
Движения электродом
Невозможно варить электродами качественно, не освоив технику движения. Как самостоятельно научиться варить электросваркой и правильно формировать шов? Главный критерий в понимании особенностей технологии. Частицы со стержня электрода вплавляются туда, куда направлен конец. Поэтому умелое манипулирование электродом — залог правильной структуры и крепкого шва. Кроме миллиметрового железа, большинство свариваемых изделий соединяются многопроходными слоями. Это обеспечивает герметичность и хорошие свойства на разрыв. Первый шов называется корневым и ведется ровно, строго по месту стыка. Это позволяет расплавленному металлу заполнить щель между пластинами. Последующие слои, имеющие под собой основу, выполняются колебательными движениями. Это могут быть любые манипуляции из перечня ниже, с продвижением вперед: Периодически, опытные сварщики делают короткий рывок концом электрода назад, чтобы отогнать слой шлака, мешающий наблюдению за формированием шва.
Электродуговая
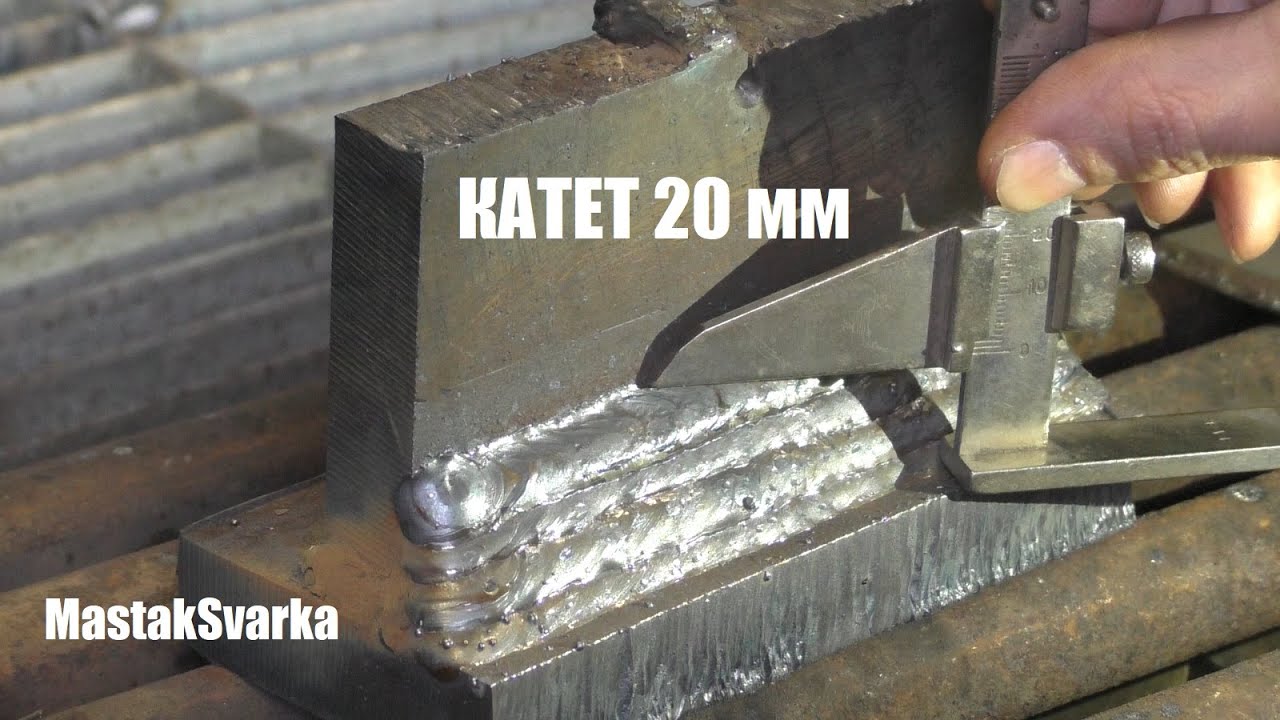
Сварка металла большой толщины (20 мм и более) из-за невозможности проварить за один проход всю толщу изделия имеет свою специфику. Кромки свариваемых поверхностей нужно подготовить.
Для этого кромки стачиваются под углом. При соединении деталей в сечении должна получиться буква V. Иногда, одну кромку стачивают под углом, а вторую ступеньками. Между свариваемыми деталями оставляют зазор, в верхней части должна получиться канавка шириной 10-15 мм и больше.
Ширина канавки зависит от толщины металла. При сварке металла разной толщины край более толстого стачивается до сечения тонкого.
При сварке встык и наличии пересекающихся швов возникают напряжения, приводящие к деформации и даже разрушению изделия. Особенно это сильно проявляется при низких температурах, когда металл теряет свои пластические свойства.
Жесткое закрепление деталей в оснастке также вызывает чрезмерные напряжения. К этому же приводят и длинные швы с большим сечением.
