
Сварочный трансформатор: схемы и модификации
Как уже упоминалось, помимо стандартного набора узлов сварочный аппарат может содержать и дополнительные компоненты, призванные улучшить его функционал и качество работы. Схемы дополняются:
- конденсаторами;
- тиристорными фазорегуляторами;
- дополнительными вторичными обмотками;
- импульсными стабилизаторами.
Помимо этого, нередко схема оборудования комплектуется дополнительным сопротивлением. Оно позволяет продолжить регулировку силы тока в тех случаях, когда разведение обмоток не может принести нужного результата. Это характерно для очень мощных моделей оборудования или в случаях работы с особо тонкими заготовками. Дополнительное сопротивление может представлять собой отдельный блок, оснащенный коннекторами для подключения к цепи или обычной пружиной, изготовленной из высокоуглеродистой стали. В любом случае через сопротивление следует пропустить ток, который идет от вторичной обмотки.
Суть сварочной процедуры
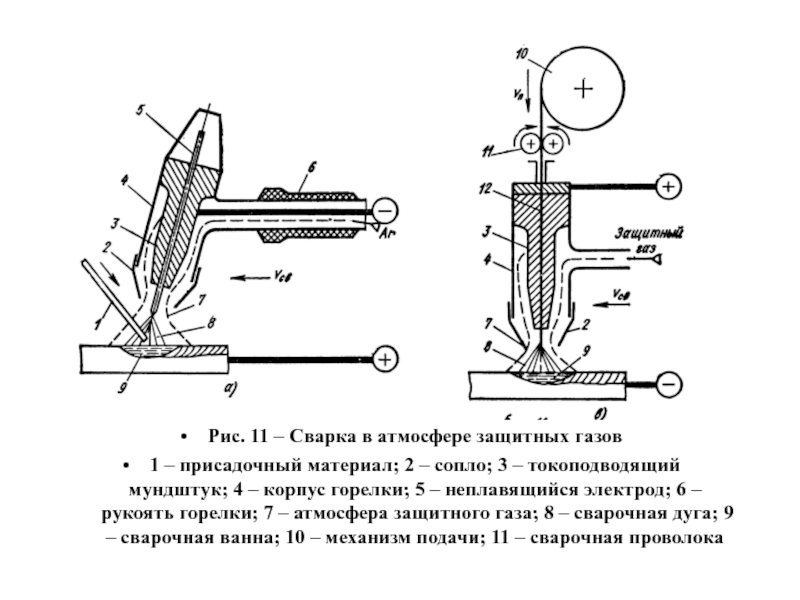
Сварочное оборудование для данной технологии включает:
- подающий механизм;
- выпрямитель, характеризующийся плавно падающим, жестким вольтамперным свойством, который служит источником питания. Поэтому в случае колебательных движений руки сварщика длина дуги будет регулироваться автоматически;
- для проведения работ могут использоваться газовые баллоны или централизованная подача газовой смеси.
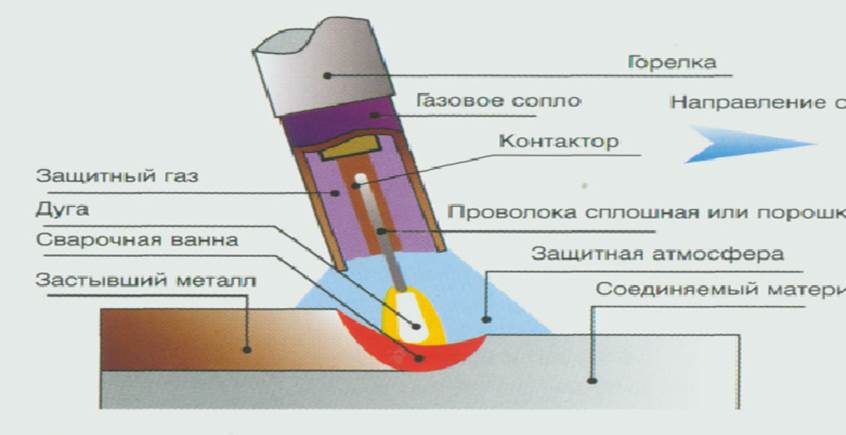
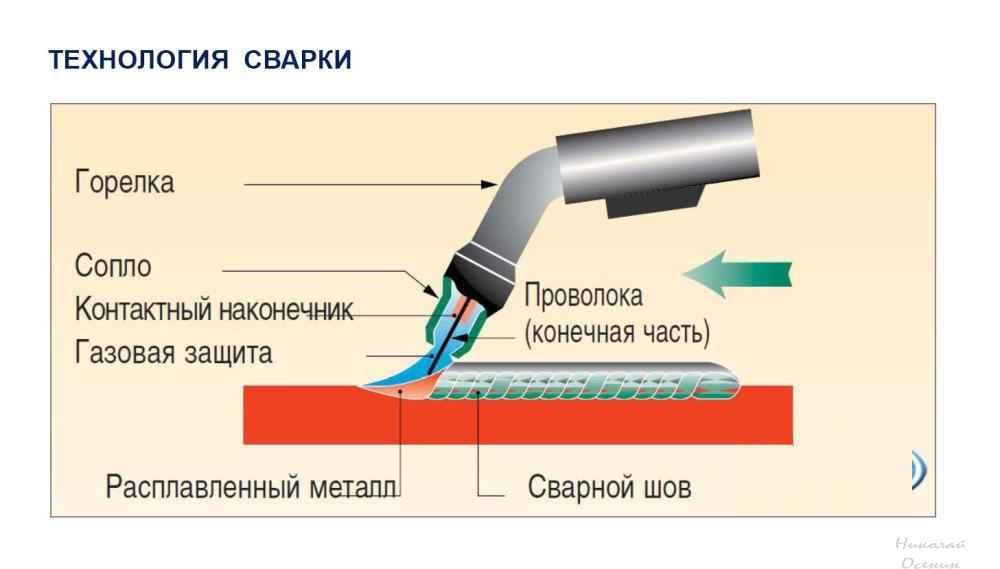
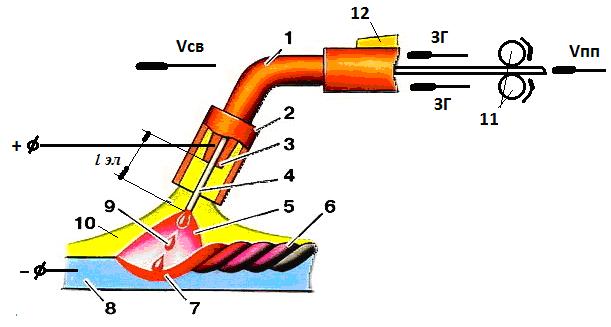
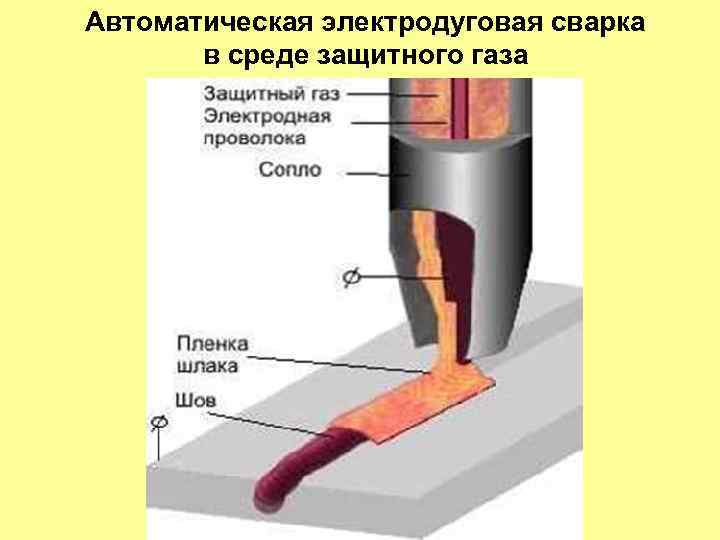
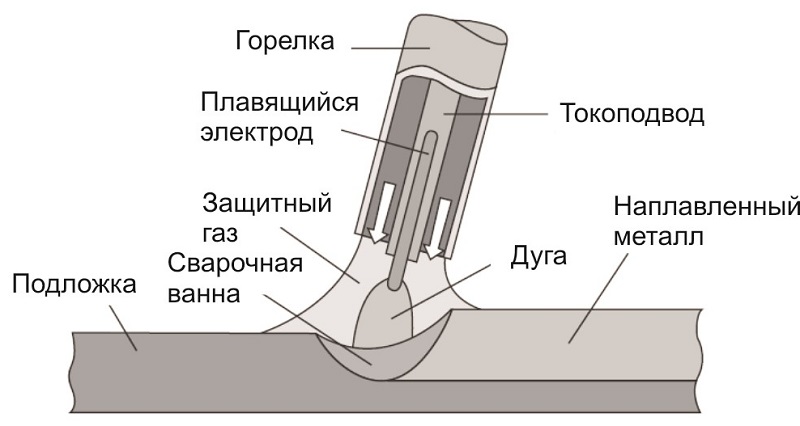
В качестве электродной плавящейся проволоки при сварке способом МИГ, МАГ может использоваться проволока порошковая, сплошного сечения. Данный инструмент подается автоматом с постоянной скоростью. Горелка передвигается вручную сварщиком. Сварочная ванна, электрическая дуга ограждаются от внешней среды с помощью газового потока: активного газа — МАГ, инертного газа — МИГ, который подается посредством горелки через сопло.
