
Компенсатор постоянной составляющей тока дуги
Дуга, горящая между вольфрамовым электродом и алюминием,
искажает форму кривой переменного тока. Это связано с разной проводимостью дуги
прямой и обратной полярности.
Дуговой промежуток прямой полярности имеет небольшое сопротивление,
и через него течет максимальный ток. Дуговой промежуток обратной полярности
отличается повышенным сопротивлением, протекающий через него ток намного ниже.
В результате общий ток дуги прямой полярности вызывает постоянную составляющую
тока дуги.
Небольшой по величине общий ток дуги обратной полярности не
может эффективно удалять окисную пленку. Для нормальной сварки алюминия эти два
тока необходимо выровнять.
Устройство, выравнивающее токи дуги прямой и обратной
полярности, получило название «компенсатор постоянной составляющей сварочного
тока».
Видео: «Компенсаторы постоянной составляющей для аргоновой сварки алюминия».
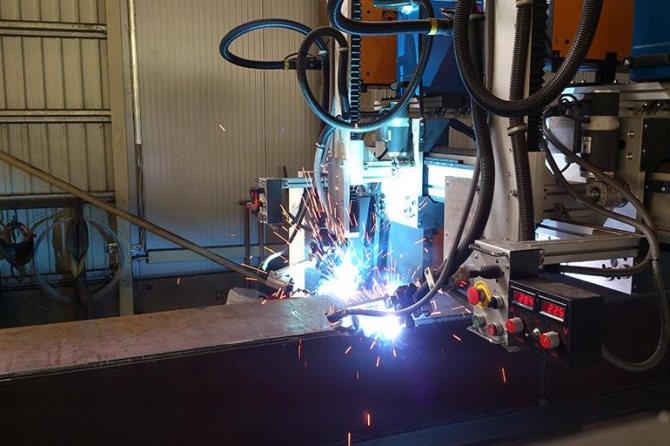
Виды сварки автоматом
Способ выбирают с учетом характеристик соединяемых материалов, типа оборудования, требований к качеству швов.
В газовой среде
Автоматическая дуговая сварка в аргоне ведется с использованием неплавящегося вольфрамового электрода. Между стержнем и заготовкой появляется дуга. Незадолго до этого начинается подача инертного газа, предотвращающего контакт сварочной ванны с воздухом. Это помогает получить прочный однородный шов. Аргонодуговая сварка чаще всего ведется с помощью стационарной головки. Заготовка автоматически проворачивается под этим элементом, что помогает получить равномерное соединение. Реже сварка выполняется с использованием движущейся головки.
Сварку в защитных газах можно выполнять неплавящимся электродом.
С использованием флюса
При сварке под флюсом плавящийся стержень подается в сварочную ванну с помощью роликов. Напряжение на конце проволоки способствует формированию дуги. Флюс защищает обрабатываемые области от попадания посторонних включений. После сварки таким способом шов требует дополнительной механической обработки. При отказе от чистки соединение становится менее прочным.
Плазменная сварка
Метод применяется для быстрого соединения стальных деталей. Особенностью плазменной сварки считается то, что:
- дуга образуется между электродами, установленными в головке горелки;
- в процессе сварки в обрабатываемую область подается гелиевая или аргоновая смесь, находящаяся под высоким давлением (это обеспечивает ионизацию пламени, повышает температуру дуги);
- используемое для плазменной сварки оборудование устанавливается на поворотные кронштейны;
- расстояние от головки до центральной области меняется, что позволяет использовать оборудование при создании кольцевых швов;
- с учетом толщины металла и нужной глубины шва оборудование может снабжаться механизмом подачи присадочной проволоки.
Рекомендуем к прочтению Как варить полуавтоматом без газовой среды
Плазменная сварка применяется для соединения стальных деталей.
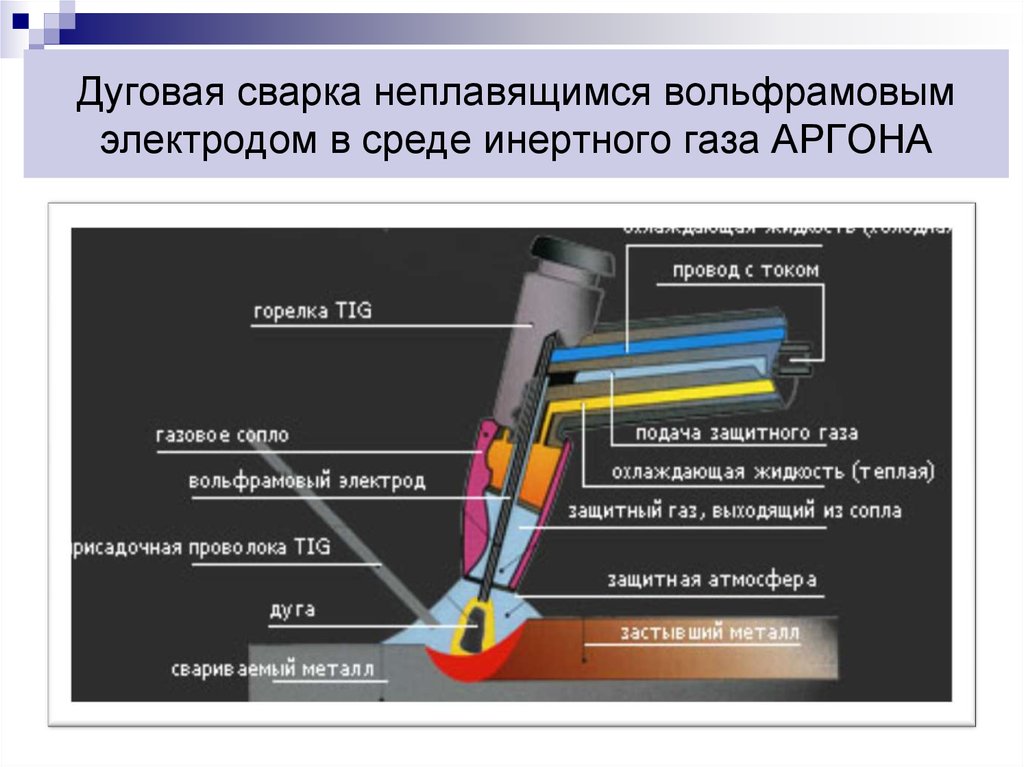
Аргонодуговая сварка неплавящимся электродом (TIG)
Технология получения сварных соединений в защитной атмосфере инертных газов обладает рядом достоинств. Среди них:
- высокая прочность и долговечность шва;
- стабильность глубины проплавления;
- высокая производительность;
- пригодность для сварки тонких заготовок;
- работа с цветными металлами, черными и нержавеющими стальными сплавами.
Сваривание неплавящимся электродом, изготовленным из вольфрама с определенными добавками, называется TIG (Tungsten Inert Gas). Она применяется для сваривания титана. Этот металл в нагретом состоянии приобретает повышенную химическую активность, реагируя с кислородом, азотом и водяными парами, содержащимися в воздухе. Защитная атмосфера препятствует контакту металла сварочной ванны и околошовной зоны с воздухом и защищает его от окисления.
