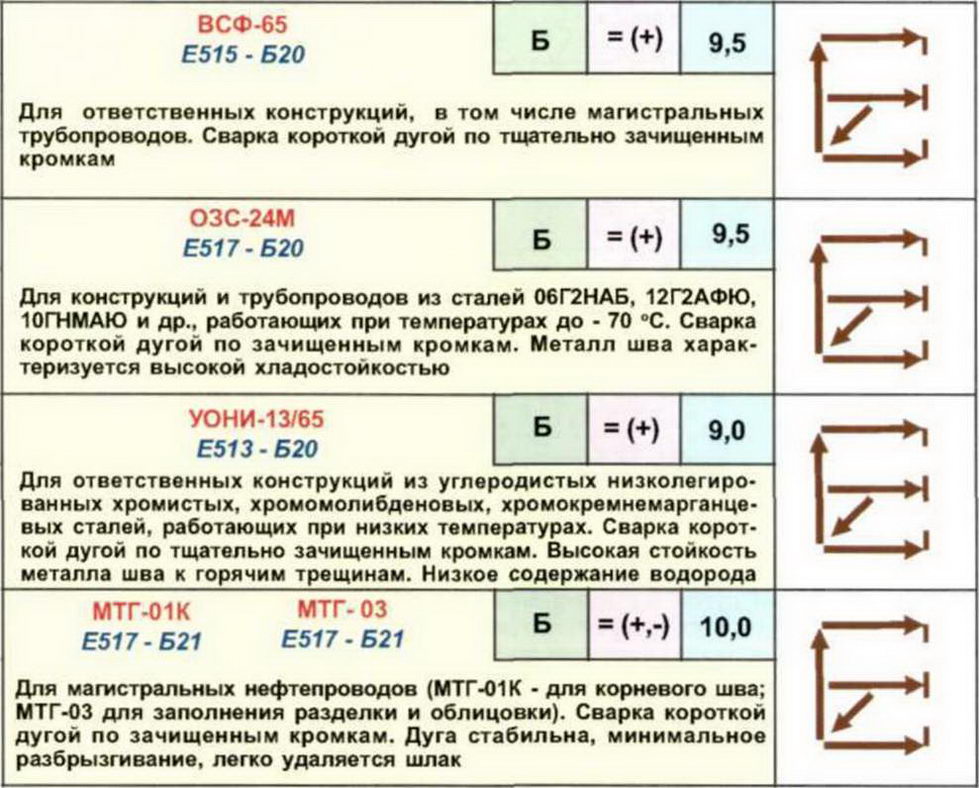
Покрытие электродов фтористо-калиевое. В результате шов имеет достаточно феррита, чтобы не образовывались горячие микротрещины и разрывы. После охлаждения и удаления шлака получается аккуратное соединение с высокой вязкостью и пластичностью, способное выдерживать большие нагрузки и резкие перепады температур.
Шов получается прочный и пластичный. Этому способствует химический состав наплавленного металла.
| Название вещества | Обозначение элемента | Содержание в % |
|---|---|---|
| Никель | Ni | 20-27 |
| Хром | Cr | 13-15 |
| Молибден | Mo | 4,5-7 |
| Марганец | Mn | 1,2-2,7 |
| Углерод | C | ≤ 0,12 |
| Кремний | Si | 0,35-0,7 |
| Азот | N2 | 0,08-0,2 |
| Фосфор | P | ˂ 0,03 |
| Сера | S | ˂ 0,018 |
Фтористо-калиевое покрытие равномерно закрывает шлаком шов и уменьшает испарение легирующих элементов и железа, происходит однородное медленное охлаждение.
При наплавке 1000 г металла расходуется примерно 1600 г электродов. Коэффициент расхода соответственно 11 г/Ач.
Особенности технологии
Сваривание деталей электродами этой марки следует проводить с помощью постоянного тока. Выставлять полярность при этом следует обратную. Дуга должна быть короткой. Необходима предварительная очистка кромок свариваемых поверхностей от различных загрязнений, окалин и следов ржавчины. Должна быть получена чистая металлическая поверхность, отличающаяся характерным блеском.
Перед началом работы должна быть осуществлена прокалка, составляющая не менее двух часов при высокой температуре. Хороший результат даст закалка, которая повысит пластичность и твердость. Не рекомендуется осуществлять сварку по направлению вниз, поскольку это может вызвать пузырчатость шва.