Сваривать толстый металлический лист требуется так, чтобы время между наложением последующих слоев было минимальным. Во избежание напряжений необходимо следующий шов прокладывать по горячему слою. Толщина слоев должна находиться в пределах 4-5 мм, это обеспечит достаточный прогрев.
При сваривании толстого металла из-за большой глубины сварочной ванны увеличивается вероятность образования пор. Чтобы этого не произошло, применяется каскадный способ сварки или метод «горка».
Во время сварки возникает поперечная усадка, которая может достигать 4 мм при толщине металла 40-50 мм. При сварке толстых листов необходимо делать прихватки длиной 2-3 см через каждые 30-50 см.
Для уменьшения напряжений, можно выполнять работу двумя сварщиками одномоментно. Прогрев толстого металла до 150-200 ⁰C также снижает внутренние напряжения, замедляет кристаллизацию, что приводит к более длительному времени выделения газов и соответственно уменьшению количества пор.
Электродуговая
Сварка металла большой толщины (20 мм и более) из-за невозможности проварить за один проход всю толщу изделия имеет свою специфику. Кромки свариваемых поверхностей нужно подготовить.
Для этого кромки стачиваются под углом. При соединении деталей в сечении должна получиться буква V. Иногда, одну кромку стачивают под углом, а вторую ступеньками. Между свариваемыми деталями оставляют зазор, в верхней части должна получиться канавка шириной 10-15 мм и больше.
Ширина канавки зависит от толщины металла. При сварке металла разной толщины край более толстого стачивается до сечения тонкого.
При сварке встык и наличии пересекающихся швов возникают напряжения, приводящие к деформации и даже разрушению изделия. Особенно это сильно проявляется при низких температурах, когда металл теряет свои пластические свойства.
Жесткое закрепление деталей в оснастке также вызывает чрезмерные напряжения. К этому же приводят и длинные швы с большим сечением.
Сваривать толстый металлический лист требуется так, чтобы время между наложением последующих слоев было минимальным. Во избежание напряжений необходимо следующий шов прокладывать по горячему слою. Толщина слоев должна находиться в пределах 4-5 мм, это обеспечит достаточный прогрев.
При сваривании толстого металла из-за большой глубины сварочной ванны увеличивается вероятность образования пор. Чтобы этого не произошло, применяется каскадный способ сварки или метод «горка».
Во время сварки возникает поперечная усадка, которая может достигать 4 мм при толщине металла 40-50 мм. При сварке толстых листов необходимо делать прихватки длиной 2-3 см через каждые 30-50 см.
Для уменьшения напряжений, можно выполнять работу двумя сварщиками одномоментно. Прогрев толстого металла до 150-200 ⁰C также снижает внутренние напряжения, замедляет кристаллизацию, что приводит к более длительному времени выделения газов и соответственно уменьшению количества пор.
Сферы применения
Технология считается узкоспециализированной. Ее применяют в судо- и автомобилестроении, создании мостов и других массивных конструкций. С помощью ЭШС сваривают опорные элементы прокатных станков, вес которых достигает 100 т. Технология может применяться при электрошлаковом переплаве. Ток в этом случае поступает не к присадочной проволоке, а к расплавляемому материалу. ЭШС не используют для:
- работы с тонкостенными элементами, которые под шлаком полностью расплавляются;
- формирования разнонаправленных соединений;
- сварки слишком массивных деталей, которые невозможно охватить ползунами.
Классификация швов в зависимости от длины
Короткими считают участки до 300 мм.
Средними – от 300 до 1000 мм. Дистанцию делят на несколько зон, каждую сваривают в направлении, противоположном предыдущей. Протяжённость соединений выбирают так, чтобы на них уходило от 2 до 3 целых электродов.
Длинные – больше 1000 мм. Делают обратноступенчатым способом от середины к краям. Соединения такой протяжённости применяют в судостроении и при изготовлении резервуаров большого объёма.