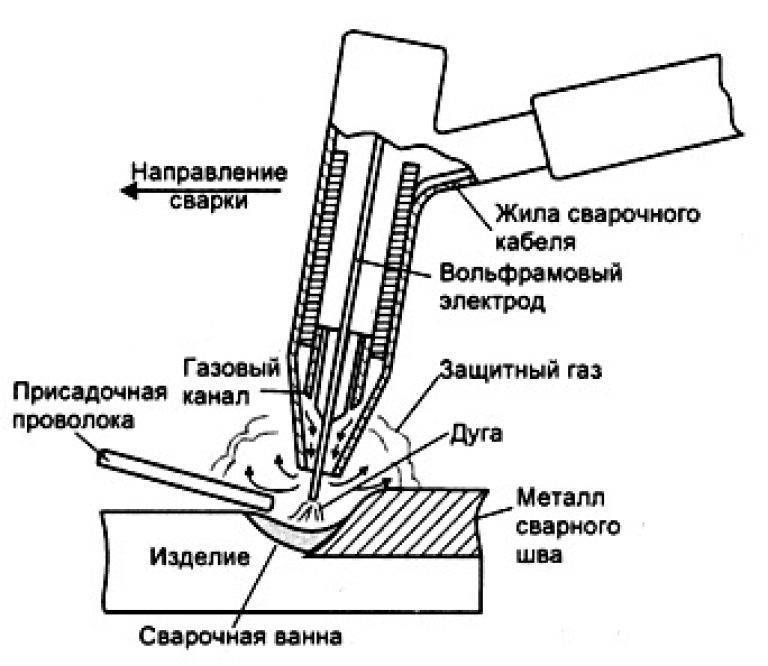
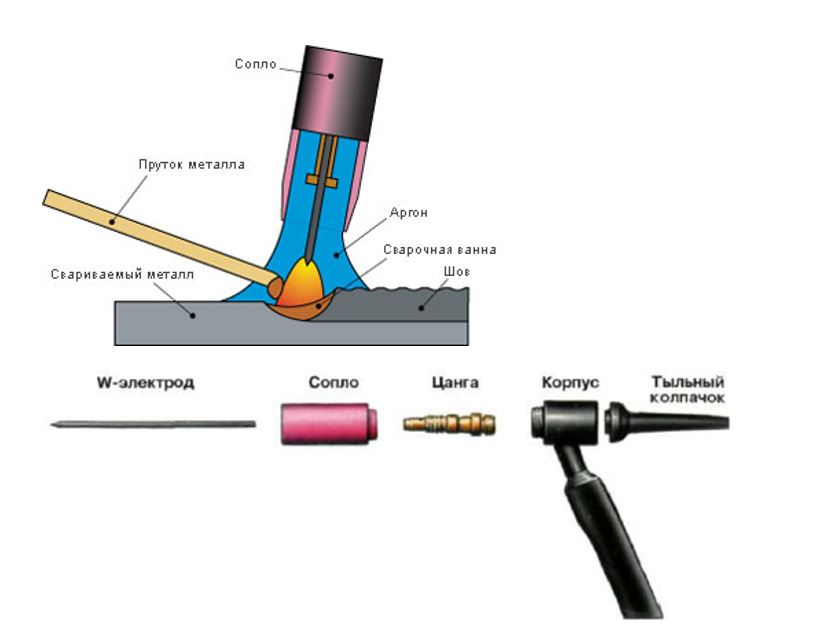
Неплавящийся электрод создает электрическую дугу. Для формирования материала шва используется пруток присадочного материала, который сварщики подает в рабочую зону левой рукой. Пруток плавится от тепла, создаваемого дугой, и стекает в сварочную ванну, смешиваясь с расплавленными кромками заготовок.
Температура плавления вольфрама в 3400оС позволяет сваривать любые металлы и их сплавы. В качестве защитного газа применяют углекислый газ, аргон, и гелий, а также их смеси.
Наиболее эффективную защиту осуществляет гелий. Он обходится дорого, поэтому его применяют только для самых ответственных швов и особо активных металлов.
Аргон существенно дешевле, это наиболее массовый защитный газ, применяемый по нержавеющей стали и цветным металлам, и их сплавам.
Низколегированные сплавы варят в защитной атмосфере углекислого газа, он еще дешевле и позволяет получать соединения хорошего качества.
Современное оборудование, используемое при дуговой сварке в аргоне, позволяет с высокой точностью регулировать сварочные режимы. Это помогает достигать цели — оптимальных характеристик дуги. Это позволяет получать высококачественные швы на изделиях самых разных толщин и пространственных конфигураций
Особенно важно это в таких отраслях, как:
- аэрокосмическая;
- пищевое машиностроение;
- медицина;
- производство вооружений;
- атомное и химическое машиностроение.
При сварке заготовок из алюминия на поверхности сварочной ванны постоянно образуется оксидная пленка. Это тугоплавкое соединение мешает нормальной сварке. Чтобы разрушить оксиды, ведут сварку переменным током. Постоянное изменение полярности не дает образоваться пленке.
Используют ассиметричную форму импульса: положительная полуволна разогревает металл, а отрицательная – разрушает оксидную пленку
Особенно важно подавать газ в рабочую зону за несколько секунд до поджига дуги и прекращать подачу после завершения шва с некоторой задержкой, чтобы дать шву остыть в защитной атмосфере
Аргон, используемый для сварки, должен отвечать жестким требованиям по своим физико-химическим свойствам. Он должен иметь нормированную долю примесей и быть полностью обезвожен.
Необходимо качественно подготовить заготовки к сварке: разделать кромки шва, зачистить и обезжирить сварочную зону.
Аргонодуговая сварка проходит обычно на медных подкладных пластинах, защищающих шов от контакта с воздухом с обратной стороны и не дающих расплаву вытекать вниз
Что можно варить вольфрамовыми электродами
Вольфрамовые электроды являются прутками из вольфрама, которые очень распространены как сварочный материал для сваривания аргонодуговой сваркой. Как правило, их используют для сваривания особо ответственных соединений с использованием постоянного тока обратной полярности, а также для сваривания большинства нержавеющих и высоколегированных сталей. Помимо этого ними сваривают жаропрочные сплавы и цветные металлы.
Технология сваривания, а также производства вольфрамовых электродов работает таким образом, что данный вид электродов обеспечивает стабильное сваривание, стабильную сварочную дугу, а также термостойкость и устойчивость к эксплуатации.
С помощью вольфрамовых сварочных электродов производят сваривание высококачественных сварочных швов. Примечательно, что для сваривания вольфрамовыми электродами не обязательно, чтобы свариваемые детали были разного химического состава. Широкую популярность приобрело сваривание вольфрамовыми электродами в аргоновой среде. Это сильно влияет на процесс сваривания в лучшую сторону. Такое сваривание сразу же прекрасно зарекомендовало себя, особенно при появлении таких металлов, как титан, никель, молибден и высоколегированные стали.
Вольфрамовые электроды являются неплавящимися, однако при сваривании используются вместе с присадочной проволокой. В основном такие электроды применяют для сваривания цветных металлов, а также их сплавов. Помимо этого нередко можно заметить использование вольфрамовых электродов для сварки высоколегированных сталей. Также вольфрамовые электроды используются для получения сварочного шва высокого качества из металлов одного или разных составов.
Неплавящиеся сварочные электроды из вольфрама имеют некоторые отрицательные качества. Среди этих недостатков не очень хорошая зажигаемость сварочной дуги. Для этого нужно совершать зажигание дуги в три этапа:
• Короткое замыкание электрода на заготовке; • Отведение электрода от свариваемого материала на небольшое расстояние; • Возникновение устойчивой сварочной дуги;
Для того чтобы улучшить качество поджога сварочной дуги, а также достичь высокой стабильности при сваривании вольфрамовыми электродами иногда добавляют цирконий. Это позволяет улучшить качество сваривания, а также использовать данный вид электродов в различных токовых средах.




Данный вид сваривания прекрасно зарекомендовал себя для сваривания молибдена, никеля, титана и высоколегированных сталей. В данном случае источником высокой температуры является электрический ток. При таком сваривании основными элементами при сваривании является вольфрамовый электрод и газ аргон. При сваривании неплавящимся электродом подается газ аргон, и сваривание производится уже в защищенной среде. Такая защита прекрасно повышает характеристики сварочного шва, а также делает сам сварочный процесс намного проще и эффективнее.
Сварка алюминиевой банки
Режимы
Режим работы сварочного аппарата необходимо выбирать внимательно, учитывая при этом все исходные данные. От этого во многом зависит результат. Итак:
- Направленность и полярность тока. Определяющим критерием выступает металл, с которым приходится работать. Большинство стальных заготовок, в том числе и с нержавейки, требуют постоянный ток прямой направленности. Касательно цветных металлов, магния и алюминия, то все с точностью до наоборот. Лучше всего выбрать переменный ток с обратной полярностью.