Величина тока зависит от диаметра выбранного типа электродов и положения в пространстве. Из трех выпускаемых диаметров, наибольший из них, имеющий значение 5,0 миллиметров, надо использовать только для горизонтального положения. Работа этими расходными элементами возможна при промышленной сварке и для домашнего использования.
Свойства электродов и параметры
Данная марка электродов применяется для работы с ответственными конструкциями, выполненными из сталей с содержанием легирующих компонентов. Работать данными расходниками можно с материалами повышенной прочности, стойкими к высоким температурам и не нуждающимися в дополнительной обработке после сварки.
Сварочные электроды ЭА 395/9 могут использоваться также для углеродистых составов и сталей с малым уровнем легирования.
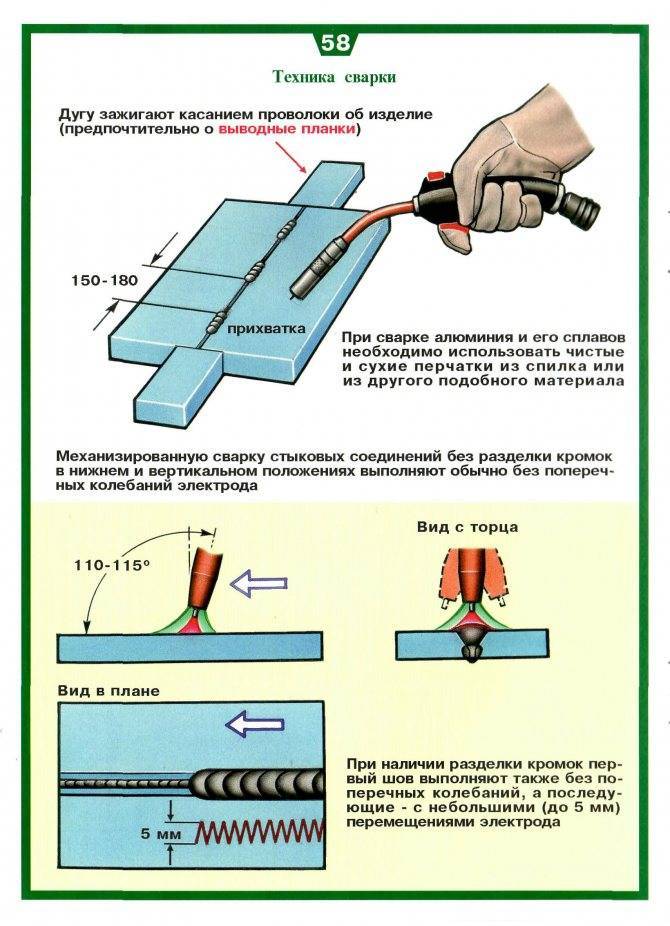
Проводить сварку следует на короткой дуге. При этом расстояние от электрода до свариваемой поверхности будет равно половине диаметра стержня. Таким образом можно добиться более глубокого проплавления и повысить ток. Ширина полученного шва будет значительно меньше, а “ванна” будет защищена.
Технические характеристики:
- покрытие: основное;
- наплавка: 11 г/Ач;
- производительность: 1,5 кг;
- расход: 1,6 кг на 1 кг металла.
Сварка может проводиться во всех положениях. Для работы понадобится постоянный ток обратной полярности. Для разных диаметров требуются разные значения тока:
- 3 мм: 60 — 110 А;
- 4 мм: 100 — 170 А;
- 5 мм: 120 — 200 А.
Перед тем, как приступить к работам, необходимо прокалить стержни в течение 2 часов. На это время их нужно поместить в печь, разогретую примерно до 230°С.
Благодаря покрытию и химическому составу, электроды позволяют вести комфортную работу. Наплавленный металл обладает высокими параметрами прочности и защиты от внешних воздействий. В шве содержится небольшая доля водорода, что предотвращает образование пор и трещин.