Виды оборудования для MIG/MAG сварки
Для сваривания деталей при помощи технологии МИГ/МАГ необходимы источники питания. Их роль выполняют выпрямители и инверторы.Они позволяют увеличивать амплитуду высокочастотного напряжения. Выделяют 3 категории инверторов для сварки:
- Бытовые: чаще всего используются начинающими сварщиками для реализации разовых проектов. Они могут сваривать детали небольшого размера. Сила сварочного тока бытовых выпрямителей составляет не более 200 A.
- Профессиональные: используются сварщиками, работающими на небольших коммерческих предприятиях. Они могут сваривать детали большого размера без потери качества. Сила сварочного тока профессиональных инверторов составляет 300 A.
- Промышленные: используются в крупных индустриальных организациях. Они способны беспрерывно сваривать большие конструкции с соблюдением основных требований к размеру и форме сварного шва. Сила сварочного тока промышленных выпрямителей составляет не более 500 A.

Инверторы обеспечивают стабильность сварочного тока и снижают диапазон разбрызгивания расплавленного электрода. Универсальность этого прибора позволяет его при работе с нержавеющей сталью и алюминием. Выпрямители потребляют малое количество электроэнергии. Они имеют небольшие размеры, что улучшает комфорт во время проведения сварочных работ.
В бытовых условиях чаще всего используется инверторный полуавтомат с евроразъемом, позволяющим быстро подключать горелку. Выпрямители позволяют осуществлять сварку в 2 режимах как в атмосфере инертного газа, так и с использованием флиса. Для частой эксплуатации рекомендуется покупать универсальные сварочные аппараты, способные работать с применением разных технологий сварки. Их главным недостатком является высокая стоимость.

Выбор аппарата
При покупке сварочного аппарата необходимо учитывать следующие показатели:
Тип питания: рекомендуется приобретать устройства, работающие на постоянном токе. При активации обратной полярности эти аппараты обеспечивают лучшую производительность. Приборы, работающие с переменным электротоком и прямой полярностью не способны поддерживать стабильное напряжения на дуге, что приводит к повышенному разбрызгиванию металла и изменению формы сварного шва.
Напряжение сети: однофазное или трехфазное. Универсальные сварочные аппараты функционируют при напряжении 220 В
Важно, чтобы приборы были защищены от скачков напряжения. В противном случае они не смогут работать в сетях с различным электроснабжением.
Ограничения по температуре: большинство сварочных аппаратов функционирует при температуре от -40 °C до +40 °C
При более высоких значениях данного показателя устройства автоматически выключаются.
Наличие дополнительных опций: современные аппараты способны выполнять MMA и TIG сварку. Объединяя множество функций, они могут применяться для решения большого количества задач. Также современные модели имеют поддержку опций HotStart, AntiStickи ArcForce.

Основные технические характеристики аппарата для сварки указаны в паспорте устройства
Важно, чтобы прибор был изготовлен из прочных материалов и имел большой гарантийный срок
Выбор расходных материалов
Основных расходным материалом, необходимым для сварки, является сварочная проволока. Ее диаметр должен соответствовать толщине свариваемого материала. Также деталь и проволока должны быть изготовлены из идентичных материалов.
При сварке необходимо правильно выбрать защитный газ. При обработке деталей, изготовленных из цветных металлов, лучше использовать инертные газообразные вещества (гелий, аргон и их смеси). При работе с железными сплавами рекомендуется использовать оксид углерода
Важно, чтобы в этом случае сварочная проволока содержала в себе повышенное количество кремния и марганца. Опытные специалисты рекомендуют использовать смеси из активных и инертных газов, уменьшающие диапазон разбрызгивания металла
Скорость сварки и потока защитного газа
Дуговая сварка в среде защитных газов должна выполняться правильно в соответствии с основными принципами
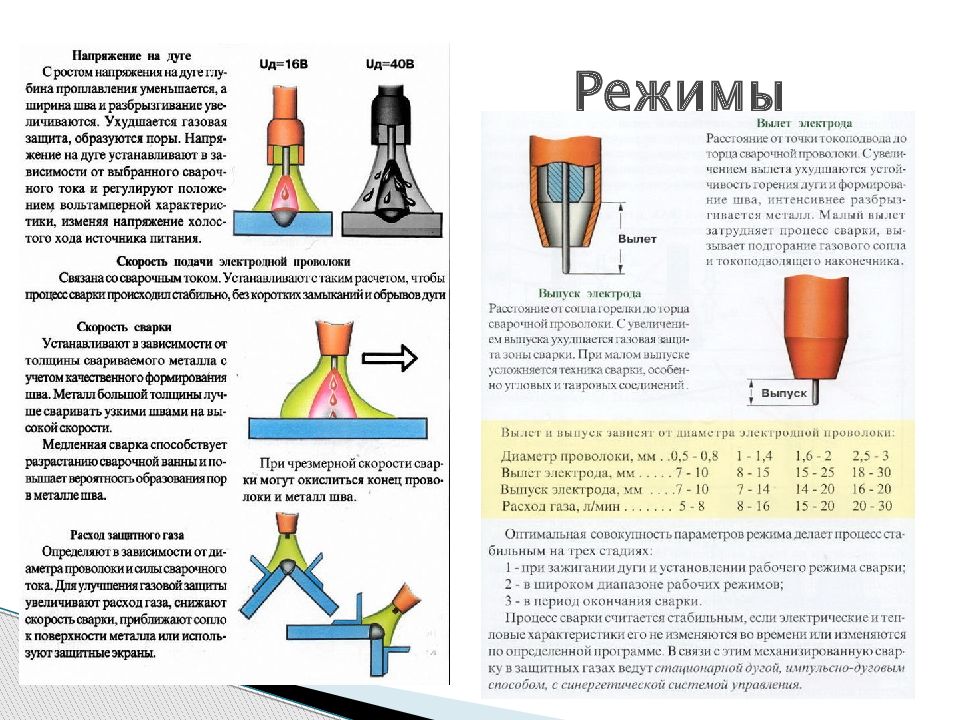
Особое внимание стоит обращать на показатели скорости сварочного процесса, под ними подразумевается скорость, с которой электрическая дуга проходит вдоль места сварки. Она контролируется сварщиком
Скорость движения сварочной горелки должна осуществляться только под строгим контролем специалиста, она должна соответствовать скорости подачи присадочной проволоки и напряжению электрической арки. Проволоку и арку требуется выбирать в зависимости от толщины свариваемого металла и формы сварного соединения.
При проведении электродуговой сварки в среде защитных газов важно добиться правильной скорости. Слишком высокие ее показатели могут привести к чрезмерному разбрызгиванию расплавленного металла
Защитная газовая смесь может попасть в состав быстрозастывающего расплавленного металла и приводит к появлению пор. Медленная скорость сварочного процесса может привести к чрезмерному проникновению дуги в свариваемую металлическую основу.
Важно! Скорость сварки оказывает влияние на качество и форму сварного шва. Многие опытные специалисты определяют, с какой скоростью необходимо двигать горелку при сварочном процессе в зависимости от толщины и ширины шва
На качество ручной дуговой сварки в среде защитных газов оказывает влияние скорость потока защитного газа. Этот показатель должен строго соответствовать скорости подачи проволоки. Слишком медленный поток не сможет обеспечить полноценную защиту от окисления, а чрезмерно высокая подача защитной газовой смеси в результате создаст завихрения, которые могут помещать полноценной защите.
Всевозможные отклонения в скорости подачи защитного газа вызывают образование пор в структуре шва. По этой причине обязательно нужно создать ровный поток воздуха, без завихрений. На это может оказывать влияние наличие застывших брызг на области насадки.
Основное

MIG и MAG сварка — это варианты варки, источником энергии которой выступает дуга. Она происходит с использованием сварочного провода в газовых условиях. Она плавится при сварке и взаимодействует соединяющим материалом, который заполняет шов.
Газовые условия могут быть активными, либо пассивными. Этот метод сварки имеет различия с процессом, источником энергии которой является дуга (ММА). Как следствие, для этих работ используют другие инверторы.
