
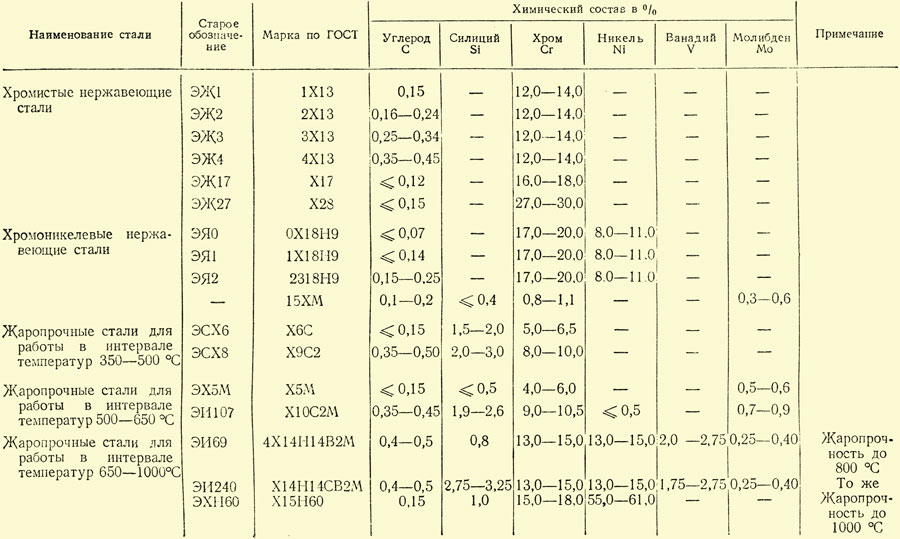
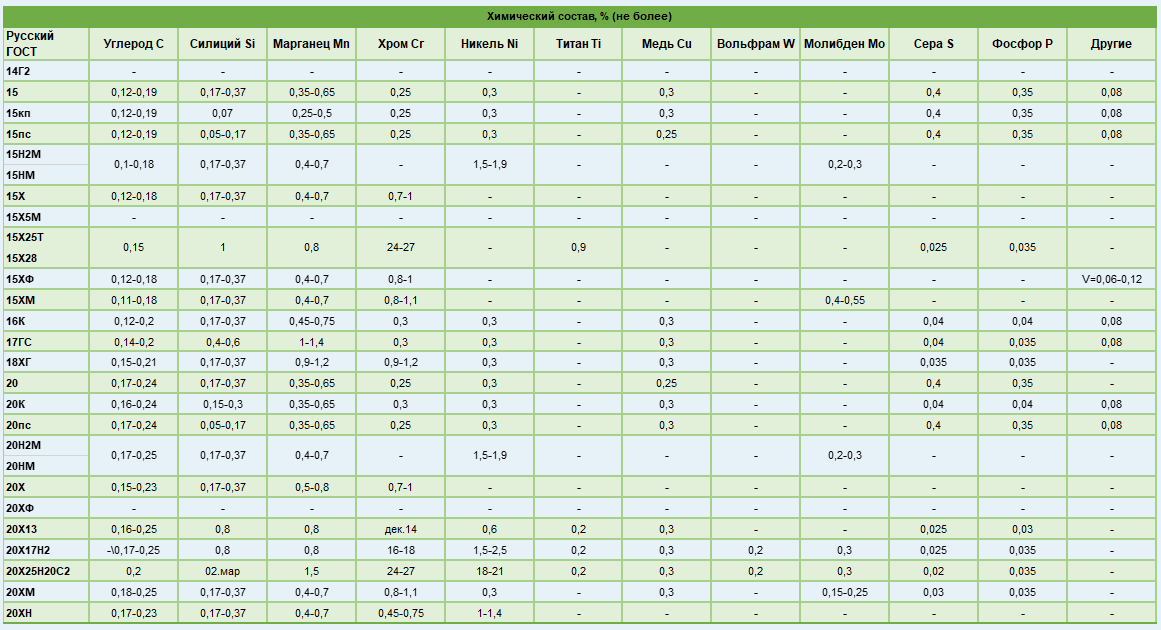
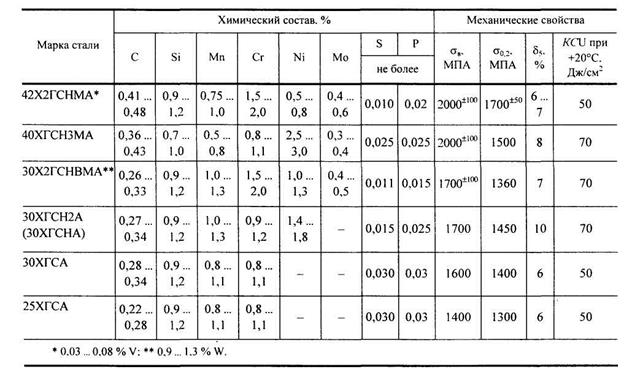
Химический состав стали
Как ранее было отмечено, химический состав стали 40Х определяется маркировкой. Однако, она не отображает весь состав. Сталь марки 40Х характеризуется следующими особенностями:
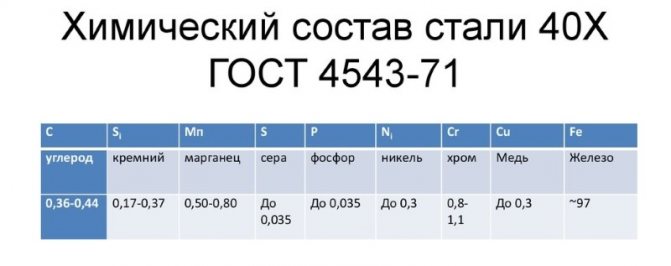
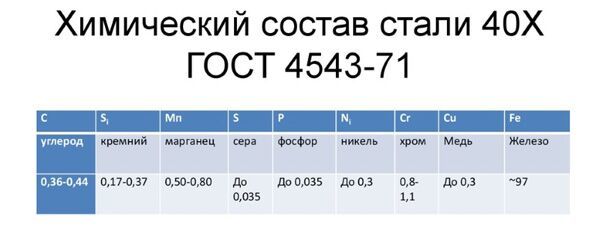
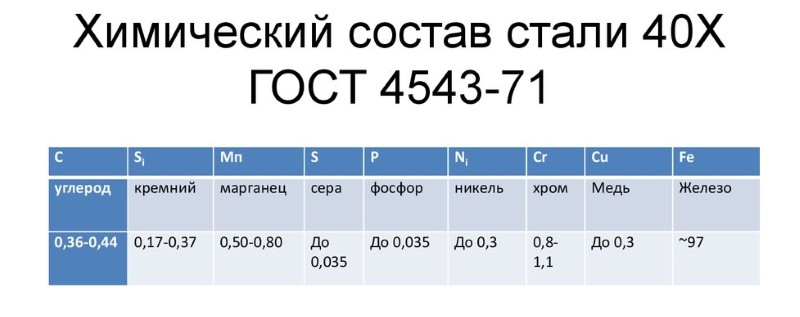
- Показатель концентрации углерода в составе находится в пределе от 0,36% до 0,44%. Отметим, что более точный показатель выдержать производители не могут по причине сложности процесса получения металла.
- Хром является основным легирующим элементом, его в металле содержится 0,8-1,1%.
- Процесс производства сплава определяет то, что в металл включается никель, кремний и марганец. Их концентрация не больше 1%, но даже незначительное количество приводит к изменению эксплуатационных характеристик.
- В составе есть вредные элементы, к примеру, фосфор и сера. Их концентрация строго регламентирована.
- Также в состав включается медь, но ее около 0,035%. Именно поэтому концентрация этого элемента не изменяет основные эксплуатационные характеристики.
Химический состав стали 40х по ГОСТ
Рафинирование структуры различными легирующими элементами проводится при применении сильных раскислителей, после чего вводится шлак, обрабатываемый кремнием и углеродом.