( 2 оценки, среднее 4.5 из 5 )
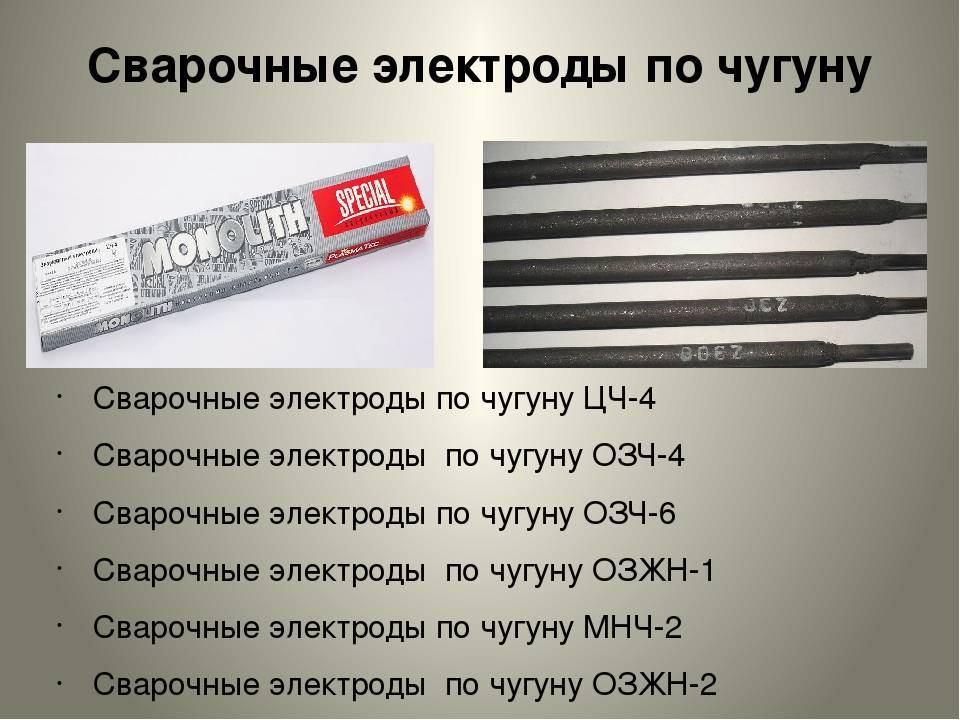
Популярные электроды для сварки нержавейки
Наиболее востребованными и ходовыми сварочными материалами являются марки нержавеющих электродов, произведенных ведущими заводами. Проверенные изготовители тщательно следят за качеством продукции, гарантированно выполняются обязательства и предлагают выгодные условия для сотрудничества. Кроме этого, постоянно высоким спросом пользуются марки электродов для сварки нержавеющей стали известных брендов.
ESAB
Шведский концерн ESAB предоставляет широкий выбор расходных материалов. Большой популярностью среди профессиональных сварщиков пользуются марки электродов по нержавейке.
ОК 61.35 предназначены для ответственных конструкций, часто применяются для сваривания трубопроводов различного назначения.
ОК 67.72 – синтетические электроды, использующиеся для соединения нержавеющих и разнородных сталей.
ОК 67.45 – сварочные материалы двойного назначения: соединение нержавеющих сталей и наплавка металлов с ограниченным уровнем свариваемости. Шов отлично переносит высокие температуры и трение.
Также следует упомянуть ОК 63.30; ОК 61.30; ОК 63.20; ОК 61.35.



Видео с разъяснениями по выбору от производителя.
ЦЛ-11
Как уже упоминалось ранее данная марка сварочных материалов является одной из самых популярных. Сварной шов, наплавленный расходниками ЦЛ-11, отличается аккуратностью, пластичностью, прочностью и высокой ударной вязкостью.
Монолит

Оригинальные сварочные материалы данного бренда с положительной стороны характеризуют многие мастера. По нержавке у них марка ЦЛ-11. Основные достоинства:
- привлекательный вид шва;
- легкий поджиг как начальный, так и повторный;
- стабильность дуги;
- самоотделяемость шлаковой корки;
- малое разбрызгивание;
- возможность проведение сварки по окисленным, окрашенным и масляным поверхностям;
- также можно осуществлять сваривание от бытовых источников питания;
- сварочные материалы Монолит подходят для выполнение соединений в труднодоступных местах.
