
Технология наплавки

Как и сварка электродом углеродистых сталей, наплавка также использует расходные материалы. Однако конечной целью является не надёжность образованного соединения, а его эксплуатационные параметры:
- Твёрдость.
- Износостойкость.
- Стабилизация размеров.
- Устойчивость против коррозии.
В совокупности указанные факторы способствуют снижению затрат на обслуживание и замену изношенных деталей.
По методу нагрева поверхности наплавку подразделяют на газовую и электрическую. К первой относят наплавку природными газами, либо ацетиленово-кислородным пламенем. Разновидностями электрической наплавки являются дуговая, импульсная, искровая, а также комбинации перечисленных способов.
УОНИ-13/НЖ/20Х13 Ток — постоянный обратной полярности (на электроде плюс)
408,96 руб. ? с НДС за 1 кг.
АНП-13 Ток — постоянный обратной полярности (на электроде плюс)
250,08 руб. ? с НДС за 1 кг.
ОЗЧ-2 Ток — постоянный обратной полярности (на электроде плюс)
1 352,28 руб. ? с НДС за 1 кг.
ОЗЧ-6 Ток — постоянный обратной полярности
1 304,52 руб. ? с НДС за 1 кг.
Основные правила наплава
В работе выделяют основоположные правила наплавки металла.
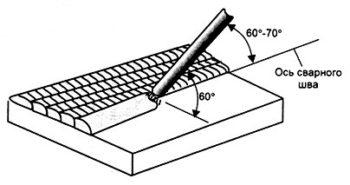
Глубина расплава верхнего слоя основной детали должна быть минимальной. Достичь такого эффекта можно при элементарном наклоне электрода, делающемся в сторону, противоположную направлению его движения.
При минимальном перемешивании металлов разнородного характера остаточное напряжение снижается, что исключает риск деформации деталей на отдельных участках.
При проведении процедуры следите за количеством присадки, ведь ее избыток может привести к осложнениям в дальнейшей работе, что сопровождается еще большими трудозатратами и сроками выполнения.
Электроды для наплавки, стойкие к абразивному износу
Наплавка – это метод нанесения слоя расплавленного металла, присадочного, на основной. Электроды для наплавления, стойкие к абразивному воздействию, создают на деталях новый слой с отличными механическими свойствами и характеристиками. За счет их использования можно:
- привести изделие в первоначальный вид,
- вернуть ему геометрические размеры,
- придать новые ценные качества,
- увеличить износостойкость, способность противостоять воздействию температур.
 Выполняя земляные работы, абразивному истиранию подвергаются звенья цепей гусениц, ковши экскаваторов, ножи бульдозеров, наконечники рыхлителей. Защитить от нагрузок и разрушения эти детали необходимо применяя марку электрода и , . Их пруток сделан из углеродистой стали, обмазка содержит ферробор, карбид бора, феррохром, ферротитан.
Выполняя земляные работы, абразивному истиранию подвергаются звенья цепей гусениц, ковши экскаваторов, ножи бульдозеров, наконечники рыхлителей. Защитить от нагрузок и разрушения эти детали необходимо применяя марку электрода и , . Их пруток сделан из углеродистой стали, обмазка содержит ферробор, карбид бора, феррохром, ферротитан.
Применение
Наплавка электродом— это непростой процесс. И здесь недостаточно просто правильно подобрать электроды
Важно понимать принцип этой технологии и знать особенности
Исходя из оглавления вы могли понять, что наплавка — это формирование дополнительного слоя (или нескольких слоев) на поверхности уже существующего шва. Это действительно так. Но что насчет количества слоев? Это сложный вопрос, на который нельзя дать однозначный ответ.

Количество слоев зависит от многих факторов: типа металла, эксплуатационных условий, применяемой марки электродов и пр. Некоторые марки нельзя использовать для формирования более одного слоя, например. Поэтому каждый случай индивидуален и вам поможет только опыт проб и ошибок.
Наплавляемый вами слой не должен быть глубоким. Помните, что этот метод совершенно отличается от привычного формирования сварного шва
Здесь важно, чтобы наплавленный металл не начал смешиваться с основным. Зачастую металлы все же перемешиваются, но постарайтесь избежать этого
Следите, чтобы шов под наплавочным слоем не деформировался и не коробился. Не нужно наплавлять «с запасом». Количество наплавленного металла на поверхности шва должно быть умеренным. Чтобы не было деформаций наплавляйте металл небольшими отрезками. Наплавку каждого последующего валика проводите с противоположной стороны.
Не забывайте подготавливать металл перед наплавкой. На поверхности шва не должно быть грязи, краски или следов масла. Очистите поверхность и обезжирьте.
Если вы будете соблюдать эти несложные рекомендации, то сможете получить плотный качественный шов без деформаций и дефектов. Помните, что ваша цель — улучшить уже имеющийся сварной шов, а не усугубить положение. Шов должен стать эстетичнее, прочнее и качественнее предыдущего. Ведь в этом и заключается вся суть наплавки как технологии.
