
Способы сварки деталей из нержавеющей стали
Если не брать во внимание промышленные полуавтоматические установки, то инверторная сварка нержавейки возможна двумя способами — сваркой с применением неплавящегося вольфрамового электрода (так называемый TIG-процесс) и обычной сваркой (ММА-процесс). При этом следует вспомнить, что от обычных сталей нержавейка отличается пониженной теплопроводностью, высоким показателем теплового расширения, а также более низкой температурой своего плавления
Из этого следует, что успешная сварка нержавеющей стали любой марки возможна лишь при предварительном ее подогреве. Это правило не касается малоуглеродистых нержавеющих сталей, а также деталей с толщиной менее 25-30 мм. Разделка кромок, а также их зачистка от жировых и масляных пятен, выполняется так же, как и для всех остальных марок сталей. Более существенно — подобрать верный режим сварки, для чего придерживаются следующих правил:
При этом следует вспомнить, что от обычных сталей нержавейка отличается пониженной теплопроводностью, высоким показателем теплового расширения, а также более низкой температурой своего плавления. Из этого следует, что успешная сварка нержавеющей стали любой марки возможна лишь при предварительном ее подогреве. Это правило не касается малоуглеродистых нержавеющих сталей, а также деталей с толщиной менее 25-30 мм. Разделка кромок, а также их зачистка от жировых и масляных пятен, выполняется так же, как и для всех остальных марок сталей. Более существенно — подобрать верный режим сварки, для чего придерживаются следующих правил:
Из-за опасности поверхностного перегрева нержавеющей стали сварочный ток должен быть минимально допустимым, а скорость движения электрода по свариваемой поверхности — наибольшей. Лучше пройти то же место повторно, чем замедлять скорость перемещения электрода
Для устранения перегрева свариваемых деталей из нержавейки с противоположной стороны шва подкладывают толстую алюминиевую или медную пластину. Перед повторным проходом поверхность этой пластины следует хорошо очистить.
Используется только обратная полярность сварочного тока.
Поскольку место сварного шва не защищено от активного окисления кислородом воздуха, то его сразу после сварки, удалив грат и шлаки, обрабатывают противокоррозионными пастами. Пасту выдерживают на поверхности не менее 30 мин, после чего смывают водой.
Учитывая высокую теплопроводность нержавейки, зазор между свариваемыми деталями увеличивают до 1-2 мм.
Выбор технологического режима инверторной сварки нержавейки устанавливают в зависимости от толщины сварочного электрода
Для наиболее распространенного электрода диаметром 33 мм ток устанавливают в пределах 75-90 В, при этом важно, чтобы напряжение на дуге не превышало 30 В.
Короткая дуга при сварке нержавейки в домашних условиях определяется расстоянием между электродами: оно должно составлять примерно половину диаметра электрода. Именно в этом случае может быть достигнута максимальная глубина проплавления материала при минимальной ширине шва. Одновременно достигается и улучшенная защита сварочной ванны от кислорода воздуха.
Практическая зависимость между основными составляющими вольтамперной характеристики сварочной дуги приведена в таблице.
Следует отметить, что таким образом удобно варить лишь горизонтальные стыки. Для угловых соединений сварка инвертором на короткой дуге практически возможна, если корневые швы будут располагаться внизу.
Особенности сварки
Существует несколько ключевых особенностей, о которых вам нужно знать, если вы хотите сформировать качественный шов. Мы перечислим наиболее важные из них.
Как мы уже говорили выше, чистый аргон или чистая углекислота редко применяются для сварки нержавеющей стали. Лучше использовать газовую смесь. Она должна состоять из 70% углекислого газа и 30% аргона.

Также обращайте на вылет присадочной проволоки относительно горелки. Оптимальная длина видимо части присадочного материала — от 6 до 12 миллиметров. При формировании шва следите за расстоянием от сопла до поверхности металла. Чем оно меньше, тем лучше. Это непросто, но при частой практике можно добиться хороших результатов. Не экономьте на газе. При недостаточном количестве газа шов будет некачественным.
Рекомендуем установить обратную полярность. Прямая полярность применяется только при использовании флюсов, что не предусмотрено в описываемой нами технологии.
Немаловажен и угол сварки. Оптимальное значение от 5 до 10 градусов относительно детали. Так шов хорошо проплавляется и получается ровным
Особенно это важно при сварке толстых деталей, где необходимо хорошо проплавить металл
Методика с использованием инвертора
Работа требует опыта и не каждому новичку доступна.
Преимущества сварки нержавейки обычным электродом:
- низкая стоимость оборудования;
- малый вес и размеры аппарата;
- способность заварить детали до 2 см толщиной;
- возможность работы без защитных газов и флюсов.
