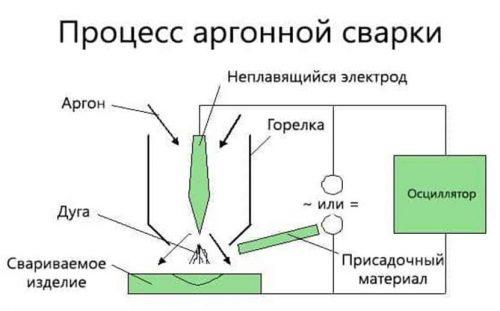
Процесс аргонно-дуговой сварки: последовательность работ
Физические свойства защитных газов и металла электродов
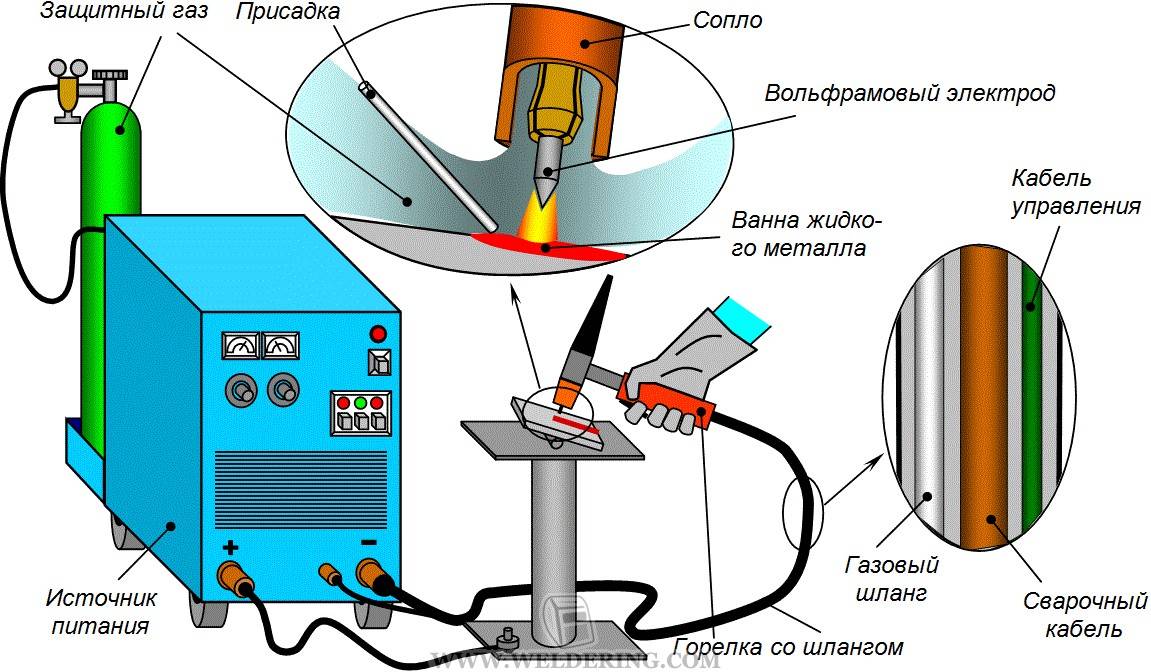
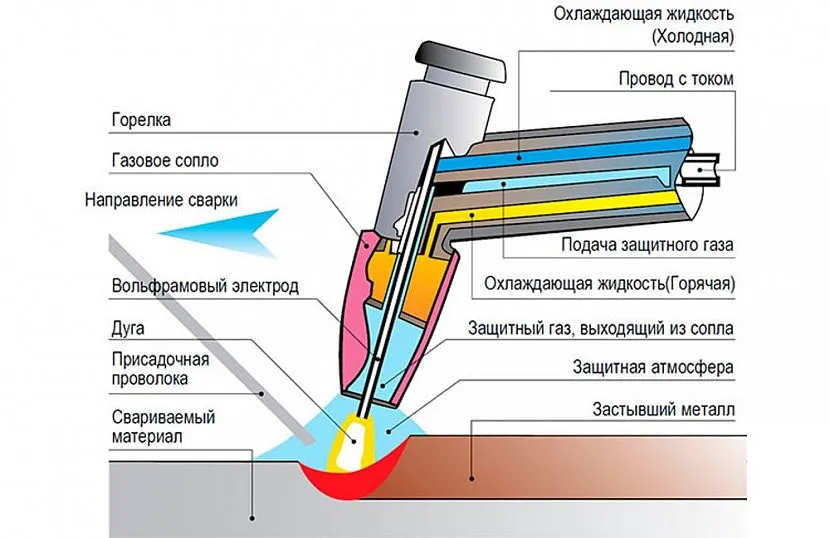
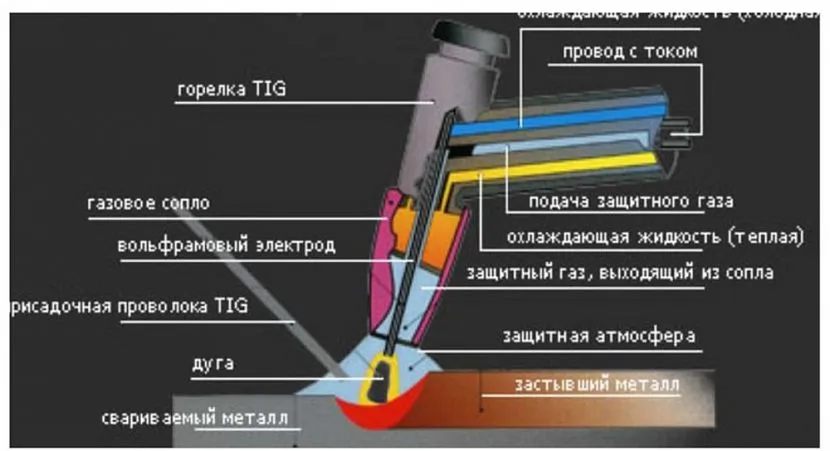
Сварочный ток и инертный газ подводят в газовую горелку, другую фазу тока для сварки подсоединяют к детали. В горелке вставлен вольфрамовый электрод, в процессе сварки не расплавляющийся. Горит дуга, идущая от вольфрамового электрода до детали, присадочную проволоку подают непосредственно в область дуги. Конец электрода из вольфрама при аргоновой ручной сварке затачивают конусообразно. Длину заточки делают равной 2-м или 3-м диаметрам электрода. В начале дугу зажигают на специальной пластине из угля.
