
МЕХАНИЗИРОВАННАЯ СВАРКА ОТКРЫТОЙ ДУГОЙ САМОЗАЩИТНОЙ ПРОВОЛОКОЙ
Сварка самозащитной проволокой сплошного сечения без дополнительной защиты разработана для применения в монтажных, а также заводских условиях в тех случаях, когда неприемлема сварка в углекислом газе. Особенность этого способа заключается в том, что металл расплавляется теплом дуги, горящей между голой электродной проволокой и изделием с последующей его кристаллизацией и образованием шва. При этом внутренняя защита, как у порошковых проволок, и дополнительная защита флюсом или газом отсутствуют. При такой техно-
логии сварки швы имеют высокие механические свойства, если в составе электродной проволоки есть в достаточном количестве элементы — раскислители и др., связывающие кислород и азот в стойкие химические соединения, не снижающие пластичности металла шва.
Механизированная сварка такой проволокой вполне заменяет ручную сварку покрытыми электродами на открытых площадках при монтажных работах.
При сварке открытой дугой обычной проволокой происходит выгорание легирующих элементов и насыщение металла шва газами (кислородом, азотом и водородом). При сварке самозащитной проволокой потери элементов компенсируются за счет повышенного содержания в электродной проволоке элементов, обладающих большим сродством с кислородом, чем выгораемые. К таким элементам относятся алюминий, титан, церий, цирконий, лантан и др.
Они связывают кислород и азот в стойкие включения, мало влияющие на пластичность и вязкость металла.
Для механизированной сварки открытой дугой применяют специальные легированные проволоки (ГОСТ 2246-70). Так, самозащитная сварочная проволока Св-20ГСТЮА с добавкой церия позволяет сваривать углеродистую сталь толщиной от 2 мм и более в нижнем, вертикальном и горизонтальном положениях. Проволока Св-16ГСТЮЦА с добавкой церия и циркония служит для сварки углеродистых и марганцовистых сталей во всех пространственных положениях. Самоза — щитной проволокой можно сваривать металл, покрытый окалиной, небольшим налетом ржавчины и т. д. Металл шва, наплавленный этими проволоками, по механическим свойствам равноценен металлу шва, получаемому при сварке покрытыми электродами типа Э46 или Э50.
При сварке открытой дугой самозащитной проволокой изделие меньше деформируется, чем при других способах сварки, что особенно важно при изготовлении тонколистовых конструкций. Сварку можно производить как при положительных, так и при отрицательных температурах
Производительность процесса примерно такая же, как и при сварке в углекислом газе, однако формирование швов более грубое. Подготовка кромок и сборка деталей под сварку производятся так же, как и при сварке в углекислом газе. Сварку выполняют постоянным током как на прямой, так и на обратной полярности. Режимы сварки само — защитной проволокой приведены в таблице 15.2.
| Режимы стыковых соединений электродной проволокой Св-15ГСТЮЦ
Диаметр проволоки, мм |
Параметры режима | |
| сварочный ток, А | напряжение дуги, В | |
| 1 | 120-150 | 21-23 |
| 1,6 | 180-220 | 23-25 |
| 2 | 280-320 | 23-25 |
Режим сварки MIG и MAG
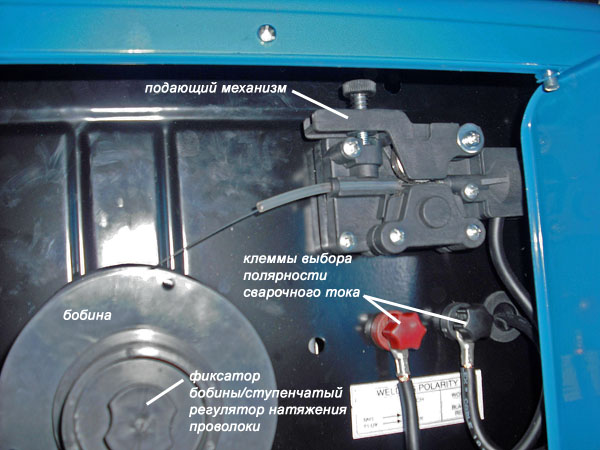
Иногда производители предусматривают возможность применения сварочных аппаратов для различных способов сварки. Для этого на панели управления предусматривают специальный переключатель режимов сварки MIG, MAG, TIG, MMA. Из текста выше мы уже понимаем, что включение режима сварки меняет вольт-амперную характеристику сварочного аппарата и иногда добавляет возможность корректировать какие-то дополнительные параметры. При этом, если у вас есть только источник питания, то для выполнения сварки в режиме MIG или MAG необходимо дополнительно приобретать подающий механизм, сварочную горелку, баллон с газом или сварочной смесью, редуктор или расходомер газа и не забудьте о сварной проволоке. Конечно, можно применять сварку порошковой проволокой без газа, но это очень вредно для здоровья.