Недостатки способа:
- образование большого количества шлака;
- разрушение покрытия с последующим перегревом электрода;
- ограничение величины тока;
- увеличенные временные затраты.
Работа ведется тремя способами:
- С помощью ручных методов. Стык между деталями заполняется расплавленным материалом электрода. Для работы используется только инвертор.
- Соединение заготовок вольфрамовым электродом, применяемым для тонких листов. Шов получается в результате плавления заготовки и присадочной проволоки. Место сварки защищается слоем газа.
- Работа на полуавтомате с подачей проволоки. Скорость увеличивается вместе с производительностью. В аргон рекомендуется добавлять углекислоту (до 2%).
Перед тем как варить нержавейку инвертором в домашних условиях, необходимо правильно подготовить аппарат и материалы.
Рекомендуем к прочтению Как варить нержавейку полуавтоматом
Необходимые расходники
Используя инвертор, нужно подготовить все необходимое для работы:
- агрегат соответствующего типа;
- растворитель;
- щетка со стальной щетиной;
- защитные индивидуальные средства;
- электроды;
- крокодилы – зажимы для заземления;
- кабели длиной от 2 до 6 м.
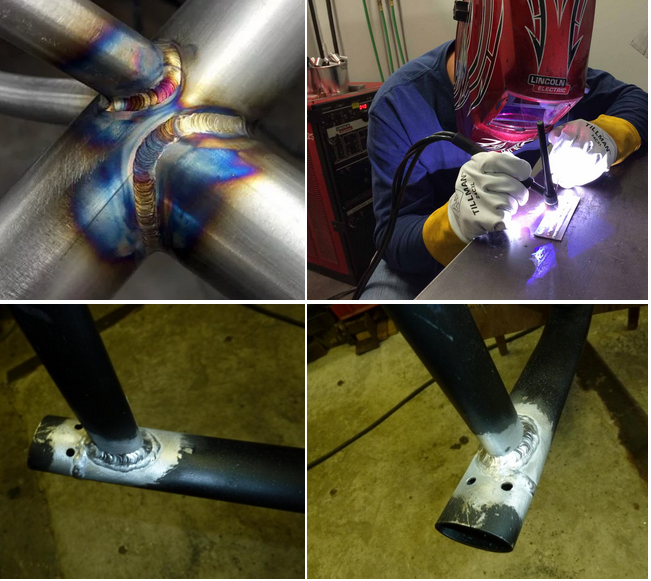
Соединить листы толщиной 3 или 4 мм и получить качественный шов становится сложной задачей, выполнить которую можно с помощью инвертора с осциллятором и с возможностью проведения аргонодуговой сварки (АДС).
Таким аппаратом может стать популярное устройство Aurora PRO INTER TIG 200 PULSE. АДС позволяет создавать красивые и прочные швы на тонких листах или трубах.
Настройка инвертора
Перед сваркой аппарат правильно настраивают. Делается это переключателями на панели прибора. Нужные значения можно посмотреть в таблице:
| Толщина заготовки | Величина тока (А) | Напряжение (В) | Диаметр электрода |
| 1,5 | 40 – 60 | 13 | 2 |
| 3,0 | 75 – 85 | 15 | 3 |
| 4,0 | 90 – 100 | 16 | 3 |
| 6,0 | 140 – 150 | 18 | 4 |
| 8,0 | 150 – 180 | 20 | 4 |
| 12,0 | 180 – 220 | 22 | 5 |
| 15,0 | 220 – 260 | 26 | 6 |
При работе в режиме полуавтоматической или аргонодуговой сварки устанавливается расход инертного защитного газа. Делается все опытным путем. Оптимальные значения – 6-12 л/мин. Движение проволоки при автоматической подаче регулируется до максимальной скорости, дающей качественный шов.







Процесс пошагово
Перед работой мастер должен выполнить следующие действия:
- с заготовки рядом с будущим швом счистить грязь стальной щеткой или наждачной шкуркой до натурального блеска;
- место сварки обработать растворителем или ацетоном для удаления следов жира;
- с заготовок, имеющих толщину от 4 мм, снять фаски для заполнения стыка расплавленным металлом;
- остальную часть металла обработать раствором мела в воде, чтобы горячие капли не прилипали;
- между деталями оставить компенсационный промежуток в 1-2 мм;
- тонкие листы соединять без зазора;
- под заготовки подкладывать пластины, отводящие тепло;
- толстые детали сначала нагревать до достижения 150-170°С.
Рекомендуем к прочтению Как приварить нержавейку к чермету
При работе с постоянным током устанавливают обратную полярность.
Обработка после сварки
По окончании работы детали остужаются естественным образом. Нельзя ускорять процесс, обливая их водой. Это приведет к образованию микротрещин. Шов после очистки от шлака подвергают шлифовке с последующей полировкой.