УОНИ
В случае отсутствия под рукой специальных электродов для нержавейки, можно провести сваривание и другими марками. Чаще всего, специалисты задаются вопросом: можно ли уони варить нержавейку? Рассматривая данный вопрос с технической точки зрения, ответ будет положительным. УОНИ подойдет для работы с коррозионностойкими сталями. С практической точки зрения следует знать какой нужен электрод для сварки нержавейки.
УОНИ-13/НЖ обладают несколькими преимуществами: проведение сварки возможно практически во всех положениях; небольшое количество брызг.
УОНИ-13/НЖ-2 предназначены для коррозионностойких кислотостойких сталей.
УОНИ-13/ЭП-56 используются для сваривания нержавеющих сталей, работающих в агрессивных сталей, а также для сваривания трубопроводов.
Следует отметить, что лучше варить нержавейку специально разработанными для этого сварочными электродами.
Особенности технологии
Сваривание деталей электродами этой марки следует проводить с помощью постоянного тока. Выставлять полярность при этом следует обратную. Дуга должна быть короткой. Необходима предварительная очистка кромок свариваемых поверхностей от различных загрязнений, окалин и следов ржавчины. Должна быть получена чистая металлическая поверхность, отличающаяся характерным блеском.
Перед началом работы должна быть осуществлена прокалка, составляющая не менее двух часов при высокой температуре. Хороший результат даст закалка, которая повысит пластичность и твердость. Не рекомендуется осуществлять сварку по направлению вниз, поскольку это может вызвать пузырчатость шва.
Величина тока зависит от диаметра выбранного типа электродов и положения в пространстве. Из трех выпускаемых диаметров, наибольший из них, имеющий значение 5,0 миллиметров, надо использовать только для горизонтального положения. Работа этими расходными элементами возможна при промышленной сварке и для домашнего использования.
Сварка нержавеющих труб
Сварка труб из нержавеющей стали электродами является популярным видом соединения подобных изделий. Сварочные работы с трубами проводятся электродами с основной или рутиловой обмазкой. Сварочный процесс плавящимся расходником осуществляется на постоянном токе обратной полярности.
Сварка нержавейки постоянным током обладает несколькими преимуществами: малое разбрызгивание металла; простота процесса для сварщика; подходит для работы с тонкостенными трубами; качественный шов.
Вольфрамовые электроды для сварки труб из нержавеющей стали работают на постоянном токе прямой полярности. Преимущества данного способа:
- надежная защита от воздействия кислорода, которое может привести к окислению;
- устойчивая дуга;
- соединение обладает высокой коррозийной стойкость.

Независимо от выбранного способа соединения, технология сваривания нержавеющих труб включает три этапа:
Подготовительный делится на две части: подготовка исполнителя и подготовка основного материала. Для сварщика должны быть подготовлены спецодежда и защитная маска. Нержавеющие трубы нужно зачистить от от различных загрязнений: коррозия, краска и т.д. Стыки и площадь возле них следует обработать металлической щеткой или наждачной бумагой.
Сварочный процесс начинается с зажигания электрода и возбуждения дуги
Важно в ходе работ удержать дугу. Затем осуществляется соединение.
Важным этапом является проверка качества шва
Перед этим необходимо отбить шлак.
Электроды для труб из нержавейки:
ОК 63.20 предназначены для сварки точками, т.е. процесс производится при кратковременном поджиге и гашении электрической дуги.
Небольшой видеоролик для наглядности.
Варим нержавеющие трубы
Очень распространенный вид работ, также имеющий свои специфические особенности. Здесь применяются наконечники с основной или рутиловой обмазкой, об обмазках или покрытиях см. ниже. Ток следует использовать постоянный с обратной полярностью.
Постоянный ток особенно хорош при сварке тонкостенных труб: металл не разбрызгивается, процесс довольной простой, шов получается очень качественным.
- Вольфрамовые наконечники можно применять и при в работе со стальными трубами. В отличие от других, они требуют постоянного тока прямой полярности. Несмотря на их высокую цену, они дают серьезные рабочие преимущества:
- высокая устойчивость швов к окислению;
- устойчивость дуги;
- высокая коррозийная стойкость швов.
- ОК 63.20 – уже упомянутый расходник для жидких агрессивных сред.
 Поворотные стыки для сварки труб.
Поворотные стыки для сварки труб.