Разновидности
Дуговая наплавка заключается в использовании теплоты для расправления присадочного материала и последующего его соединения с основным металлом изделия. В результате имеется возможность получить наплавленный слой различного химического состава, обладающего разнообразными свойствами различных толщин.

В зависимости от поставленных целей и методов использования наплавные электроды разделяются на шесть основных групп согласно области применения и имеющимся функциональным особенностям. Перед тем, как наплавить металл электродом, следует сделать правильный выбор в зависимости от конкретной работы. К первой группе относятся твердосплавные электроды для наплавки. Одними из наиболее часто применяемых расходных элементов этого типа являются электроды ЦНИИН-4.

Они имеют основной вид покрытия. Главные элементы химического состава — хром и марганец. Электроды выпускаются диаметром четыре миллиметра. Сферой использования является наплавка изделий из сталей с высоким содержанием марганца. Примером такой марки является 110Г13л. Применяются для ликвидации дефектов в железнодорожных крестовинах и иных изделий из сталей с высоким содержанием марганца.
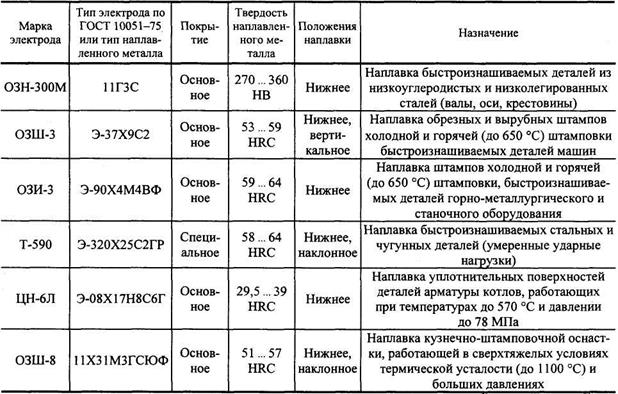
Для наплавки также из этой серии применяются электроды ЦН. В частности, электроды ЦН-6Л используются для наплавки ручным способом уплотнительных поверхностей частей арматуры, которые эксплуатируются при температуре не более 570 градусов. Давление при этом не должно превышать 78 Мпа. Наплавка этими электродами осуществляется в нижнем положении. Используется постоянный ток. Выпускаются с двумя видами диаметров — 4 и 5 миллиметра.
Твердосплавные электроды способны восстанавливать геометрию деталей, которая была утрачена после длительной эксплуатации. К твердосплавному виду относятся Сталинит электроды, которые находят применение для наплавления деталей, которые при эксплуатации подвергаются грубому износу, в частности, их рабочих частей.
Во вторую группу входят расходные элементы, которые обеспечивают наплавленный металл со средним количеством углерода и средним легированием. Металл обладает повышенной стойкостью, когда происходит трение металла о металл, а также происходят сильные ударные нагрузки на изделие, в том числе при высокой температуре. Находят применение для ремонта деталей, подвергающихся быстрому износу в горно-металлургической промышленности, а также для различного станочного оборудования.
Третью группу составляют электроды, которые обеспечивают наплавленный металл, имеющий высокую стойкость при изнашивании металла абразивного характера и при ударных нагрузках умеренного или повышенного характера.
Электроды четвертой группы обеспечивают высоколегированное углеродистое наплавление, обладающее большой стойкостью. Изделия с такой наплавкой могут эксплуатироваться при больших давлениях и высоких температурах. Применяются для конструкций, которым предстоит работать в сверхтяжелых условиях. Могут использоваться для укрепления ножей, предназначенных для горячей резки металлов, штампов и бойков ковочных машин.
Пятую группу составляют электроды, которые обеспечивают наплавленный аустенитный металл высокого легирования, который является стойким при изнашивании вследствие образования большого слоя коррозии, а также при постоянном трении металлических деталей друг о друга при высокой температуре. Могут применяться для наплавки арматуры для работы в паровой и водяной среде.
Шестая группа включает в себя электроды для образования слоя металла с высоким легированием при температуре, доходящей до 1100 градусов. Используются в химическом машиностроении и атомной энергетике, а также оснастки кузнечно-штампового типа.
Электроды всех шести групп имеют основное покрытие. Это гарантирует минимальное образование трещин. Всего имеется сорок четыре вида электродов для осуществления наплавки, что регламентируется ГОСТом 10051-75. Небольшие различия состоят в химическом составе полученного наплавленного металла и значения их твердости. Каждое предприятие производит их изготовление согласно своим техническим условиям.
Общая схема процесса электроискрового легирования
На рис. 1 приведена общая схема процесса ЭИЛ с вибрирующим анодом в виде компактного электрода и изображение образующегося верхнего слоя.