Рассмотрим подробно этот способ варки, чтобы лучше разобраться в ней. При использовании MIG и MAG сварки, электрический дуговой разряд горит между концом сварочного провода и металлом, который варят.
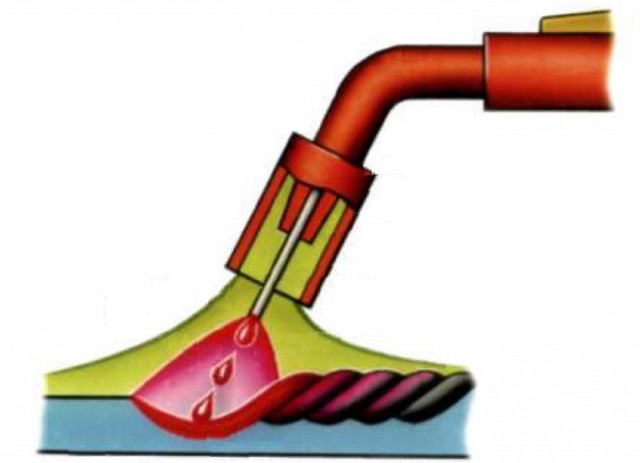
Проволока постоянно подается в зону сварки. За счет тепла, которое исходит от электрической дуги, металл и сварочный провод плавятся. Получается сварочный резервуар, где происходит смешивание металла и проволоки.
Помним и о газе. Он тоже все время поступает в область варки во время всего периода сваривания. Газ помогает обеспечить отсутствие поступления кислорода в область сваривания. Из-за этого процесса металл окислиться просто не может.
В завершение, металл, который расплавился и находится в резервуаре, начинает кристаллизоваться, что образует сварочный шов.
Это интересно: Проволочный сварочный аппарат — что это такое? Для новичков
Преимущества и недостатки
МАГ-сварка пользуется высокой популярностью среди многих профессиональных и начинающих сварщиков.
Повышенный спрос связан с наличием у данной технологии целого ряда положительных качеств:
- Процесс проводится в среде защитных газов, которые защищают сварную область от окисления. Газы предотвращают проникновение воздуха в рабочую область, они отлично изолируют сварную ванну от внешнего воздействия;
- Удобная эксплуатация. Сварка в защитных газах с использованием технологии MIG-MAG предоставляет возможность работать в любом положении;
- При проведении данной сварочной технологии можно визуально прослеживать процесс сварки, формировать сварное соединение и при необходимости можно править его;
- Сварка обеспечивает отличный результат. Сварной шов имеет ровную поверхность, в его структуре не наблюдается шлак. Это позволяет сэкономить время на проведении зачистки обработанной поверхности металла;
- Этот метод обладает высокой производительностью.
Важно! Дуговая сварка в защитном газе обладает уникальной особенностью — она позволяет создавать длинный шов без остановок и повторных разжиганий дуги. Именно использование технологии маг позволяет производить сцепление материалов данным способом
Однако у данного вида сварки имеются некоторые отрицательные качества. Для осуществления процесс требуется сварочный аппарат, который обладает громоздкими размерами. Его не получиться, просто так повесить на плечо, дополнительно с собой требуется брать газовый баллон и другие комплектующие компоненты.
Огромный аппарат и другие составляющие элементы не позволят просто переместиться с одного места на другое. Весь рабочий комплект необходимо будет устанавливать на рабочую передвижную тележку.
Используемое оборудование
Источниками сварочного тока служат автономные генераторы, понижающие трансформаторы, а также появившиеся сравнительно недавно инверторные преобразователи ММА типа.
Сварочный генератор
Генератор для ММА сварки обычно представляет собой синхронную электрическую машину, приводимую двигателем внутреннего сгорания, дизельным или бензиновым. Конструктивно такой генератор очень близок к агрегатам, предназначенным для обеспечения резервного электропитания.
Отличие заключается в уровне выходного напряжения (у сварочных агрегатов оно обычно составляет 70 – 75 Вольт) и наличии выпрямительного блока, обеспечивающего сварку постоянным током.
Идентичность основных узлов сварочных и резервных генераторов обусловливает тот факт, что обычно такие машины конструируются как универсальные. При переключении уровня выходного напряжения и исключении выпрямительного блока, агрегат превращается в обычный генератор резервного питания.
Сварочный трансформатор
Это традиционный источник тока, применяемый в ММА сварке. Представляет собой обычный понижающий трансформатор, имеющий вторичное напряжение холостого хода от 50 до 80 Вольт. По конструкции бывают трехфазными, на напряжение 220/380 Вольт, либо однофазными, на 220 либо 380 Вольт.
Однофазные трансформаторы, как правило, используются для сварки переменным током и не содержат выпрямителей. Трехфазные преобразователи комплектуются диодными мостами и применяются для сварки ММА постоянным током.
Это объясняется тем, что однофазное переменное напряжение, после выпрямления представляет собой последовательность пульсаций с амплитудой от 0 до максимального напряжения, что вызывает неустойчивость горения дуги при сварке электродом для постоянного тока. Поэтому, однофазные выпрямители ММА требуют применения средств, сглаживающих пульсации, в виде мощных дросселей и объемных конденсаторов.
Трехфазные выпрямители ММА выдают напряжение, значительно более приближенное к постоянному, имеющее незначительные пульсации. Такие сварочные аппараты ММА в настоящее время имеют наиболее широкое применение на производственных предприятиях, обеспечивая высокое качество сварных соединений.
Сварочный инвертор
Без преувеличения можно сказать, что этот тип оборудования произвел революцию в сварочном деле. Принцип его работы заключается в следующем: входное напряжение (чаще всего однофазное, 220 Вольт) выпрямляется, затем поступает на инвертирующий генератор высокой (до 100 кГц) частоты, построенный на мощных IGBT – транзисторах.
После этого, переменное напряжение высокой частоты трансформируется до необходимого уровня и выпрямляется. В результате, на выходе аппарата ММА (или другого типа) формируется постоянное напряжение с наложенными на него высокочастотными пульсациями.
Это свойство инверторного аппарата позволяет выполнять работу, используя различные типы электродов. С успехом могут применяться сварочные электроды, предназначенные для работы с постоянным током, а также предназначенные для переменного тока сварки mma.
Ну, а самое главное, что принесла инверторная технология – сварочный аппарат значительно уменьшился в размерах и по весу. Это стало возможным благодаря особенностям преобразования напряжения высокой частоты.
Дело в том, что трансформатор, понижающий напряжение частотой в десятки килогерц до необходимого уровня, на порядок меньше и легче работающего с частотой 50 Гц при той же мощности.
То же самое можно сказать о конденсаторах фильтров. В результате, вместо трансформатора, перемещение которого было возможно только с применением грузоподъемной техники, сварщик получил сварочный портативный инвертор mma, переносимый на плечевом ремне и выполняющий те же функции.
Расшифровка аббревиатур
ММА (РДС)
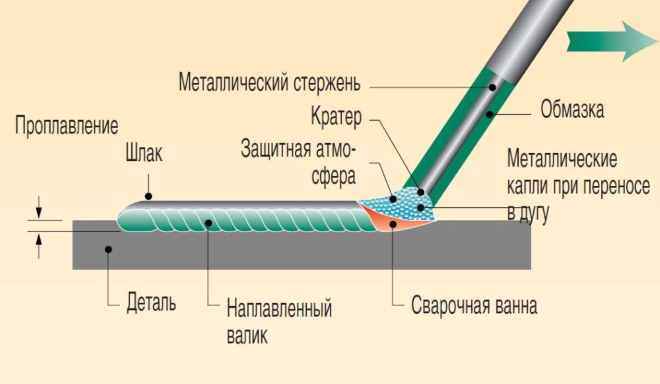
MMA (Manual Metal Arc)-ручная дуговая сварка штучными (покрытыми) электродами с помощью инвертора или трансформатора. Техническая литература советских времен оперировала обозначением РДС. Процесс сварки происходит за счет плавления металлического стержня – электрода, покрытого специальной обмазкой, которые имеют свою классификацию. Основное ее предназначение заключается в защите сварочной ванны от воздуха, предотвращая окисление металла. Расплавленный стержень образует сварочный шов, а использованное покрытие остается в виде шлака.
РДС возможна как на постоянном, так и на переменном токе. При постоянном токе возможны два варианта подключения зажима массы и держателя электрода, поэтому существует сварка на прямой и обратной полярности. Переменный ток такой особенностью не обладает – как подключать электрод в данном случае не имеет значения. Приведенный рейтинг надежности сварочных инверторов поможет подобрать аппарат, который прослужит долгие годы.


Поскольку метод ММА самый популярный ввиду его простоты и относительно недорого применяемого оборудования, с вопросом как научиться варить электросваркой самостоятельно стоит ознакомиться непременно.