Вне зависимости от выбранных электродов сварка нержавеющих труб состоит из трех технологических этапов:
Обработка поверхностей металлической щеткой для очистки от загрязнений
Особое внимание уделить стыкам и участкам возле них.
Сам процесс сварки с зажиганием электрода и дуги.
Контроль качества соединения с предварительной отбивкой шлака.
1 Немного информации об аустенитных сплавах
Аустенитные стали – это композиции на железной основе с большим объемом легирующих добавок, ключевыми из коих являются хром и никель. Общий объем всех легирующих элементов в таких сплавах может равняться 65 процентам. Композиции аустенитного класса активно эксплуатируются в разных сферах машиностроения, включая энергетическое и химическое, так как изделия из них могут эффективно функционировать при разных показателях температуры.
 Аустенитные стали
Аустенитные стали
Например, жаропрочные стали, улучшаемые вольфрамом и молибденом, способны долгое время противостоять высоким температурным нагрузкам. Конструкции из коррозионностойких сплавов не боятся вредного влияния агрессивных сред, а жаростойкие сохраняют свою химическую структуру при температурах до +1150 градусов.
После грамотно проведенной термообработки описываемые сплавы обретают уникальные пластические и прочностные характеристики. Так, после закалки по уровню пластичности они превосходят обычные углеродистые стали в несколько раз. В целом стоит отметить, что именно режимы термической обработки оказывают огромное влияние на структуру аустенитной стали (такое же, как и их химический состав).
 Термическая обработка сплавов
Термическая обработка сплавов
По системе легирования интересующие нас композиции подразделяют на два больших класса: хромомарганцевые и хромоникелевые. Кроме того, отдельно выделяют хромоникельмарганцевые и хромоникельмолибденовые составы.



Низколегированные
В низколегированных и малоуглеродистых сплавах присутствие углерода составляет меньше 0,18 %. Они обладают пластичностью, неплохой свариваемостью, и они нехрупкие.
Стали 14Г2, 15ГС являются низколегированными сталями. Высокие потребительские качества достигаются за счет применения марганца, хрома, никеля, кремния и закалки сплава. Добавки обеспечивают повышенную стойкость к коррозии.
Характеристики
Главными характеристиками качества сварки является резистивность свариваемых швов холодным трещинам, из-за хрупкости. Такие сплавы имеют малый процент углерода, никеля, кремния. При правильном режиме сварки и пир использовании требуемых присадок горячих трещин не будет.
Для каждого вида низколегированной стали имеются максимально допустимая и минимально допустимая скорость охлаждения сплава вокруг шва. В зависимости от этих пределов и выбирается диапазон выполнения сварочных работ. От этого зависит и величина предварительного подогрева заготовок.
При соблюдении пределов скорости охлаждения вокруг шва холодных трещин образовываться не будет.
Технология
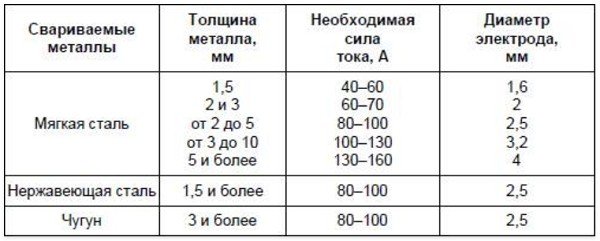
Для ручной электрической сварки легированных сталей с 2,5% примесей применяются электроды Э70 и подобные ему с фтористо-кальциевым флюсом. Сила тока определяется толщиной металла, электрода, его маркой.
Сварка должна проходить без остановок. Перед следующим проходом температура сварочного шва и всего изделия должна быть выше температуры предварительного прогрева (более 200 °C).
При использовании флюса сталь варят постоянным током. Ток должен находиться в пределах 800 А, а напряжение 40 В. Скорость сварки должна находиться в диапазоне 13-30 м/час.
При стыковой сварке во избежание чрезмерной прочности сварного шва для его заполнения используют Св-08ХН2М. При сваривании заготовка должна лежать на флюсовой подушке, если применяется сваривание в один проход.
При сваривании низколегированных сплавов в инертной газовой среде применяются различные материалы. При работе в углекислоте используют проволоку Св-08Г2С, Св-10ХГ2СМА.
При работе с аргоном применяют марку Св-08ХН2ГМЮ. Она повышает механическую прочность швов и их стойкость на морозе. Ее советуют использовать для сварки угловых соединений.