Рис. 1. Схема электроискрового легирования (ЭИЛ): Г.И. – генератор импульсного тока; МЭП – межэлектродный промежуток; ИР – искровой разряд; А – анод; К – катод
Процесс ЭИЛ начинается со сближения анода (электрода) с катодом (деталью). При расстоянии между ними, равном пробивному, начинается развитие искрового разряда длительностью 10–6…10–3с, который во многих случаях завершается при контакте электродов.
При небольших напряжениях между электродами (U 3. Модель процесса электроискрового легирования
Модель процесса, разработанная Б.Р. Лазаренко и Н.И. Лазаренко, заключается в следующем: при сближении электродов напряженность электрического поля между ними увеличивается и, достигнув определенной величины, вызывает пробой промежутка между электродами. Через возникающий канал сквозной проводимости пучок электронов сфокусированно ударяется о твердую металлическую поверхность анода. Энергия движения остановленных электронов выделяется в поверхностных слоях анода. Энергия от специального источника питания импульсно подводится к разрядному промежутку, поэтому плотность тока в канале значительно превосходит критические значения. Вследствие этого металл анода локально разогревается, расплавляется и частично испаряется. Капля расплавленного металла отделяется от анода и, опережая его, движется к катоду. В процессе отделения от анода летящая капля успевает нагреться до высокой температуры, закипает и взрывается. Цепь тока прерывается, фокусирующее действие электромагнитного поля исчезает, и образовавшиеся частицы летят широким фронтом. Поскольку перегретая капля и частицы находятся в газовой среде, возможно образование химических соединений, вследствие чего отделившиеся от анода частицы могут отличаться от материала анода. Достигнув катода, расплавленные частицы анода свариваются с ним и частично внедряются в его поверхность. Движущийся за частицами электрод-анод механически ударяет о катод, перемешивая частицы анода. При этом протекают процессы диффузии и химических реакций. Механический удар по раскаленной массе металла проковывает полученное покрытие, увеличивая его однородность и плотность. Так как процесс носит локальный характер, имеет место и сверхскоростная закалка. После этого электрод-анод отходит от катода, а на поверхности последнего остается прочно соединенный с ним слой материала анода.
Эта модель процесса разработана для высоких напряжений между электродами. При ЭИЛ, где используют напряжения не выше 100…200 В, пробой межэлектродного промежутка происходит практически при контакте электродов (зазор 5…10 мкм) через частицы, находящиеся в воздухе или на поверхности электродов. При контактном начале пробоя на первом этапе происходит электрический взрыв контактного мостика, обеспечивающий предварительную очистку поверхности и последующее формирование межэлектродного пространства для развития плазменного разряда. На сблизившиеся жидкие объемы анода и катода действуют гидродинамическое давление факелов, газокинетическое давление со стороны канала проводимости, сила электрического поля, электродинамическая сила, реактивное давление. Механизм образования покрытия при ЭИЛ дополняется в работах Н.И. Лазаренко, согласно которому выброс металла происходит и с поверхности катода . На поверхности последнего образуется лунка с краями, несколько приподнятыми над первоначальной поверхностью. Поэтому при электроискровом легировании поверхность обрабатываемой детали представляет собой совокупность гребней и впадин, геометрические размеры и частота следований которых определяет шероховатость, сплошность обработанной поверхности.
Возможно, вас заинтересует
Ø 4 (1 кг) Ø 4 (6 кг) Ø 5 (1 кг) Ø 5 (6 кг)
Электроды для наплавки Т-590 Ток — постоянный прямой полярности, переменный
577,68 руб. ?
Цена с НДС за 1 кг.
Ø 4 (1 кг) Ø 4 (6 кг) Ø 5 (1 кг) Ø 5 (6 кг)
Электроды для наплавки Т-620 Ток — постоянный прямой полярности (на электроде минус)
626,28 руб. ?
Цена с НДС за 1 кг.
Ø 3 (1 кг) Ø 3 (5 кг) Ø 4 (1 кг) Ø 4 (5 кг) Ø 5 (1 кг) Ø 5 (6 кг)
Электроды для наплавки ОЗИ-3 Ток — постоянный обратной полярности
428,52 руб. ?
Цена с НДС за 1 кг.
Ø 4 (1 кг) Ø 4 (5 кг) Ø 5 (1 кг) Ø 5 (5 кг)
Электроды для наплавки МЭЗТ-590 Ток — постоянный обратной полярности (на электроде плюс)
214,20 руб. ?
Цена с НДС за 1 кг.
Ø 3 (1 кг) Ø 3 (5 кг) Ø 4 (1 кг) Ø 4 (6 кг) Ø 5 (1 кг) Ø 5 (6 кг)
Электроды для наплавки ОЗН-300М Ток—переменный, постоянный обратной полярности (на электроде плюс)
172,56 руб. ?
Цена с НДС за 1 кг.