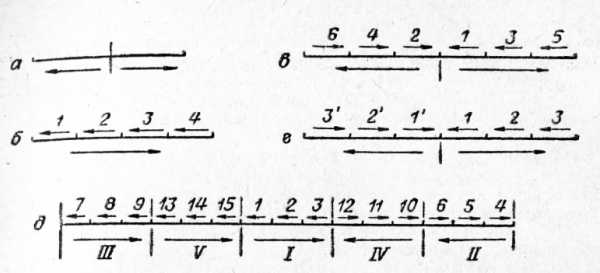
Сварка швов различной протяженности: а — от середины к краям шва; б — обратно-ступенчатым способом от одного конца шва к другому; в, г — обратно-ступенчатым способом от середины к краям шва; д — обратно-ступенчатым способом от середины к краям шва вразбивку
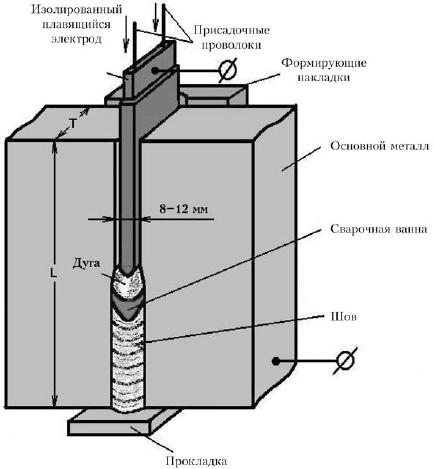
Сущность процесса электрошлаковой сварки
В процессе электрошлаковой сварки, электрический ток, подающийся через ванну
расплавленного шлака, расплавляет основной и присадочный металл и поддерживает
постоянную температуру расплава. Этот процесс стабилен при глубине шлаковой
ванны в пределах 35-60мм. Ванну легче сформировать при
вертикальном положении сварного шва. Наименее удобно электрошлаковую сварку
выполнять в нижнем положении. Для принудительного охлаждения расплава и
формирования сварного шва, в большинстве случаев, применяются медные устройства
с водным охлаждением. Схема электрошлаковой сварки показана на рисунке:
При электрошлаковой сварке весь электрический ток подаётся к шлаковой ванне,
а через неё к электроду и свариваемым кромкам. Стабильность этого процесса возможно
только благодаря постоянной температуре расплавленной шлаковой ванны. Температура
расплава может достигать 1900-2000°C.







Большая часть тепловой энергии из шлаковой ванны передаётся в металлическую
ванну, а от неё — к свариваемым кромкам через капли электродного металла. Распределение
всей тепловой энергии, выделяющейся в шлаковой ванне, распределяется следующим
образом: 20-25% тепла расходуется на расплавление сварочной проволоки, 55-60%
идёт на расплавление основного металла, 4-6% уходит на расплавление флюса и
поддержание стабильно температуры шлаковой ванны, а 12-16% составляют потери
тепла через ползуны и теплоотвод в свариваемых деталях.
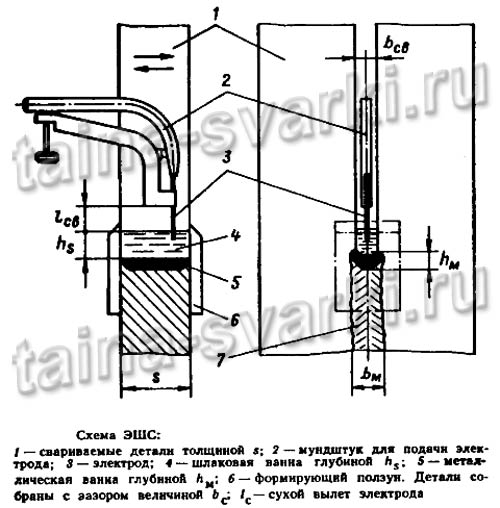
Основные схемы процесса
Электрошлаковый процесс может быть применён не только для сварки, но и для
наплавки, переплава и отливки. Электрошлаковую сварку (ЭШС) можно выполнять
проволочными электродами, плавящимся мундштуком, или же электродами большого
сечения. На рисунке ниже представлены схемы ЭШС проволочными электродами:
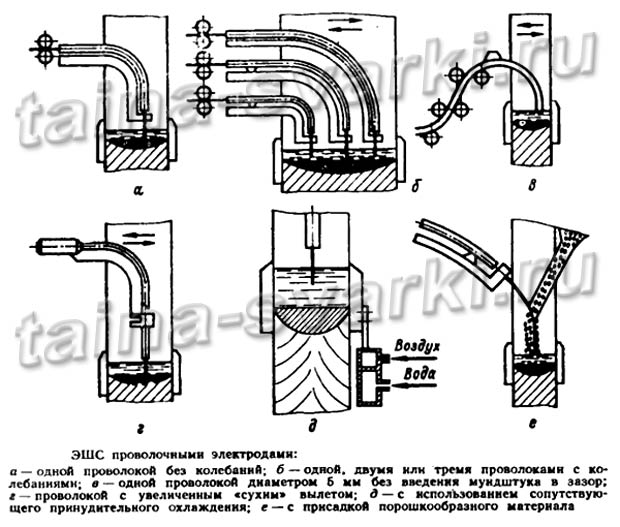
На практике наибольшее распространение получили схемы а и б, они позволяют
сваривать металл толщиной от 20 до 450мм с помощью проволоки диаметром 3мм.
Схема в предназначена для сварки металла, толщиной до 120мм. Схема г в 1,5-2
раза производительнее схем а и б. А схема д узконаправлена и предназначена для
сварки низколегированных сталей толщиной до 100 мм без последующей термообработки.