При наличии всего необходимого оборудования после включения режима MIG или MAG необходимо учитывать следующие параметры:
- сварочный ток (или скорость подачи проволоки)
- напряжение дуги (или длина дуги)
- полярность тока сварки
- скорость сварки
- длина вылета проволоки
- наклон горелки
- положение при сварке
- диаметр проволоки
- вида защитного газа или сварочной смеси
- расход защитного газа или смеси
Полярность при сварке MIG и MAG
Полярность при сварке MIG и MAG существенным образом сказывается на характере протекания процесса, поэтому остановимся на этом пункте немного подробнее.
При использовании обратной полярности процесс характеризуется следующими особенностями:
- повышенный ввод тепла в изделие
- более глубокое проплавление
- меньшая эффективность плавления сварочной проволоки
- большой выбор реализуемых типов переноса металла, позволяющий выбрать оптимальный (с короткими замыканиями, крупнокапельный, мелкокапельный, струйный и т.д.)
В то время как на прямой полярности наблюдается:
- сниженный ввод тепла в изделие
- менее глубокое проплавление
- большая эффективность плавления сварочной проволоки
- характер переноса электродного металла крайне неблагоприятен (крупнокапельный с низкой регулярностью)
|
|
Качественный сравнительный анализ особенностей сварки MIG и MAG на обратной и на прямой полярности
Различия свойств дуги при прямой и обратной полярности связано с различием выделения тепла дуги на катоде и аноде при полуавтоматической сварке. Тепла на катоде выделяется больше, чем на аноде. Ниже приведен примерный объем выделения тепла на различных участках дуги применительно к MIG и MAG (как произведение падения напряжения в соответствующей области дуги на сварочный ток):
- в катодной области: 14 В ? 100 А = 1,4 кВт на длине ? 0,0001 мм
- в столбе дуги: 5 В ? 100 А = 0,5 кВт на длине ? 5 мм
- в анодной области: 2,5 В ? 100 А = 0,25 кВт на длине ? 0,001 мм
Разница в выделении тепла в анодной и катодной областях определяет более глубокое проплавление основного металла на обратной полярности, более высокую скорость расплавления проволоки на прямой полярности, а также наблюдаемый на прямой полярности неблагоприятный перенос металла, когда капля имеет тенденцию быть оттолкнутой в противоположную сторону от сварочной ванны. Последнее является результатом действия повышенной силы реакции. Сила реакции возникает в результате реактивного воздействия на каплю струи паров металла, исходящего из активного пятна, т.е. участка поверхности капли с наивысшей температурой. Сила реакции препятствует отделению капли от торца сварочной проволоки, а будучи значительной, она может вызывать перенос металла с характерным отталкиванием капель в сторону от дуги, сопровождаемым большим разбрызгиванием металла. Действие этой силы на порядок ниже на обратной полярности (когда электрод является анодом), чем на прямой (когда электрод является катодом).
На обобщенной диаграмме ниже показаны области рекомендуемых сочетаний напряжения дуги и сварочного тока для швов различных типов и разных пространственных положений.
Влияние положение сварочной горелки и техники выполнения на формирование сварного шва.
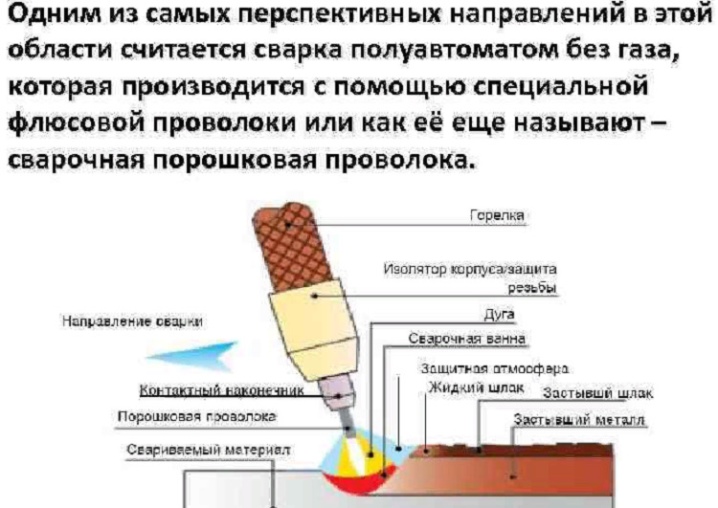
Сваривание без газа обычной проволокой
Использование присадки в полуавтоматическом аппарате без газа не имеет смысла. Прежде всего, потому что присадочная проволока имеет особенности плавления и создания соединения.