- Расход инертного газа определяется двумя факторами – условий работы и скорости подачи аргона. Сваривание металла на открытой площадке при сильном ветре влечет увеличенный расход инертного газа. Поэтому всегда нужно иметь хотя бы две защищенные от ветра стороны.
На первый взгляд может показаться нерациональным, но в аргоновой смеси присутствует кислород. Его доля небольшая и не превышает 5% общего объема. Казалось бы, что это отрицательно повлияет на качество шва. Но нет. В малых дозах кислород выполняет положительную функцию: он сжигает мелкие вредные примеси. Они вступают в реакцию с газом и сгорают.
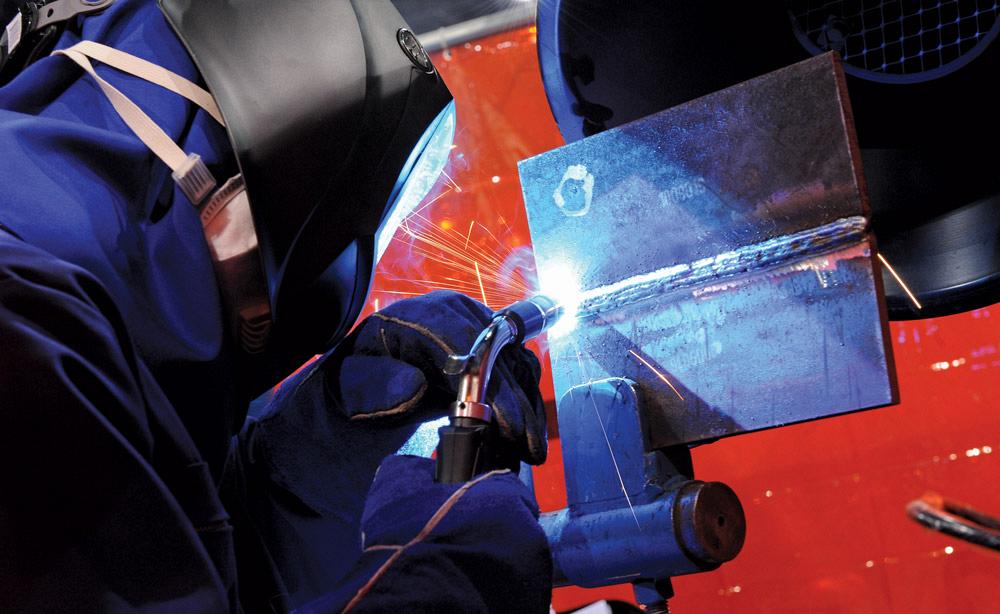
Особенности аргонодуговой сварки
Аргонодуговая сварка ввиду высокой универсальности получила широкое применение. В качестве защитного газа при сварке применяют аргон. Сварка делится на ручную сварку и автоматическую. С её помощь можно получить швы с ровной структурой, аккуратным видом и высокой прочностью.
Основным инструментом выступает аргоновая горелка: с её помощью выполняется соединение металлов. Ввиду специального исполнения вольфрамовый электрод фиксируется с таким расчётом, чтобы конец его стержня выступал над керамическим соплом на несколько миллиметров.
Короткая дуга обеспечивает максимальную глубину проплавления изделия. От техники подачи присадочного материала зависит, насколько аккуратным будет сварочный шов и какую ширину будет иметь. Присадка должна постоянно находиться в зоне защиты и поступать спереди сварочной горелки.
Аргонодуговая сварка TIG будет успешной при соблюдении определённых правил:
- Изделия должны быть подготовлены для сваривания — обезжирены и очищены.
- Чтобы создать защитную среду до выполнения работ, аргонный газ подаётся за 10 секунд.
- Длина дуги должна быть минимально возможной.
- Варить нужно только в продольном направлении, без отклонений в поперечное направление.
- Если подача аргона нарушена, то работу необходимо остановить, так как электрод и присадка должны быть под его защитой.
- Чтобы металл не разбрызгивался, пруток (присадочная проволока) додаётся плавно.
- Качество шва считается хорошим, если сварочная ванна удлинена.
- Завершаются сварочные работы принижением силы тока и отключением через 10 секунд подачи газа.
У каждого вида аргонодуговой сварки свои особенности, определяются они применяемым оборудованием.
Ошибки при ТИГ сварке
Основная ошибка — быстрое сгорание электрода. Это может произойти из-за неправильной полярности выбранного режима, маленькому расходу газа, плохо подобранному диаметру вольфрамового электрода. Может произойти загрязнение сварочного шва вольфрамом. Причина — попадание электрода в сварочную ванну и начало его плавления там.
Шов плохого качества может получиться при наличии конденсата на металле, неисправности шлага или его неплотного прилегания, недостаточного поступления газа, плохой предварительной очистке поверхности. Нестабильность дуги может образоваться вследствие неправильной полярности, загрязненности электрода, слишком длинного его размера.
К распространенным ошибкам относится изменение цвета шва и появление желтого дыма. Причиной является чересчур быстрое отключение аргона. Отключают газ через 10 секунд после того, как погаснет дуга.
Преимущества и минусы
ТИГ сварка имеет в своем арсенале множество достоинств:
- При нагревании металл деформируется минимально.
- Аргон намного тяжелее молекул кислорода, содержащихся в воздухе, поэтому он вытесняет их из сварочной ванны, не допуская окисления.
- Все виды работ выполнить нетрудно, исполнитель, даже не имея большого опыта, быстро справляется с поставленной задачей.
- Шов получается ровным и аккуратным, не требуется последующая обработка.
- Легко соединяются тугоплавкие металлы и алюминиевые конструкции, считающиеся на производстве проблемными.
- Минимальное негативное воздействие на экологию окружающей среды.
Welding TIG имеет и ряд негативных свойств:
- на открытом воздухе при порывах ветра ее невозможно применить, так как инертный газ выдувается из сварочной ванны;
- требуется тщательная предварительная подготовка кромок деталей;
- проблемы сварки в труднодоступных местах из-за конструкции горелки.
Новички часто задают вопрос — что это за название TIG lift, эта функция поджога дуги, когда электрод касается металла, а затем отводится на нужное для качественной сварки расстояние. В момент отведения возбуждается сварочная дуга, но на поверхности остается след, который нужно зачистить после окончания работ.
Это интересно: Cварочный инвертор — для чего он нужен и как его использовать?
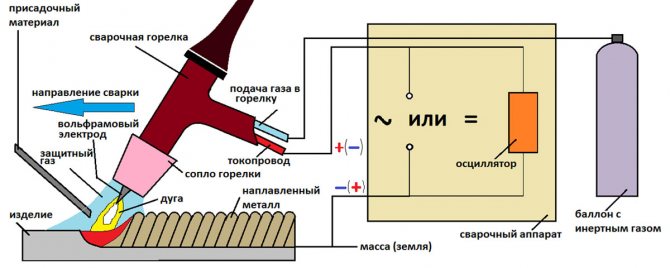
Схемы аргонодуговых установок переменного тока
Простейшую аргоновую сварку переменного тока можно собрать,
соединив вместе два обычных трансформатора. Первичные обмотки включаются
параллельно, вторичные – последовательно (Рис. 6. 3.).
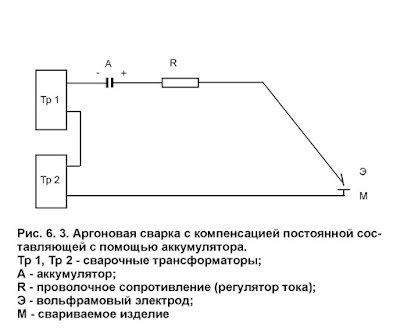
Трансформаторы возьмите с напряжением 50 – 60 В. В
качестве компенсатора постоянной составляющей здесь используется аккумулятор.
В те полупериоды, когда на минус аккумулятора подается минус
с трансформаторов, происходит зарядка аккумулятора. Когда на минус аккумулятора
подается плюс с трансформаторов, напряжение аккумулятора складывается с
напряжением трансформаторов, и в полупериоды обратной полярности начинает течь
повышенный ток. Таким образом, за счет более высокого напряжения дуги обратной
полярности происходит компенсация ее низкой проводимости, токи дуги прямой и
обратной полярности выравниваются.