При использовании газовой сварки для легированной стали из-за сильного длительного разогрева околошовной зоны свариваемой детали происходит выгорание легирующих металлов, что снижает коррозионную стойкость шва, его надежность.
Чтобы уменьшить отрицательное действие длительного перегрева для восстановления концентрации легирующих металлов в сварном шве применяется присадочная проволока СВ-10Г2, Св-18ХГС и им подобных.
После завершения процесса сварки для увеличения механической прочности шва его проковывают при температуре 800-850 ⁰C, затем нормализуют.
Свойства материала
По количеству специально вводимых примесей легированные (облагороженные) стали подразделяются на:
- низколегированные;
- среднелегированные;
- сильнолегированные.
В низколегированных конструкционных сталях количество специально введенных примесей не превышает 2,5%. В среднелегированных оно доходит до 10%, в высоколегированных сплавах примесей более 10%.
Легирующими добавками чаще всего выступают хром, никель, молибден, марганец, вольфрам, алюминий, кобальт, ванадий, азот, бор, титан, кремний, ниобий. Легируют сплавы для получения высоких механических и прочих свойств.
Популярные производители
Практически все изготовители предлагают клиентам широкий выбор электродов для коррозионностойких сталей. Востребованность нержавейки, а, соответственно, и сварочных материалов для нее, требует этого от заводов. Среди ведущих производителей следует отметить следующие концерны: “Лосиноостровский электродный завод”, “Спецэлектрод” (Москва), “Зеленоградский электродный завод”, “Кировский завод”, ESAB, “Lincoln Electric”, “Quattro Elementi”.
Данная статья дает полный и четкий ответ на многие вопросы, возникающие у сварщиков во время работы с изделиями и конструкциями из нержавейки. Ознакомившись с представленной информацией каждый исполнитель сможет решить какими электродами варят нержавеющую сталь.
Электроды для сварки нержавеющей стали 12Х18Н10Т
12Х18Н10Т является нержавеющей сталью аустенитного класса. Данная разновидность нержавейки наиболее распространена, применяется во многих отраслях промышленности: пищевая, химическая и фармацевтическая. Довольно часто из такого вида стали производят сварные аппараты и сосуды, трубы для трубопроводов.
Электроды ЦЛ-9 в упаковке.
Далее представлена информация, с помощью которой можно определить какими электродами варить нержавейку 12х18н10т.
Маркой, пользующейся наибольшим спросом, является ЦЛ-9. Сварка может проводится во всех пространственных положениях.
Электроды ОК 61.30 обладают несколькими достоинствами: хорошее формирование шва; легкое зажигание; самоотделение шлака.
Сварочные материалы НЖ-13 применяются в тех случаях, когда к наплавленному металлу предъявляются высокие требования стойкости против МКК.
ОЗЛ-14 – расходники, использующиеся, когда к металлу шва не предъявляются жесткие требования против МКК.
Сварка нержавеющих аустенитных сталей серий 200, 300, 304, 316, 321
Характерными особенностями аустенитных сталей являются пониженная температура плавления, значительный коэффициент линейного расширения, низкая теплопроводность. В этом состоит их отличие от углеродистых сталей, и по этой причине сварке нержавеющих аустенитных сталей этого типа свойственно более быстрое расплавление и значительный перепад температур от основного металла к сварному шву.
Стали с повышенным процентным содержанием углерода, при отсутствии стабилизирующих элементов, таких, как Ti и Nb, обладают склонностью при сварке образовывать межкристаллитную коррозию. В то же самое время у сталей, стабилизированных титаном или ниобием, отсутствует подобная склонность. Однако при большом проценте вхождения углерода в их состав они подвергаются ножевой коррозии в азотной кислоте высокой концентрации.
Все вышеперечисленные нюансы должны быть учтены при выборе вида и режима сварки, а если речь идет о сталях первой группы, то необходимо дополнительно следить за скоростью процесса сварки и охлаждения. Работая с нестабилизированными сталями, необходимо закалять их при температуре 1050`-1150`С и подвергать стремительному охлаждению. Только таким образом можно добиться высокой коррозийной стойкости. Если нет возможности провести подобную термическую обработку, нужно отдать предпочтение стабилизированным нержавеющим сталям или сталям с пониженным процентом вхождения углерода.