Ø 3 (1 кг) Ø 3 (5 кг) Ø 4 (1 кг) Ø 4 (6 кг) Ø 5 (1 кг) Ø 5 (6 кг)
Электроды для наплавки ОЗН-400М Ток — переменный, постоянный обратной полярности (на электроде плюс)
183,84 руб. ?
Цена с НДС за 1 кг.
Ø 4 (1 кг) Ø 4 (5.5 кг) Ø 5 (1 кг) Ø 5 (5.5 кг)







![§ 90. материалы для наплавки. техника дуговой наплавки [1979 рыбаков в.м. - сварка и резка металлов]](https://takorest.ru/wp-content/uploads/b/8/3/b8356c54baeac63f34aff18ee2e74e5f.jpeg)
Электроды для наплавки МЭЗТ-620 Ток — постоянный обратной полярности (на электроде плюс)
219,60 руб. ?
Цена с НДС за 1 кг.
Ø 3 (1 кг) Ø 3 (4.5 кг) Ø 4 (1 кг) Ø 4 (6 кг) Ø 5 (1 кг) Ø 5 (6 кг)
Электроды для наплавки ЦН-12М-67 Ток — постоянный обратной полярности (на электроде плюс)
943,20 руб. ?
Цена с НДС за 1 кг.
Ø 4 (1 кг) Ø 4 (4.5 кг)
Электроды для наплавки ЦНИИН-4 Ток — постоянный обратной полярности (на электроде плюс)
1 040,76 руб. ?
Цена с НДС за 1 кг.
Ø 3 (1 кг) Ø 3 (5 кг) Ø 4 (1 кг) Ø 4 (5 кг) Ø 5 (1 кг) Ø 5 (5 кг)
Электроды для наплавки ЦН-6Л Ток — постоянный обратной полярности (на электроде плюс)
692,16 руб. ?
Цена с НДС за 1 кг.
Ø 3 (1 кг) Ø 3 (4 кг) Ø 4 (1 кг) Ø 4 (6 кг) Ø 5 (1 кг) Ø 5 (6 кг)
Электроды для наплавки АНП-13 Ток — постоянный обратной полярности (на электроде плюс)
250,08 руб. ?
Цена с НДС за 1 кг.
Ø 3 (1 кг) Ø 3 (5 кг) Ø 4 (1 кг) Ø 4 (6.5 кг) Ø 5 (1 кг) Ø 5 (6.5 кг)
Электроды для наплавки УОНИ-13/НЖ/20Х13 Ток — постоянный обратной полярности (на электроде плюс)
408,96 руб. ?
Цена с НДС за 1 кг.
Показать еще 4 товаров
Разработки
Главная / Разработки
Установка электроискрового легирования SE-5.01
НазначениеУстановка предназначена для нанесения защитных, упрочняющих и модифицирующих покрытий на изделия и инструмент.
Краткая характеристика Принцип действия установки основан на переносе материала электрода на подложку (обрабатываемый материал) в процессе прохождения электрического разряда. Несомненными преимуществами при использовании технологии электроискрового легирования являются отсутствие специальных требований к обрабатываемой поверхности, относительная простота оборудования, высокая производительность, независимость производительности от твердости материала и других его физических характеристик. При этом достигается высокая адгезия с материалом — основой, а при использовании твердосплавных электродов также и высокая прочность наносимого указанным методом покрытия. Единственным ограничением является то, что обрабатываемый материал должен быть электропроводящим.
Технико-экономические показателиУстановка электроискрового легирования SE-5.01 используется для восстановления размеров изношенных деталей в пределах толщины наносимого слоя (до 0.2 мм), повышения в несколько раз износостойкости и прочности поверхности режущего инструмента, штамповой оснастки, деталей машин и механизмов, нанесения антикоррозионных, фрикционных и антифрикционных покрытий на изделия и инструмент.
Области применения К настоящему времени установки электроискрового легирования, выпускаемые ИФПМ СО РАН, поставлены на ряд нефтегазовых предприятий Тюменской области, в Новосибирскую государственную академию водного транспорта, Институт структурной макрокинетики и проблем материаловедения РАН (г. Черноголовка), Уфимский государственный авиационный технический университет, Центр наноструктурных материалов и нанотехнологий при БелГУ, Оренбургский государственный университет, Шеньянский технологический университет (Китай) и многие другие организации.
Основные преимуществаУстановка разработана на основе современной компонентной базы с использованием микропроцессорного управления, что позволяет осуществлять широкую вариацию режимов нанесения покрытий и применение различных материалов электродов.
Стадия разработкиГотовая продукция, изготавливаемая и реализуемая мелкими партиями.
Правовая защищенность Патент РФ №2271913, опубликовано БИ № 8, 20.03.2006 г.
Коммерческие предложения Продажа готовых установок с возможной разработкой параметров технологического процесса электроискрового легирования (с определением материалов электродов и режимов обработки) для решения конкретных производственных задач.