Это касается именно MIG/MAG технологии, в которой обязательно(!) использовать газ. Проволока без него будет приливать к электродному стержню и разбрызгиваться в стороны.
Функции полуавтоматического аппарата это не исправляют, потому что это технологический момент метода.
Это похоже на ситуацию, в которой вместо привычной правой руки вам приходится писать и чистить зубы левой. Руке неудобно, потому что она к этому не готова.
Присадочный материал не подходит для сварки в среде обычных атмосферных газов. Какой выход из этой ситуации? Использование проволоки, заполненной флюсом и металлическим порошком.
По виду она не отличается от простого металлического прута. Но флюс внутри проволоки освобождается, кода металлическое покрытие плавится. Он защищает шов от разбрызгивания без использования газа.
То есть, полуавтоматическая электродуговая сварка не может проходить без участия газового баллона. Вернее, сделать так можно, но соединения будут недостаточно плотными и ровными, возможно, с дефектами в виде трещин или пор.
Чаще всего такие конструкции помечают как брак. Используйте такую сварку только если нет других вариантов. Если выбор есть, лучше купить порошковую проволоку и варить с ней. MIG/MAG без газа — только с порошковой проволокой!
Порошковая проволока может стоить дороже, чем газ и обычная проволока вместе. Этот метод не поможет сэкономить. Но флюс внутри проволоки неполноценно защищает металл от коррозии.
Поэтому MIG/MAG сварка без газа не подходит для несущих конструкций или серьёзных работ. Это касается, например, соединения деталей из нержавейки.
Порошковая проволока ускоряет окисление нержавеющей стали и образование на ней ржавчины. Все эти нюансы говорят о том, что постоянно использовать «порошок» вместо газовой среды не стоит.
Он нужен для срочных и быстрых работ, которые не требуют высокого качества, но должны решиться на месте.
Плюсы и минусы
Основные достоинства использования безгазового сварочного метода следующие:
- повышается мобильность, поскольку нет нужды перетаскивать тяжелые баллоны, арматуру и громоздкие шланги;
- широкий выбор составов сварочных материалов для каждого сочетания свариваемых сплавов, их толщины и пространственной конфигурации;
- возможность сваривать более длинные непрерывные швы по сравнению с традиционным ММА-процессом ручной сварки с дискретными электродами;
- лучшие условия визуального контроля дуги и шва по сравнению с процессами с подачей газа, рабочая зона не закрывается газовой форсункой.
Присущи данному методу и недостатки:
высокая разница в цене порошковой проволоки повышает себестоимость погонного метра шва;
- необходимость точной настройки режимов;
- потребность в полуавтоматическом инверторе с опцией работы прямой и обратной полярностью.
- толстый слой образующегося шлака повышает трудоемкость зачистки шва после сварки.
- сложности при работе с тонколистовым металлом (тоньше 1,5 мм).
Опытные мастера, знающие, можно ли варить полуавтоматом без углекислоты, говорят, что необходима также повышенная осторожность при манипуляциях с порошковой проволокой: в отличие от обычной, она очень хрупкая и склонна к заломам
Принцип работы инверторного сварочного полуавтомата
Сварка, которая осуществляется при помощи инверторного сварочного полуавтомата — это самый высокопроизводительный способ сварки. При его использовании показатели производительности сварочного процесса увеличиваются троекратно. Эти показатели достигаются благодаря легкому розжигу дуги, высокой скорости сварки, удобством в обслуживании и управлении. Не требуется постоянно менять электроды и освобождать шов от шлака. Даже самые сложные сварочные швы выполняются намного легче.








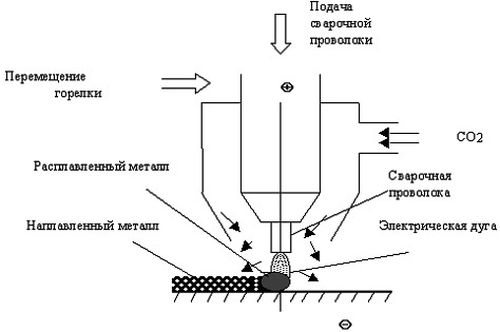
Сварка при помощи полуавтомата – это непрерывная равномерная подача проволоки-электрода к зоне горения. В то же место производится подача и защитного газа (аргона, углекислоты или их смесей), при помощи которого металл предохраняется от контакта с окружающей средой. Это открывает возможности для получения высокопрочного, качественного сварочного шва, и исключения шлака.

Помимо этого, в приборах данного типа есть возможность производить сварку под любыми углами, и смотреть при этом на дугу.