Аккумулятор возьмите автомобильный или тракторный. При
сварке следите, чтобы электролит аккумулятора не выкипал, своевременно его доливайте.
Если у вас отсутствует
аккумулятор, компенсатор постоянной составляющей тока дуги можно сделать из
диода и проволочного сопротивления (Рис. 6. 4.).

Диод D 1
включается так, что свободно пропускает ток дуги обратной полярности; ток дуги
прямой полярности сварщик уменьшает с помощью проволочного сопротивления R 1. Диод должен быть
рассчитан на ток 100 – 200 А (зависит от мощности ваших
трансформаторов). Длину проволочного сопротивления подберите экспериментально.
Для точного уравнивания токов применяется индикатор из двух
лампочек.
Возьмите две однотипные лампочки (на напряжение от двух до
шести вольт) и два диода небольшой мощности (Д 226 или им подобные). Все
спаяйте, как указано в схеме, и с помощью разъемов типа «крокодил» подсоедините
к проволочному сопротивлению R 2.
Это сопротивление здесь играет роль регулятора тока, и ранее оно уже
описывалось. (Рис. 3. 22.).
Разъемы типа «крокодил» вначале подключите недалеко друг от
друга. Зажгите дугу на угольной пластине и перенесите ее на алюминий. Если ни
одна лампочка не горит, увеличьте расстояние между разъемами.
В случае, если одна лампочка горит сильнее другой,
регулированием длины проволочного сопротивления R 1 выровняйте их яркость.
Компенсатор данного типа удобен тем, что позволяет
использовать для сварки так называемый ассиметричный ток. Такой ток применяется
в двух случаях:
1) очистка поверхности шва от пленки происходит хорошо, но
алюминий расплавляется слишком медленно. Сопротивлением R 1 устанавливаем свечение лампочки
Л 2 более ярким, чем Л 1;
2) недостаточная очистка поверхности; электрод данного
диаметра допускает увеличение нагрева. Сопротивлением R 1 устанавливаем свечение лампочки
Л 1 более ярким, чем Л 2.
Общий ток дуги установите сопротивлением R 2.
В случае, если ваша электропроводка не обеспечивает необходимого
тока, придется делать установку с использованием осциллятора (Рис. 6. 5.).
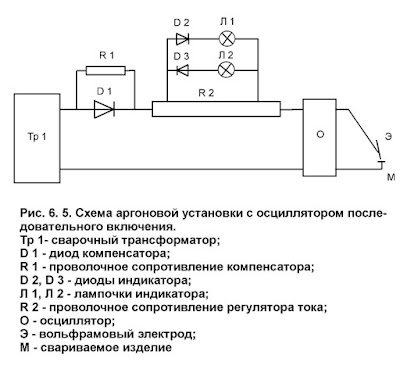
В этой схеме все настройки выполняются, как и в предыдущей.
Осциллятор приобретите в специализированном магазине. Если
там будет выбор, лучше приобрести современную версию осциллятора. Она называется
«импульсный возбудитель-стабилизатор сварочной дуги» и позволяет с помощью
регулировки точно подстроиться к вашему трансформатору.
Трансформатор должен иметь повышенную мощность. Как
показывает опыт, лучше всего использовать самоделку весом не менее 40 кг. Напряжение
холостого хода трансформатора 60 – 80 В.
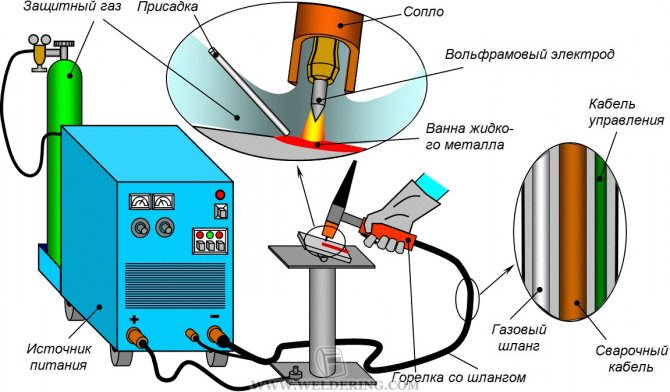
Оборудование для работы с аргоном
Техника сварки аргоном подразумевает довольно широкий и разнообразный набор оборудования. Этого не нужно бояться, так как сварочные аппараты для аргонодуговой сварки со всеми сопутствующими причиндалами в виде универсальных наборов выпускаются серийно и стоят недорого.
Все оборудование для аргонно-дуговой сварки можно разделить на три группы:
- Специализированное оборудование производится для работ с заготовками одного типа.
- Специальное оборудование для аргонной сварки обычно устанавливается на промышленных предприятиях и используется для заготовок одного типоразмера.
- Универсальное оборудование подходит для всех видов работ в аргоне, например, для сварки нержавеющей стали полуавтоматом.
Классификация сварки.
Одним аппаратом для сварки аргоном вам не обойтись. Аргонная сварка требует целый пакет оборудования, понадобится целый список.
Не обязательно все покупать в магазине, большинство предметов из списка вполне можно сделать самостоятельно:
- Специальная горелка с вольфрамовым расходником.
- Основной и вспомогательный трансформаторы. В качестве основного может быть использован аппарат для дугового способа с напряжением до 70 В. Вспомогательный трансформатор нужен для электропитания коммутирующих устройств.
- Осциллятор подключается параллельно источнику питания. Он нужен, чтобы зажечь дугу при работе с неплавящимся вольфрамовым расходником с помощью подачи высокочастотных импульсов. В результате дуговой промежуток ионизируется. Если обычная сетевая частота насчитывает 55 Гц и напряжение в 220 В, то после преобразования осциллятором частота и напряжение поднимаются до 500 кГц и 6000 В соответственно.
- Контактор для подачи напряжения на горелку.
- Реле для включения и отключения контактора и осциллятора.
- Вольфрамовые электроды с проволокой соответствующего диаметра.
- Аргоновый баллон, оборудованный редуктором.
- Выпрямитель для получения постоянного тока с напряжением 24 В.
- Амперметр для измерения силы тока.
- Таймер для контроля времени обдува аргоном.
- Клапан электро-газовый для подачи постоянного или переменного тока в 24 или 220 В соответственно.
- Фильтр для контроля высоковольтных импульсов из осциллятора.
- Аккумулятор для последовательного включения в электрическую цепь с целью стабилизации переменного тока.
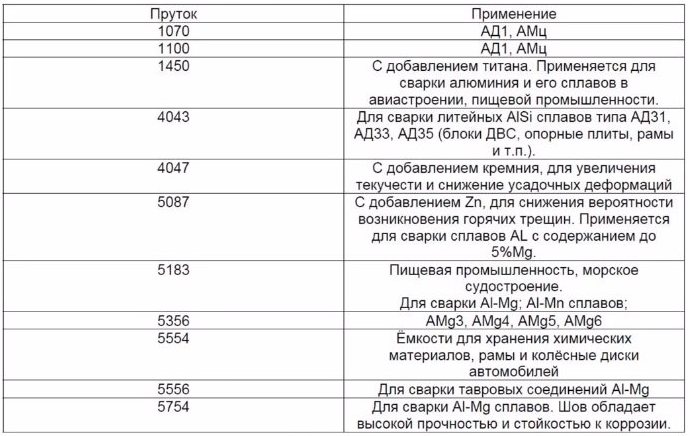
Виды прутков для сварки.
Прогресс не стоит на месте, сварка аргоном в том числе.
Для возможности работать с более толстыми краями свариваемых металлов и повышения производительности в последнее время в технологии сварки аргоном внесены усовершенствования:
- Специальная горелка для использования сразу нескольких вольфрамовых электродов для получения высококачественного шва на высокой скорости.
- Приспособление для нагревания присадочной проволоки.
- Пульсирующий ток для периодических пауз его поступления, во время которых металл кристаллизуется. Если движение дуги синхронизировать с импульсами тока, плавка получается эффективной по всех положениях в пространстве.