Недопустимо зажигать дугу на базовом металле ввиду оплавления конца электрода и его загрязнения.
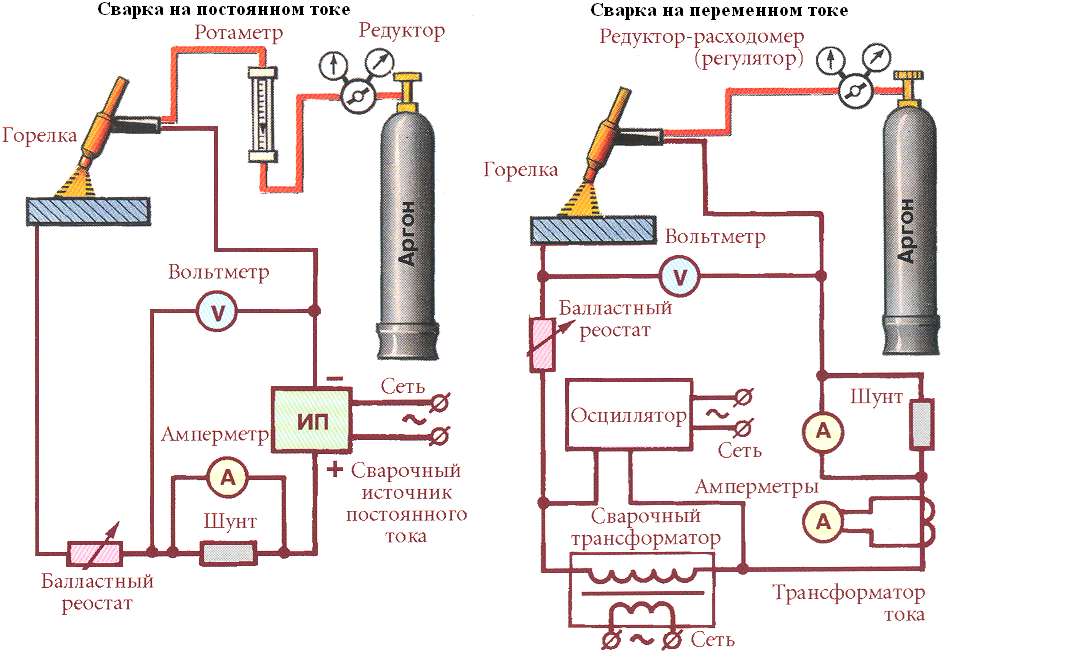
Возбуждение дуги выполняют, пользуясь источником питания, холостой ход у которого имеет повышенное напряжение, либо применяют дополнительный источник питания, имеющий высокой напряжение (осциллятор), поскольку потенциал возбуждения и ионизации аргона гораздо выше, чем у азота, кислорода или паров металлов.
Дуговой разряд аргона отличает надежная стабильность. Важная особенность аргонно-дуговой сварки при помощи неплавящегося вольфрамового электрода и применении переменного тока — появление в сварочной цепи показателя постоянного тока, величина которого может составлять до 50% от эффективной величины значения переменного тока в сварочной цепи.