вернуться
Электроды для наплавки, стойкие к ударным нагрузкам
Электроды для выполнения работ по наплавке, стойкие к ударным нагрузкам, используются при ремонте дробильного оборудования, например, клещей, била, брони и роликов, конусов, корпусов. Применяются такие марки как , раньше ее называли OK 86.08, Т-590 и Т-620. С их помощью можно наплавить четыре и больше слоев. Т-590Н разработан для тех, кто решил отремонтировать деталь и надолго забыть о ней.
Марки Т-590 и Т-620 наплавляют слой не подверженный образованию трещин при ударе. Они износостойкие
, хорошо соединяются с основным металлом, помогают продлить ресурс работы изделий в несколько раз.
Твердосплавные электроды для наплавки
Твердосплавные электроды, используемые для наплавки, помогают восстановить геометрию многих видов деталей. Хорошо подходят марки , и ESAB OK 84.42 (сняты с производства)
для нелегированной стали. Произвести наплавку изделий, сделанных из твердосплавных сталей, подвергающихся абразивному и ударному воздействию, можно используя , UTP PUR 600, ESAB OK 83.53 (сняты с производства)
. Они подходят и для восстановления режущего измерительного инструмента, механизмов, работающих при высоком износе.
Не подлежит механической обработке слой металла, наплавленный при использовании электрода тубулярного марки . С твердыми сплавами позволяет успешно работать , . С их помощью ремонтируются поверхности гусениц, резцы, ковши. У них высокая твердость 55-63 HRC. Они бывают диаметром 3,2-12 миллиметров.
Электроды для наплавки, стойкие к абразивному износу
Наплавка – это метод нанесения слоя расплавленного металла, присадочного, на основной. Электроды для наплавления, стойкие к абразивному воздействию, создают на деталях новый слой с отличными механическими свойствами и характеристиками. За счет их использования можно:
- привести изделие в первоначальный вид,
- вернуть ему геометрические размеры,
- придать новые ценные качества,
- увеличить износостойкость, способность противостоять воздействию температур.
 Выполняя земляные работы, абразивному истиранию подвергаются звенья цепей гусениц, ковши экскаваторов, ножи бульдозеров, наконечники рыхлителей. Защитить от нагрузок и разрушения эти детали необходимо применяя марку электрода и , . Их пруток сделан из углеродистой стали, обмазка содержит ферробор, карбид бора, феррохром, ферротитан.
Выполняя земляные работы, абразивному истиранию подвергаются звенья цепей гусениц, ковши экскаваторов, ножи бульдозеров, наконечники рыхлителей. Защитить от нагрузок и разрушения эти детали необходимо применяя марку электрода и , . Их пруток сделан из углеродистой стали, обмазка содержит ферробор, карбид бора, феррохром, ферротитан.
Применение
Наплавка электродом— это непростой процесс. И здесь недостаточно просто правильно подобрать электроды
Важно понимать принцип этой технологии и знать особенности
Исходя из оглавления вы могли понять, что наплавка — это формирование дополнительного слоя (или нескольких слоев) на поверхности уже существующего шва. Это действительно так. Но что насчет количества слоев? Это сложный вопрос, на который нельзя дать однозначный ответ.

Количество слоев зависит от многих факторов: типа металла, эксплуатационных условий, применяемой марки электродов и пр. Некоторые марки нельзя использовать для формирования более одного слоя, например. Поэтому каждый случай индивидуален и вам поможет только опыт проб и ошибок.
Наплавляемый вами слой не должен быть глубоким. Помните, что этот метод совершенно отличается от привычного формирования сварного шва
Здесь важно, чтобы наплавленный металл не начал смешиваться с основным. Зачастую металлы все же перемешиваются, но постарайтесь избежать этого
Следите, чтобы шов под наплавочным слоем не деформировался и не коробился. Не нужно наплавлять «с запасом». Количество наплавленного металла на поверхности шва должно быть умеренным. Чтобы не было деформаций наплавляйте металл небольшими отрезками. Наплавку каждого последующего валика проводите с противоположной стороны.
Не забывайте подготавливать металл перед наплавкой. На поверхности шва не должно быть грязи, краски или следов масла. Очистите поверхность и обезжирьте.
Если вы будете соблюдать эти несложные рекомендации, то сможете получить плотный качественный шов без деформаций и дефектов. Помните, что ваша цель — улучшить уже имеющийся сварной шов, а не усугубить положение. Шов должен стать эстетичнее, прочнее и качественнее предыдущего. Ведь в этом и заключается вся суть наплавки как технологии.
Особые свойства
При использовании Т-590 следует учитывать особенности стержней:
- Наносимый восстановительный слой отличается высокой прочностью и твердостью (от 58 до 64 по шкале HRC), но не рассчитан на ударные нагрузки большой силы. Материал склонен к растрескиванию, но дефекты не снижают работоспособность восстановленных деталей.