Чтобы место стыка оставалось прочным и эстетичным, его покрывают пастой с антикоррозийными свойствами. При несоблюдении этих рекомендаций качество изделия снижается из-за возникновения очагов ржавчины.
Вместо заключения: ручная сварка часто используется при небольших бытовых и производственных проблемах. Ее применяют для соединения труб, нержавеющих баков и других изделий на даче, в доме, в гараже. Отремонтированные вещи служат еще долгие годы.
Другие способы сварки нержавеющей стали
В ряде ситуаций специалистам приходится рассматривать альтернативные методы сварки изделий из нержавейки, которые позволяют создавать надежные соединения только в особых условиях. К ним можно отнести следующие методы, предусматривающие использование специального сварочного оборудования.
Лазерным лучом
Из достоинств, которыми обладает этот метод соединения деталей из нержавейки, следует отметить сохранение изначальных показателей прочности металла в сварочной зоне по причине повышенного температурного воздействия, минимальное время, необходимое для остывания, отсутствие трещин после сварки, а также формирование минимального размера зерен в его структуре. Сам рассматриваемый метод, как и оборудование, которое позволяет его реализовать, активно используется в самых разных отраслях промышленности, в том числе при прокладке коммуникаций, в автомобилестроении и др.
Холодная под большим давлением
При этом способе соединения деталей из нержавейки материал не подвергают плавлению. Соединение заготовок обеспечивается за счет особого взаимодействия их кристаллических решеток. В зависимости от того, какое соединение необходимо получить и с деталями какой формы предстоит работать, давление может оказываться на одну или сразу на обе детали.
Сварка ММА
Вопрос №1.
Варит ли инвертор нержавеющую сталь? Вчера решил испытать судьбу. Взял круглый бак от стиралки и отправился к знакомому у которого есть инвертор. Варить пытался электродом для нержавейки, диаметром 3 мм. Дуга скачет, невозможно работать. Если добавить ток, дуга обрывается. В баке прожоги металла.
Сварочный инвертор аврора
Ответ:
Для сварки коррозионостойких сталей нужен инвертор со встроенным осциллятором или с «хорошо выпрямленным» током. В паспорте, который прилагается к инвертору, обычно указывается на какие металлы он рассчитан. Но даже если вы не найдете в паспорте требуемую информацию, всегда можно выяснить все возможности аппарата в специализированном магазине. Лучше всего подходит аргонодуговая сварка (в частности, популярностью пользуется сварочник Aurora PRO INTER TIG 200 PULSE). АДС позволяет выполнять качественные швы на тонкостенных листах и деталях (трубах, например). Соединить же тонкий лист (до 3 …5 мм) ручной дуговой сваркой и получить качественный шов – это задача непростая. Металлы, устойчивые к коррозии обычно содержат много хрома, а он, в свою очередь, образует с кислородом воздуха оксиды, что зачастую приводит к растрескиванию шва во времени. Образуется окалина
Поэтому важно, выполняя тонкие работы с изделиями, к которым предъявляются высокие требования, производить поддув аргоном обратной стороны шва
Для работы штучным электродом с флюсующей обмазкой необходим опыт. Нужно поиграться с полярностью, а не просто работать по инструкции. С толстостенными изделиями, как уже говорилось выше, обычно не возникает проблем. Но так ли много изделий или конструкций из толстой нержавейки вы знаете? Правильно, все, что встречается – относительно тонкостенное, до 5 мм толщиной в сечении.
Когда варят тонкостенную нерж, приходится уже выкручиваться:
Токи нужно устанавливать как можно меньше, дугу держать как можно короче.
Дуга зажигается в стороне, а затем постепенно подводится к свариваемой кромке.
Обращайте внимание на подключение клеммы заземления, в ее направлении будет действовать дутье дуги.
Что касается прожогов, для толщин в 1 мм нужен электрод более тонкий, чем 3 мм. Для поджига трехмиллиметрового электрода нужен ток, который моментально прожжет тонкий лист. Электродом «тройка» сваривать и «черные» металлы непросто, а по нержавейке, да еще для того, чтобы учиться, нужно брать электрод 2 или 1,6 мм Лучше всего сваривается нержавейка с пониженным содержанием углерода. В связи с тем, что стали с высоким содержанием хрома склонны к концентрации напряжений, которые на порядок превышают аналогичные напряжения в углеродистой стали, нужно избегать перепадов температур.
Рекомендуется предварительный подогрев до 200 -350 градусов Цельсия.