Выпрямление тока находится в прямой зависимости от формы и размеров вольфрамового электрода, материала, из которого выполнено изделие, и режима сварки (токовой величины, скорости сваривания, длины дуги).
Схема аргоннодуговой сварки.
Когда величина постоянного тока будет слишком высока, то нарушится стабильность дугового горения и, соответственно, резко уменьшится качество наплавляемой поверхности металла, появятся надрезы, чешуйчатость. Но самое главное — снизится прочность соединения и пластичность металла на шве.
Особенно нежелательно образование в сварочной цепи характеристик постоянного тока в процессе сваривания алюминия и его сплавов. Чтобы получить качественные сварные соединения, нужно устранить в цепи сварки элементы постоянного тока. Аналогично аргонно-дуговой сварке выполняется гелио-дуговая сварка.
Отличие обычной ручной сварки дугой качественными электродами от ручной аргонной сварки дугой состоит в количестве задаваемых направлений движения электроду. В первом случае задают три движения электроду (по оси электрода, перпендикулярно шву и по оси будущего шва). Во втором варианте задают только одно направление — горизонтально оси будущего шва. Это правило распространяется и на механизированные способы сваривания изделий. Два других направления движения не применяют при аргонно-дуговой сварке по причинам:
- исключается передвижение согласно оси электрода книзу, так как при аргонно-дуговом сваривании не происходит его расплавление;
- в поперечном направлении согласно шву не двигаются, дабы не нарушить инертным газом защищенность расплавляемого металла.
https://moyakovka.ru/youtu.be/aifgic_oeeo
Поскольку колебательное передвижение электрода перпендикулярно шву исключается, то швы, выполненные аргонным свариванием, получаются более узкие, нежели при ручной обычной сварке дугой хорошими электродами. Стык освобождают из приспособления, выполняя первоначальный слой шовного соединения, используя присадочную проволоку, марку которой устанавливают либо технологическим процессом либо техническими условиями. Дугу зажигают на пластине из угля, но ни в коем случае не на самой детали. Гашение дуги следует выполнять на расстоянии.
В целях недопущения пропитки металла шва воздушными О2 или азотом, концы расплавляемой проволоки сварочной и нагретого вольфрамового электрода никогда не должны выходить из области защитного газа. Чтобы избежать разбрызгивания расплавляемого металла, выполняют подачу проволочного конца в жидкую ванну плавными движениями.
Накладывая корневой слой шва, внимательно отслеживают, в какой степени полноты проплавились кромки, нет ли непроваренных мест. Насколько металл проплавился, определяют по конфигурации ванны расплавляемого металла: о качественном проплавлении свидетельствует ванна, длина которой вытянута в сторону направления сварки, недостаточность проплавления определяет ванна в форме круга либо овала.
https://moyakovka.ru/youtu.be/-RFTNzS8UDc
Если послушать отзывы тех, кто уже применял аргонную сварку, то все они сходятся во мнении о том, что желания работать обычным аппаратом для сварки после такой технологии больше не возникает. И шов при этом образуется узенький и качественно выполненный. Для этого нужно лишь немного потренироваться.
Особенности аргоновой сварки
Сварка в аргоновой атмосфере отличается от обычной ММА такими особенностями:
- производится при постоянном обдуве аргоном;
- ток может использоваться как переменный, так и постоянный (обратной полярности);
- необходимо использовать вольфрамовый электрод;
- без присадочной проволоки варить можно только особо тонкие листы;
- для розжига дуги необходим осциллятор;
- техника проводки электрода имеет определенную специфику.
Рассмотрим все пункты по отдельности. Может показаться, что они напрямую не относятся к теме, как из обычного инвертора сделать профессиональную аргоновую сварку, но, зная эти тонкости, станет легче учесть все особенности аппарата и технологии.
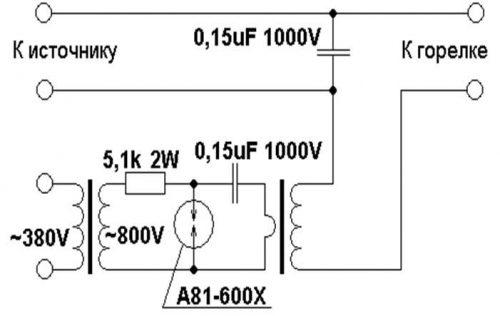
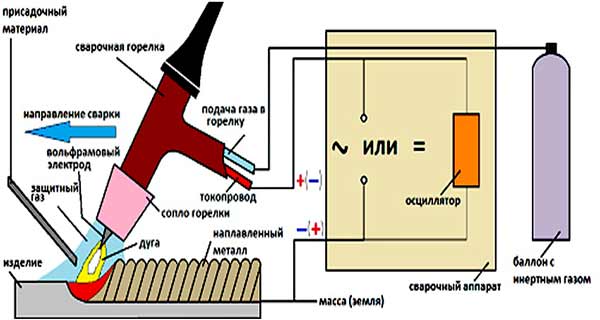
Схема аргонной сварки:
Зачем нужен аргон
Этот элемент (Ar) входит в группу (18) инертных (можно посмотреть в периодической таблице) газов, которые в обычном состоянии практически не взаимодействуют с большинством веществ, включая металлы, кислоты, соли и щелочи. По распространенности в природе он находится на третьем месте после кислорода и азота, что определяет его достаточно невысокую цену по сравнению, например, с гелием.