Применение
Достоинства сварки ТИГ металлов находят ей применение в отраслях:
- машино- и приборостроение;
- пищевое производство;
- нефтяная промышленность;
- химическая промышленность;
- буровые вышки;
- строительство металлоконструкций для высотных зданий;
- каркасные конструкции из стали;
- трубопроводы;
- авиация;
- космонавтика;
- самолетостроение;
- кораблестроение.
Сварка аргоном ТИГ применяется и для менее глобальных решений. Ее нередко используют в бытовых условиях. Примером являются монтаж в автомобиль кондиционера, заделывание трещин в радиаторе машины. Во всех домах найдется кухонная посуда и металлические сушители для полотенец, изготовленные этим способом.
Такое широкое распространение сварка аргоном TIG получила благодаря тому, что при ее помощи можно сваривать, как углеродистую сталь, так и цветные металлы, сохраняя отличное качество шва.
Применение
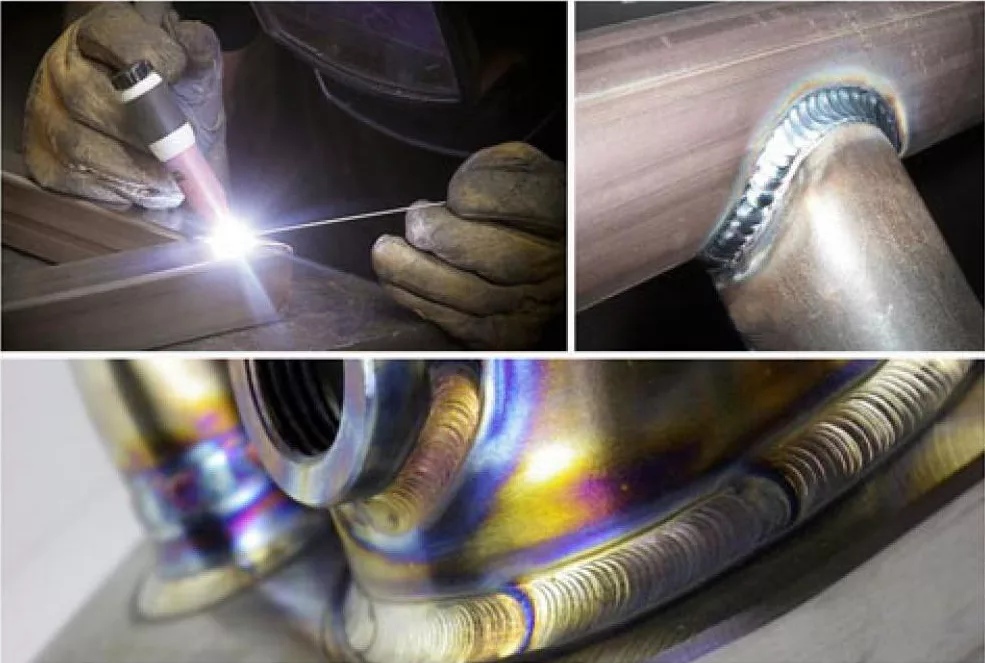
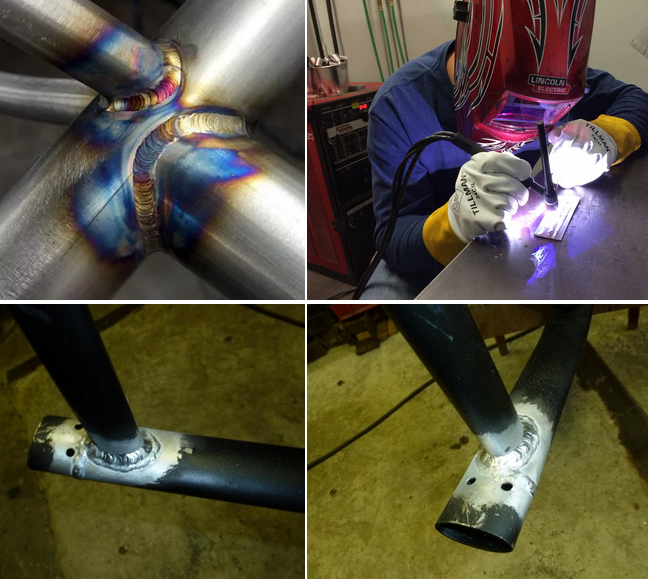
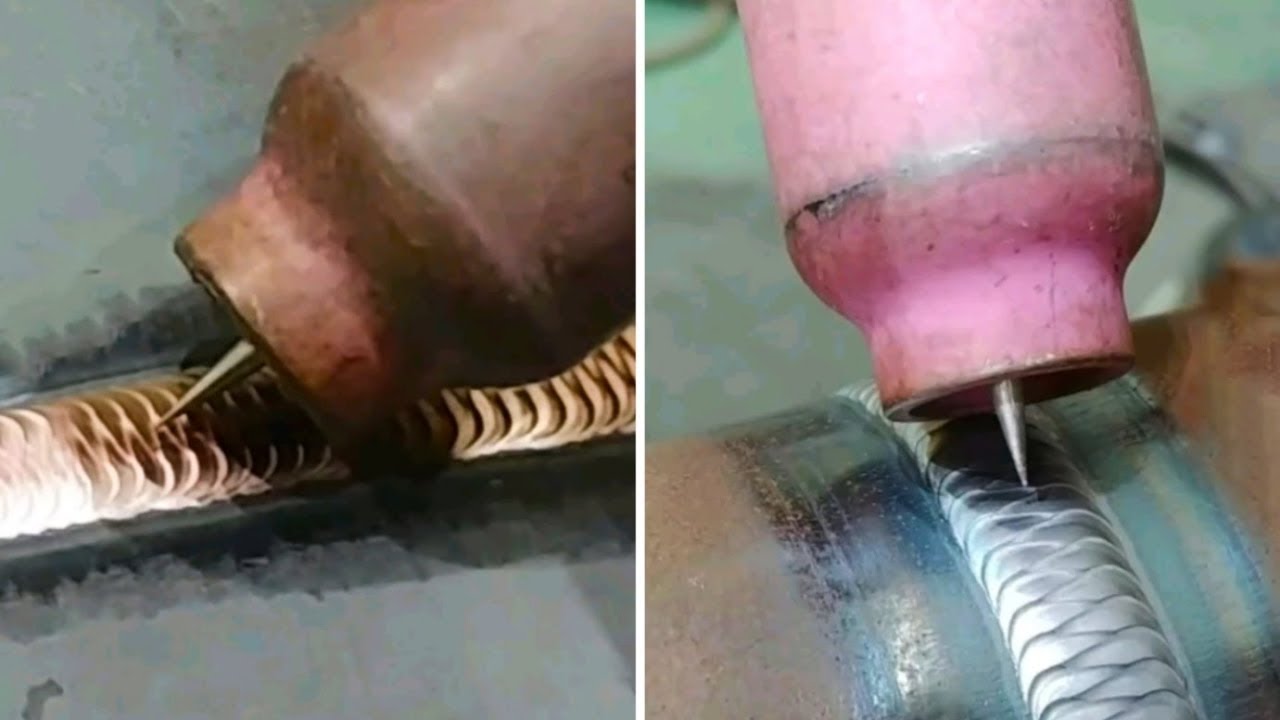
TIG сварка широко используется ввиду высокой температуры горения дуги. Это позволяет применять ее как для сваривания обычной углеродистой стали, так и для работы с цветными металлами: медью, чугуном, титаном, алюминием и драгоценными сплавами. Очень красивые швы получаются при аргоновой сварке нержавеющей стали. В отличии от сварки MMA, требующей очистки от шлака и выполняющейся на меньшей скорости, ТИГ сразу оставляет чистый шов.
В качестве присадочной проволоки используется тот же вид материала, что и свариваемые стороны. Кроме предотвращения пористости, ТИГ сварка делает возможным сварочный процесс для соединения алюминия. Без инертного газа этот расплавленный металл, при взаимодействии с кислородом, сильно окисляется. Образуется пленка не позволяющая создать жидкую сварочную ванну и вести шов. Но благодаря защитной среде, как можно увидеть на соответствующих видео в сети, происходит равномерное расплавление алюминия и формирование шва.