Основные особенности,о которых нужно знать:
- Коррозионостойкие металлы имеют крайне низкий показатель теплопроводности. Это означает , что тепло передается в окружающее воздушное пространство медленно, а скорость образования сварочной ванны увеличивается. По этой причине сварку выполняют на низких токах. Если для углеродистой стали определенной толщины вам необходимо было установить на своем аппарате 80А, то для аналогичной нержавейки вам потребуется 60А. Силу тока в среднем снижают на 25%.
- линейные размеры при нагреве испытывают существенные изменения, тому причиной немалое значение коэффициента термического расширения. Следствие — большие поводки деталей. Если речь идет о сварке толстостенных деталей в стык без зазора — гарантировано такое соединение потрещит. Причиной тому высокие напряжения такого соединения, которые возникают из-за неравномерного расширения металла. Сварку встык при больших толщинах производите с зазором.
- Большое количество легирующих элементов увеличивает электрическое сопротивление, поэтому при ММА работают электродами не более 350 мм в длину.
- Строго соблюдайте режимы термообработки, рекомендуемые для той или иной марки , из-за склонности к возникновению межкристаллитной коррозии.
Как варить нержавейку инвертором. Нюансы технологии
Нержавеющая хромоникелевая сталь найдется в хозяйстве домашнего мастера. К сожалению, иногда требуется отремонтировать нужную вещь или сделать новую из н/ж.
Как происходит сварка нержавейки инвертором? Нюансы технологии освещены в статье.
Маркировка сталей и подготовка поверхностей
В Европе, Америке и России получили распространение 4 марки. В разных странах, стали имеют отличительную маркировку. Соответствие марок по странам вы найдете в таблице.
Сварка нержавейки в домашних условиях инвертором выполняется только после зачистки и разделки кромок в случае необходимости.
Заготовки зачищаются специальной щеткой. Разделка фасок выбирается от вида соединения и толщины свариваемых металлических изделий.










Хромоникелевые сплавы — пластичны, не нуждаются в подогреве при сварке, неплохо свариваются. Но, имеют особенность при соединении, в виде:
- межкристаллитной коррозии;
- горячих трещин в соединениях.
Как инвертором варить нержавейку
При сварке в домашних условиях нужно придерживаться ряд правил:
- не нагревать заготовку и место шва свыше 150 градусов;
- соединение производить на малых токах с высокой скоростью, без колебательных движений короткой дугой;
- для теплоотвода под заготовки подкладывать медные пластины;
- толстые металлы с разделкой сваривать многопроходным соединением.
После сварки, место шва зачищается щеткой и обрабатывается специальной пастой с антикоррозионными свойствами.
Как правильно сваривать нержавейку инвертором? Электроды согласно инструкции на упаковке прокалывают в печи. Металл толщиной до 3 мм соединяют без разделки. Заготовки кладут с зазором 1-2 мм между собой на медную пластину для теплоотвода, тщательно зачищают щеткой.
На инверторном аппарате для электродов диаметром 3 мм выставляют ток 80 А и не спеша начинают сварочный процесс.
Чтобы соединение получилось без дефектов, сварка выполняется короткой дугой без поперечных колебательных движений. После отбития шлака и зачистки шва, на зону провара накладывается травильная паста на 20-30 минут для восстановления коррозийных свойств металла. По истечению времени, остатки пасты смываются проточной водой.
Видео: как пользоваться травильной пастой.
P.S. Cварка инвертором нержавейки для начинающих таит в себе нюансы. Новичку с первого раза тяжело справится с хромоникелевыми сплавами. Нужен навык, без метода проб и ошибок не обойтись.
С толстостенной нержавейкой справиться легче, чем с тонкой. Для тонких металлов подбирается более малый сварочный ток и правильный диаметр электрода. Тренируйте твердую руку сварщика и привыкайте к сварочному аппарату.
Можно ли варить инвертором Ресанта нержавейку
Отзыв от дяди Васи:
Сергей, любитель:
P.S. Попробуйте разные марки электродов, поиграйтесь настройками сварочного тока, побалуйтесь полярностью инвертора и нержавеющая сталь покорится вам. Удачи!
Факторы состава
Особенностью нержавеющих видов сплавов железа является то, что эта группа металлического материала относится к категории высоколегированных. В них содержится целый ряд элементов со своими характеристиками, которые приходится учитывать в работе.
Основное свойство – антикоррозийность, устойчивость к процессам ржавления, определяется содержанием хрома. В нержавеющих сталях процентная доля этого химического элемента бывает от 12 до 30%. Другие элементы также добавляют сплаву устойчивости к коррозийным воздействие, а также укрепляют стальной материал, добавляют прочности, твердости, влияют на иные свойства, включая свариваемость.
В совокупности они определяют особенности процесса сварки нержавеющих сплавов.