Схема е применяется при монтаже крупных изделий больших габаритов без последующей
термообработки. Толщина свариваемого металла до 60мм. Сварку по этой схеме отличает
высокая производительность и повышенные мех. свойства сварного шва. Все эти
схемы можно выполнить на обычном сварочном оборудовании.
На следующем рисунке представлены схемы электрошлаковой сварки мундштуком и
электродами большого сечения:
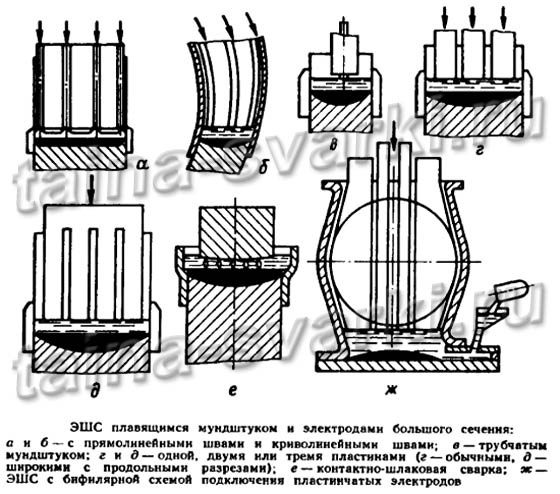
Схемы а-в выполняются плавящимся мундштуком и предназначены для сварки металла
очень большой толщины, более 450мм при помощи прямых и криволинейных швов. При
сварке сталей и сварке титана этим способом применяется проволока диаметром
3-мм.
Схемы г-ж выполняются электродами большого сечения. По схеме г сварка выполняется
одной, двумя, или тремя пластинами, подключенными к общему, или разным источникам
сварочного тока. По схеме д сварку выполняют одной, двумя, или тремя пластинами,
имеющими продольные разрезы. На схеме е изображён процесс контактно-шлаковой
сварки. Схема ж представляет собой сварку пластинчатыми электродами с бифилярной
схемой подключения электродов к источнику питания. Такой способ сварки редко
применяется для сварки сталей, он получил наибольшее распространение при
сварке алюминия, или при сварке
меди.
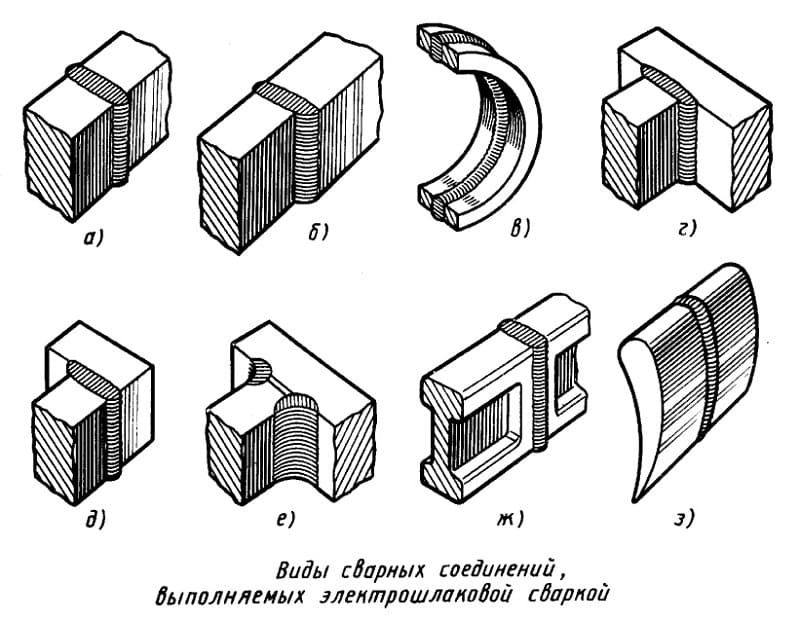
Типы сварных соединений и виды сварных швов
На рисунках ниже представлены типы сварных соединений и виды сварных швов,
которые можно выполнить при помощи электрошлаковой сварки:
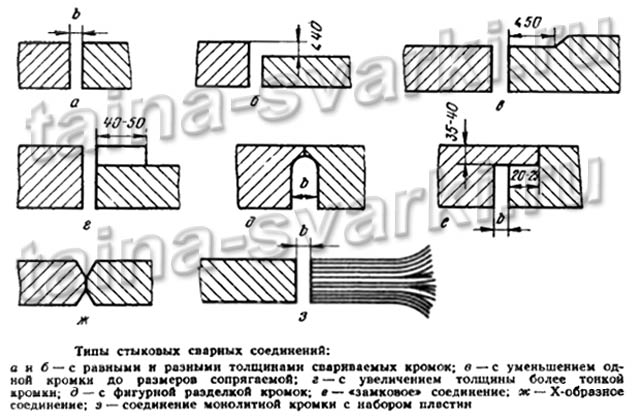
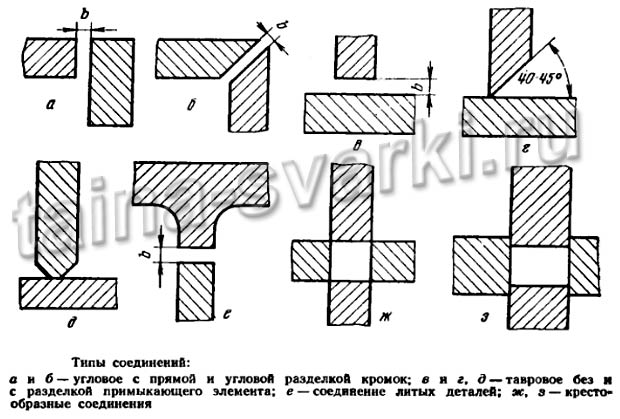
При
сварке стыкового шва между двумя кромками, обычно, предусматривается технологический
зазор, являющийся одним из важных параметров режима сварки. Все конструктивные
элементы сварных кромок и сварных швов для электрошлаковой сварки регламентированы
в ГОСТ 15164.