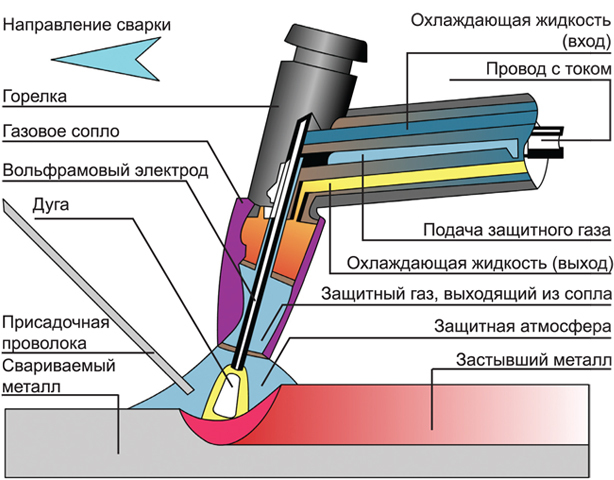
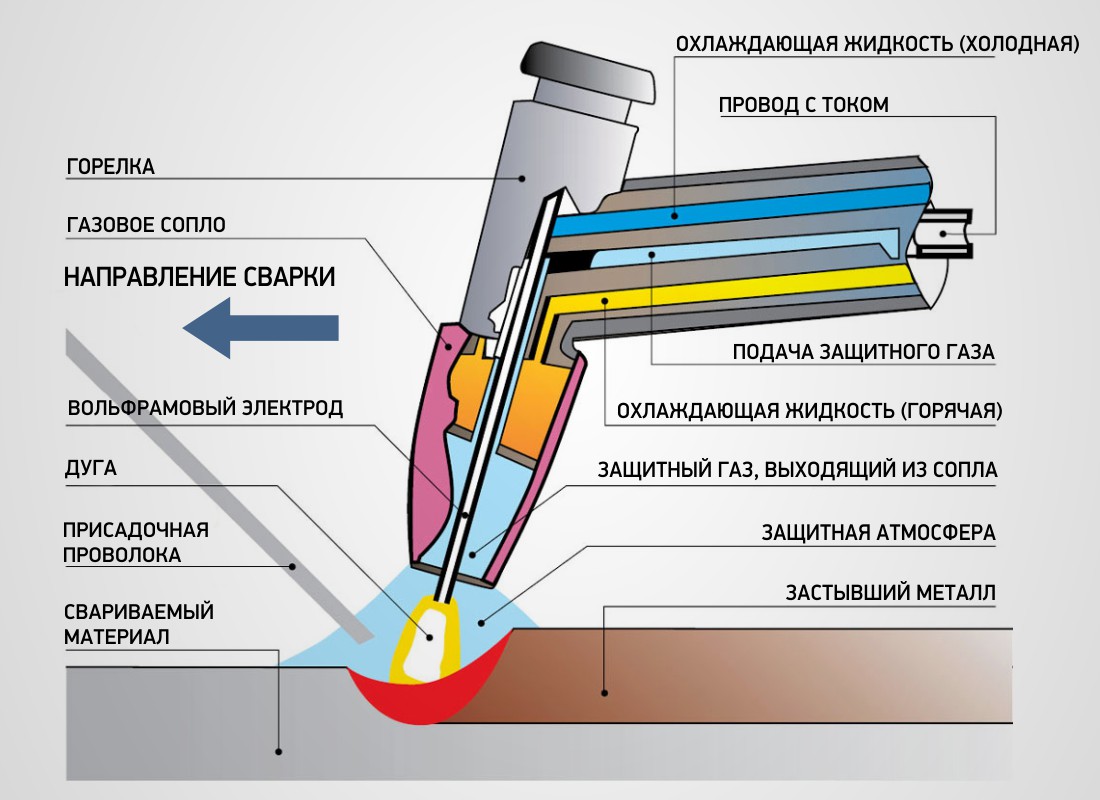
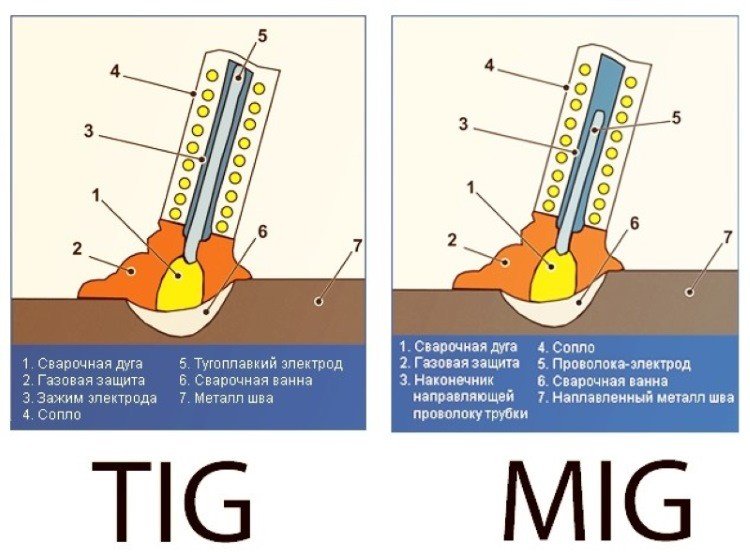
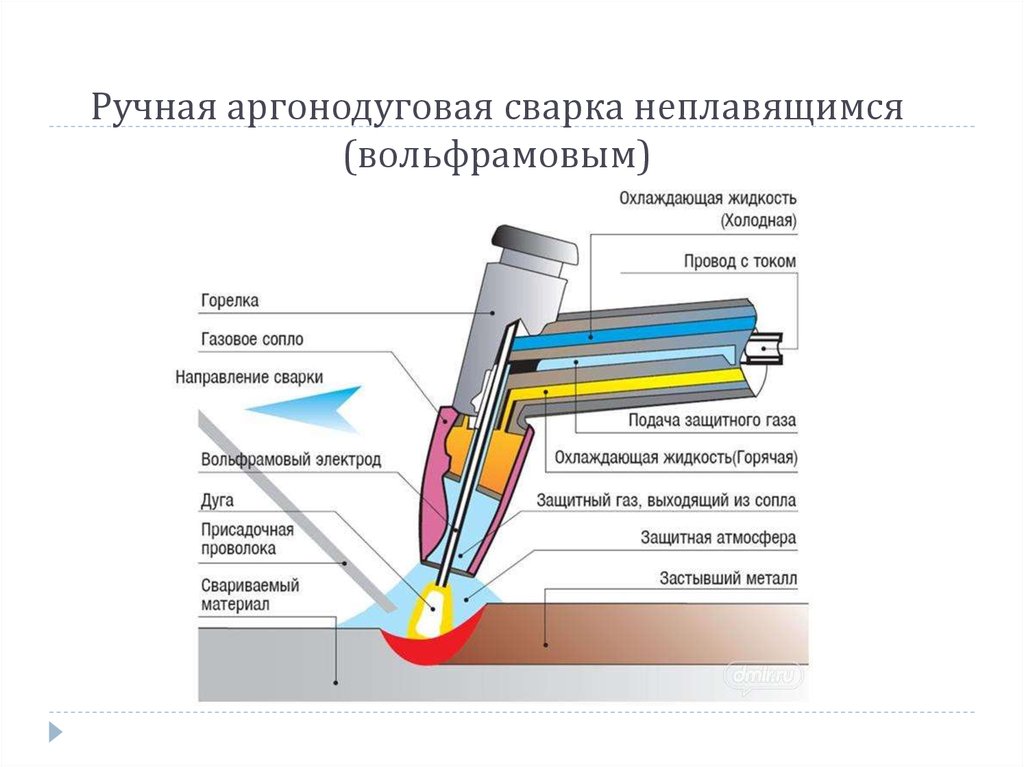
TIG(WIG) или РАДС
TIG (Tungsten Inert Gas) – технология дуговой сварки в среде инертного газа неплавящимся электродом. Вольфрам – (англ.Tungsten) очень тугоплавкий металл с температурой плавления около 3500 С, поэтому он является основой для производства подобного рода электродов. Иногда можно встретить иные вариации этого способа:
- WIG(Wolfram Inert Gas) – название образовано от немецкого написания;
- GTA (Gas Tungsten Arc) – в данной аббревиатуре опущено химическое взаимодействие защитного газа.