Какие элементы входят в состав нержавеющих сталей
Основные компоненты стали: железо, на котором базируются все виды этого металлического материала, хром и углерод.
Легирование стали хромом позволяет значительно укрепить защитные свойства железа по отношению к коррозии в различных средах, включая агрессивные. Если хрома более 13%, ржавления не происходит в обычной, неагрессивной и слабоагрессивной среде, если содержание – свыше 17%, коррозионностойкость проявляется в агрессивных средах, таких как кислоты, щелочи, морская вода и другие.
В химическом отношении это выглядит как появление на поверхности деталей, заготовок из нержавейки пассивирующего слоя окислов Cr. Пленка пропускает кислород, останавливая окислительные процессы на поверхности, они не проникают вглубь металла. Если возникают на поверхности дефекты — порезы, царапины, оксидная пленка разрушается, но вступление атомов хрома в реакцию с кислородом образует новый окисел, образующий защиту от ржавчины. Это полезное свойство создает определенные условия при сварке, которые необходимо учитывать.
В коррозионностойкой стали присутствуют и другие элементы: С – углерод, Si – кремний, Mn – марганец, S – сера, Ni – никель, P – фосфор и другие. Углерод существенным образом влияет на прочность материала, а никель стабилизирует аустенитную структуру металла, то есть укрепляет кристаллическую решетку исходного материала.
Добавление различных компонентов проводится на производстве по нормативным документам ГОСТ. Легирование проводится различными металлами, такими как Ti – титан (Т), Co – кобальт (К), Mo – молибден (М), Cu – медь (Д). Буквы скобках – это обозначение элементов для металлургического процесса по российским стандартам.

Физико-механические характеристики нержавеющей стали, влияющие на процессы сварки
Эффективность сварочных процессов определяется большим количеством входящих параметров. Основные из них – характеристики материала:
- Теплопроводящие свойства коррозионностойкой стали ниже, чем у железосодержащих сплавов низкоуглеродного класса. Разница может составлять 50-100%, это определяется маркой. Такие свойства приходится учитывать во время сварки, иначе может произойти прожог металла.
- Высокое электрическое сопротивление влияет на скорость сгорания электрода. Быстрое сгорание вызывается его активным и быстрым нагревом. Отсюда, существует рекомендация по отношению к сварочным стержням: желательно, что бы они были из хромоникелевых сплавов.
- Коэффициент линейного расширения достигает больших значений. Это вызывает необходимость выдерживания определенного зазора между электродом и свариваемым металлом. Он позволит обеспечить усадку шва, иначе возможно возникновение трещин и других дефектов.
- Температура сварного процесса проходит при температурах от 600 до 1200 гр. С.
- Возможность проявления межкристаллической коррозии.
При повышении температуры выше 500 гр. С в коррозионностойких сплавах в структуре металла могут образовываться слои карбида хрома Cr3C2. Это вызывает необходимость правильной настройки режима сварки. Это применимо к деталям из хромоникелевых вариантов стали, в которых присутствует аустенитная структура.
Выбор электродов
Чтобы качественно и надежно сварить нержавеющую сталь, важное внимание стоит уделить выбору электродов. Данные проводники должны иметь следующие характеристики:
Данные проводники должны иметь следующие характеристики:
- небольшое температурное расширение,
- они должны быть упругими,
- должны хорошо проводить тепло и быть износоустойчивыми,
- у них должно быть специально покрытие, которое предназначено для работы с нержавейкой.
Выбор электродов в строительных магазинах и на рынке достаточно большой. Широкой популярностью пользуются электроды ОК 67.60 шведской фирмы ESAB. Среди отечественных производителей электродов выделяются марки ОЗЛ-8 и ЦЛ-11. Цена на такие электроды ниже, чем на импортные, но в процессе сварки требуют особой внимательности и профессионализма от человека, выполняющего работу.
В таблице представлены основные показатели, которые должны соблюдаться при сварке металла, разной толщины.