В случае ЭШС в стык при разной толщине свариваемых деталей, либо утончают более
толстую кромку, либо к более тонкой приваривают дополнительную пластину для
уравнивания толщины.
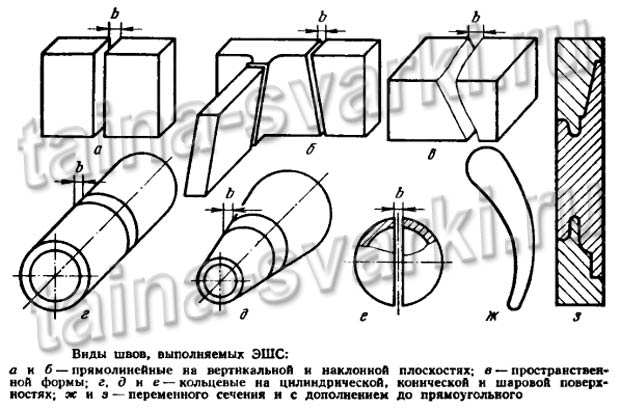
Электрошлаковая сварка
угловых соединений и тавровых на практике встречается реже, чем стыковых.
Если ЭШС выполняется плавящимся мундштуком, то на сварных кромках делают V-
или К-образную разделку. Прямолинейные швы выполняются в вертикальном положении.
Допустимая величина наклона составляет 15-20°. Выполнение кольцевых швов возможно
на цилиндрической, конической или сферической поверхностях.
Достоинства
У электрошлаковой сварки есть ряд несомненных достоинств, которыми нельзя пренебрегать при организации производственных процессов.
- Возможность обеспечения стабильной и качественной структуры шва при соединении деталей, имеющих значительную массу и толщину.
- Нет нужды в предварительном снятии фасок на кромках и последующей обработке готового изделия для удаления шлака.
- В случае одновременного использования нескольких электродов появляется возможность наложения сварочного шва по всей длине за один проход, что существенно сокращает сроки работ и ускоряет производство.
Дефекты швов
Практически все виды сварочных швов и соединений после окончания процесса сварки имеют дефекты. Некоторые из них подлежат исправлению, а другие приходится отправлять в брак.
В нормативных документах указаны требования к сварным швам, которые определяют, какие дефекты в каких видах швов сварки допустимы и их геометрические параметры. Выполнение этих требований является строго обязательным, поскольку их наличие может вызвать при эксплуатации разрушение конструкции. ГОСТ 5264 определяет классификацию существующих дефектов. Допустимые отклонения от нормы должны быть указаны в чертеже на изделие.
Имеются причины, вызывающие различные виды дефектов. К ним могут относиться как объективные, например, некачественный материал или неисправность применяемого оборудования, так и субъективные — ошибки при проведении производственного процесса, недостаточная квалификация сварщика, нарушение технологического процесса.
К причинам возникновения дефектов также относятся: выбор электродов неправильного размера, включение на оборудовании несоответствующего виду сварки режима, колебания напряжения в электросети, неподходящая скорость процесса. К возникновению дефектов может привести отсутствие или недостаточность проведения предварительной подготовки. При проведении сварки на свежем воздухе могут неблагоприятно подействовать плохие погодные условия.
Перед началом сварки необходимо убедиться в исправности и работоспособности используемого оборудования. Не должен быть пропущен срок очередной поверки, что указывается в паспорте на него.
Имеется три вида дефектов, возникающих в результате сварки:
- местом расположения которых является наружная поверхность;
- внутри сварного соединения;
- сквозные.