Как уже говорилось, инверторные сварочные полуавтоматы являются одним из наиболее часто используемых приборов, среди всех сварочных агрегатов. Чаще всего, в инверторах используют современныу технологию MIG-MAG, которая дает возможность для сварки, как в условиях активного, так и инертного газа (к примеру, аргон).
Постоянный ток является причиной, по которй появляется электрическая дуга. Зона сварки защищается от попадания кислорода при помощи газа. Обычно, инверторные сварочные аппараты являются универсальными приборами, однако, наиболее часто они используются для работы с тонким листовым металлом.
Работа с полуавтоматическим аппаратом
Полуавтоматические сварочные аппараты давно перестали быть технической новинкой. Они перекочевали из профессиональной среды в бытовую. Популярность аппаратов MIG и MAG связана с тем, что для работы с ними требования к навыкам сварщика минимальны. Зная правильные настройки силы тока и скорости подачи проволоки, легко получить качественное соединение.
Полупрофессиональные аппараты стоят недорого в сравнении с профессиональными и доступны для желающих делать ремонт своими руками. Но есть недостаток, который сводит к минимуму использование этих устройств — тяжелый газовый баллон.

Сварочный процесс происходит в защитной среде. В ее качестве применяют инертные газы: аргон, гелий, углекислый газ. Их выбор зависимости от соединяемых металлов. Чаще всего свариваются конструкционные марки сталей. Для них используется углекислота. Она закачивается под давлением 55 атм. в баллон, вес которого составляет больше 60 кг. Поэтому такой вид сварки имеет ряд недостатков:
- Необходимость в периодической заправке баллонов. Заправочные станции находятся не в каждом населенном пункте.
- Низкая мобильность. Для транспортировки баллонов с газом требуется сооружать специальное устройство.
- Раз в несколько лет требуется переосвидетельствование баллона, что несет временные и финансовые затраты.
Производить сварку проволокой без углекислого газа возможно, но качество соединения будет очень низким. При работе на малых токах проволока будет прилипать к поверхности, потому что сварочная дуга будет нестабильна. При большом токе будет происходить разбрызгивание сварочной ванны, и шов будет получаться пористым.
Выход найден: заключить внутри сварочной проволоки для полуавтомата порошковый флюс, который, расплавляясь, будет создавать защитную среду. Такая проволока по своим внешним параметрам не отличается от обычной и подходит для работы с протяжным механизмом аппарата.

Техника сваривания
Техника имеет много общего как с работой методом ММА с дискретными электродами, так и с работой газовым полуавтоматом MIG/MAG. Перед началом сварки следует провести зачистку зоны шва с помощью угловой шлифмашины, чтобы очистить заготовку от механических загрязнений, следов ржавчины, остатков старых лакокрасочных покрытий. Далее необходимо тщательно обезжирить зону шва и околошовную область не уже 10 см, чтобы смыть все масложировые загрязнения.
Разделка кромок шва проводится без каких-либо особенностей.
Горелку нужно вести вдоль шва плавно, без рывков. Отрывать электрод и гасить дугу в конце шва следует плавно, чтобы не разогнать защитное облако углекислого газа на остывающей сварочной ванной.
Сварщики, знающие, как варить детали флюсовой проволокой без газа обращают внимание на следующий нюанс. Во время сварки сохраняется риск того, что шлак от сгорающего флюсового порошка неожиданно затечет в сварочную ванну
При этом может пострадать как прочность, так и долговечность шва на данном участке.
В этом случает следует прервать работу, очистить участок шва от шлака и проварить его повторно.
Недостатки
Изначально аппараты MIG и MAG создавались для работы совместно с газовым оборудованием. Порошковая проволока для полуавтомата появилась позднее. Времени на отработку технологии было меньше, поэтому она имеет ряд недостатков:
- Хрупкость материала. Проволока представляет собой длинную тонкостенную трубку, заполненную флюсом и свернутую в катушку. Поэтому при работе с ней нужно избегать манипуляций с перегибом сварочного рукава.
- Наличие шлака на поверхности сварного шва.
- Не видно сварочной ванны в процессе работы из-за слоя расплавленного флюса. Сложнее проконтролировать качество соединения.
- Сложно сваривать детали толщиной менее 1,5 мм.
- Более высокая стоимость. Цена порошковой проволоки для полуавтомата более чем в 3 раза выше стоимости обычной и стартует от 700 рублей. Если учесть, что расход порошковой проволоки выше, то экономическая выгода на стороне традиционных материалов.
- Сварочные режимы (сила тока, скорость подачи, полярность) зависят от типа флюса в проволоке.
Применение порошковой проволоки.
Порошковая проволока производится из холоднокатаной полосы из стали волочильным методом и представляет собой наполненную шихтой свернутую металлическую ленту, которая позволяет значительно улучшить свойства сварочной дуги. Порошковые проволоки подразделяются по параметрам:
- Защита – защищенные с помощью СО2 или без нее.