Такой нюанс, как высокий коэффициент линейного расширения любых аустенитных сталей, приводит к тому, что медленная сварка становится причиной значительного коробления. В случаях работы со сталями этого класса эффективным будет метод высокоскоростной сварки с последующим быстрым охлаждением. Добиться этого можно, используя специальные охлаждающие накладки и подкладки под сварной шов.
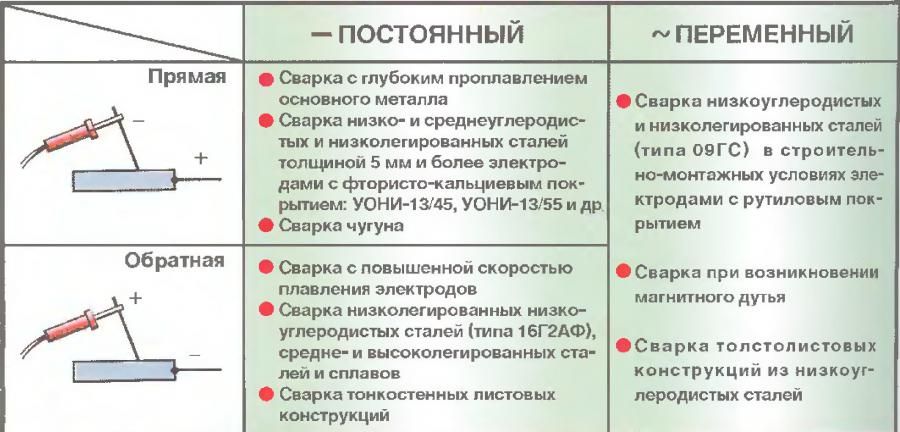
Электроды постоянного тока по нержавейке
При использовании постоянного тока применяются следующие марки электродов для сварки нержавеющей стали:
- ЦЛ-11;
- НЖ-13;
- ОЗЛ-17У;
- ЗИО-8.
Характеристики расходных материалов приведены в таблице.
| Параметр | ЦЛ-11 | НЖ-13 | ОЗЛ-17У | ЗИО-8 |
| Диаметр, мм | 3,0 | 2,5-5,0 | 3,0 и 4,0 | 3,0-5,0 |
| Длина, мм | 350 | 310-450 | 300 и 330 | 350-450 |
| Температура эксплуатации шва, °С | 450 | 350 | не регламентирована | не регламентирована |
Рекомендуем к прочтению Какие электроды по алюминию выбирать
ЦЛ-11
Изделия предназначены для ручной сварки аустенитных сталей, используемых в агрессивной среде с температурой нагрева до 450°С. Элементы могут использоваться в сварочных аппаратах с постоянным и переменным током. Для обеспечения качества шва необходимо прокаливание электродов на протяжении 1 часа при температуре от 350 до 370°С (для удаления повышенной влажности). В состав стержня входят молибден, хром, никель, ниобий и тантал, диаметр элемента с учетом слоя флюса составляет 3 мм.


НЖ-13
Электроды, поставляемые под маркировкой НЖ-13, применяются при изготовлении емкостей для хранения или перевозки пищевых продуктов. В состав стержня входит хром и никель, предусмотрено введение молибдена. Перед началом работ производится прокалка элементов при температуре до 360°С. Промышленность поставляет электроды диаметром от 2,5 до 5,0 мм, которые рассчитаны на рабочий ток от 40 до 180 А. Допускается сварка в любом пространственном положении, шов сохраняет прочность при прогреве до 350°С без риска начала межкристаллитной коррозии.
ОЗЛ-17У
Расходные материалы стандарта ОЗЛ-17У предназначены для соединения листов стали 06ХН28МДТ и 03ХН28МДТ, имеющих толщину до 12 мм. При повышенной толщине необходима двойная разделка кромок. Полученные конструкции могут использоваться в агрессивных кислотных средах с примесью реагентов с содержанием фтора. Допускается сварка в вертикальном и горизонтальном положениях без риска нарушения равномерности шва, электроды разработаны специалистами московской компании “СпецЭлектрод”.