Практические свойства при сварке определяет его вес — он тяжелее азота и кислорода более чем в два раза, появляясь в зоне сварного шва, он попросту вытесняет эти газы и окутывает ванну, не допуская возникновения химических реакций окисления. Этот факт необходимо учитывать при сварке на открытом воздухе — сильный или умеренный ветер может ухудшить качество сварки.
Сварочный ток
Электрический ток напряжением 30-80 В и силой 20-200 А — диапазоны, применяющиеся при сварке цветных металлов в инертной атмосфере. Выбор параметров тока производится согласно специальных таблиц и зависит от диаметра электрода и толщины свариваемого металла. Правильно выбрав характеристики тока, вы сможете выполнить самый сложный шов даже на самодельном аппарате.
Электрод
Вольфрамовый остро заточенный стержень, использующийся в роли электрода удобен тем, что:
- он не плавиться (Т плавления выше 3000 0 С, даже при красном калении он не размягчается) при температурах сварки цветных металлов;
- позволяет получить очень тонкую дугу, дает возможность формирования компактного шва;
- испарение электрода составляет не более 0,01 грамма на 1 м шва.
При этом промышленность выпускает такие электроды в более чем 25 видах, выбрать нужный не составит особого труда.
Присадочная проволока
Дополнительный материал, который при сварке плавиться электрической дугой и заливает шов. При застывании он образует монолитное соединение. На особо тонких листах проволока практически не нужна, но для сварки объемных деталей она необходима.
Материал проволоки выбирается в соответствии со свариваемым металлом: для алюминия — алюминиевая, для нержавейки — из легированной стали определенной марки.
Осциллятор
При сварке постоянным током вольфрамовым электродом довольно сложно разжечь электрическую дугу. Если выполнять эту операцию касанием, как при сварке ММА, то возможно пригорание электрода, проплавление металла, приварка части материала к острию электрода и прочие неприятности.
Осциллятор — специальный аппарат, который вырабатывает высокочастотный ток для подачи импульса розжига. В дальнейшем он периодически генерирует поддерживающие импульсы, стабилизирующие дугу и позволяет сварщику уверенно работать как при постоянном, так и при переменном токе.
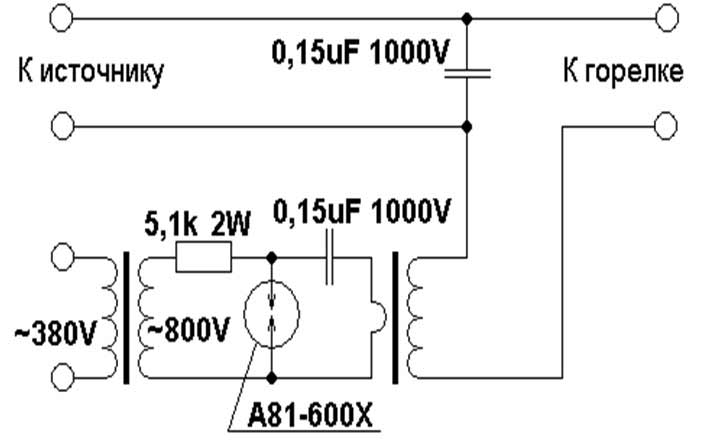
Перед тем, как сделать полноценную аргоновую ТИГ сварку самому, необходимо купить осциллятор, например УВК 7, или собрать его самостоятельно по одной из схем:
Но практика показывает, что осциллятор заводского изготовления работает намного надежнее. А цена его не столь высока, чтобы тратить неделю времени на поиск деталей, сборку и настройку самодельного устройства.








Тем более, что заводской осциллятор подключается очень просто практически к любому аппарату инверторного или трансформаторного типа — достаточно при помощи специальных разъемов навесить его на сварочные электрокабели. Он работает параллельно с аппаратом и на сварочный ток влияния не оказывает, поддерживая только стабильность дуги.
Но при покупке осциллятора следует учесть, что некоторые модели работают при напряжении холостого хода от 40 В. Если вы собрались вести сварку при U= 28-30В, то генератор импульса может не сработать.
Настройка самодельного аппарата
Даже заводской прибор должен быть грамотно настроен. Это касается и самодельной аппаратуры. Так сварка пройдёт без проблем и даст швы хорошего качества. Мы отметим, что нужно учитывать при настройке переделанного инвертора.