| Толщина металла, мм | Род тока | Сила тока,А | Диаметр электрода или проволоки, мм | Скорость прохождения, см/мин | Напряжение, В | Расход аргона, л/мин |
| 1 | Постоянный | 30..60 | 2 или 1,6 | 12 – 28 | 11…15 | 2,5…3 |
| 1 | Переменный | 35…75 | 2 или 1,6 | 15 – 33 | 12…16 | 2,5…3 |
| 1,5 | Постоянный | 40..75 | 2 или 1,6 | 9 – 19 | 11…15 | 2,5…3 |
| 1,5 | Переменный | 45…85 | 2 или 1,6 | 1 — 14 | 12…16 | 2,5…3 |
| 4 | Постоянный | 85…130 | 4 или 2,5 | — | 11…15 | 10 |
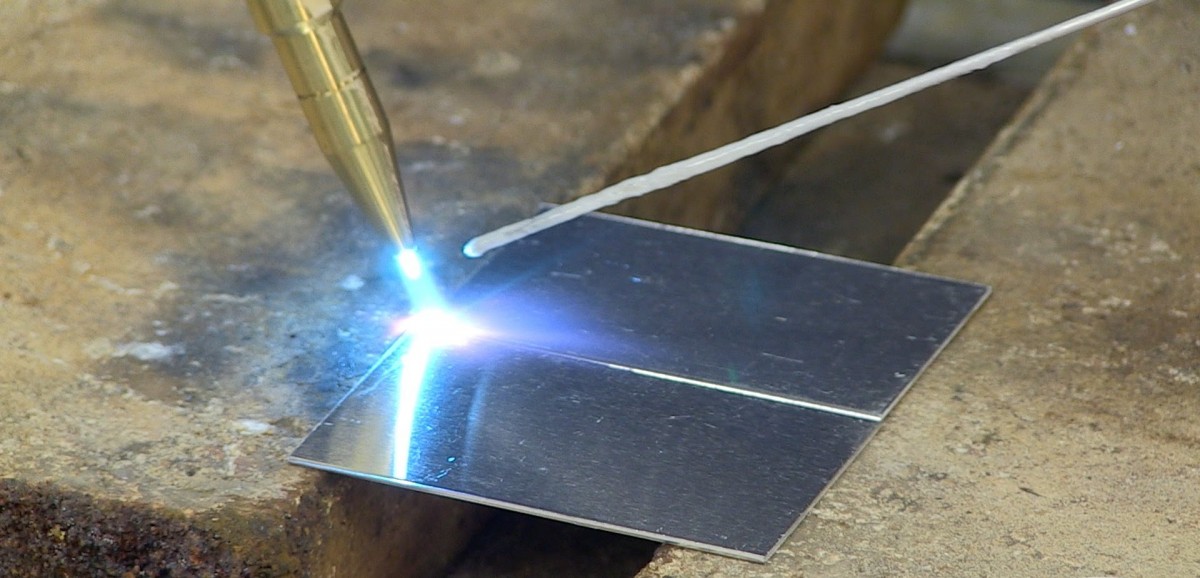
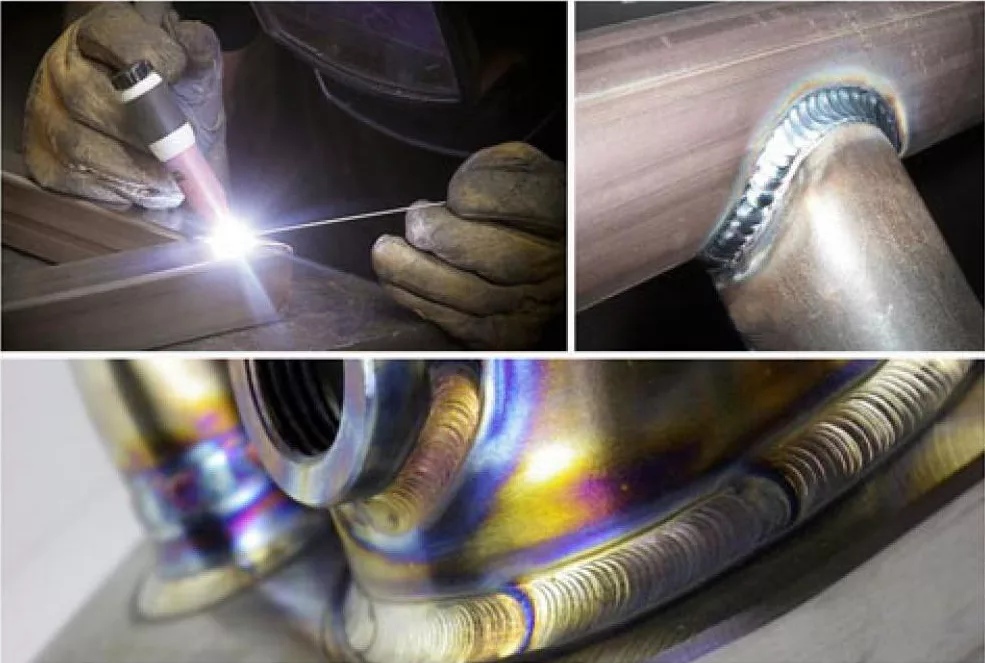
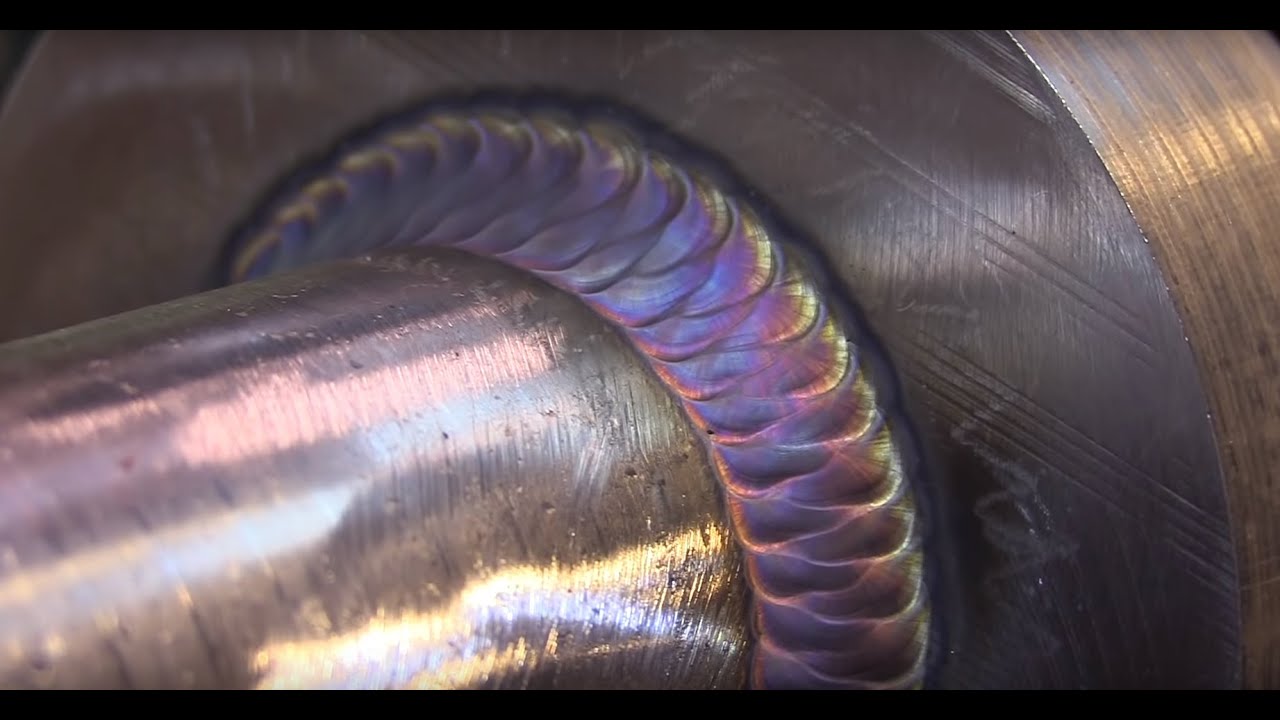
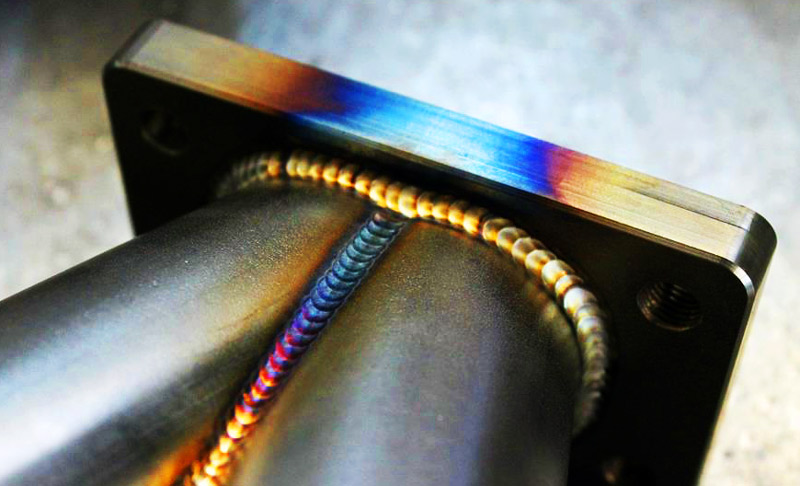
Сварка в аргонной среде (Ar)

Сварочные работы с «нержавейкой» в среде аргона (TIG сварка или «тиг») — распространенный способ. Он подходит для связывания тонкого листа металла, так как не создает деформаций, особенно когда нужно достичь высокого качества шва.