- Диаметр сечения.
- Применение – сварка/наплавка.
- Состав шихты.
- Марка стали.
- Различные положения при сварке.
Во время работы порошковая проволока позволяет более быстро возбудить дугу, ее применение позволяет выполнять короткие швы или прихватки, что очень важно при монтажных работах. Порошковые проволоки, изготовленные для наплавки, отличаются наличием в шихте легирующих элементов, придающих наплавляемому слою особые свойства
Проволоки предназначены для сварки легированной и углеродистой стали и чугуна, и по составу заполняющего сердечник порошка разделяются на следующие виды:
Порошковые проволоки, изготовленные для наплавки, отличаются наличием в шихте легирующих элементов, придающих наплавляемому слою особые свойства. Проволоки предназначены для сварки легированной и углеродистой стали и чугуна, и по составу заполняющего сердечник порошка разделяются на следующие виды:
- рутиловые;
- карбонатно-флюоритные;
- рутил-карбонатно-флюоритные.
Преимущества и недостатки MIG и MAG сварки
Главными преимуществами процессов MIG и MAG сварки являются высокая производительность и высокое качество сварного шва. Высокая производительность объясняется отсутствием потерь времени на смену электрода, а также тем, что этот способ позволяет использовать высокий сварочный ток.
Еще одним достоинством этого способа является низкое тепловложение, особенно при сварке короткой дугой (с короткими замыканиями), что делает этот способ наиболее подходящим для соединения тонколистового металла во всех пространственных положениях.
Благодаря этим достоинствам способ MIG и MAG особенно хорошо подходит для роботизированной сварки.
К недостаткам этого процесса по сравнению со сваркой покрытыми электродами (MMA) можно отнести следующее:
Необходимое оборудование и виды проволоки
Для соединения без газа может подойти любой аппарат с возможностью переключений обратной полярности на прямую. При использовании проволоки с флюсом подбирается сварочный полуавтомат без газа. При этом необходимо соединять клеммы оборудования, как при работе с электродами. Результатом станет повышенная энергия выхода дуги, а также температура в месте шва.
Первоначально выполняют отладку подающего механизма. Возникающие перекосы могут повредить материал, при этом снизится качество соединения. При выборе оборудования учитывают:
- небольшие размеры для быстрого перемещения;
- плавная настройка электрической дуги;
- применение различных материалов.
Различают следующие виды проволоки:
- с флюсовым сердечником;
- с металлическим порошковым сердечником.
Настройка оборудования
Подобранные параметры помогут соединить металлические детали качественным швом. Предварительно необходимо:
- определить величину электрического тока для подачи на клеммы оборудования;
- настроить инверторный сварочный аппарат по указанным параметрам;
- на подающем механизме установить набор шестерен;
- на куске металла выполнить пробный шов;
- убедившись в правильной настройке параметров, выполнить соединение металла.
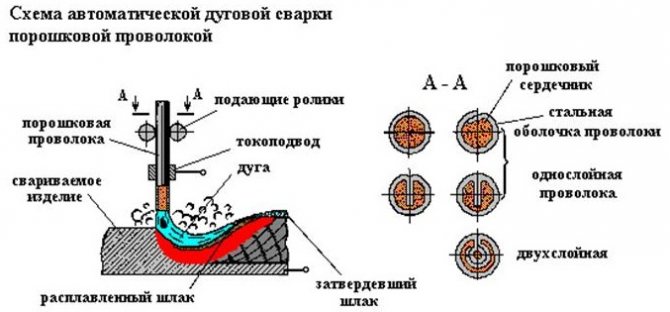
Форма и состав проволоки
Для того чтобы порошковая проволока для полуавтомата могла выдерживать нагрузки подающего механизма, ее сечение имеет несколько видов:
- простое круглое;
- с загибами внутри;
-
многослойное.
Внутренняя полость заполняется флюсом, состоящим из нескольких веществ:
- Шлакообразующие компоненты. При расплавлении образуют жидкую защитную среду, защищают сварочную ванну от попадания в нее кислорода. Они изготавливаются из измельченных мела, марганцевой руды, кварцевого песка.
- Легирующие присадки. В зависимости от того, для сварки какого материала предназначена проволока, в нее добавляют кобальт, хром, марганец, молибден.
- Рутил. Минерал, содержащий титан. Используется не везде. Только в проволоке, предназначенной для сварки кремнемарганцевых, низколегированных и высокопрочных сталей.
- Компоненты для стабилизации горения дуги.