- При ремонте стальных изделий не следует наносить более 2 последовательных слоев металла (из-за увеличения риска выкрашивания фрагментов), для чугунных деталей допускается 1 проход электродом. Для нанесения дополнительного слоя необходимо использовать стержни с другим химическим составом, совместимым с основным материалом.
Содержание химических элементов в наплавляемом слое
Процентный состав нанесенного слоя металла:
- хром – от 22 до 27%;
- углерод – от 2,9 до 3,5%;
- кремний – от 2 до 2,5%;
- марганец – от 1 до 1,5%;
- бор – от 0,5 до 1,5%;
- сера – менее 0,035%;
- фосфор – не более 0,04%.
Хранение
Чтобы продлить срок службы электродов и улучшить качество сварных швов, стержни нужно правильно хранить. Это относится не только к сварщикам. Но и к магазинам. Не покупайте электроды в полуподвальных магазинах. Поскольку велика вероятность повышенной влажности. А в таких условиях электроды долго не живут.
Что касается домашнего хранения, то заранее купите или сделайте своими руками пенал для электродов. Стоит он недорого, а самодельный и вовсе может обойтись вам бесплатно при наличии ненужного отрезка ПВХ-трубы. В пенале будет соблюдаться оптимальная влажность и температурный режим. Не храните электроды на земле, даже в коробке. И вообще не воспринимайте коробку как место для хранения. Это всего лишь упаковка. Она призвана на время защитить товар. Но не предназначена для длительного хранения в гараже, например.
Если вы все же нарушили правила хранения, то рекомендуем электроды Т-590 прокалить. Нагрейте электрическую печь до температуры не более 200 градусов и положите в нее электроды на 2 часа. Желательно использовать специальную печь для электродов. Но некоторые умельцы приспосабливают микроволновку для таких целей.
Возможно, вас заинтересует
Ø 4 (1 кг) Ø 4 (6 кг) Ø 5 (1 кг) Ø 5 (6 кг)
Электроды для наплавки Т-590 Ток — постоянный прямой полярности, переменный
577,68 руб. ?
Цена с НДС за 1 кг.
Ø 4 (1 кг) Ø 4 (6 кг) Ø 5 (1 кг) Ø 5 (6 кг)
Электроды для наплавки Т-620 Ток — постоянный прямой полярности (на электроде минус)
626,28 руб. ?
Цена с НДС за 1 кг.
Ø 3 (1 кг) Ø 3 (5 кг) Ø 4 (1 кг) Ø 4 (5 кг) Ø 5 (1 кг) Ø 5 (6 кг)
Электроды для наплавки ОЗИ-3 Ток — постоянный обратной полярности
428,52 руб. ?
Цена с НДС за 1 кг.
Ø 4 (1 кг) Ø 4 (5 кг) Ø 5 (1 кг) Ø 5 (5 кг)
Электроды для наплавки МЭЗТ-590 Ток — постоянный обратной полярности (на электроде плюс)
214,20 руб. ?
Цена с НДС за 1 кг.
Ø 3 (1 кг) Ø 3 (5 кг) Ø 4 (1 кг) Ø 4 (6 кг) Ø 5 (1 кг) Ø 5 (6 кг)
Электроды для наплавки ОЗН-300М Ток—переменный, постоянный обратной полярности (на электроде плюс)
172,56 руб. ?
Цена с НДС за 1 кг.
Ø 3 (1 кг) Ø 3 (5 кг) Ø 4 (1 кг) Ø 4 (6 кг) Ø 5 (1 кг) Ø 5 (6 кг)
Электроды для наплавки ОЗН-400М Ток — переменный, постоянный обратной полярности (на электроде плюс)
183,84 руб. ?
Цена с НДС за 1 кг.
Ø 4 (1 кг) Ø 4 (5.5 кг) Ø 5 (1 кг) Ø 5 (5.5 кг)






Электроды для наплавки МЭЗТ-620 Ток — постоянный обратной полярности (на электроде плюс)
219,60 руб. ?
Цена с НДС за 1 кг.
Ø 3 (1 кг) Ø 3 (4.5 кг) Ø 4 (1 кг) Ø 4 (6 кг) Ø 5 (1 кг) Ø 5 (6 кг)
Электроды для наплавки ЦН-12М-67 Ток — постоянный обратной полярности (на электроде плюс)
943,20 руб. ?
Цена с НДС за 1 кг.
Ø 4 (1 кг) Ø 4 (4.5 кг)
Электроды для наплавки ЦНИИН-4 Ток — постоянный обратной полярности (на электроде плюс)
1 040,76 руб. ?
Цена с НДС за 1 кг.
Ø 3 (1 кг) Ø 3 (5 кг) Ø 4 (1 кг) Ø 4 (5 кг) Ø 5 (1 кг) Ø 5 (5 кг)
Электроды для наплавки ЦН-6Л Ток — постоянный обратной полярности (на электроде плюс)
692,16 руб. ?