Наружные дефекты хорошо видны при визуальном осмотре, с которого должен начинаться контроль получившегося при сварке соединения. К внешним дефектам относятся наплывы, трещины, выпуклости и углубления, подрезы, свищи. К ним также относится наличие в сварном шве участков, различающихся по ширине, а при угловых соединениях — разная величина катетов.
Причинами возникновения внутренних дефектов могу быть недостаточно качественный основной материал, нарушение технологии сварки. Трещины могут появляться не только на наружных поверхностях, но и внутри соединений, где они могут стать источниками растущего напряжения, что может привести к разрушению конструкции. Одна из причин их появления — чересчур быстрое охлаждение.
К внутренним дефектам относится непровар, который может появиться, когда на деталях была оставлена ржавчина или окалины. Еще одной причиной непровара может служить небольшая величина силы тока. Если обнаружен не проплавленный участок большой протяженности, то потребуется переплавка соединения.
Внутри сварного шва возможно образование пор, заполненных газом. Причина их появления — посторонние примеси и излишек влаги. Если нарушена технология, то внутри сварного шва могут появиться включения вольфрама и шлака.
Сквозные дефекты — это поры, проходящие всю толщину шва. Такой дефект можно обнаружить при визуальном осмотре.









Подготовка деталей к сборке и сварке
Пригодность деталей к ЭШС в основном определяется чистотой обработки торцевых поверхностей свариваемых кромок и состоянием боковых поверхностей кромок, по которым будут перемещаться устройства, формирующие шов.
Для сварки металла толщиной до 200 мм торцевые поверхности кромок подготовляют газорезательными машинами. Величина отдельных гребешков и выхватов не должна превышать 2—3 мм, а максимальное отклонение от прямоугольности реза должна быть не более 4 мм. При толщинах металла свыше 200 мм, а также для кольцевых швов и деталей из легированных сталей в большинстве случаев применяют механическую обработку.
Боковые поверхности деталей, выполненных из проката, обычно зачищают от ржавчины и окалины наждачными кругами. Боковые поверхности литых и кованых деталей подвергают механической обработке на ширину 60—80 мм от торца кромки с чистотой R 80— R 40. В тех случаях, когда применяют для сварки неподвижные формирующие устройства (медные водоохлаждаемые или стальные привариваемые), боковые поверхности литых деталей не обрабатывают.
При сборке стыковых соединений прямолинейных швов смещение кромок (депланация) не должно превышать 2—3 мм. При сварке деталей разной толщины перед сборкой более толстую кромку сострагивают или на тонкую кромку устанавливают по всей длине стыка выравнивающую планку, которую после сварки сострагивают. При сварке деталей разной толщины используют специальные ступенчатые ползуны. Случайные смещения кромок не должны превышать 1—2 мм.
Допуски на смещение кромок для кольцевых швов меньше. Максимальная разность диаметров стыкуемых деталей не должна превышать ±0,5 мм, а наибольшее смещение кромок при сборке должно быть не более 1 мм. При сварке кольцевых швов цилиндрических изделий большого диаметра с малой толщиной стенки, свальцованных из проката без механической обработки кромок, смещение кромок не должно превышать 3 мм.
При сборке под сварку для уменьшения депланации листов обычно используют шайбы-пластины с двумя круглыми отверстиями или другие приспособления. Эти пластины пропускают в зазор между листами, а в отверстия (диаметром ≈40 мм) забивают цилиндрические клинья со скосом.
Перед сваркой сборочные приспособления следует удалять и заменять закрепляющими устройствами, которыми чаще всего служат скобы, привариваемые с тыльной стороны стыка. При большой толщине листов, когда скорость сварки невелика, вместо скоб можно применять пластины, привариваемые односторонними швами с лицевой стороны и удаляемые в процессе сварки, фиксирующие скобы или пластины устанавливают через 500—800 мм. Пластины приваривают так, чтобы шов заканчивался за 60—80 мм от торцевой поверхности кромок.
Для получения точных размеров готового сварного изделия необходимо собирать детали с зазором, учитывающим деформации соединяемых деталей при сварке. Следует различать расчетный, сварочный и сборочный зазоры. Сварочный зазор обычно принимают на 1—12 мм больше расчетного.
В действительности изделие собирают с большим так называемым сборочным зазором. Сборочный зазор в нижней части стыка равен сварочному зазору. В верхней части стыка сборочный зазор следует увеличивать на 2—4 мм на каждый метр длины стыка.
Электрошлаковые швы формируют с помощью водоохлаждаемых ползунов или медных подкладок, а также приваривающимися подкладками или замковыми соединениями.
Для начала электрошлакового процесса и выведения его за пределы сварного соединения используют входной карман и выходные планки.