Тупой электрод дестабилизирует сварочную дугу, и она не сможет идти по одной ровной линии. Поэтому избежать этапа заточки не получится.
После заточки электрод вставляется в держатель горелки. Последняя включается прокруткой вентиля на баллоне и нажатием кнопки зажигания. Редуктором поправьте ход аргона.
Он не должен быть больше пятнадцати литров в минуту. После того, как расход газа будет настроен, отключите горелку и поставьте подачу на паузу.
После этого подключите осцилляторный прибор с защитным блоком и поднесите горелку к заготовке. Перед этим разместите на металле массу. Горелка должна быть очень близкой к металлу.
После включения возникнет электродуга. Потом откройте газ и в это время отводите горелку немного дальше.
Теперь переделанный инвертор может работать.
Необходимая техническая информация
Зачастую необходимость в аргонно-дуговой сварке возникает не только на предприятиях, но и дома. Например, вам потребуется ремонт автомобиля или электрического бойлера, где бак сделан из нержавеющей стали, хотя есть много других агрегатов, в изготовлении которых задействованы сплавы и цветмет. Поэтому, зная технологию процесса, вы сможете научиться варить самостоятельно.
Что это такое
Эта технология предусматривает на первый взгляд странное гибридное сочетание газа и электричества. Тем не менее, метод сварки в среде аргона функционирует и позволяет работать практически со всеми металлами. Более всего такой метод востребован для сварки нержавеющей стали, чугуна, меди и алюминия – их чаще всего используют при создании разных узлов и механизмов. В бытовом плане практически каждый человек сталкивается с продуктами, где применялся аргонно-дуговой метод – это маленькие бронзовые крючки для вешалки, различные люстры, бра и торшеры или задняя часть нашего холодильника.
Как видите, аргонно-дуговая сварка или, точнее, продукты, которые невозможно было бы сделать без её применения, окружают нас в быту, следовательно, такой метод очень даже может пригодиться любому домашнему умельцу. Но, как известно, рождение хорошего специалиста-практика всегда должно быть подтверждено теоретическими знаниями, и иначе не бывает. Здесь, конечно, не понадобится изучать состав элементов по таблице Менделеева, но вот без знания и понимания физических процессов плавления металлов в инертной среде никак не обойтись.
Технология предусматривает гибридное сочетание газа и электричестваИсточник svarkalegko.com
Технология сварки аргоном содержит в себе разрешение дилеммы: для поддержания горения нужен кислород, но O2 способствует окислению металлов, что неблагоприятно сказывается на соединении. При застывании сварочной ванны там образуется множество пузырьков, что никак не содействует прочности шва, а если это алюминий, то он попросту сгорает. Инертный аргон, подаваемый на ванну, окутывает место сварки защитным облаком, что минимализирует процесс окисления. Как видите, инертный газ является изоляцией от других элементов, которые есть в обычном воздухе в естественных условиях, то есть, от воздуха, которым мы дышим. Ar тяжелее всех составных газов из этого состава, поэтому сварочная дуга и часть ванны оказываются в его оболочке.
Примечание: в некоторых случаях вместо аргона (Ar) используют гелий (He) – это тоже инертный газ. Но такое происходит скорее в виде исключения, нежели правила, так как гелий гораздо дороже.
Обратите внимание, почему предпочтение отдают именно аргону:
- Ar тяжелее всех атмосферных газов, следовательно, он способен вытеснить их из ванны;
- инертный Ar не вступает в реакцию с веществами, которые присутствует во время сварочного режима.
Теперь поговорим о методах, при которых такой процесс осуществляется в настоящее время. Существует всего три способа:
- Ручной. Когда сварщик работает ручной аргонодуговой сваркой, ему необходимо задействовать обе руки – в одной из них придется держать горелку, а другой пруток.
- Полуавтомат. Сварщик удерживает и направляет горелку рукой, а пруток подается автоматически.
- Автомат. Перемещение горелки и прутка осуществляется автоматически, но под наблюдением оператора. Также есть линии, на которых функции человека выполняет робот с числовым программным управлением.

Линия сборки-сварки тавровых балок завода «Красное Сормово»Источник google.com.ua
Элементы для сборки самодельного аппарата
Чтобы собрать оборудование для аргоновой сварки, потребуются следующие элементы:
- сварочный аппарат постоянного тока или инверторного типа;
- осциллятор;
- блок защиты инвертора;
- горелка;
- баллон с аргоном;
- газовый редуктор;
- газовый шланг;
- сварочные кабели.