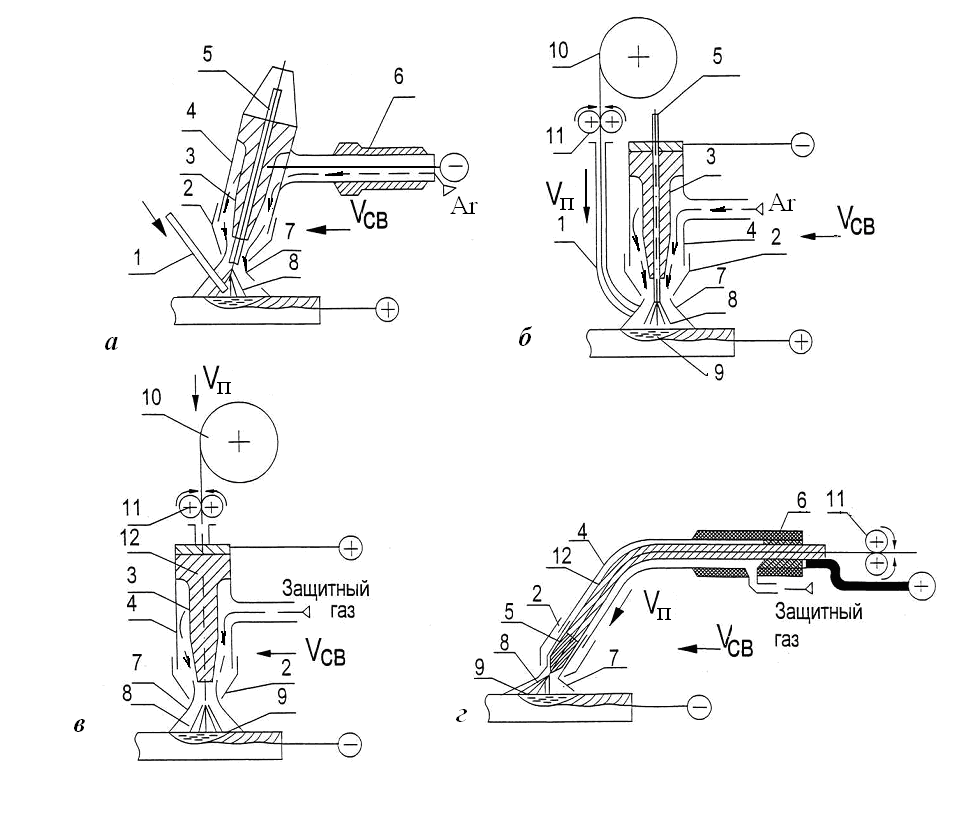
Т.к. электрод является неплавящимся, процесс аргонной сварки происходит по другому сценарию:
- электрическая дуга возбуждается между концом электрода и свариваемым металлом;
- заполнение сварочного шва происходит путем подачи в сварочную зону специального присадочного материала – прутка;
- сварочная ванна защищается газовым облаком.
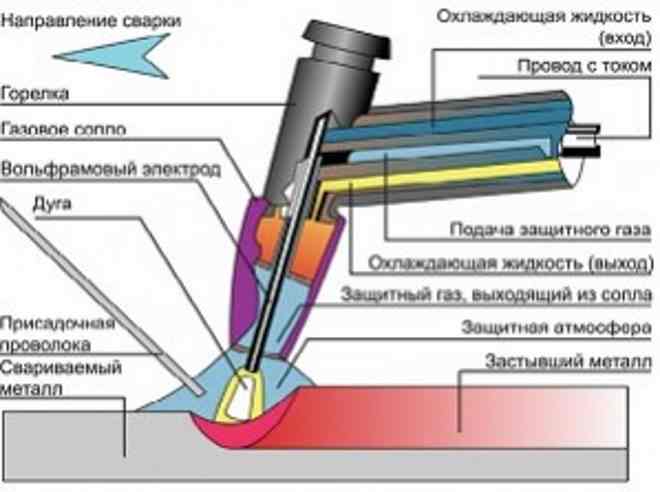 Процесс сварки по методу TIG
Процесс сварки по методу TIG
Защитным инертным газом, т.е. газом, молекулы которого химически не взаимодействуют в процессе сварки с основным и присадочным материалом, в данном случае выступает аргон. Именно поэтому за ним закрепилось название “ручная аргонно-дуговая сварка” или РАДС.
Аргон может использоваться при сварке плавящимся электродов – MIG метод, речь о котором пойдет ниже.
В технических характеристиках сварочного оборудования помимо обозначения TIG всегда дополняется упоминанием рода сварочного тока DC (Direct Current) – постоянный ток или AC/DC (Alternating Current/Direct Current) – переменный/постоянный ток
В данном случае это очень важно. К примеру, сварка алюминия аргоном производится на переменном токе
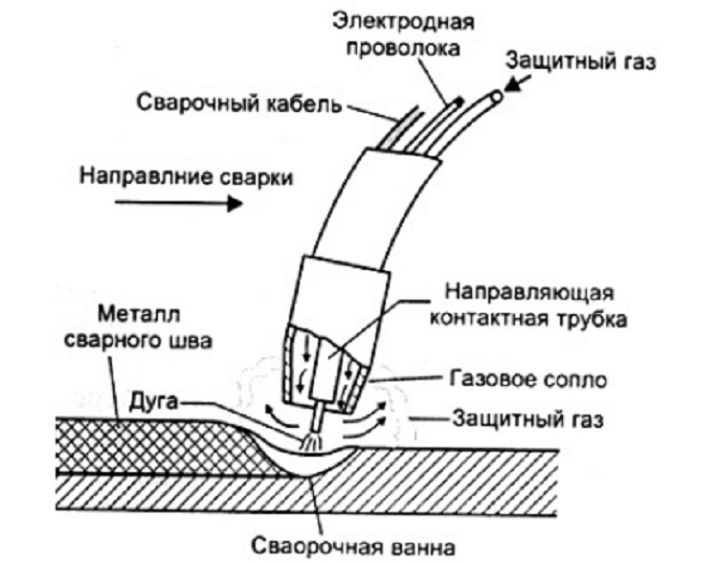
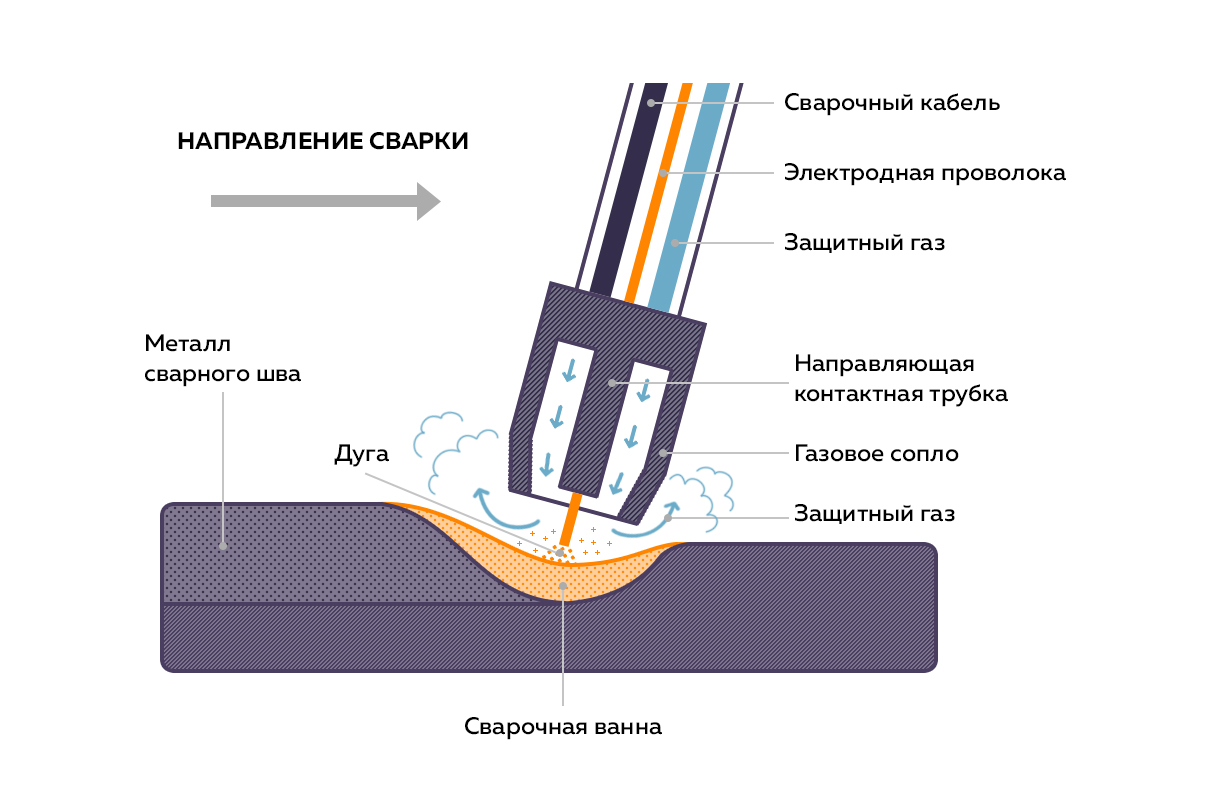
MIG / MAG
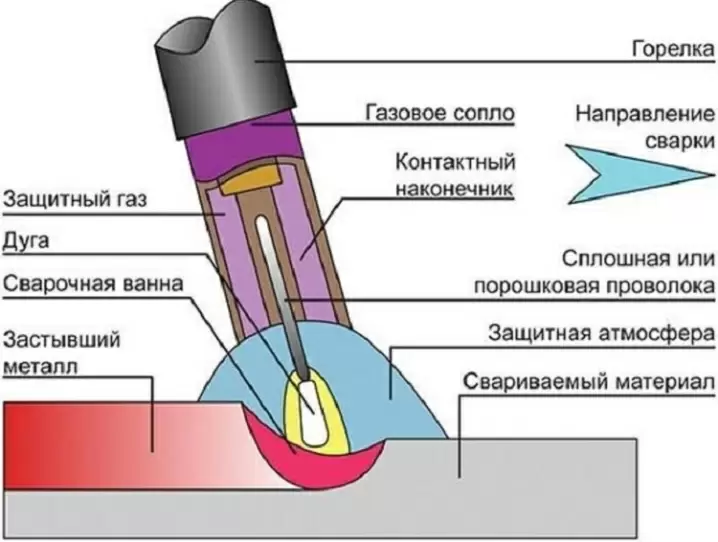
MIG/MAG (Metal Inert/Active Gas) – метод дуговой сварки в защитной среде инертного/активного газа с помощью плавящегося электрода в виде стальной или иной проволоки в зависимости от типа соединяемого металла.