Термическая обработка
Во многих случаях термическая обработка позволяет существенно повысить эксплуатационные качества металла. Термическая обработка стали 40Х проводится с учетом особенностей структуры. Рекомендации по выполнению подобной процедуры следующие:
- Закалка стали 40Х проводится в масляной среде. Это позволяет существенно повысить качество поверхностного слоя структуры.
- Проводимая закалка 40Х проводится с последующим охлаждением заготовки. Для этого может применяться обычная воздушная или масляная среда. Масло позволяет существенно повысить качество получаемого изделия, в то время как на воздухе охлаждение происходит при больших размерах. Применение водной среды может привести к появлению окалины и других дефектов.
- Обязательно проводится отпуск, который позволяет снизить внутренние напряжения. Отпуск проводится в масле или на воздухе.
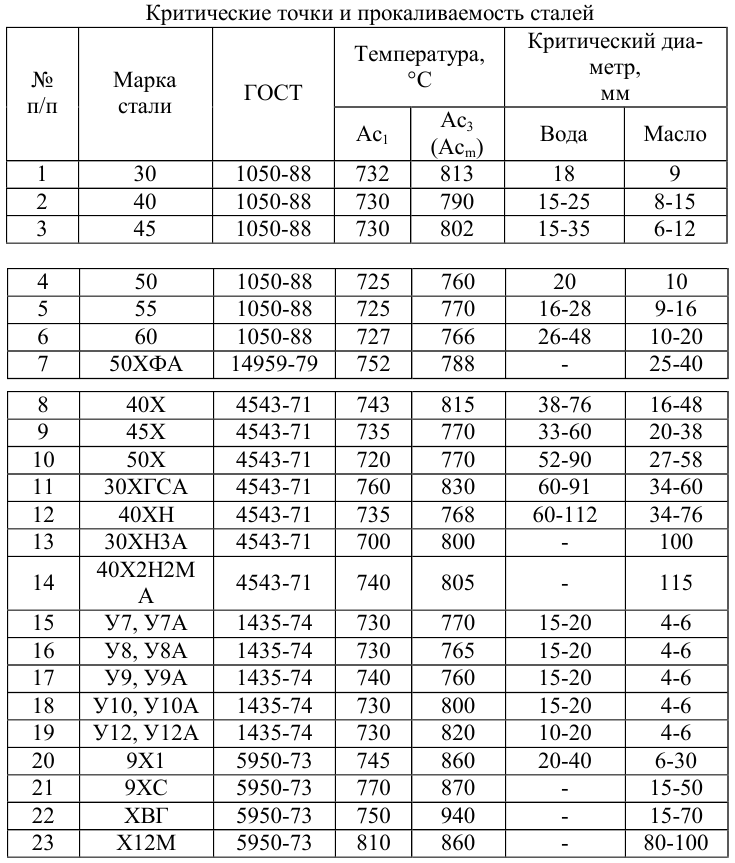
Термообработка стали 40Х проводится в зависимости от нагрузок, на которые рассчитаны изделий. Расчет проводится в зависимости от трех критических точек. Закалка проводится при температуре 860 градусов Цельсия. Показатель часового интервала составляет 4 часа. Отпуск на воздухе может проводиться при температуре 200 градусов Цельсия, при применении масляной ванны показатель повышается до 500 градусов Цельсия. В некоторых случаях проводится нормализация стали 40Х.
При правильном проведении термической обработки твердость после закалки составляет около 217 HB. При этом внутренние напряжения существенно снижаются, за счет чего существенно продлевается срок эксплуатации получаемого изделия.
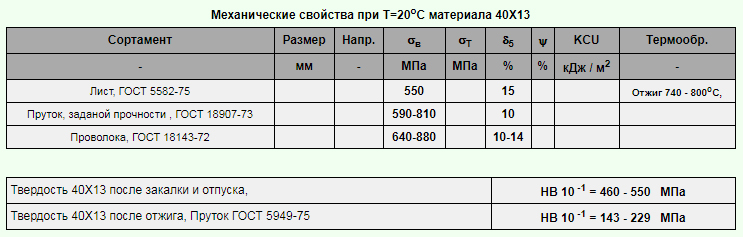
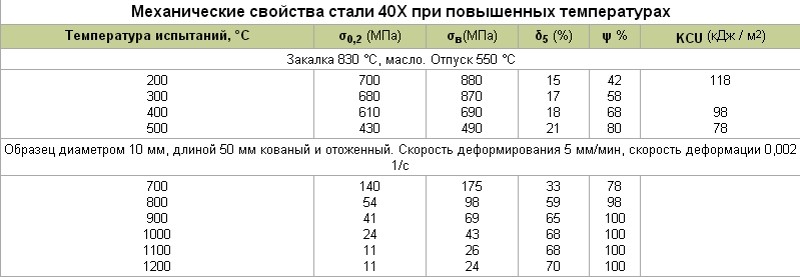
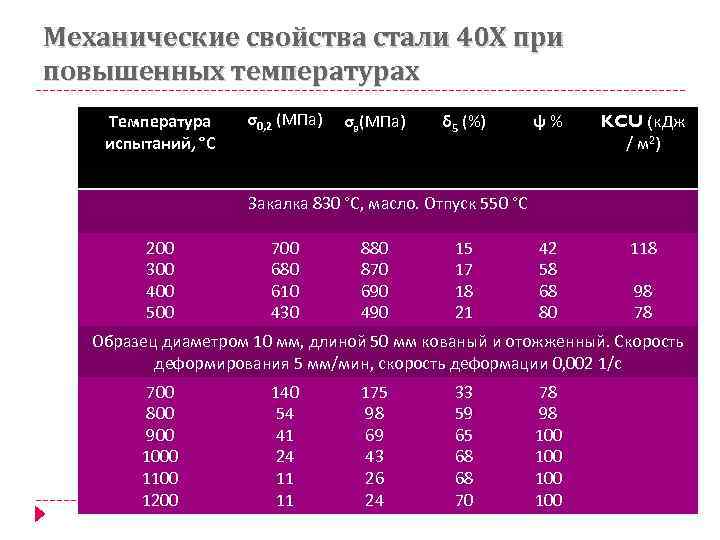
Свойства Ст 40х при повышенных температурах
В заключение отметим, что рассматриваемая сталь довольно сложна в изготовлении, за счет чего существенно повышается себестоимость. Именно поэтому легированный сплав применяется при изготовлении ответственных изделий, которые должны обладать исключительной прочностью. Поверхность характеризуется достаточно высокой устойчивостью к воздействию влаги, но при этом показатель не соответствует нержавейке. Это связано с тем, что нержавейка имеет в составе хром с концентрацией около 18%. Включение других химических элементов позволяет расширить область применения сплавов.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
| Оси, вал-шестерни, плунжеры, штоки, коленчатые и кулачковые валы, кольца, шпиндели, оправки, рейки, кулачки, зубчатые венцы, болты, полуоси, пиноли, втулки и другие детали повышенной прочности. Валы, диски и роторы паровых турбин., трубы. |
| Сортовой прокат – ГОСТ 4543-71 Поковки – ГОСТ 8479-70 Трубы – ГОСТ 8733-74 |
| C | Si | Mn | S | P | Cr | Ni | Cu | N |
| 0,36-0,44 | 0,17-0,37 | 0,5-0,8 | ≤0,035 | ≤0,035 | 0,8-1,1 | ≤0,3 | ≤0,3 | ≤0,008 |
| Ac1 | Ac3 | Ar1 | Ar3 |
| 743 | 815 | 693 | 730 |
| ГОСТ | Режим термообработки | Сечение, мм | σ 0,2Н/мм 2 | σ вН/мм 2 | δ ,% | Ψ , % | KCU,Дж/см 2 | HRC | HB | ||
| Операция | t, ºC | Охлаждающаясреда | не менее | ||||||||
| 4543-71 | Отжиг | 820-840 | С печью | 5-250 | Не определяются | – | ≤217 | ||||
| ЗакалкаОтпуск | 845-875450-550 | МаслоВода или масло | ≤80 | 785 | 980 | 10 | 45 | 59 | – | – | |
| 81-150 | 8 | 40 | 54 | – | – | ||||||
| 151-250 | 7 | 35 | 51 | – | – | ||||||
| 8479-70 | ЗакалкаОтпуск | 840-860550-650 | Вода или маслоВода, масло, воздух или печь | ≤100 | 490 | 655 | 16 | 45 | 59 | – | 212-248 |
| 101-300 | 490 | 655 | 13 | 40 | 54 | – | |||||
| 301-500 | 395 | 615 | 13 | 35 | 49 | – | 187-229 | ||||
| 501-800 | 315 | 570 | 11 | 30 | 29 | – | 167-207 | ||||
| НормализацияОтпуск | 850-870560-650 | ВоздухВоздух | ≤100 | 345 | 590 | 18 | 45 | 59 | – | 174-217 | |
| 101-300 | 315 | 570 | 14 | 35 | 34 | – | 167-207 | ||||
| 301-500 | 275 | 530 | 15 | 32 | 29 | – | 156-197 | ||||
| 501-800 | 245 | 470 | 15 | 30 | 34 | – | 143-179 | ||||
| 8733-74 | В термически обработанномсостоянии | – | – | Ø5-250 s=5-24 | – | 618 | 14 | – | – | – | ≤217 |
| Предел выносливости,Н/мм 2 | Термообработка | Ударная вязкость, KCU, Дж/см 2 , при t, ºС | Термообработка | ||||||
| σ -1 | τ -1 | +20 | -25 | -40 | -70 | -80 | |||
| 380230 1 | – | Закалка c 860ºC в масле, отпуск при 550 ºC | 163 | – | 151 | 109 | 87 | – | Закалка c 860 ºC в масле , отпуск при 550 ºC |
| 1 Образец с надрезом | 93 | – | 84 | – | 55 | – | Закалка c 860 ºC в масле , отпуск при 580 ºC |
| Среда | t, ºC | Скорость коррозии, мм/год |
| – | – | – |
| Ковка | Охлаждение поковок, изготовленных | ||||
| Вид полуфабриката | Температурный интервал ковки, ºС | из слитков | из заготовок | ||
| Размер сечения, мм | Условия охлаждения | Размер сечения, мм | Условия охлаждения | ||
| Слиток | 1250-800 | – | – | ≤350 | На воздухе |
| Заготовка | 1250-800 |
| Свариваемость | Обрабатываемость резанием | Флокеночувствительность |
Трудно свариваемая.Способы сварки: РД, РАД и КТ.Необходимы подогрев и последующая термообработка.
В горячекатаном состоянии при 163-168 HB и σ в=620 Н/мм 2 . Kv=1,2 (твердый сплав)Kv=0,95 (быстрорежущая сталь)
Обозначения:
| Механические свойства: | |
| sв | — Предел кратковременной прочности , |
| sT | — Предел пропорциональности (предел текучести для остаточной деформации), |
| d5 | — Относительное удлинение при разрыве , |
| y | — Относительное сужение , |
| KCU | — Ударная вязкость , [ кДж / м2] |
| HB | — Твердость по Бринеллю , |
| Физические свойства: | |
| T | — Температура, при которой получены данные свойства , |
| E | — Модуль упругости первого рода , |
| a | — Коэффициент температурного (линейного) расширения (диапазон 20o- T ) , [1/Град] |
| l | — Коэффициент теплопроводности (теплоемкость материала) , [Вт/(м·град)] |
| r | — Плотность материала , [кг/м3] |
| C | — Удельная теплоемкость материала (диапазон 20o- T ), [Дж/(кг·град)] |
| R | — Удельное электросопротивление, |
| Свариваемость: | |
| без ограничений | — сварка производится без подогрева и без последующей термообработки |
| ограниченно свариваемая | — сварка возможна при подогреве до 100-120 град. и последующей термообработке |
| трудносвариваемая | — для получения качественных сварных соединений требуются дополнительные операции: подогрев до 200-300 град. при сварке, термообработка после сварки — отжиг |
|
Отправьте нам список нужных материалов и мы |
Получить предложение |
Лист стальной 40Х
Химический состав
На всей территории СНГ характеристики и применение стали 40Х определяются ГОСТом 4543-2016. Он указывает на химический состав и основные эксплуатационные свойства. Расшифровка стали свидетельствует о содержании главных компонентов – углерода и хрома.
Первые два знака обозначают концентрацию основного легирующего элемента – углерода, она находится в диапазоне 0,36-0,40%. Сложно выдержать более точную концентрацию в процессе выплавки металла.
Буква «Х» указывает на присутствие хрома, который улучшает коррозионную стойкость материала. Однако его концентрация не превышает показателя 0,8-1,1% и недостаточна для придания стали достаточной сопротивляемости коррозии.
В состав сплава входят и другие легирующие добавки, не отмеченные в маркировке, но придающие определенные свойства стали 40Х:
- никель – до 0,3%;
- марганец – 0,5-0,8%;
- кремний – 0,17-0,37%;
- медь присутствует в очень небольших количествах, около 0,035%, и не оказывает существенного влияния на механические свойства сплава;
- строго регламентируются концентрации вредных примесей – серы и фосфора, их содержание не превышает 0,035%.
Сталь после закалки: структура и свойства
Сталь в обычном виде – довольно мягкий и податливый к обработке металл. Особая прочность некоторым маркам (это так называемые стали обыкновенного качества, производимые согласно требованиям ГОСТ 380) и не требуется: тех показателей, что были получены после выплавки, вполне хватает, например, канализационным люкам или оградительным решёткам. Но есть категории сталей – конструкционные и инструментальные, которым изначальных прочностных показателей мало. Их надлежит подвергать термической обработке. Основным её видом считается закалка. Микроструктура стали 45 после отжига и закалки
Закалка: сущность операции
Как известно, любая сталь представляет собой твёрдый раствор углерода в основной структуре α-железа. При этом марка определяет процентное содержание углерода (например, марка «сталь 65» означает, что в её составе содержится 0,65% С, сталь У13 содержит около 1,3% С, и так далее). Однако этот элемент – довольно химически активный, поэтому в процессе выплавки (при 1600…2000 °С) он активно связывается железом, образуя в результате цементит Fe3C. Всё остальное представляет собой феррит – достаточно мягкую структурную составляющую. Большое количество феррита в малоуглеродистых сталях обуславливает их повышенную пластичность, причём даже в холодном состоянии. Это не касается сталей:
- легированных (они производятся согласно требованиям ГОСТ 4543);
- подшипниковых по ГОСТ 801;
- рессорно-пружинных по ГОСТ 2052 и ГОСТ 14959;
- всех типов инструментальных, как легированных, так и нелегированных.
Чтобы понять эффективность закалки, необходимо обратиться к структуре стали после выплавки и последующей горячей прокатки на необходимый профиль – полосу, пруток или специальный профиль (уголок, швеллер и т.п.).
Любая сталь имеет кристаллическую структуру, которую составляет бесконечное множество кристаллов. Если лить сталь с последующим охлаждением расплава, то эти кристаллы превращаются в многогранные образования, называемые зёрнами. Поскольку при этом происходит активное насыщение кислородом, между смежными кристаллами возникают пустоты, которые в процессе охлаждения слитка постепенно заполняются серой, фосфором и прочими легкоплавкими неметаллическими включениями. Это не только снижает пластичность (фосфор и сера – весьма хрупкие химические элементы), но и способствует появлению весьма грубых скоплений зёрен, что делает металл неравномерным по своей плотности. Обрабатывать такие изделия невозможно – слиток начнёт раскалываться. Поэтому сразу после выплавки выполняется прокатка, в ходе которой исходные дефекты залечиваются, и структура становится более однородной. Соответственно, увеличивается плотность, а также исчезают поверхностные трещины.