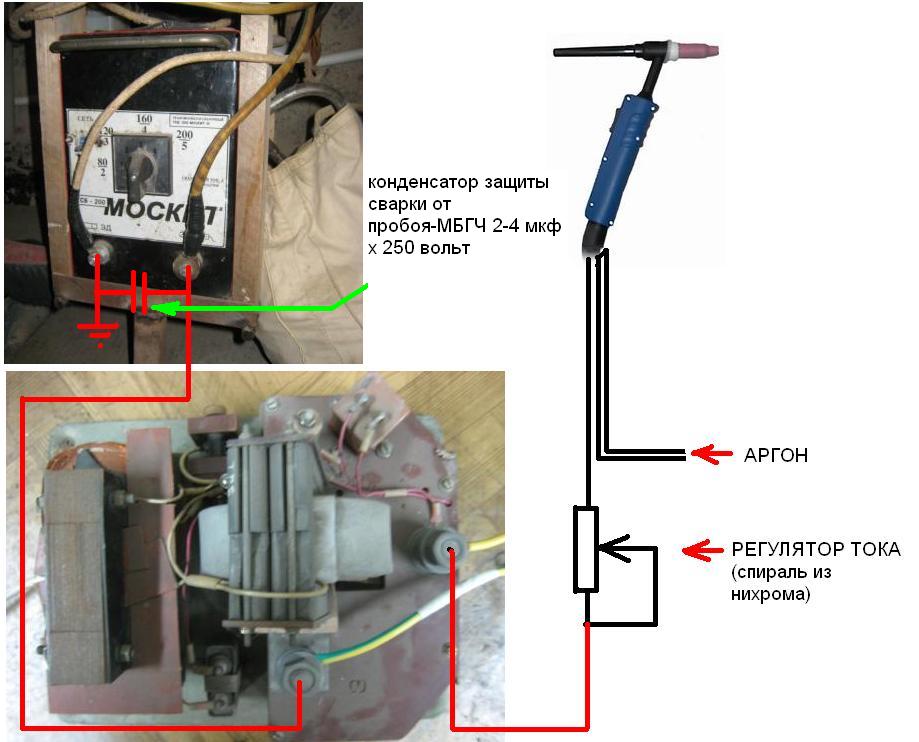
Источник тока
В качестве источника тока для TIG сварки можно взять обычный сварочный трансформатор и на его выходе приспособить диодный мост для выпрямления тока. Также можно использовать сварочный выпрямитель. Но для обоих типов аппаратов потребуется добавить еще и осциллятор, который будет способствовать бесконтактному розжигу дуги.
На просторах интернета можно прочитать, что проще всего сделать аргонную сварку из инвертора. Но здесь имеется несколько