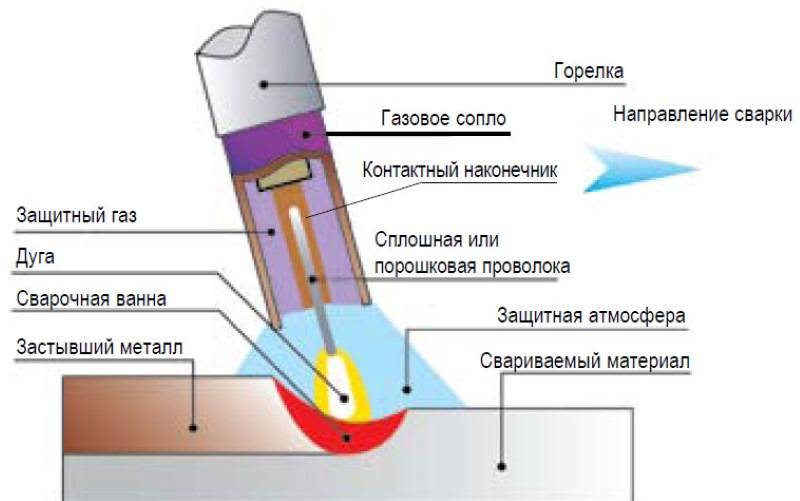
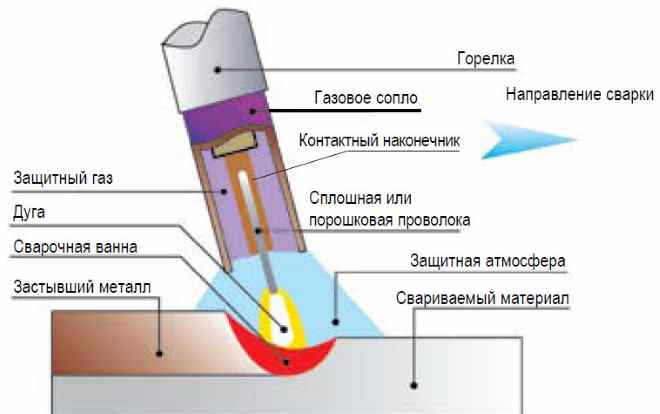 Схематичное изображение mig/mag-метода
Схематичное изображение mig/mag-метода
Под МИГ или МАГ сваркой обычно подразумевают полуавтоматическую. Основной задачей данного способа была идея создания “бесконечного электрода”, чтобы тем самым добиться значительной производительности сварочных работ. Ведь при РДС методе приходится часто менять электрод по мере его расходования, что в некоторых случаях является крайне не удобным. Как и при ТИГ сварке здесь применяются защитные газы.
В роли инертного обычно выступает аргон и его смеси, который подходит, к примеру, для сварки алюминия и его сплавов полуавтоматом. Активным газом, т. е. взаимодействующим в процессе со свариваемым металлом, как правило является углекислый газ( углекислота). Вы можете услышать от сварщика словосочетание “сварка полуавтоматом в среде углекислого газа“, подразумевающий способ MAG(МАГ).
Данный способ наиболее распространен ввиду повышенной производительности по сравнению с MMA, и дающий лучший результат в качестве сварного шва.Определиться с выбором сварочного аппарата поможет рейтинг бытовых полуавтоматов на основе отзывов опытных сварщиков.
Надеемся, что данная статья поможет разобраться в классификации основных методов сварки, а также будет полезной при выборе оборудования и материалов с английскими аббревиатурами.
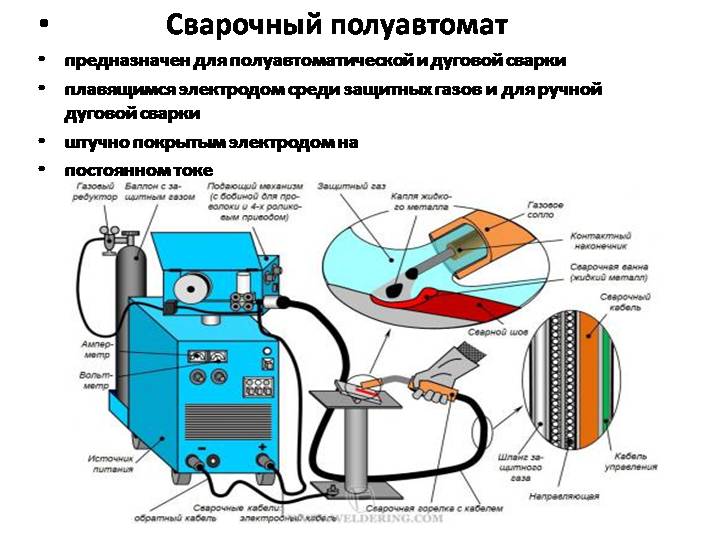
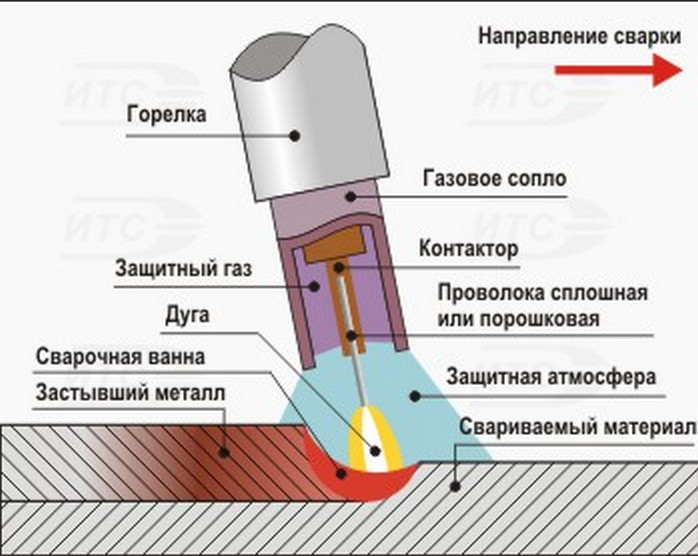
Оборудование и комплектующие
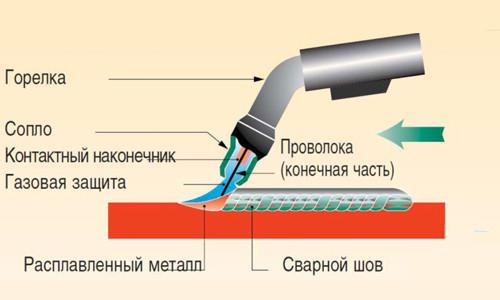
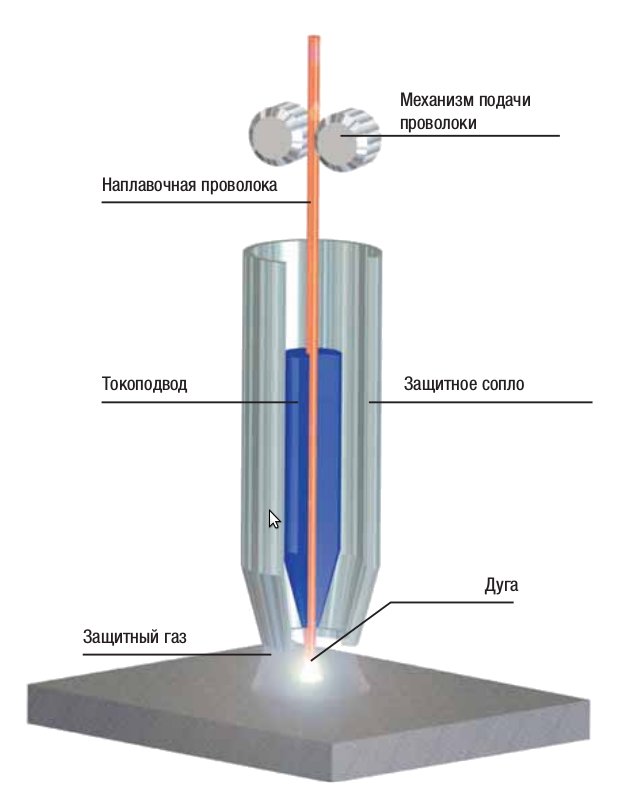
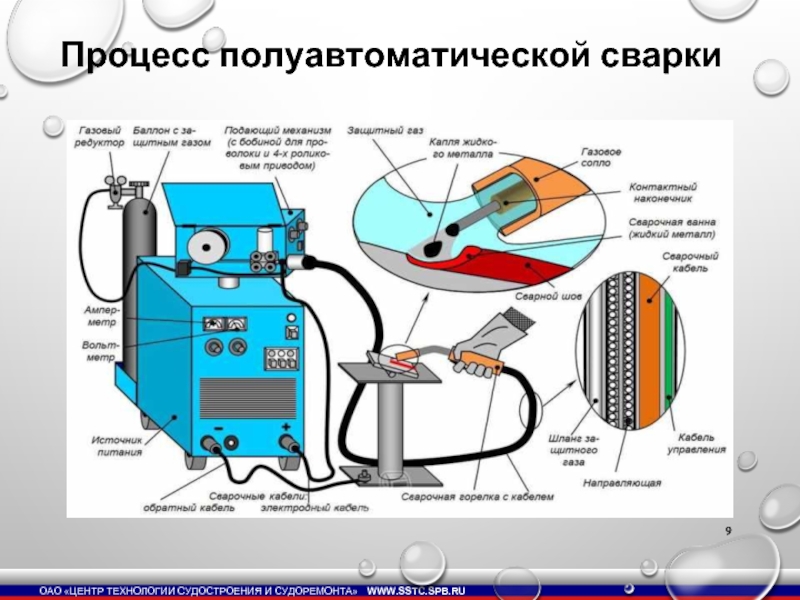
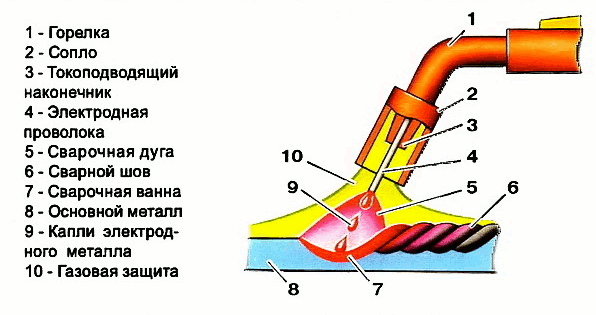
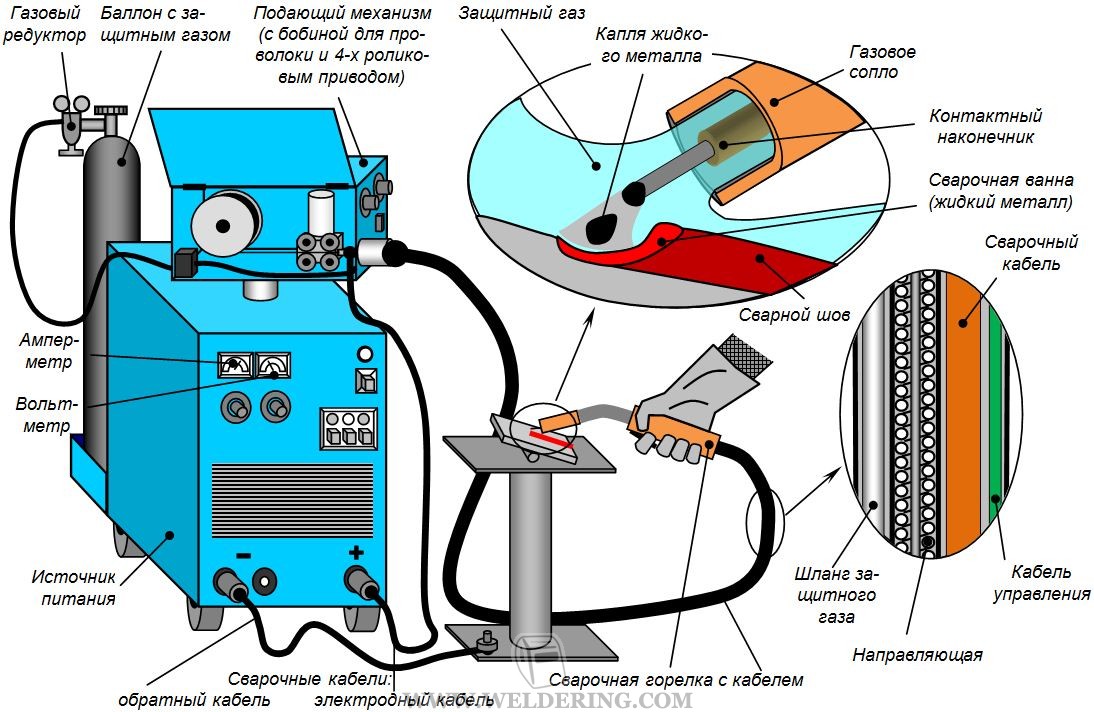
Итак, для работы нам понадобится стандартный полуавтомат. Комплект сварочного оборудования состоит из полуавтомата, трансформатора (генерирующего ток), газа (к баллону нужно присоединить редуктор, чтобы регулировать давление), различных шлангов и кабелей, газовой горелки, оснащенной дополнительной системой подачи присадочной проволоки и механизма подачи.
MIG сварка — это, по сути, то же самое, что и сварка в защитных газах плавящимся электродом. Только вместо электрода здесь используется присадочная проволока. Чаще всего проволока изготавливается из алюминия. Мы рекомендуем подбираться проволоку, изготовленную из того же материала, что вы собираетесь варить.