Как правильно варить вертикальный шов электросваркой
Чтобы преодолеть силу притяжения, необходимо придерживаться двух основных принципов:
- Кристаллизация металла должна проходить быстрее, чем при обычной работе. Этого можно добиться, если количество расплавленного сплава будет меньше. То есть нужно поддерживать минимальную длину электродуги – перемещать электрод прерывистыми движениями, похожими на постукивание.
- Лучшее движение – снизу вверх. Так, внизу будет образовываться затвердевшая масса, которая не даст металлическому составу сливаться вниз.
Но не всегда второй принцип может быть реализован. Бывают ситуации, когда нужно изменить направление. Ниже расскажем, что для этого требуется сделать.
Как варить вертикальный шов дуговой сваркой по технике снизу вверх
Сперва следует по всей линии сделать короткие, до 2 см, прихваты. Они соединяют два листа и препятствуют дальнейшему смещению или деформации в связи с нагревом.
Угол наклона проводника не должен быть меньше 45 градусов, больше – допустимо вплоть до 90. Сам электрод должен быть направлен вверх. Начало работы происходит в самой нижней точке. Скорость передвижения – небольшая. Необходимо следить за ванной, чтобы она не была слишком большой.
Если сварщик производит соединение конструкции со стенками, превышающими 4 мм, то допустимо производить поперечные движения, например, елочкой. Они увеличивают прочность. Посмотрим варианты на изображении:
Как правильно сварить вертикальный шов электросваркой по технологии сверху вниз
Чтобы добиться хорошего контроля за движением расплава, следует изменять угол электрода. Сперва он должен располагаться под 90 градусов. Когда первый наплав произойдет, нужно подвинуть проводник ближе – на 70-75.
Остальные хитрости остаются прежними. Опытные сварщики считают, что хоть в таком направлении варить труднее, но результат – намного лучше по прочности и внешнему виду.
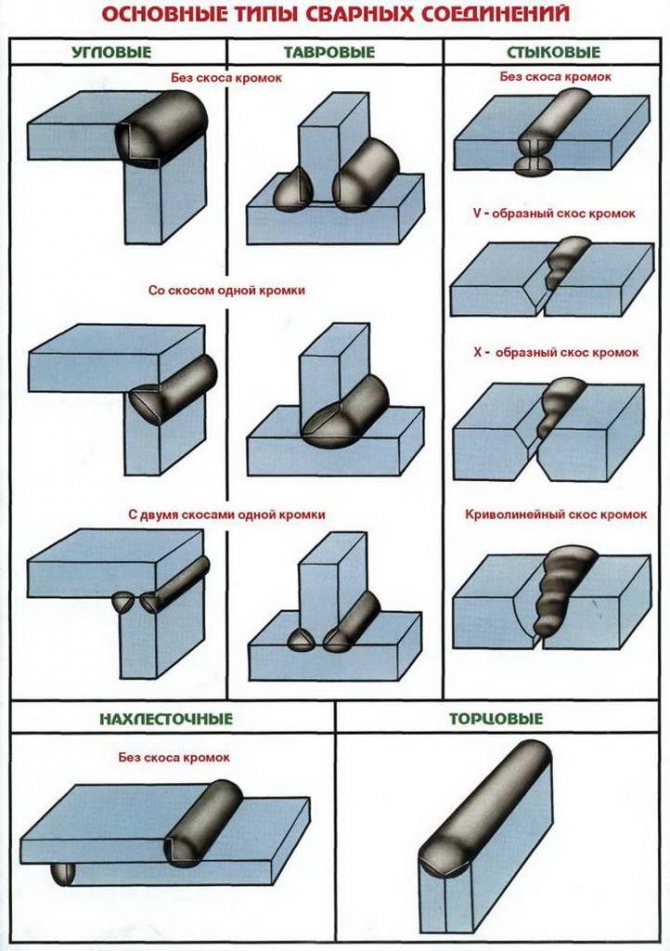
Виды швов и методы их наложения
Швы по положению и типу соединения делятся на несколько видов, от которых зависят настройки сварки.
По положению в пространстве делятся на:
- горизонтальные;
- вертикальные;
- потолочные;
- нижние.
Они могут соединяться внахлест, встык, кроме этого бывают тавровые и угловые соединения. Существует несколько методов наложения швов при сварке толстого металла.
Способы наложения
Метод сварки толстого металла каскадом заключается в следующем: весь участок разбивается на отрезки по 20 см. Сначала проваривается самый нижний участок, который называется корневым. Его длина примерно 20 см. Поверх корневого внахлест, не прерывая дуги, делают новый слой. Его общая длина будет 20 +20=40 см.
Лучше всего метод сварки понятен на схеме. Он применяется к толстым металлам, когда толщина листа более 20 мм. При таком способе сварки слои накладываются на неостывший металл, что позволяет уменьшить деформации и внутренние напряжения.
Они варят каскадом по длине и по ширине. Задача состоит в том, чтобы при накладывании следующего слоя место контакта было горячим.