нюансов. Существуют инверторы, в которых уже встроена возможность для TIG сварки. В таком случае достаточно подсоединить к аппарату рукав с горелкой для аргоновой сварки, подсоединить шланг к баллону с аргоном, и агрегат готов к работе. Но сначала нужно переключить его в режим TIG и выставить необходимую силу тока.
Следует заметить, что в таких инверторах уже встроен осциллятор и необходимая защита.
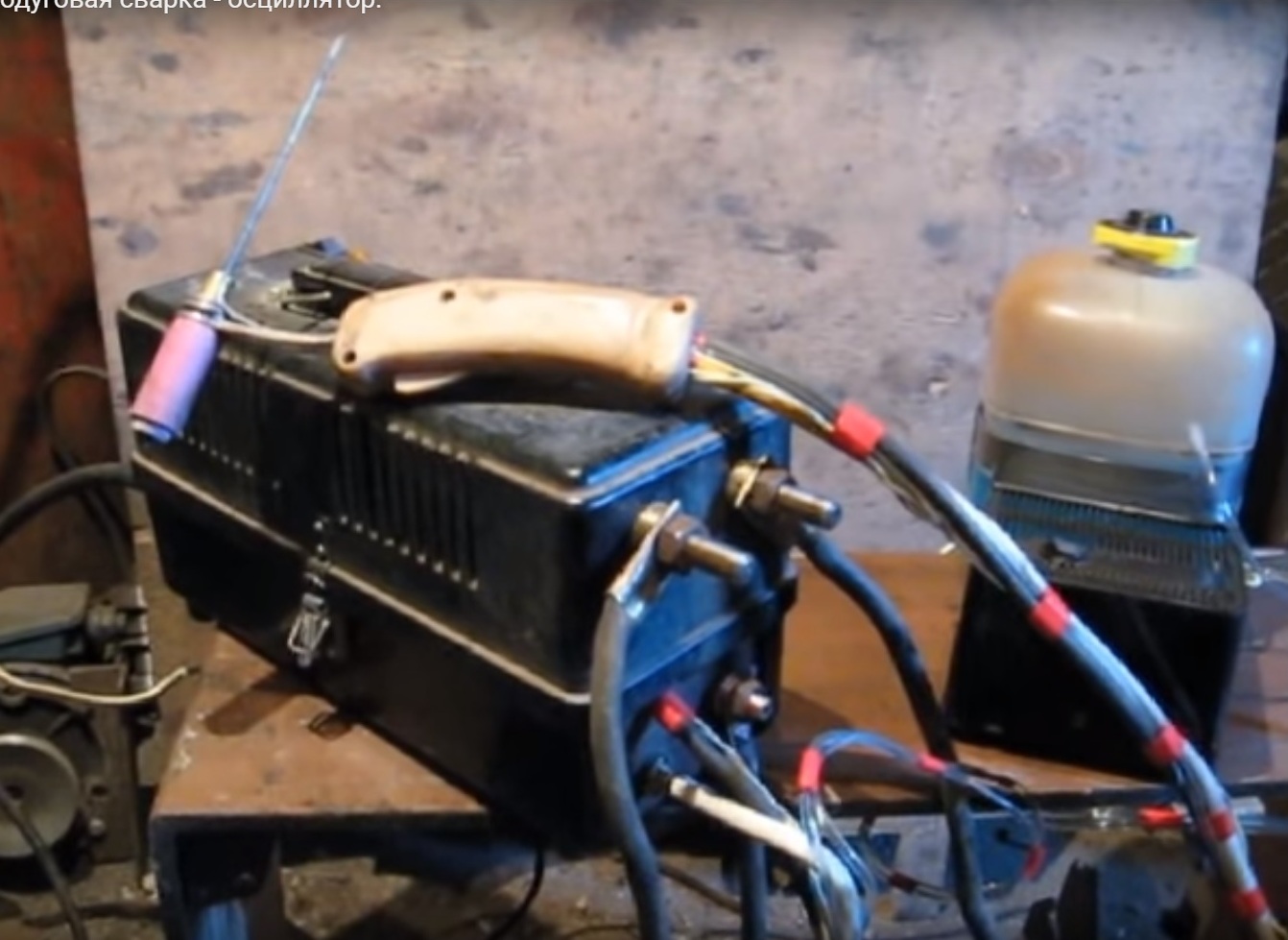