Как получить качественный шов
Диаметр стандартной порошковой проволоки для полуавтомата 0,8 мм. Для ее применения в вертикальном и потолочном положении нужна более высокая квалификация, чем при сварке с углекислым газом. Это объясняется тем, что для расплавления флюса требуется более высокая температура, соответственно, металл в сварном шве обретает большую текучесть и склонность к вытеканию из сварочной ванны. Кроме этого, стекает вниз расплавленный флюс. Поэтому потолочный и вертикальный швы могут иметь поры и непровар.
При работе с флюсовой проволокой происходит сильное разбрызгивание. Чтобы наконечник сварочного пистолета не забивался постоянно шлаком и расплавленным металлом, его нужно периодически обрабатывать силиконовым спреем.
Новичкам сложно делать красивый ровный шов. Для облегчения работы нужно поменять обратную полярность на прямую. То есть на сварочный держак подавать минус, а на массу плюс. На современных полуавтоматах есть клемма с проводом, позволяющая вручную менять полярность.
Технология сварки полуавтоматом без газа
Полуавтоматом без газа можно варить многое, от алюминия до сложных комбинированных металлов. Главное, подобрать режим варки, флюс и методику создания швов. Поэтому перед тем, как варить полуавтоматом без газов, потребуется изучить способы варки металлов, особенности этого процесса и подготовки к нему








Особенно важно это знание для начинающих сварщиков, но и профессионалам нужно иногда напоминать себе последовательность шагов
Подготовка
Подготовка к сварке полуавтоматом без газа начинается с подготовки рабочего пространства
Места должно быть достаточно, чтобы сварщику ничего не мешало (как минимум 10 метров до легковоспламеняющихся предметов), а также важно обеспечить хорошую вентиляцию и проветриваемость пространства. Дополнительно проверяется защитная одежда, маска, так как они не должны быть деформированными
Никто без защитной экипировки не подпускается к месту сварки.
Далее обрабатывают поверхности заготовок, которые будут соединяться между собой. Сначала металл зачищают шлифовальной машинкой, потом обезжиривают спиртом или ацетоном.
После можно настраивать полуавтомат для сварки. Для этого выполняются такие шаги, как:
- Устанавливается сила тока, она определяется по толщине соединяемого металла.
- Подбирается скорость подачи проволоки, чтобы она не повреждалась в процессе и ее было достаточно. Об этом говорится в паспорте проволоки или сертификате. Прижимные ролики аппарата устанавливают согласно толщине проволоки.
- Выставляется правильная полярность. Так как здесь используется порошковый флюс, на рабочей детали должна оказаться клемма с «плюсом», а на электроде — «минус».
Чтобы проверить, все ли настроено правильно, нужно сделать пробную сварку. Для этого проволока немного прокручивается вперед, открывается заслонка для подачи флюса и нажимается пусковая кнопка. Пробную сварку полуавтоматом без газа можно делать сколько угодно раз, пока все не будет налажено — дуга не будет стабильна, проволока не будет свободно подаваться.
Пройдя все подготовительные этапы, можно начинать делать шов.
Подобрать правильную силу тока для сварки полуавтоматом без газа очень важно, так как если она будет недостаточной, то качество шва будет низким, а если слишком высокой — можно прожечь детали. Поэтому при выборе силы тока нужно ориентироваться на такие значения:
| Диаметр электрода, мм | Толщина металла, мм | Сила сварочного тока, А |
|---|---|---|
| 1,6 | 1 — 2 | 25 — 50 |
| 2 | 2 — 3 | 40 — 80 |
| 2,5 | 2 — 3 | 60 — 100 |
| 3 | 3 — 4 | 80 — 160 |
| 4 | 4 — 6 | 120 — 200 |
| 5 | 6 — 8 | 180 — 250 |
| 5 — 6 | 10 — 24 | 220 — 320 |
| 6 — 8 | 30 — 60 | 300 — 400 |
Подобные таблицы обычно помещаются в инструкции к аппарату.
Процесс сварки
Перед тем, как делать сварку полуавтоматом без газа, обязательным шагом будет правильная подготовка рабочего пространства, а также использование защитной одежды и маски. После, когда вытяжная система будет включена или хотя бы проветриваемость помещения будет достаточной, можно переходить к полуавтоматической сварке без газа.
Основной процесс заключается в равномерном движении электродом вдоль формируемого шва после того, как сварочный полуавтомат без газа подготовлен к работе. Движение обычно направлено сверху вниз. Когда флюс сгорает, тепловая энергия поднимается и позволяет удерживать единый уровень нагревания, подходящий для плавки металла. Для того чтобы плавка была постоянной, а сварочная ванна получалась правильно, ручку держателя электрода нужно направлять немного вверх. Горелка должна двигаться плавно, с единой скоростью по всему шву, чтобы не появились разрывы шва или наплывы металла. Для этого проволоку направляют по передней кромке сварной ванны.