Эти преимущества TIG сварки находят применение в:
- машиностроении;
- изготовлении посуды для пищевой промышленности;
- изготовлении емкостей для химической и нефтеперерабатывающей отрасли;
- производстве полотенцесушителей;
- автосервисах.
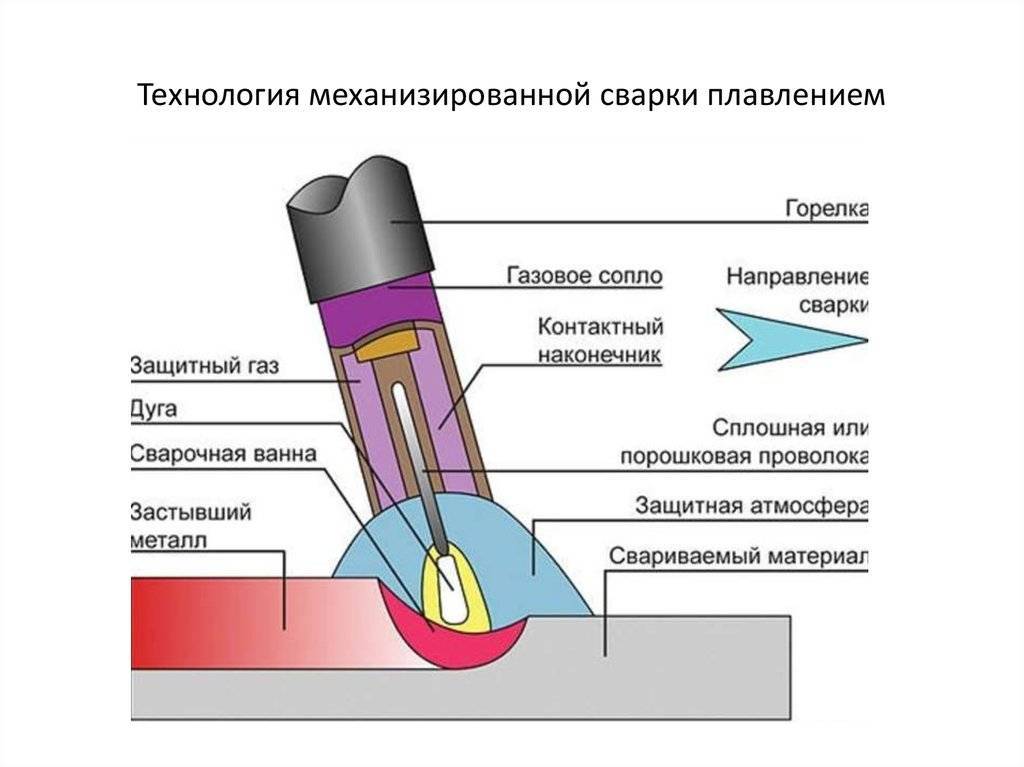
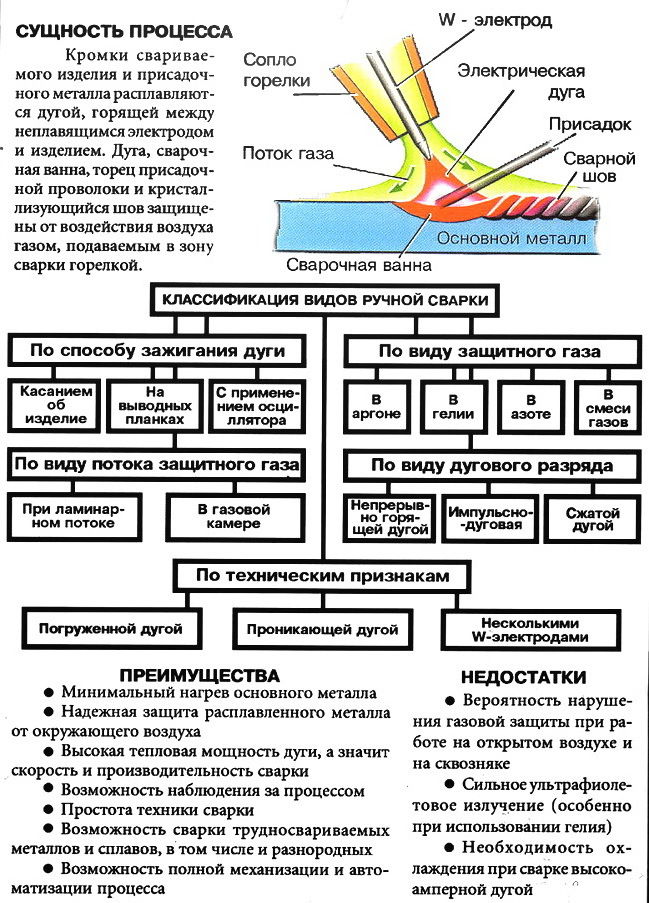
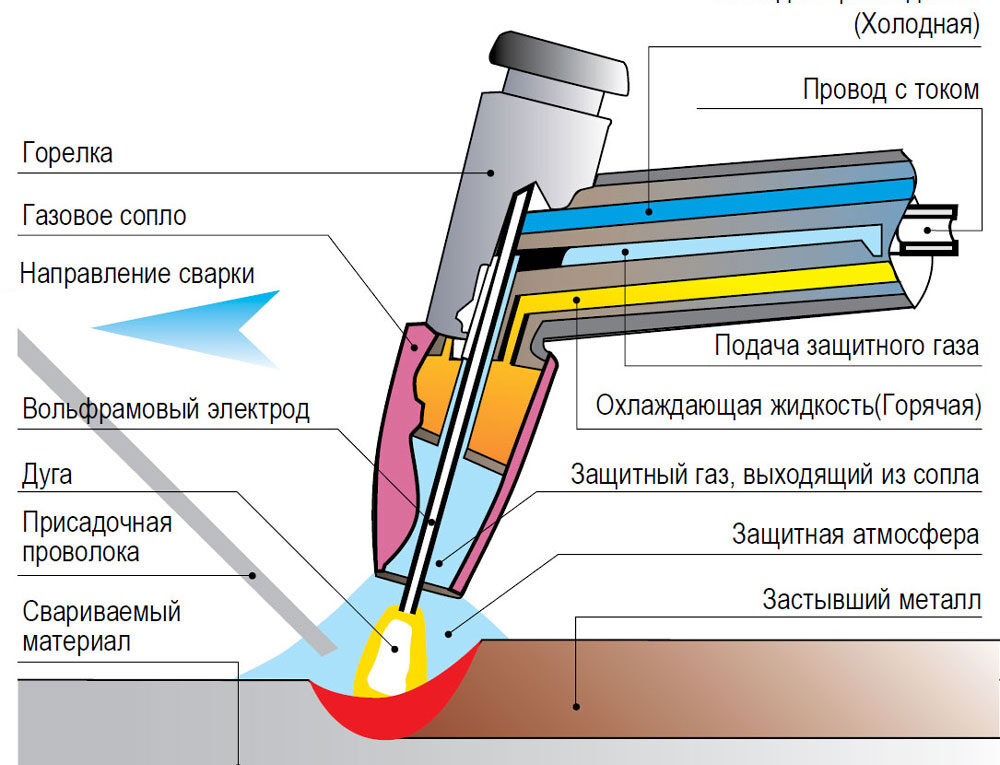
Сущность процесса сварки ТИГ
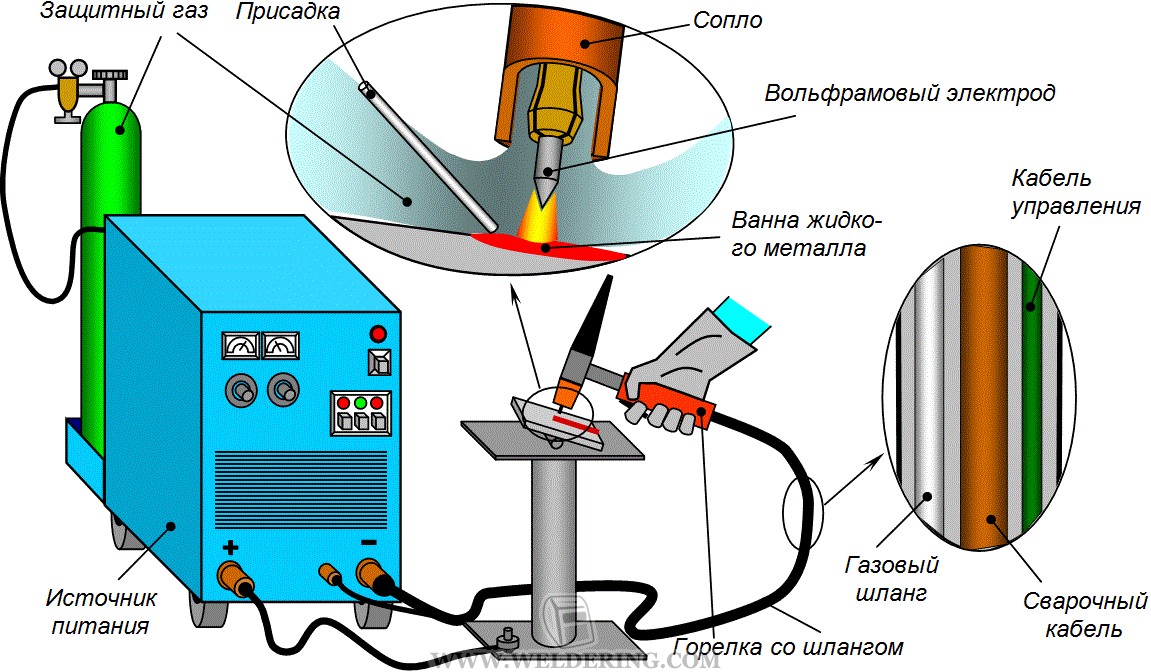
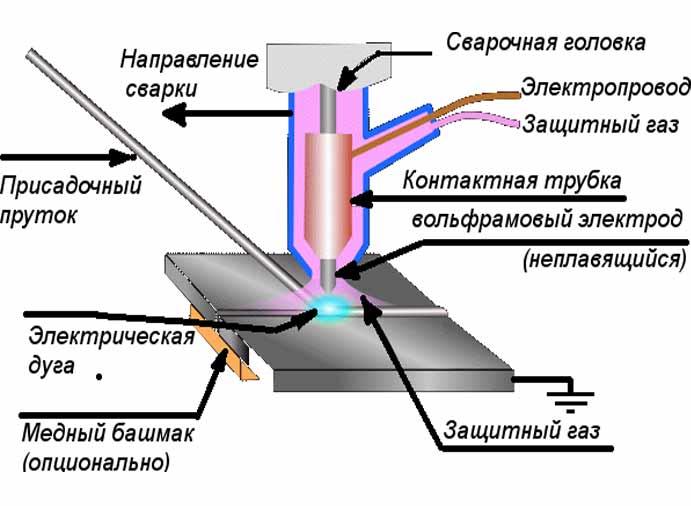
Полное наименование этого процесса сварки таково: Ручная дуговая сварка в инертном газе вольфрамовым электродом (ДСТУ 3761.3-98 «Сварка и родственные процессы. Часть 3 Сварка металлов: соединения и швы, технология, материалы и оборудование. Термины и определения»). Схема и сущность процесса сварки ТИГ показана на рисунке ниже.
Кромки свариваемого изделия и присадочный металл расплавляются дугой, горящей между неплавящимся вольфрамовым электродом и изделием. При этом используется электрод либо из чистого, либо из активированного вольфрама. При необходимости в сварочную ванну добавляется присадочный металл. По мере перемещения дуги расплавленный (жидкий) металл сварочной ванны затвердевает (то есть кристаллизируется), образуя сварной шов, соединяющий кромки деталей. Сварное соединение образуется либо только за счет расплавленного основного металла, либо за счет, как основного металла, так и металла присадочной проволоки. Дуга, сварочная ванна, торцы вольфрамового электрода и присадочной проволоки, а также остывающий шов защищены от воздействия окружающей среды инертным газом (аргоном или гелием), подаваемым в зону сварки горелкой. Сварка выполняется либо постоянным током прямой полярности, когда плюсовая клемма источника питания подключается к изделию, а минусовая – к горелке, либо переменным током (при сварке алюминия).