Цена с НДС за 1 кг.
Ø 3 (1 кг) Ø 3 (4 кг) Ø 4 (1 кг) Ø 4 (6 кг) Ø 5 (1 кг) Ø 5 (6 кг)
Электроды для наплавки АНП-13 Ток — постоянный обратной полярности (на электроде плюс)
250,08 руб. ?
Цена с НДС за 1 кг.
Ø 3 (1 кг) Ø 3 (5 кг) Ø 4 (1 кг) Ø 4 (6.5 кг) Ø 5 (1 кг) Ø 5 (6.5 кг)
Электроды для наплавки УОНИ-13/НЖ/20Х13 Ток — постоянный обратной полярности (на электроде плюс)
408,96 руб. ?
Цена с НДС за 1 кг.
Показать еще 4 товаров
Ручная дуговая наплавка штучными электродами
Наиболее универсальный метод, пригодный для наплавки деталей различной формы, может выполняться во всех пространственных положениях. Легирование наплавленного металла производится через стержень электрода и/или через покрытие.
Для наплавки используют электроды диаметром 3—6 мм (при толщине наплавленного слоя менее 1,5 мм применяют электроды диаметром 3 мм, при большей — диаметром 4—6 мм).
Для обеспечения минимального проплавления основного металла при достаточной устойчивости дуги плотность тока должна составлять 11—12 А/мм2.
Основные достоинства метода:
- универсальность и гибкость при выполнении разнообразных наплавочных работ;
- простота и доступность оборудования и технологии;
- возможность получения наплавленного металла практически любой системы легирования.
Основные недостатки метода:
- низкая производительность;
- тяжелые условия труда;
- непостоянство качества наплавленного слоя;
- большое проплавление основного металла.
Наплавочные электроды
Как и электроды для сварки углеродистых сталей, ГОСТ на которые определяет марку материала и технологию сварки, наплавочные электроды также различают по своим функциональным особенностям.

Типы электродов, определяемые действующими госстандартами:
- Покрытые наплавочные электроды, предназначенные для наплавки низколегированных сталей: Т-590, Т-620, ОЗН-6, АНП-13
- Сварочные наплавочные электроды, используемые при обработке нержавеющих сталей: ЦН-6Л, ЦН-12М, УОНИ 13/НЖ-20Х13
- Твердосплавные наплавочные электроды, эффективные при упрочнении металлообрабатывающего инструмента: ОЗН-300М, ОЗН-400М
Основные моменты по наплавке электродами
ВАЖНО!
Наплавляемый слой металла по химическим свойствам, состав электрода, должен практически полностью совпадать с характеристиками стали ремонтируемой детали. Это важно учесть при выборе марки, вида
Принцип действия метода наплавки основан на плавлении электрода под воздействием сварочной дуги, на создании одного или нескольких слоев
Сколько их будет, нужно определить, обратив внимание на свойства детали, в зависимости от предъявляемых требований
Хорошие качественные характеристики создаваемого сварщиком слоя достигаются в зависимости от глубины проплавления металла. Этот показатель должен быть минимальным
Это важно учесть, нужно достичь насколько возможно меньшего перемешивание наплавляемой стали с основной. Сварщик должен стараться получить минимальное остаточное напряжение и избегать деформации обрабатываемой им детали
Это требование можно выполнить, только соблюдая два предшествующих, правильно выбрав
электрод и минимальным провариванием
.
Важно снизить до установленных нормой значения припуска, допустимые при последующей после сварки обработки деталей, не превышать их. Чтобы исключить коробление, наплавление лучше всего производить отдельными участками, а укладку каждого последующего валика советуется начинать с противоположной стороны по отношению к предыдущему
Чтобы исключить коробление, наплавление лучше всего производить отдельными участками, а укладку каждого последующего валика советуется начинать с противоположной стороны по отношению к предыдущему.
Только благодаря соблюдению этих простых правил достигается защита наплавляемого металла от разрушающего воздействия газов. Получается плотный, не имеющий пор, любых видов трещин и посторонних включений слой
Важно учесть и то, что поверхность ремонтируемой детали перед началом выполнения работ по наплавке необходимо тщательно очистить от масла, следов коррозии, ржавчины и любых других видов загрязнений.
Видео
Посмотрите ролик, где умелец наплавляет лемеха:
Для формирования на изделиях из металлов и стали особого слоя с заданными механическими значениями используются электроды для наплавки. Они чаще всего необходимы для восстановления элементов разнообразных агрегатов и механизмов.
Особенности применения
Электроды для наплавки используются для нанесения присадочного слоя на деталь. Они позволяют получить наплав, отличающийся стойкостью к абразивному воздействию, ударным нагрузкам, и создают на изделии слой с необходимыми параметрами.