Температура заготовки в зависимости от цвета при нагреве
Пластическая деформация положительно влияет только на макроструктуру. За изменение микроструктуры отвечает закалка – совокупность технологических методов термической обработки, суть которых состоит в увеличении прочностных показателей стали. Смысл закалки заключается в том, чтобы зафиксировать ряд высокотемпературных составляющих микроструктуры (придающих стали стойкость) для обычных условий эксплуатации изделий. Соответственно, сталь, не изменяя своего химического состава, резко повысит уровень своих некоторых механических характеристик:
- предела временного сопротивления σв, МПа;
- предела текучести σт, МПа;
- предела усталости σи, МПа;
- твёрдости по Бринеллю HB или Роквеллу НRC.
При этом некоторые показатели – в частности, ударная вязкость, относительное удлинение, – после закалки становятся ниже. Если это критично с точки зрения последующей эксплуатационной стойкости детали (а в большинстве случаев так и происходит), то правильно после её закалки выполнить ряд дополнительных операций: отпуск, старение и др.

Применение
Из-за низкой теплостойкости и твёрдости в качестве охотничьих или бытовых ножей 40Х не используется. Однако находит широкое применение при изготовлении метательных ножей и дротиков. Поскольку этот вид инструмента характеризуется особенной формой заточки кромки, имеет значение высокая прочность материала и его способность хорошо противостоять ударным нагрузкам. Кроме того, она легко полируется, поэтому изделия могут быть оперативно восстановлены до своего прежнего состояния.
На предприятиях российской промышленности из данной стали производят валы, оси, зубчатые колёса и шестерни, и другую продукцию аналогичного назначения.
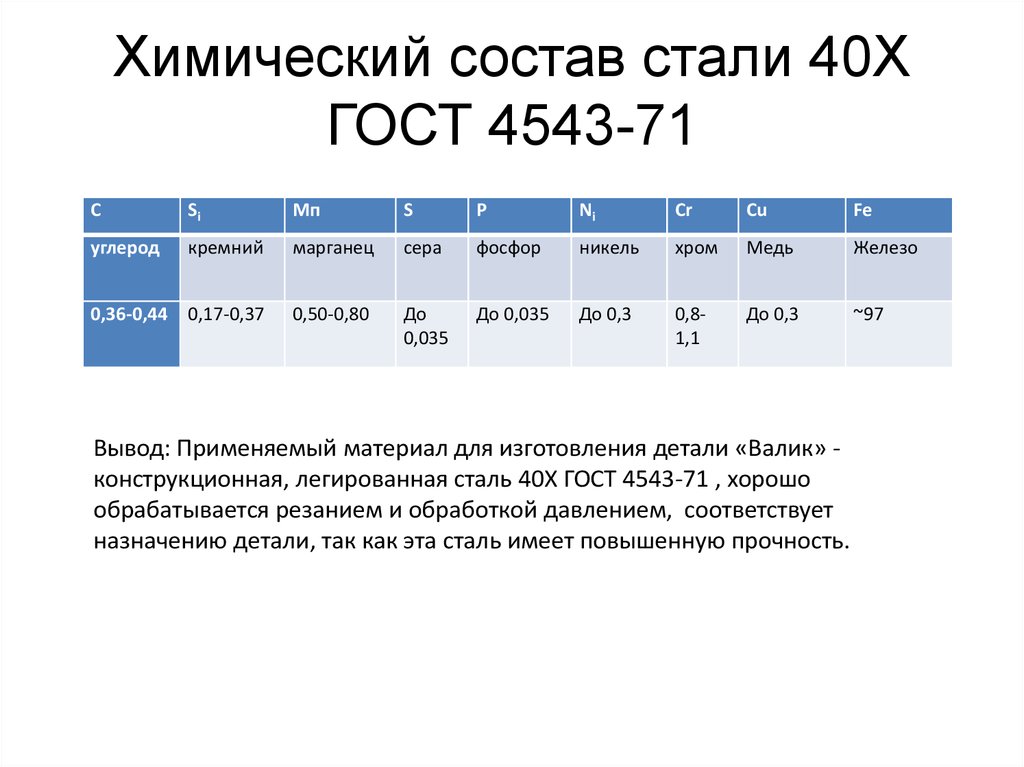
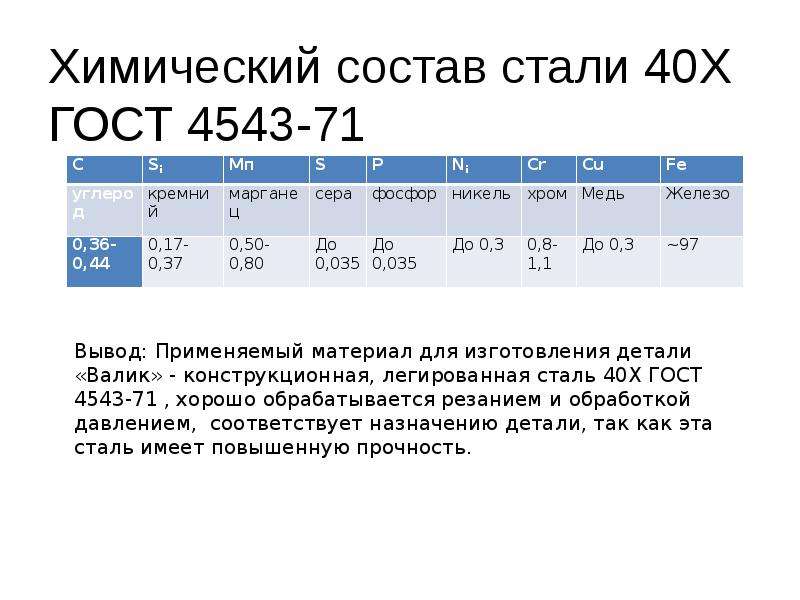
Расшифровка стали 40Х
На территории СНГ применяется стандарт ГОСТ 4543-2016, который позволяет определить не только химический состав, но и различные эксплуатационные качества материала.
Сталь 40Х ГОСТ определяет следующие вещества в составе:
- Первая цифра 40 применяется для обозначения основного элемента в составе, которым является углерод. Как правило, большая часть состава приходится на железо, а углерод, концентрация которого составляет 0,44%, определяет основные эксплуатационные характеристики.
- Следующая буква Х указывает на то, что в составе есть легирующий элемент, представленный хромом. Отсутствие цифры после буквы указывает на то, что концентрация элемента составляет 1,1%. Как ранее было отмечено, хром повышает коррозионную стойкость структуры. Однако, рассматриваемая марка стали 40Х не характеризуется высокими антикоррозионными качествами.
- Рассматривая 40Х ГОСТ отметим, что в состав входит довольно большое количество никеля, кремния и марганца. Они определяют некоторые эксплуатационные характеристики металла, но они не отмечаются в маркировке.
Расшифровка позволяет определить химический состав и основные эксплуатационные качества материала. Стоит учитывать, что зарубежные производители применяют иные стандарты при маркировке материалов, но химический состав у аналогов примерно схожий.
Способы сварки стали 40Х. Чему отдать предпочтение?
Основной проблемой при сварке такой стали являются появление трещин и внутренних дефектов.
Сваривать данный металл можно тремя видами сварки:
- электродуговой;
- электрошлаковой;
- контактно-точечной.
Для снижения возможных появлений трещин обязательно выполняются следующее шаги:
- Предварительная термообработка.
- Подогрев в процессе сварки.
- При контактно-точечной сварке также выполняется термообработка в заключение.
Электродуговая сварка
Сварочные швы выполняются за счет горения электрической дуги.
ЭДС и ее сущность:
- зажигание дуги – касанием электрода о металл детали;
- поддержание длины дуги во время работы;
- перемещение электрода вдоль сварного шва.