Аргонодуговая сварка (ТИГ сварка)
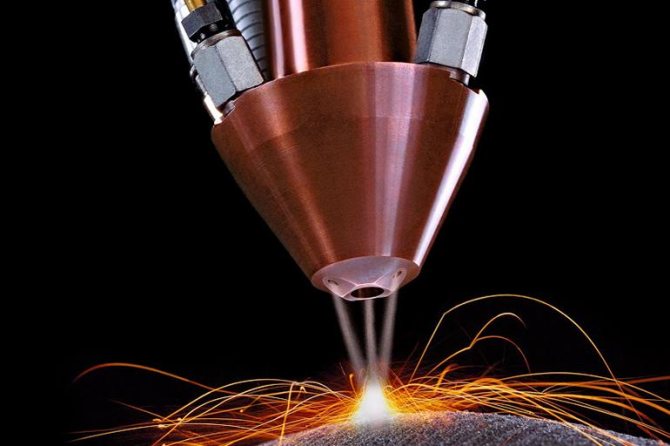
ТИГ (TIG) сварка — аргонодуговая сварка неплавящимся вольфрамовым электродом (или плавящимся электродом) в среде защитного газа на основе смеси аргона (Ag). Аргонодуговая сварка – относится к процессу сварки плавлением. В качестве плавящего элемента используется вольфрамовый электрод, который проводит электрическую дугу на точку сварки. Вольфрамовый стержень – материал с высокой устойчивостью к плавлению, поэтому именно он используется в аргоно –дуговой сварке для поддержания дуги.
Для сварки изделий из алюминия используется аргонодуговая сварка с плавящимся электродом. В качестве последнего используется электродная алюминиевая проволока. В качестве защитного газа используется аргон. Это единственный способ, которым технологически правильно можно сваривать изделия из алюминия. При сварки аргонодуговым способом сварной шов получается геометрически ровным, кристалическая решетка получается практически идеальной, а соединение имеет высокую прочность на изгиб, удар и растяжение.
В качестве источника питания установках аргонодуговой сварки используются инверторы с падающими или крутопадающими вольтамперными характеристиками
Такие схемы построения источников питания дают возможность более точной настройки режима сварки, что очень важно из-за затрудненного теплоотвода с боковых поверхностей вольфрамового электрода и ограничения плотности тока, определяющей стойкость вольфрамового электрода
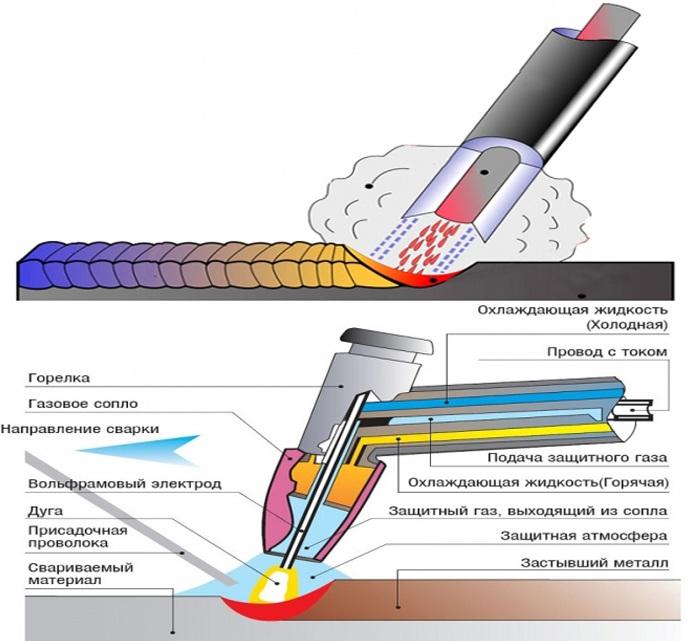
Как правило сварочные установки аргонодуговой сварки выполнены в форме моноблока. Внутри аргонодуговой сварочной установки комбинируют сварочный источник, систему управления и устройство охлаждения сварочной горелки.