Проволока наматывается на барабан и в автоматическом режиме подается в сварочную зону. Скорость подачи зависит от диаметра проволоки и параметра силы тока, который вы установите. Все, что от вас необходимо — это направить горелку в сварочную зону и нажать на кнопку.
Проволока начнет подаваться в сварочную зону сразу после того, как зажжется дуга. Вместе с тем газ начнет обдувать сварочную ванну, предотвращая окисление металла и образование дефектов. Проводя аналогии с другими типами сварки, в нашем случае газ играет роль покрытого электрода, как при стандартной MMA сварке. Только здесь газ подается извне, а при ММА сварке он образуется при плавлении электрода.
Оборудование
Чтобы понять принцип управления сварочным инвертором MIG, необходимо знать, что данный режим сварки представляет собой особый способ плавления металлов с добавлением присадки, но происходит это все в газовой среде. Необходимое оборудование должно обеспечивать подачу напряжения на электроды, регулировку этого напряжения, подачу проволоки и газа в зону контакта. Инверторный полуавтомат, благодаря наличию механизма подачи проволоки, назвать компактным нельзя, однако современные технологии позволили существенно снизить массу и габариты устройства, не принося в жертву его технических характеристик.
Кабель горелки подсоединяется к евроразъему, расположенному на передней панели инвертора, а газовый шланг, идущий от баллона, — к специальному штуцеру сзади. Проволока в виде бобины укладывается в предназначенный для нее отсек. Большие полуавтоматы собраны на платформе, имеющей колеса. На ней же размещен и баллон с газом. Такую платформу удобно транспортировать по объекту.
К управляющим элементам инвертора относят регулятор силы тока. Наиболее дорогие модели оснащены дополнительными функциями. Чтобы получить дугу, необходимо поднести держатель к месту сварки и нажать клавишу. Остальной процесс автоматизирован.
Достоинства и недостатки
Ручная дуговая сварка, для обозначения которой используется аббревиатура ММА, имеет такие преимущества перед иными методами соединения металлов:
- простота и доступность оборудования,
- надежная защита зоны сварки от ветра,
- возможность применения в труднодоступных местах,
- пригодность для большинства цветных и черных металлов независимо от их толщины,
- возможность производства работ в любом пространственном положении.