Шов получается из-за того, что сварочная ванна полностью заполняется присадочным материалом, а когда вся полость будет заполнена, сначала отключают подачу порошковой проволоки с флюсом, потом отключают сварочный аппарат, а потом его отсоединяют от электросети — именно в этом порядке.
После сварочный шов должен немного остынуть. Иногда, если детали слишком толстые, делается несколько сварных швов. Тогда первый делается на малой силе электротока, а последующие — на обычной.
Сварить качественный шов полуавтоматом без газа, используя только проволоку, возможно. Необходимо только использовать правильный материал, соблюдать технику безопасности и методику работы, тогда даже без газа получится сделать хороший сварной шов. Пусть способ, предложенный здесь, не самый надежный для крупных работ, но для мелкого латания и бытовой сварки он вполне подойдет.
Как варить полуавтоматом без газа
Сварка полуавтоматом без газа обычной проволокой с флюсом выполняется по следующему алгоритму:
- металлические детали необходимо предварительно подготовить, для этого зачищают место соединения, обезжиривают края;
- на механизме с проволокой устанавливается низкая скорость подачи, а также минимальные значения напряжения;
- горелку рекомендуется вести углом вперед, дуга прерывистая;
- на оборудовании устанавливают правильную полярность для сварки порошковой проволокой без газа;
- ролики перемещения и наконечник на головку подбирают соответственно диаметру присадочного материала;
- конец обрабатывают для предотвращения налипания брызг металла;
- движение при сварке начинают от верха шва, равномерно без рывков;
- порошковая проволока подается к переднему краю;
- для начинающих сварщиков рекомендуется первоначально выполнить проверочный шов.
Соединение металла сваркой является сложным технологическим процессом, при котором требуется соблюдать необходимые меры безопасности, а также наличие средств защиты.
Как проверить качество проволоки
Для полуавтомата без газа порошковая проволока должна отвечать следующим требованиям:
- Возможность сварки в любом пространственном положении без стекания вниз шлака.
- Качественный шов с минимальной пористостью. Отсутствие трещин и непроваров.
- Стабильное горение электрической дуги без разбрызгивания расплавленного металла.
- Легкое отделение шлака после охлаждения сварного шва.

Соответствие этим требованиям устанавливаются в процессе работы. Есть еще дополнительные способы проверки качества, которые можно проверить в лаборатории: просвечивание рентгеном сварного шва, а также испытание его на разрыв.
Рейтинг универсальных полуавтоматов TIG, MIG/MAG, MMA
Многофункциональные полуавтоматические инверторы, позволяющие дополнительно сваривать металлы неплавящимися электродами в атмосфере защитного газа или газов.
1
Fubag IRMIG 200 SYN 31447 + горелка 38443 (TIG, MIG/MAG, MMA)
Рейтинг:5,0
- сварочный инвертор
- аргонодуговая сварка TIG
- ручная дуговая сварка MMA
- полуавтоматическая сварка (MIG/MAG)
- макс. сварочный ток: 180 А (MMA), 200 А (MIG/MAG), 200 А (TIG)
Средняя цена: 32 950 руб
Модернизированная версия Fubag IRMIG 180 с тремя видами сварки, увеличенным пиковым током и цифровым дисплеем, Последний поможет подобрать режим сварки, максимально подходящий под текущие условия: регулируется скорость размотки проволоки (в режиме MMA – сварочный ток), напряжение дуги и индуктивность. В синергетическом режиме можно указать диаметр проволоки, тип защитного газа. Байонетные разъёмы из термостойкого пластика позволяют быстро сменить полярность и подготовить устройство к работе. Размотчик проволоки рассчитан на диаметры 0,6 – 1 мм.
Особенности:
- синергетическое управление для новичков;
- три режима сваривания в одном устройстве;
- быстрое и надёжное подключение;
- опция VRD понижает напряжение до безопасного для человека значения при простое.
2
Aurora SPEEDWAY 200 Synergic (TIG, MIG/MAG, MMA)
Рейтинг:4,9
- сварочный инвертор
- аргонодуговая сварка TIG
- ручная дуговая сварка MMA
- полуавтоматическая сварка (MIG/MAG)
- макс. сварочный ток: 160 А (MMA), 200 А (MIG/MAG), 180 А (TIG)
Средняя цена: 32 800 руб
Профессиональный помощник в цеху и на стройплощадке, позволяющий варить порошковой самозащитной проволокой, штучными электродами, проволокой в режиме MIG/MAG и неплавкими электродами в среде аргона. На переднюю панель вынесена всего одна ручка, управление полностью синергетическое: выбираете режим работы и вращаете регулятор, рабочие параметры микропроцессор подбирает автоматически. Для профи предусмотрено внесение корректировок в штатные настройки. Примечателен режим Root: снижает количество брызг вдвое, стабилизирует сваривание в любом положении, практически исключает постобработку шва.