Выделяется три варианта электродуговой сварки:
- Ручная дуговая. Это самый простой и доступный метод для домашнего мастера или в небольшой мастерской, где не требуется большой ответственности по качеству. Он не требует специальной подготовки. Минимальный набор оборудования: специальный электрод для легированных сталей Э85 УОНИ – 13/85, имеющий покрытие с пониженным содержанием водорода; сварочные трансформаторы и выпрямители либо сварочные инверторы.
- Электродуговая с аргоном, являющаяся самым применяемым и качественным способом сваривания стали 40Х. Для защиты места сварки от газов, содержащихся в воздухе, применяется защита аргоном. Аргоновая дуговая сварка – это промышленный вариант соединения легированной стали. Может быть полуавтоматической и автоматической. Присадочный материал применяется той же марки, что и свариваемый металл.
- Газовая сварка с помощью ацетилена. Это более дешевый и простой способ, чем аргоновая сварка, но менее надежный. Он не подходит для толстых листов, и это усложняет работу.
Электрошлаковая сварка
Это бездуговой метод. Источником тепла служит флюс, находящийся между свариваемыми изделиями и нагреваемый проходящим через него электротоком.
ЭШС выполняется снизу вверх, чаще при вертикальном расположении свариваемых деталей и с зазором между ними.
https://youtube.com/watch?v=YXxQqmjL0qA
Контактно-точечная сварка
При такой сварке детали зажимаются в электродах сварочной машины или специальных сварочных клещах. Проходя между электродами, электрический ток разогревает металл деталей в месте их соединения до температуры плавления.
Далее ток отключается и происходит сильное сжатие электродов с деталями – проковка. В таком положении детали остывают и получается сварное соединение.
В месте соединения деталей сопротивление наибольшее и нагрев протекающими токами происходит именно там.
Разогрев и расплавление стали под воздействием тока приводит к образованию литого ядра сварной точки. Это и есть принцип работы КТС.
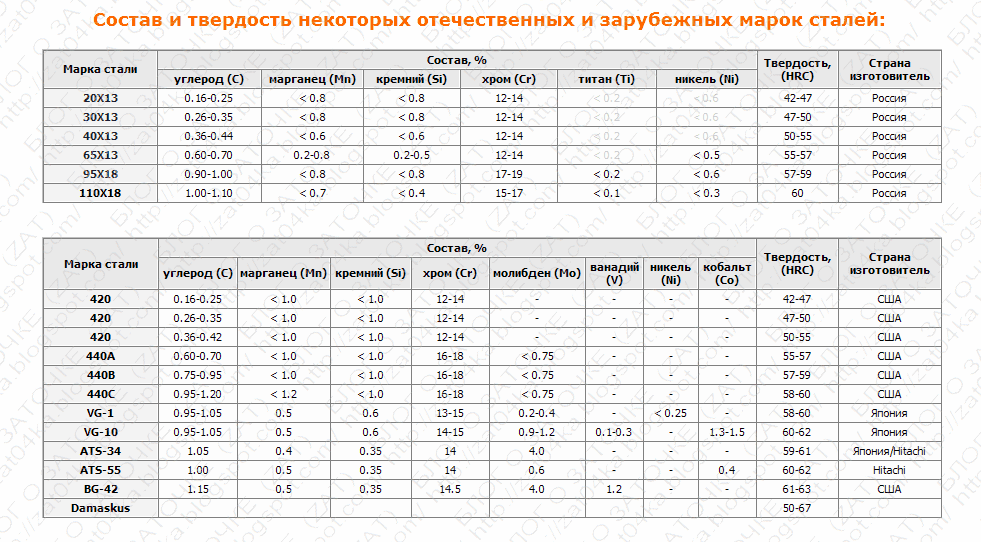
Химический состав
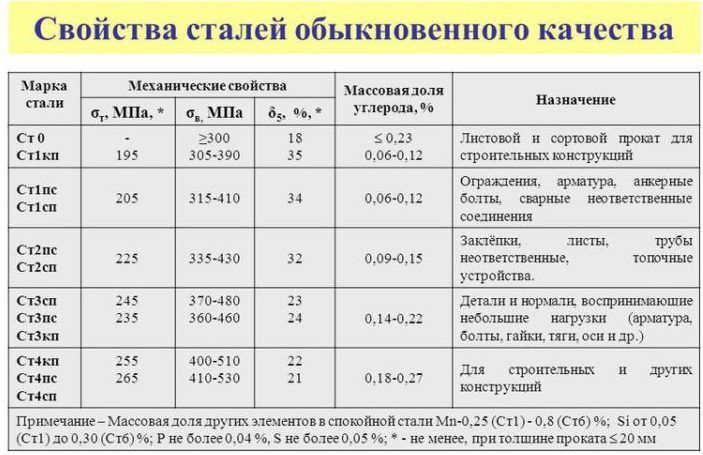
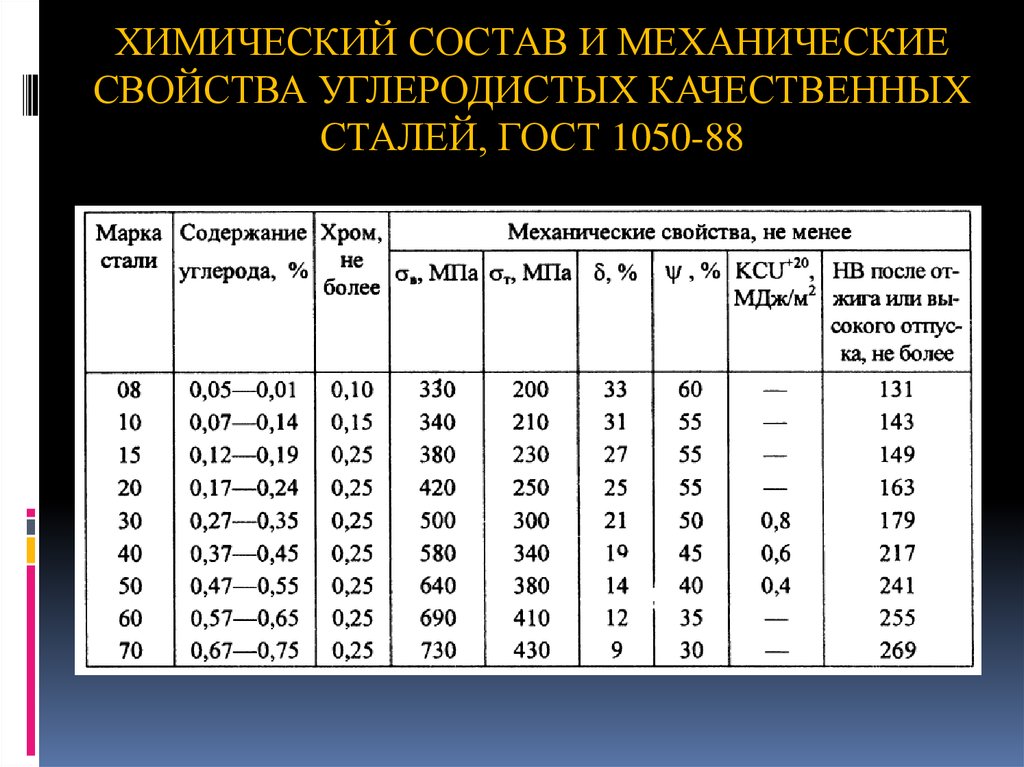
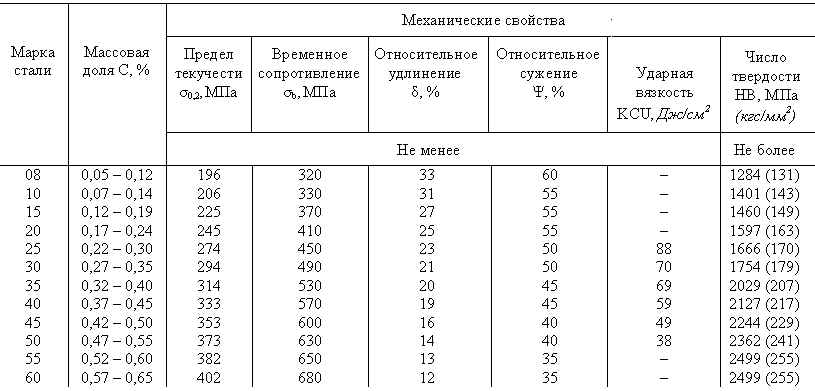
Здесь принято выделять 3 разновидности. Главным отличием их друг от друга является процентное отношение в них такого вещества как углерод (С). Таким образом, согласно ГОСТ 380-71 и 1050-75 выделяют:
| Разновидность металла по химическим характеристикам | Процент насыщения углеродом (С), % |
| Низкоуглеродистая | ≤ 0,3 |
| Среднеуглеродистая | 0,3-0,7 |
| Высокоуглеродистая | ≥ 0,7 |
Первую разновидность можно с легкостью подвергать газо- и электросварке. Если повысить уровень концентрации С в данном металле, то произойдет усиление его прочности. Соответственно, он тяжелее подвергается деформации.