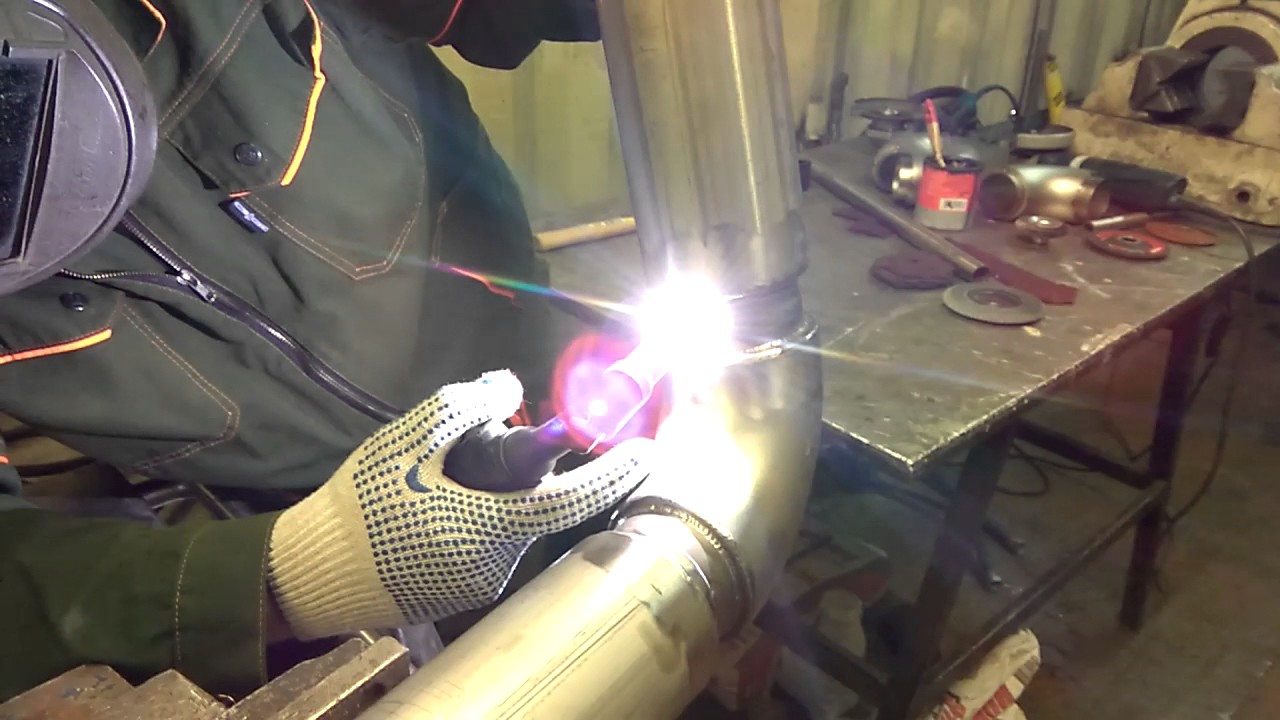
Этот вид сваривание требует среды инертного газа – к примеру, аргона. А также использовать в работах надо вольфрамовые стержни. Обязательно наличие прямой полярности. А вот ток может быть как постоянным, так и переменным.
Не обязательно, но желательно другую сторону сварочного шва защитить от воздуха, то есть направить аргон. Также рекомендуем для поджога дуги пользоваться бесконтактным методом, использую спец пластину и далее нести на заготовку из нержавеющей стали.
После завершения процедуры сварки не спешите отключать газ. Достаточно подождать некоторое время – затем смело выключить. В результате вы продлите срок службы вольфрамовых стержней, чем уменьшите окисление.
Сварка инвертором
Связать элементы из нержавеющей стали инверторной сваркой с использованием покрытых электродов – очень распространённый метод, если нет требования к качеству шва.
Спецэлектрод по нержавейкам, имеет в своем составе особенную обмазку, выполняющую роль флюса. Качественные, свежие спецэлектроды дадут крепкий шов. Он будет достаточно устойчивые к ржавчине и скачков температур.
Рекомендуем марки: ОЗЛ-6, ОЛИВЕР 29.9, НЖ-13, они на практике дали лучший результат. Конечно, список можно продолжать.
Учтите некоторые моменты при сварке:
- постоянный ток;
- обратная полярность;
- пониженный ампераж.
От вас зависит равномерно и плавность сваривания металла. Учитывая, что электроды имеют малый диаметр и невысокую тепловую энергию.
Не рекомендуем экспериментировать с апмеражем. Такой тип сварки не предусматривает высоких значений. НС имеет низкую теплопроводимость и применять высокий ток приведет к деформациям.
Как и при других сварочных работах, достигнуть лучшего качества и сохранить необходимые свойства поможет охлаждение. Рекомендуем воспользоваться холодным воздухом.
Таким способом деталь охладиться постепенно и равномерно с минимальной деформацией шва. Если качество не выступает целью работы, достаточно будет применить холодную воду.
Если возникла задача сварить тонкую «нержавейку» и шов нужен эстетичный, примените аргонную сварку.