К недостаткам следует отнести:
- необходимость периодического назначения технологических перерывов, связанных со сменой электрода,
- удаление образовавшегося шлака,
- невозможность работы с металлами, имеющими низкую температуру расплавки – свинца, цинка, олова и сплавов на их основе,
- непригодность применения для металлов с высокой степенью химической активности (тантала, циркония, титана) в связи с невозможностью обеспечения надлежащей защиты околошовной области от кислорода,
- ограничение в максимально допустимом токе.
Особенности защитного газа
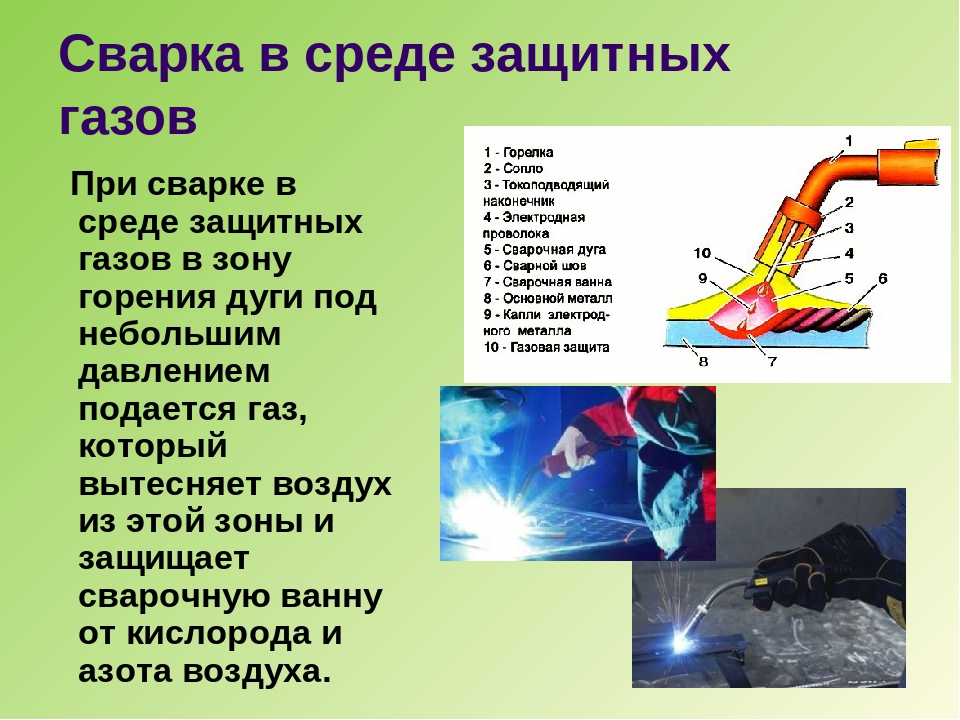
MIG/ MAG сварка осуществляется в среде защитных газов, которые позволяют получить качественный и прочный сварной шов. Главная задача защитного газа состоит в предохранении расплавленного металла от атмосферного воздействия — кислород вызывает сильное окисление, а азот и влага из воздуха делают структуру шва пористой. Кроме этого они способствуют нормальному разжиганию сварочной дуги.
Тип защитного газа обеспечивает следующие важные условия:
- Регулирует скорость плавления;
- Оказывает влияние на уровень проникновения сварочной дуги;
- Предотвращает сильное разбрызгивание при сварочном процессе;
- Обеспечивает правильную форму;
- Улучшает механические свойства сварного соединения.
При проведении сварочного процесса специалист должен применять определенное количество защитных газов, которые смогут обеспечить стабильность электрической дуги. Используемый состав оказывает влияние на то, как расплавленный металл передается от присадочной проволоки к области сварной ванны.
При проведении сварки по технологии MIG/ MAG могут применяться следующие типы защитных газов:
- Чистая двуокись углерода или двуокись углерода с аргоном или с сочетанием из аргона и кислорода, эта смесь обычно используется для сваривания стали. При использовании первого вида газа — двуокиси углерода, можно получить высокую скорость плавления, хороший уровень проникновения дуги, прочны и выпуклый профиль сварного шва. Однако при использовании чистой двуокиси углерода происходит образование больших нестабильных капель, они передаются в область сварки случайными движениями. Кроме этого он образует сильное испарение. Все это может негативно отразиться на качестве шва, по этой причине могут применяться дополнительные примеси;
- Аргон, гелий и аргонно-гелиевая смесь. Данные виды защитных газов используются для сваривания цветных металлов и их сплавов. Смеси обеспечивают более низкую скорость плавления, низкий показатель проникновения и позволяют получить узкое сварочное соединение. Аргон является бюджетным вариантом, также он позволяет получить небольшое количество брызг во время сварочного процесса. Гелий обеспечивает хорошее проникновение, за счет него достигается высокая скорость плавления, это все позволяет получить прочное и выпуклое соединение. Аргон в чистом виде не стоит применять для сваривания изделий из стали, это связано с тем, что дуга может быть нестабильной;
- Универсальная газовая смесь для сваривания углеродистой стали. Она состоит из 75 % аргона и 25 % двуокиси углерода. Во время ее использования образуется небольшое количества брызг, снижается вероятность прожига через тонкие металлические основы.
Технология

Первым делом стоит настроить режим мма-сварки
Это важно сделать правильно, чтобы потом не возникало трудностей при сварке. Процесс под силу настоящему мастеру, новичок может постараться выполнить всё правильно, приложив усилия
После этого происходит розжиг дуги. Процесс возможен или с помощью чирканья, или постукивания. В первом случае вам необходимо провести металлом по уровню металла, во втором – постучать концом электрода по конструкции.



Это может быть трудным для новичка без хотя бы двухлетнего опыта. Но всё приходит с практикой. Через 2-3 месяца регулярной работы у вас получится зажигать дугу без усилий.
Для стабильного горения дуги важно держать электрод в нескольких миллиметрах от металла. При большом расстоянии арка может потухнуть, а при соприкосновении с металлом – прилипнуть к нему
Обеспечьте прогрев металла. Для этого проведите электрод в виде круговых движений. Перед вами образуется сварочная ванна, размер которой должен быть одинаковым по всему шву.
После того, как конструкция нагрета, важно вести электрод в среднем темпе. Следите за равномерным формированием шва
Весь процесс должен быть без видимых дефектов.
Технология сварки
Установите напряжение не более 30В. Оптимальное значение от 18 до 30В, подбирается индивидуально в зависимости от вашего сварочного аппарата
Также обратите внимание, что в большинстве случаев ваш сварочный полуавтомат не будет обладать функцией ручной регулировки скорости подачи проволоки. Это не поломка и не дефект, это необходимо для стабилизации горения дуги
Для профессионалов невозможность регулировать подачу проволоки вручную может стать проблемой, но поверьте, это очень удобно. Механизм подачи сложен и технологичен, он избавляет сварщика от лишних манипуляций и позволяет сконцентрироваться на работе.
Так, например, механизм подачи проволоки в полуавтомате для MIG/MAG сварки сам определяет, в какие моменты нужно замедлить или, наоборот, ускорить подачу, чтобы дуга была стабильнее. Также механизм обеспечивает защиту проволоки от плавления в горелку. С помощью такого механизма проволока никогда не прилипнет в горелке или к соединению при первой подаче. Также благодаря автоматическому механизму подачи можно выполнить импульсную сварку.
В большинстве случае MAG/MIG сварка будет выполняться с использованием обратной полярности и постоянного тока, поскольку такие настройки наиболее оптимальны. Но если вы обладаете достаточным опытом и готовы экспериментировать, то можете установить прямую полярность и переменный ток.
Также у более-менее продвинутых автоматов есть несколько режимов работы. Давайте разберем их подробнее:
- Режим «Short Arc». Подходит для работы с тонкими металлами, когда используется ток менее 200 ампер.
- Режим «Spray Arc». Это наиболее универсальный режим, используется при работе с проволокой диаметров более 1 миллиметра.
- Режим «Pulse Arc». Используется при работе с проволокой, имеющей большой диаметр. Идеально подходит для сварки стали и алюминия.
- Режим «Pulse on Pulse Arc». Подходит для создания исключительно эстетичных швов.
Прогресс сварочных аппаратов
Современные сварочные технологии с индексом MIG, MAG, TIG являются одними из самых современных способов дуговой сварки и на данном этапе развития мировой промышленности используются буквально повсеместно. Начинающий сварщик не всегда знает, что это такое — MIG/MAG-сварка. Определение этого процесса звучит следующим образом: это процесс соединения частей металлов, при котором в зону горения электрической дуги подается специальный защитный газ, выталкивающий атмосферные газы из зоны свариваемых металлов. В этом и заключается защитная функция газа. При MIG-сварке сварочная ванна полностью защищена от кислорода и азота.