Помимо вышеуказанных разновидностей стали широко применяются и легированные ее варианты. В данном случае, состав металла дополняется Si, Mo, Ni, Cr, Mn, W, V и Ti. Делается это с целью увеличения коэффициента прочности изготавливаемых из такого сплава изделий. В зависимости от степени насыщения примесями такие стальные марки подразделяются:
| Легированные виды металла | Процент содержания дополнительных примесей, % |
| Низколегированный | ≤ 5 |
| Среднелегированный | 5-10 |
| Высоколегированный | ≥ 10 |
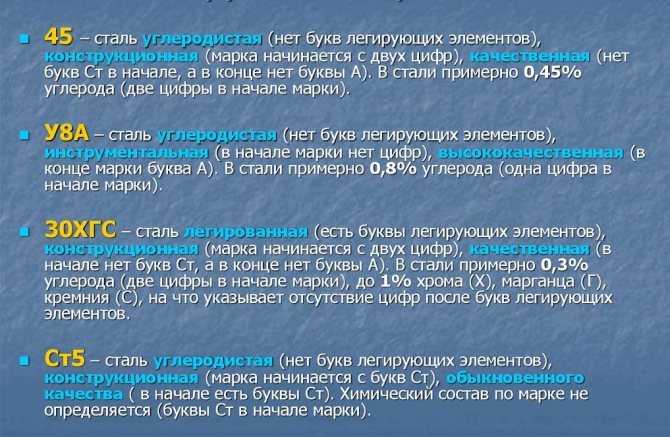
Пример расшифровки сталей
| Химический элемент | Обозначение | Химический элемент | Обозначение | ||
| Ниобий | Nb | Б | Бор | В | P |
| Вольфрам | W | В | Кремний | Si | С |
| Марганец | Mn | Г | Титан | Ti | T |
| Медь | Сu | Д | Ванадий | V | Ф |
| Кобальт | Со | К | Хром | Cr | X |
| Молибден | Мо | М | Цирконий | Zr | Ц |
| Никель | Ni | Н | Алюминий | Аl | Ю |
Немного общих сведений
Под закалкой понимается процедура, во время которой изменяется кристаллическая решетка стали и ее сплавов, за счет чего удается добиться поддержания критической температуры, причем последняя выбирается для определенного материала в индивидуальном порядке. Обычно по достижении требуемого температурного уровня заготовка подвергается резкому охлаждению. Для выполнения этого этапа используют воду или масло.


Важным моментом является то, что в отношении инструментальных сталей выполняют неполную закалку. В основе лежит нагрев до температуры, при которой удается вызвать появление избыточных фаз. Ряд иных марок сталей требует проведения полной закалки. Их нагревают до отметки, превышающей на 50 градусов температуру, которую выдерживают при неполной закалке. В случае обработки цветных металлов нет необходимости доводить термообработку до полиморфного превращения, а вот для стали полиморфное превращение является обязательным требованием.
Аналоги и номенклатура
Марку стали 40Х можно заменить отечественными аналогами:
- 45Х;
- 38ХА;
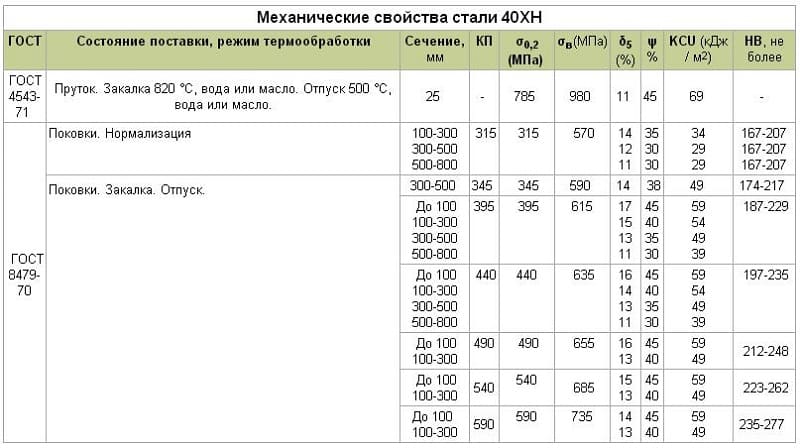
- 40ХН;
- 40ХС;
- 40ХФ;
- 40ХР.
Зарубежные аналоги имеют другую маркировку, однако составы этих сплавов приблизительно совпадают:
- G51400 и H51350 – Соединенные Штаты;
- 37Cr4, 41Cr4, 41CrS4 – Германия;
- 35Cr, 38CrA, 40Cr и 40CrA – КНР;
- SCr435, SCr440 – Япония;
- 37Cr4, 41Cr4 – Франция;
- 36CrMn4 – Италия;
- 2245 – Швеция;
- 14140 – Чехия.
Классификация конструкционных легированных сталей регламентируется ГОСТом 4543-71. В нем прописаны технические условия на разные виды проката. По характеристикам стали 40Х ГОСТ 4543-71 относит ее к классу хромистых сплавов и устанавливает:
- предельное содержание примесей, негативно влияющих на технологические свойства материала, например, серы и фосфора;
- режимы термообработки.
Сталь поставляется в виде:
- сортового проката по нескольким стандартам;
- калиброванного прутка;
- прутка шлифованного и серебрянки по ГОСТу 14955-77;
- толстого листа и полос;
- поковок, согласно ГОСТу 8479-70;
- труб и соединительных частей к ним.
Технические характеристики стали 14Х17Н2
Отечественные
Возможность замены на материал родственного состава должна анализироваться в каждом случае, универсального решения не существует.
Отечественные заменители:
- 38ХА. Углерода — 0,38%, хрома — до 1,5%, «А» — обозначение сплава стандарта высокого качества;
- 40ХН. Углерода — 0,40%, легирование 1,1%-м хромом и 1,5%-м никелем;
- 40ХС. Количество углерода и хрома остается тем же, дополнительный легирующий элемент — кремний в концентрации 1,2-1,5%
- 40ХФА. Углерод — 0,40%, легирующий элемент — ванадий 1,1%.«А» — железоуглеродный сплав высокого стандарта качества. Используется при температурах до +400°С
Применение: изготовление заготовок и конечных продуктов усиленной износостойкости (шестерней, опор, валов, осей), в т.ч. для предприятий по добыче газа и нефти (трубопроводы, корпуса).