 Электроды ЦНИИН-4 для наплавки.
Электроды ЦНИИН-4 для наплавки.
С их помощью можно:
- придать детали исходный вид;
- привести изделие в соответствие с исходными геометрическими параметрами;
- придать новые свойства;
- повысить стойкость к износу и термическому воздействию.
Восстановить геометрию деталей можно с помощью твердосплавных стержней. Подбирая необходимые марки можно решить самый разнообразный спектр задач. Они используются для восстановления режущего инструмента, а также устройств, функционирующих под высоким давлением.
Для осуществления соединения в нижнем и наклонном положении используют электроды марки Т-620. Особенно целесообразно их применять для металлических деталей, характеризующихся быстрым износом, а также для чугунных изделий, подвергающихся ударным воздействиям.
Эта марка, в случае необходимости, может потребовать прокалки при температуре до двухсот градусов в течение трех часов. Количество слоев, которое можно создать на металле данным стержнем составляет 2, а для чугуна – 1.
ЦНИИН-4 используют для устранения дефектов литья на крестовинах. Диаметр стрежня – четыре миллиметра. Также требует прокалки, как и Т-620.
Повысить твердость изделия путем закалки можно с помощью ЦС-2. Максимальная толщина слоя, создаваемая таким стержнем, составляет четыре миллиметра. После нанесения, четверть наплава можно удалить. Используется для ремонта закаленных изделий.
ОЗШ-6 –электроды диаметром 2,5-4 миллиметра, предназначенные для соединения в нижнем положении. Используются для металлургических и станочных агрегатов.
На данный момент на рынке представлен широкий ассортимент электродов, позволяющих решать самые разнообразные задачи.
Что такое?
Устройство электродов, несмотря на различные области применения, одинаково. Из чего состоят электроды? Основные элементы следующие:
- стержень – из металлических либо неметаллических материалов;
- покрытие (у некоторых разновидностей может не быть);
- контактный кончик.
Основной частью изделия является стержень, расплавляющийся при высокотемпературном нагреве током и заполняющий металлом сварочную ванну. Качество создаваемого шва получается тем выше, чем ближе состав стержня к материалу соединяемых элементов.
Покрытие предназначено для создания вокруг электрода инертной газовой среды в процессе сваривания, не допускающей попадания в ванну посторонних примесей. Правильный подбор типа электрода по его покрытию во многом обусловлен условиями сварочного процесса и рода соединяемого металла.
Непокрытый кончик электрода используется для поджига дуги, расплавляющей стержень и находящееся вокруг него пространство изделий.
Для создания шва и соединения деталей сварщик передвигает электрод по спирали – именно так обеспечивается прочная связь веществ. Благодаря такой технологии пик температурного воздействия постоянно смещается, еще несоединенные элементы расплавляются, заполненная в других местах ванна постепенно остывает, образуется прочное неразъемное соединение.









Также широко используются способы, которые принято называть безэлектродными, осуществляющиеся путем нагрева и соединения полимеров, к примеру, кровельных мембранных покрытий.
Принципы выбора наплавочных электродов
Эффективность наплавки определяется правильно выбранной конечной целью процесса – сваркой с одновременным повышением механической и/или коррозионной прочности, либо изменением характеристик исходной заготовки. Первая цель важна при обработке высоконагруженных деталей машин и конструкций, а вторая — при упрочнении инструментальной оснастки.
Выбирая металлические электроды, стоит помнить, что наилучшими эксплуатационными характеристиками обладают те из них, которые содержат в своём составе быстрорежущие стали, аустенитные марганцевые стали, комбинированные сплавы системы « хром-кобальт-вольфрам», аустенитное железо с высоким содержанием хрома, а также сплавы никеля с хромом и бором.
Сущность наплавки
Наплавка электродом осуществляется следующим образом. Под действием пламени сварочной дуги расплавляется внутренний стержень электрода, после чего с его помощью накладываются поверхностные валики в необходимом количестве.
Качественные характеристики зависят от глубины проплавления поверхности. Чем меньше будет глубина, тем более качественной окажется проплавка. Это объясняется тем, что при этом перемешивание основного металла с наплавленным сведется к минимуму. Для избежания деформации деталей желательно, чтобы остаточные напряжения в металле были бы незначительными. Это возможно при тщательном соблюдении технологии процесса.
Электроды для наплавки имеют основное покрытие. Такая обмазка обеспечивает стойкость к образованию трещин, особенно в том случае, когда производится работа с изделиями из сталей, имеющих повышенное содержание углерода.
Электроды для наплавки валов обеспечивают жесткость соединения ответственных конструкций. Для работы с высоколегированными, жаростойкими и жаропрочными сталями применяются электроды для наплавки, стойкие к абразивному износу.
Электроды для наплавки стали применяются для осуществления наплавки рельсов, таких изделий в автомобильной и железнодорожной промышленности, как валы и крестовины.