Современные высокопроизводительные горелки для TIG сварки имеют систему жидкостного охлаждения. Вольфрамовый неплавящийся электрод плохо рассеивает излишнее тепло, а жидкостное охлаждение является самым удачным вариантом для работы высоконагруженных аргонодуговых установок. Другой путь – более частые перерывы в работе аргонодуговой установки.
Некоторые производители изготавливают отдельные блоки для управления сваркой TIG, которые могут быть состыкованы с различными типами ИП, имеющими необходимую вольтамперную характеристику.
В месте контакта вольфрамового электрода и свариваемого изделия протекает ток короткого замыкания, который при падающих вольтамперных характеристиках достигает максимально возможных значений. Площадь контакта электрода и свариваемого материала вызывает перегрев и разрушение вольфрамового электрода. Разрушаясь, вольфрамовый электрод загрязняет сварочную ванну и процесс сварки нарушается. Для предотвращения этих последствий используется система безконтактного зажигания сварочной дуги. Для этого используется генератор высокочастотных импульсов -осциллятор.
Классификация видов дуговой аргоновой сварки
Инвертор и аргон для сварочных работ.
Аргонно-дуговая сварка подразделяется на виды по уровню механизации работы:
- Ручной вариант выполняется сварщиком: и перемещение горелки, и подачу сварочной проволоки. В этом методе используются только неплавящиеся вольфрамовые электроды.
- Механизированная или полуавтоматическая: проволока подается машиной, а горелку держит сварщик. Популярнейший пример такого метода – сварка нержавейки полуавтоматом. Механизированная аргонодуговая сварка плавящимся электродом также относится к этой группе способов. Сварка нержавейки полуавтоматом в среде углекислого газа – еще одна новая узко специализированная технология в рамках этого вида сварочных работ.
- Автоматическая аргонодуговая сварка: автомат дистанционно управляется оператором и выполняет перемещение горелки и подачу проволоки. В последнее время все чаще встречаются машины – роботы, не требующие участия даже оператора. Сварка нержавеющих труб в основном производится с помощью роботов. Автоматическая аргонодуговая сварка неплавящимся электродом становится весьма распространенной технологией в промышленности.
Особенности сварки в углекислоте, азоте
Дуговая сварка в защитном газе плавящимся электродом проводится при использовании углекислоты. Это самая дешевая методика, которая сегодня пользуется большим спросом. Под воздействием сильного нагрева в зоне плавления СО₂ превращается в СО и О. Чтобы уберечь поверхность от окислительной реакции, в проволоке присутствуют кремний и марганец.
Это также приводит к некоторым неудобствам. Кремний и марганец вступают между собой в реакцию, образуя шлак. Он проступает на поверхности шва, требуя устранения. Это выполнить несложно. На качество сварного шва это обстоятельство никакого воздействия не имеет.
Перед началом работы из баллона удаляют воду, для чего его переворачивают. Это нужно делать с определенной периодичностью. Если не выполнить такую манипуляцию, шов станет пористым. Его прочностные качества будут невысокими.
Дуговая сварка в защитном газе может выполняться при помощи азота. Эта технология применяется для спайки медных заготовок или деталей из нержавейки. С этими сплавами азот не вступает в химическую реакцию. В ходе проведения сварки применяются графитовые или угольные электроды. Если применять для этих целей вольфрамовые контакты, это вызывает их перерасход.
Важно правильно настраивать оборудование. Это зависит от сложности сварки, типа материала и прочих условий
Чаще всего применяется оборудование с напряжением 150-500 А. Оно создает дугу 22-30 В, а расход газа при этом составляет 10 л/мин.
Вольфрамовые электроды — марки
Разнообразие вольфрамовых электродов Существует большое количество разнообразных марок вольфрамовых электродов. Но мы решили выделить из них самые основные. Этими марками пользуются большинство сварщиков и отдают предпочтение именно им.
WP
Довольно распространенная марка вольфрамовых электродов. Возможно это по тому, что выполнять сварку ими можно как на переменном тока, так и на постоянном. Дуга горит стабильно. А кончик электрода заточен в шарообразную форму. Данная форма обеспечивает минимальный расход при работе. Сваривают электродами марки WP в основном алюминий и его сплавы, а так же магний. Конец электрода этой марки окрашивают в зеленый цвет. В состав марки WP практически не входят примеси.
WZ — 8
Вольфрамовые электроды данной марки отличаются особой стойкостью к температуре. Сваривают ими магний, бронзу и алюминий. А так же, сплавы перечисленных металлов. Кончик этой марки заточен как и у WP. Конец таких электродов окрашивают в белый цвет. А в состав их входит цирконий. Как правило, сварочные работы этими электродами выполняют на переменном токе.
Не проходите мимо полезной статьи — сварочная магнитная масса. Постарались подробно и интересно рассказать о преимуществах, недостатках. Сравнили с массой «прищепкой». Порассуждали о том, лучше ли сделать самому или купить в магазине.







WT — 20
Прутки марки WT — 20 включают в свой состав Торий
Торий — радиоактивный металл, что требует особого внимание к их использованию. Что значит особое внимание? На крупных производствах не рекомендуется их использовать
Более того, при их заточке необходимо понимать. Что попадание на кожу или в дыхательные пути частиц в виде пыли является вредным или даже опасным для здоровья. Но, вольфрамовые электроды марки WT — 20 отлично справляются с тугоплавкими металлами. Такими как молибден и титан. Это не говорит, что их не применяют при сварки других металлов. Они так же хорошо себя показали и зарекомендовали в работе с медью, алюминием, никелем и бронзой. Цвет кончика — красный. Работу производить рекомендуется на постоянном токе.
WY — 20
Как правило, такие электроды используют при работе с ответственными, важными конструкциями и деталями. Все по тому, что в их составе Итрий, который обеспечивает особую стабильность горения дуги при сварке прямой полярностью
Обратите внимание на еще один, не мало важный плюс данной марки — сваривают ими и углеродистые и медные, нержавеющие и даже титановые образцы. Цвет, который их обозначает — синий
Ток, при котором обеспечивается правильная сварка — постоянный.
WC — 20
Отмечу вхождение в состав электродов этой марки — церий. Он позволяет дуге гореть стабильно даже если у вас относительно слабый аппарат. Так же, его выделяет возможность работать на переменном и постоянном токе. Что в свою очередь, делает эти электроды универсальными. Цвет на конце — серый.
WL — 15
Режим ток — переменный и постоянный. Сварка всех видов и марок сталей. В состав входит Лантан, который обеспечивает стабильное горение и очень легкий поджог дуги. Так же, вольфрамовые электроды марки WL — 15 гарантируют минимальный риск прожога. Цвет в который окрашен кончик — золотой.
WL — 20
Цвет, в который окрашен кончик электрода — синий. Данная марка очень похожа на WL — 15, только в её составе гораздо больше Лантана редкоземельного. Данными электродами можно сваривать высоколегированную сталь и менее легированную. Износ этих двух марок(WL 15,20) подведен к минимуму, что позволяет экономить на расходных материалах.
Кому интересно, можете ознакомиться с ценами на вольфрамовые электроды.
Определение и обозначение сварки в среде аргона.
Аргонодуговая сварка – способ получения неразъёмного соединения металлов электрической дугой, при котором в качестве защитного газа используется аргон. Сварочная дуга образуется между неплавящимся вольфрамовым электродом и свариваемым изделием, а получение сварного шва происходит в процессе оплавления кромок свариваемого металла. При недостатке собственного основного металла для получения сварного соединения, в сварочною ванну подается дополнительный материал – сварочная проволока. Данный способ сварки, следуя международному обозначению, также принято называть TIG или WIG сваркой.