Зарубежные аналоги Стали 40Х
| США | Германия | Япония | Франция | Англия | Евросоюз | Италия | Бельгия | Испания |
| — | DIN,WNr | JIS | AFNOR | BS | EN | UNI | NBN | UNE |
| 5135 | 1,7034 | SCr435 | 37Cr4 | 37Cr4 | 1.7034 | 36CrMn4 | 37Cr4 | 37Cr4 |
| 5140 | 1,7035 | SCr435H | 38C4 | 41Cr4 | 1.7035 | 36CrMn5 | 41Cr4 | 38Cr4 |
| 5140H | 1,7045 | SCr440 | 38C4FF | 530A36 | 1.7039 | 37Cr4 | 45C4 | 38Cr4DF |
| 5140RH | 37Cr4 | SCr440H | 41Cr4 | 530A40 | 37Cr4 | 38Cr4KB | 41Cr4 | |
| G51350 | 41Cr4 | 42C4 | 530H36 | 37Cr4KD | 38CrMn4KB | 41Cr4DF | ||
| G51400 | 41CrS4 | 42C4TS | 530H40 | 41Cr4 | 41Cr4 | 42Cr4 | ||
| H51350 | 42Cr4 | 530M40 | 41Cr4KD | 41Cr4KB | F.1201 | |||
| H51400 | 41CrS4 | F.1202 | ||||||
| F.1210 | ||||||||
| F.1211 | ||||||||
| Китай | Швеция | Болгария | Венгрия | Польша | Румыния | Чехия | Австралия | Юж.Корея |
| GB | SS | BDS | MSZ | PN | STAS | CSN | AS | KS |
| 35Cr | 2245 | 37Cr4 | 37Cr4 | 38HA | 40Cr10 | 14140 | 5132H | SCr435 |
| 38CrA | 40Ch | 41Cr4 | 40H | 40Cr10q | 5140 | SCr435H | ||
| 40Cr | 41Cr4 | Cr2Z | SCr440 | |||||
| 40CrA | Cr3Z | SCr440H | ||||||
| 40CrH | ||||||||
| 45Cr | ||||||||
| 45CrH | ||||||||
| ML38CrA | ||||||||
| ML40Cr |
Условные обозначения
| Механические свойства | |
| σB | временное сопротивление разрыву (предел прочности при растяжении), МПа |
| σ0,2 | предел текучести условный, МПа |
| σсж | предел прочности при сжатии, МПа |
| σсж0,2 | предел текучести при сжатии, МПа |
| σ0,05 | предел упругости, МПа |
| σизг | предел прочности при изгибе, МПа |
| σ-1 | предел выносливости при испытании на изгиб с симметричным циклом нагружения, МПа |
| δ5 , δ4 , δ10 | относительное удлинение после разрыва, % |
| ψ | относительное сужение, % |
| ν | относительный сдвиг, % |
| ε | относительная осадка при появлении первой трещины, % |
| τК | предел прочности при кручении, максимальное касательное напряжение, МПа |
| τ-1 | предел выносливости при испытании на кручение с симметричным циклом нагружения, МПа |
| KCU и KCV | ударная вязкость, определенная на образце с концентраторами вида U и V, Дж/см2 |
| HRCэ и HRB | твёрдость по Роквеллу (шкала C и B соответственно) |
| HB | твёрдость по Бринеллю |
| HV | твёрдость по Виккерсу |
| HSD | твёрдость по Шору |
| Физические свойства | |
| E | модуль упругости нормальный, ГПа |
| G | модуль упругости при сдвиге кручением, ГПа |
| ρn | плотность, кг/м3 |
| λ | коэффициент теплопроводности, Вт/(м∙°C) |
| ρ | удельное электросопротивление, Ом∙м |
| α | коэффициент линейного теплового расширения, 10-61/°С |
| с | удельная теплоёмкость, Дж/(кг∙°С) |
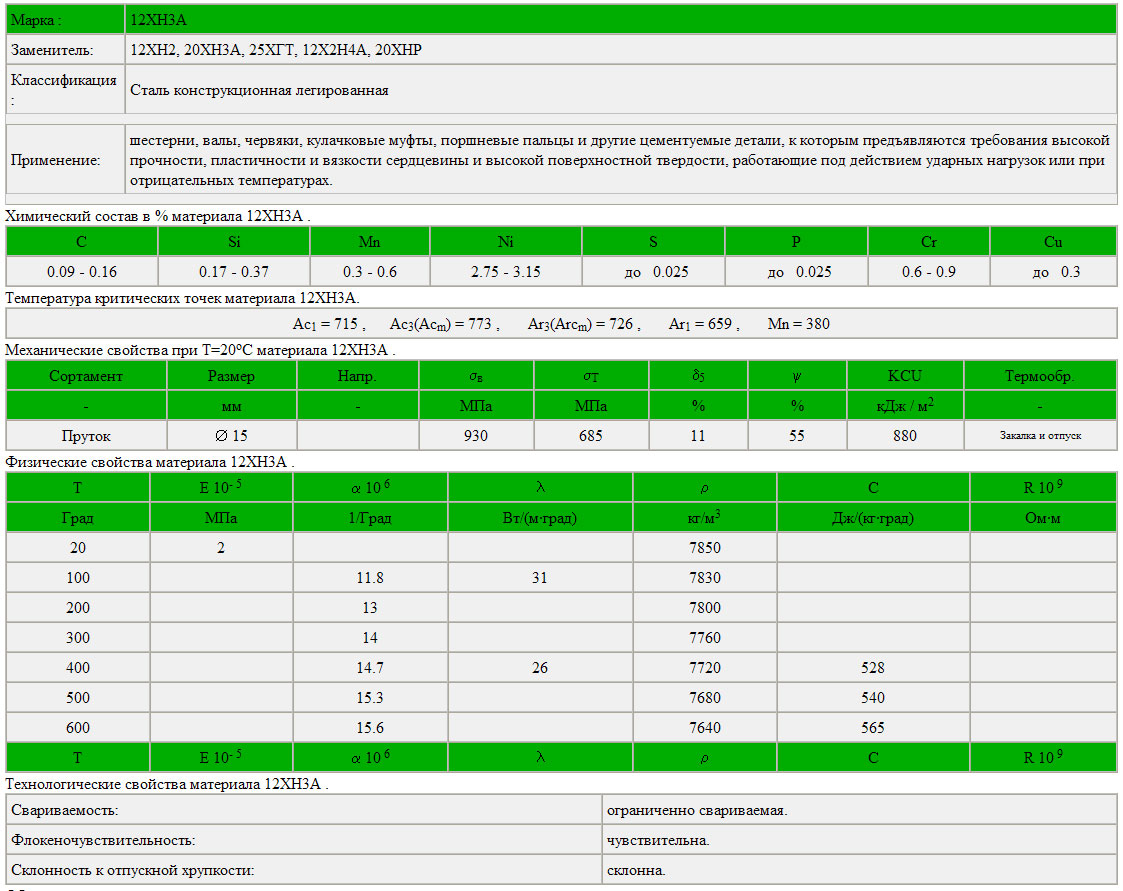
Физические и механические свойства
Рассматривая механические свойства стали 40Х следует учитывать, что она обладает высокой твердостью и прочностью, структура может выдерживать существенную нагрузку и во время эксплуатации не подвергаться разрушению. Сталь 40Х характеризуется следующими положительными качествами:
Достаточно высокая коррозионная стойкость, которая достигается при включении в состав хрома.
Высокие прочностные показатели. Твердость измеряется в различных показателях, часто применяется HRC и HB
Показатель твердости соответствует значению 217 МПа.
При выборе более подходящего материала уделяется внимание и удельному весу. Плотность стали 40Х составляет 7820 кг/м3.

Свойства Ст 40х
Модуль упругости и предел текучести могут варьироваться в достаточно большом диапазоне, что зависит от температуры. К примеру, при существенном повышении температуры модуль упругости падает. Предел текучести определяет то, насколько применим сплав при получении заготовок методом литья.
Есть и несколько существенных недостатков у сплава:
- Отпускная хрупкость. После закалки структура становится весьма восприимчивой к ударной нагрузке. Снизить вероятность повышения хрупкости можно при соблюдении технологии термической обработки.