Особенности:
- поддержка технологии ROOT Low Spatters;
- 2-х и 4-тактный режимы функционирования горелки;
- шустрая смена полярности;
- силовой блок на базе IGBT-технологии.
3
Сварог PRO MIG 200 (N229) (TIG, MIG/MAG, MMA)
Рейтинг:4,8
- сварочный инвертор
- аргонодуговая сварка TIG
- ручная дуговая сварка MMA
- полуавтоматическая сварка (MIG/MAG)
- макс. сварочный ток: 200 А (MMA), 200 А (MIG/MAG), 200 А (TIG)
Средняя цена: 69 040 руб
Качественный аппарат для полуавтоматического сваривания в атмосфере защитного газа, порошковой проволокой без газа, покрытыми электродами и аргонодуговой сварки. Понадобится в автомастерской, на стройплощадке, небольшом производстве. Работает с проволокой диаметром 0,6-1 мм. Предусмотрено синергетическое и ручное управление параметрами дуги, функции холостого прогона проволоки и продувки газом. Опция Arc Force снизит вероятность залипания электрода при отделении капли металла или приближении электрода к свариваемой поверхности.
Особенности:
- понижение напряжения холостого хода в режиме простоя;
- время включения – 60%;
- 5-летняя гарантия от производителя;
- SMT-монтаж с покрытием электроники защитным лаком;
- синергетическое управление;
- режимы горелки 2T и 4T.








4
РЕСАНТА САИПА-190МФ (TIG, MIG/MAG, MMA)
Рейтинг:4,7
- сварочный инвертор
- аргонодуговая сварка TIG
- ручная дуговая сварка MMA
- полуавтоматическая сварка (MIG/MAG)
- макс. сварочный ток: 190 А (MMA), 190 А (MIG/MAG), 190 А (TIG)
Средняя цена: 27 690 руб
Многофункциональный прибор с рабочим циклом 70%. На его передней панели собраны разъёмы для кабелей и органы управления: напряжение, скорость подачи проволоки, режим горелки (2T/4T) для MIG/MAG-сварки, ток изменяется автоматически. Для режимов TIG и MMA доступно управление силой тока и регулирование форсажа дуги. Функции горячего старта и антизалипания электрода упростят работу начинающим сварщикам. Конструкция корпуса исключает попадание внутрь вертикально падающих дождевых капель и крупных предметов.
Особенности:
- принудительная протяжка проволоки;
- защита от перегрузок;
- IGBT-транзисторы;
- повышенные параметры электробезопасности;
- продолжительность включения – 70%.
В рейтинге собраны лучшие сварочные полуавтоматы, способные решить любые задачи, кроме самых узкоспециализированных, в области сваривания металлов в быту и на небольших производствах. При выборе ориентируйтесь на сферу применения: объёмы работ, тип и толщина металла, стабильность входящего напряжения.
Работа с полуавтоматом
Варить полуавтоматом в среде углекислого газа проще, чем порошковой проволокой. Второй вариант напоминает сварку электродом в обмазке. Здесь также нужно визуально следить за расплавленными шлаком и металлом и уметь их отличать друг от друга
Кроме этого, надо обращать внимание, чтобы шлак не выходил за пределы горения дуги. Иначе он будет растекаться перед соплом аппарата и будет мешать проваривать основание
Несмотря на то что порошковая проволока имеет профиль, укрепляющий ее, она все же менее прочная, чем стальная омедненная проволока. Поэтому ее нужно использовать в сварочных аппаратах с возможностью регулировки прижимного усилия подающего ролика. Кроме того, в комплекте с полуавтоматом идут специальные ролики с канавкой под данный расходный материал.
Что собой представляет порошковая проволока
Порошковая проволока — это специально разработанная проволока для полуавтоматов. В отличие от обычной сварочной проволоки, порошковая содержит внутри порошок, который при плавлении металла превращается в газ, защищая сварочную ванну с расплавленным металлом от воздействия негативных факторов.
Практически тоже происходит и при классической сварке полуавтоматом в среде защитного газа. Поэтому сварка порошковой проволокой мало чем отличается от сварки с газом, но имеет ряд значительных плюсов, которые делают её столь популярной.
И хотя многих на сегодняшнее время отпугивает высокая стоимость порошковой проволоки, если подсчитать затраты на заправку и транспортировку баллонов с газом, на самом деле, разница в цене не такая и существенная.