Элементы могут использоваться при изготовлении особо ответственных конструкций, образующиеся в теле шва кратеры удаляются шлифованием. Производители выпускают детали диаметром 3 и 4 мм, которые рассчитаны на максимальный ток до 130 и 160 А соответственно.
ЗИО-8
Электроды предназначены для соединения деталей, изготовленных из жаропрочных сталей 20Х23Н13 или 20Х23Н18 и аналогов. Допускается сварка легированных аустенитных сталей марок 08Х18Н10Т или 12Х18Н10Т и их аналогов. Электроды могут применяться для выполнения вертикальных или потолочных швов, расплавленный металл не вытекает из рабочей зоны. Производители предлагают элементы диаметром 3, 4 и 5 мм, которые поставляются в бумажной упаковке. Перед началом работ необходима прокалка деталей в печах на протяжении 1 часа при нагреве до 330°С.
Рекомендуем к прочтению Состав покрытия электрода

Полученные швы отличаются повышенной жаростойкостью и не подвержены межкристаллитной коррозии. В наплавляемом металле присутствует ферритная фаза (до 5% от общего объема). В состав сплава входят хром (до 23,9%), никель (до 12,6%) и марганец. Содержание вредных примесей (фосфора и серы) снижено до 0,020%. При сварке следует учитывать высокий процент выброса материала, для получения 1 кг наплавленного металла необходимо 1,6 кг электродов марки ЗИО-8.
Электроды по нержавейке – в чем особенности
Осуществление сварки деталей из нержавеющей стали является достаточно сложным процессом. Выполнение работ требует от исполнителя наличия соответствующих опыта, знаний и навыков. Для предупреждения наполнения сварочной ванны азотом следует придерживаться минимальной длины дуги. Кроме этого, коррозионностойкие стали обладают плохой свариваемостью, которая в значительной степени затрудняет соединение. Причины этого кроются в следующем:
- теплопроводимость нержавейки в два раза меньше, чем у обычных углеродистых стальных сплавов. Это приводит к перегреву изделий, поэтому проводить данный технологический процесс необходимо на меньшем сварочном напряжении.
- при сваривании массивных элементов, между ними нужно оставлять достаточно широкий зазор. Невыполнение этого требования может привести к образованию микротрещин, снижающих качество и надежность шва.
- в рабочей зоне присутствует сильное электрическое сопротивление, которое приводит к нагреву стержня электрода.
Именно поэтому, а также из-за вышеперечисленных особенностей сварки, необходимо использовать специальные сварочные электроды по нержавейке. Неверный выбор сварочных материалов может привести к межкристаллитной коррозии – опасному виду разрушения. Такое явление является причиной значительного снижения надежности сварного шва.
Виды
Сталь, традиционно именуемая нержавейкой, может иметь разные составы и, как следствие, по-разному реагировать на ведение сварки. Прежде всего, следует отметить, что материал можно разделить на несколько видов.
Аустенитная сталь характерна тем, что в своем составе имеет достаточно много хрома. В долевом соотношении его количество составляет 18%. Также в такой нержавейке содержится до 10% никеля. Примером может служить пищевая нержавейка, маркируемая по ГОСТ, как 08Х18Н10. В другой классификации она имеет название AISI 304. Применяется эта сталь, как при строительстве, так и в производстве посуды. К физическим свойствам можно отнести отсутствие магнитных свойств, пластичность, прочность и химическую стойкость.

Мартенситная нержавейка, благодаря своей специфической внутренней структуре, выделяется в особый класс. Она отличается низким содержанием углерода, который составляет всего 0,12% общего количества вещества. В составе мартенситной стали содержится 13% хрома. В отличие от предыдущего вида, данный материал прочен, но хрупок. Может использоваться в качестве сырья для производства режущих инструментов, а также крепежной фурнитуры при условии эксплуатации в неагрессивных средах. Подлежит дополнительной обработке. Так, при воздействии температуры нержавейка приобретает вязкость. Обозначается, как AISI 410 или 12х13, согласно ГОСТ.
Среднее положение по содержанию хрома занимает ферритная сталь. После ее закалки наблюдается повышенная устойчивость к внешним факторам агрессивной среды. Считается, что этот сплав наиболее трудно поддается сварке. Обозначается подобная сталь по ГОСТ 12х17 или AISI 430. Число 12 указывает на процентное содержание хрома.