Длина
Швы подразделяют на короткие длиной до 25 см, средние – до 1 м, и длинные – свыше 1 м. Короткие прокладывают за один проход.
При сваривании толстого металла приходится делать несколько слоев – по одному за каждый проход, так как каждый последующий слой становится все шире, то сварщик делает зигзагообразные или спиралевидные движения поперек шва. Таким образом, оплавляются кромки свариваемых деталей.
Такая технология обычно применяется при стыковом соединении толстого металла. Средние и длинные швы накладываются с использованием способов каскада и горки.








При сварке угловых и тавровых соединений применяют многослойный многопроходный двусторонний шов. Сначала формируется корневой шов. Затем поверх него прокладывается второй слой со смещением к одному из стыков, потом третий со смещением ко второму стыку с его оплавлением.
Четвертый идет поверх второго слоя, оплавляя кромку детали. Пятый проходит рядом с четвертым, а шестой слой поверх третьего, оплавляя кромку второй детали. Седьмой слой накладывают поверх четвертого, пятого и шестого слоев.
С обратной стороны шва на первый слой и кромки изделия наносится восьмой завершающий слой.
Параметров сварочного аппарата
Уменьшение сварочного тока уменьшает глубину сварочной ванны и наоборот. Ширина же ее практически не изменяется. Требуемая сила тока зависит от толщины металла и диаметра сварочного электрода. Повышение напряжения приводит к увеличению ширины шва, а глубина провара при этом уменьшается.
От скорости перемещения электрода при прочих равных условиях зависит глубина провара. Она увеличивается при скоростях до 40 м/час, а потом уменьшается. Ширина шва с увеличением скорости уменьшается постоянно.
Работа с толстым металлом требует большей подготовки для сварщика. Шов всегда получается многослойным. Прежде чем браться за такую сварку, необходимо освоить основные технологические приемы.
Особенности процесса сваривания и типы ЭШ сварки
Здесь к главному отличию относится отсутствие электрической дуги. Вся электроэнергия поступается в шлак, являющийся проводником. Благодаря такой реакции выделяется нужное для расплавки количество тепла. Специальный электрод погружают в подготовленную ёмкость с побочными продуктами. Здесь отсутствует горение дуги, но ток продолжает поступать через расплавленный шлак. Следует отметить, что у данных работ есть отличительные черты:
- расстояние между плитами, которые находятся в вертикальном положении;
- активная плоскость не контактирует с кислородом, поскольку вся площадь закрыта шлаком;
- электрошлаковая сварка сопровождается малым расходом флюса, и шов легируется электродной проволокой;
- сплав долго пребывает жидким, благодаря чему из состава испаряются лишние газы.
Сварные соединения, выполняемые электрошлаковой сваркой
Также присоединение звеньев протекает при помощи плоского электрода. Цилиндрические тоже можно эксплуатировать, но он доставит дополнительных трудностей. Чаще шов наносят сверху в низ, а между обоими предметами допускается наличие зазора. Но для правильности припайки в пустой промежуток помещаются медные ползунки имеющие свойства кристаллизации.
И если проводить такие манипуляции на открытом воздухе, то на поверхности способны появиться трещины. Но шлаковая субстанция защищает от подобных неприятностей.
Такая методика даёт возможность скреплять полосы неограниченной толщины, однако, исполнение работы невозможно в домашних условиях. Ведь весь механизм имеет большие габариты, а способы перемещения оборудования для электрошлаковой сварки подразумевают эксплуатацию рельсовых установок. А главным узлом является агрегат, подающий проволоку в соединительную зону.
Что касается дополнительных тонкостей, то жар, исходящий от ванны, оказывает влияние на прилегающие ко шву участки. Происходит такое из-за сильных перепадов температуры. Околошовные зоны делятся на несколько классов:
- Перегрева. В этом месте зёрна основного металла значительно увеличиваются.
- Участок полной перекристаллизации. Здесь протекают фазы превращения, но нагрева недостаточно для роста зерна.
- Самая дальняя зона. Тут происходит снижение прочности зоны, которое можно исправить грядущей термообработкой.
Да, такая автоматическая сварка невозможна в частном хозяйстве, но человек может обзавестись электрошлаковой плавильней. Она не занимает много пространства, проста в использовании, а для исходного сырья можно использовать всё что угодно: ржавые железки, чистые куски сплавов, стружку и прочее.
Чтобы правильно пользоваться таким устройством, необходимо получить важные знания. В частности, про характеристики металлопроката. Например, пластины повышенной толщины, сделанные из чугуна, титана, меди, алюминия и их аналоги, отлично подходят для такой процедуры. Однако такой вариант не годиться для спайки тонких объектов. Что касается использования, то его проще понять по зарисовкам. Схема всего процесса электрошлаковой сварки позволяет понять всю технику и особенности применения агрегата.