- Высокая степень склонности к образованию флокенов. Она свойственна довольно большому количеству различных сплавов.
- Плохая свариваемость усложняет процесс изготовления различных изделий. При желании могут применяться самые различные технологии сварки. Процесс существенно упрощается за счет предварительного нагрева структуры. Кроме этого, структура сложна в резке при применении сварочного оборудования.
- Флокеночувствительность – свойство, которое определяет высокую вероятность появления внутренних трещин после отливки различных изделий. Подобные дефекты часто возникают при горячей деформации легированной стали. Подобные дефекты становятся причиной высокой концентрации водорода во время термической обработки. Снизить вероятность появления дефектов можно за счет строгого соблюдения температурного режима.

Сварка стали
В последнее время достаточно часто применяется метод вакуумизации сплава, за счет чего снижается концентрация водорода. Именно поэтому качество полученной структуры существенно увеличивается.
Процесс закалки
Процесс обработки высокой температурой стали 40Х и иного сплава называют закалкой. Стоит учитывать, что нагрев выполняется до определенной температуры, которая была определена путем многочисленных испытаний. Время выдержки, после которого проводится охлаждение, а также другие моменты можно узнать из специальных таблиц. Провести нагрев в домашних условиях достаточно сложно, так как в рассматриваемом случае нужно достигнуть температуры около 800 градусов Цельсия.

Химический состав стали 40Х
Результатом сильного нагрева и выдержки металла 40Х на протяжении определенного времени с последующим резким охлаждением в воде становится повышение твердости и уменьшение пластичности. При этом результат зависит от нижеприведенных показателей:
- скорости нагрева металла 40Х;
- времени выдержки;
- от скорости охлаждения.
При проведении работы в домашних условиях следует учитывать температуру обработки и время охлаждения.
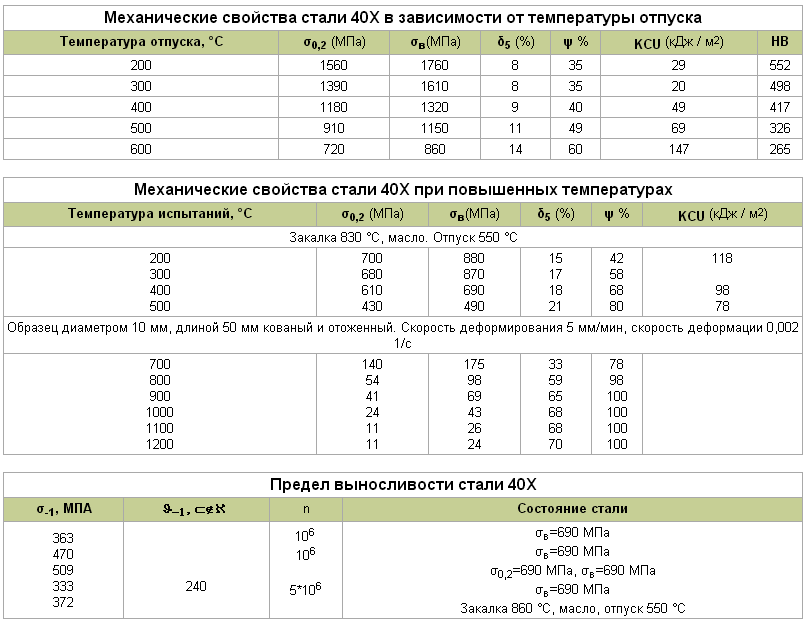
![]()
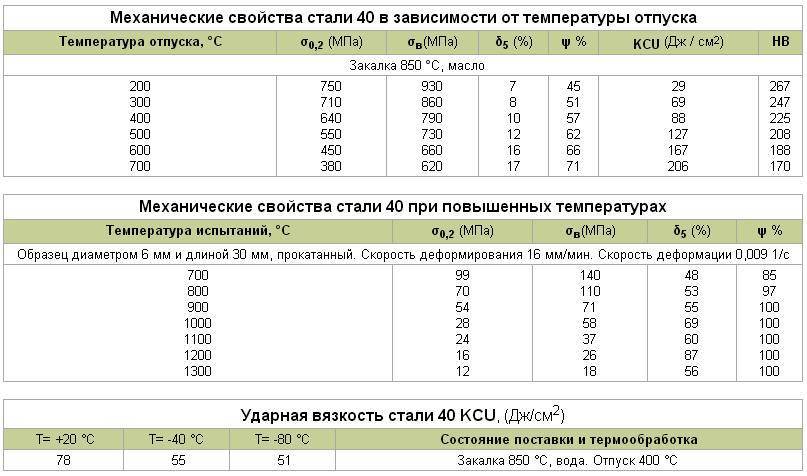
Механические свойства стали 40Х в зависимости от температуры отпуска
В домашних условиях ТВЧ используется крайне редко. После проведения работы при использовании ТВЧ повышается эксплуатационная прочность детали, что связано с появлением поверхностных сжимающих напряжений.

Читать также: Затяжка болтов гбц без динамометрического ключа
Провести закалку 40Х на примере изделия болта М24 можно следующим образом:
- разогревается электропечь;
- следует провести разогрев до 860 °C, для чего в некоторых случаях необходимо 40 минут;
- время, необходимое для аустенизации, после которого проводится охлаждение, составляет 10-15 минут. Равномерный желтый цвет изделия – признак правильного прохождения процесса закалки 40Х;
- завершающим этапом становится охлаждение в ванной с водой или другой жидкостью.
Определить самостоятельно момент, после которого следует охладить металл, в промышленных и домашних условиях невозможно. Именно поэтому по проведенным исследованиям было принято, что для нагрева металла в электропечах необходимо 1,5-2 минуты на один миллиметр, после чего структура может быть перегрета.
Определение твердости проводится по методу Роквелла. Улучшение, проведенное путем отпуска или закалки, можно измерить при помощи обозначения HRC. Стандартное обозначение HR, к которому проводится добавление буквы в соответствии с типом проведенного испытания. Обозначение HRC наиболее часто встречается, последняя буква означает использование алмазного конуса с углом 120 0 при испытании.
Расшифровка стали 40Х
Марку 40Х, относят к конструкционным, легированным. В результате того, что в состав стали может входить от 0.36 и 0.44% углерода и от 0.8 и до 1.1% хрома, она становится трудно свариваемой. То есть, для получения качественного шва необходимо выполнить ряд дополнительных технологических операций. Перед тем как начать сварку, кромки деталей необходимо подогреть до 300 ºC. После того как шов получен, надо выполнить отжиг.
Полный состав 40Х:
| С(углерод) | Si(кремний) | Mn(марганец) | Ni(никель) | S(сера) | P(фосфор) | Cr(хром) | Cu(медь) |
| 0,36-0,44 | 0,17-0,37 | 0,5-0,8 | до 0,3 | до 0,035 | до 0,035 | 0,8-1,1 | до 0,3 |
Химический состав стали 40Х позволяет ее применять для производства деталей с высокими параметрами прочности. К этим деталям относят:
- валы механизмов;
- оси;
- шпиндели;
- зубчатые венцы и пр.
ГОСТ 4543-71
При производстве стали изготовители руководствуются нормами ГОСТ 4543-71. Он определяет технические условия на прокат из легированной конструкционной стали. Его нормы распространяются на такие виды проката, как слитки, поковки и пр.
ГОСТ 4543-71 даёт чёткую классификацию конструкционных легированных сталей. В соответствии с ней сталь марки 40Х относится к группе хромистых сталей.
В этом же документе определены параметры качества, то есть, определяет максимально допустимое количество примесей, которые влияют на технические характеристики конструкционной легированной стали. К таким примесям относят серу, фосфор, медь и некоторые другие.
Кстати, в этом же документе определены режимы термической обработки проката.