Инверторы без встроенной функции TIG сварки использовать для этой цели не получится. Даже если к нему подключить внешний осциллятор, то инвертор просто сгорит. Чтобы этого не произошло, понадобится небольшая переделка инвертора, которая заключается в добавлении в его схему блока защиты. Данный блок можно собрать вместе с осциллятором на одной плате и поместить ее в отдельный корпус. Получится небольшая приставка к инвертору.
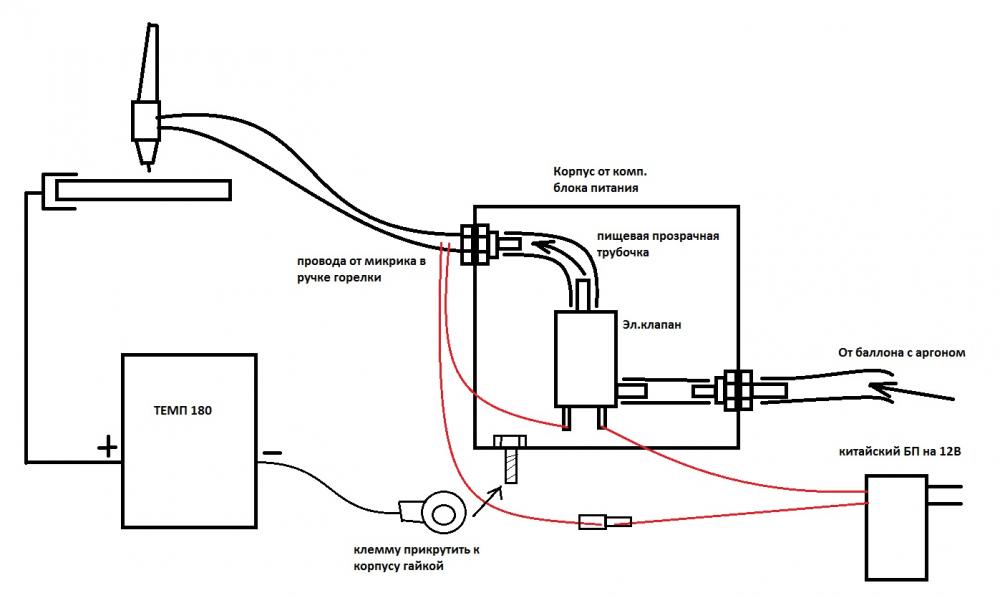
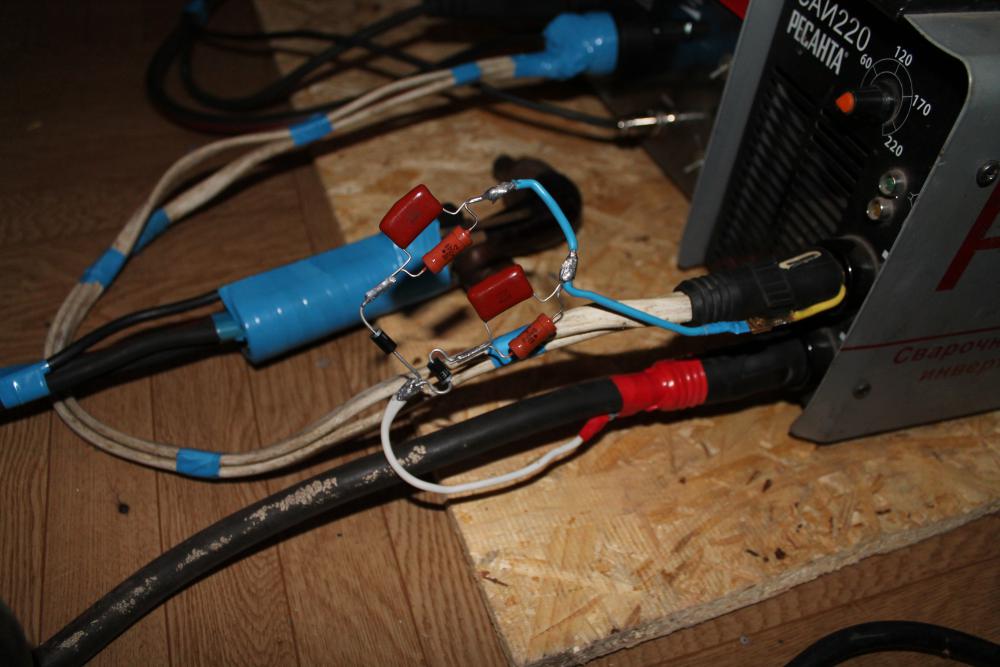
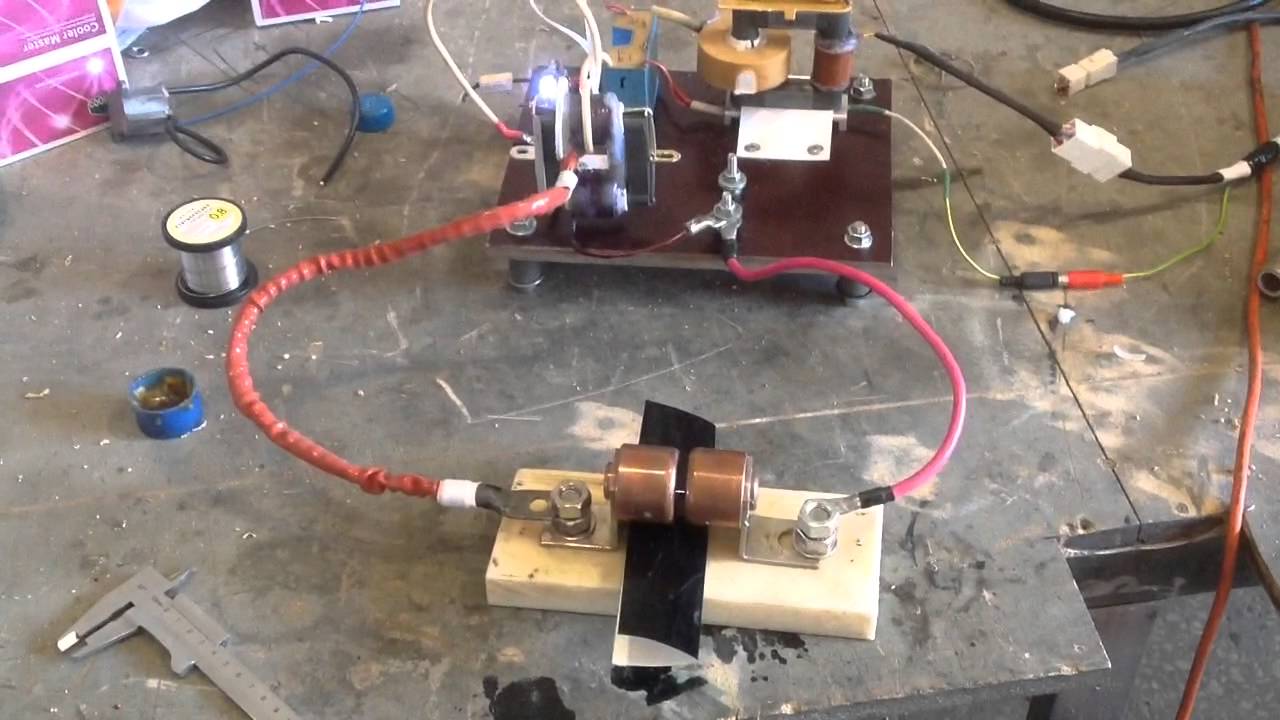
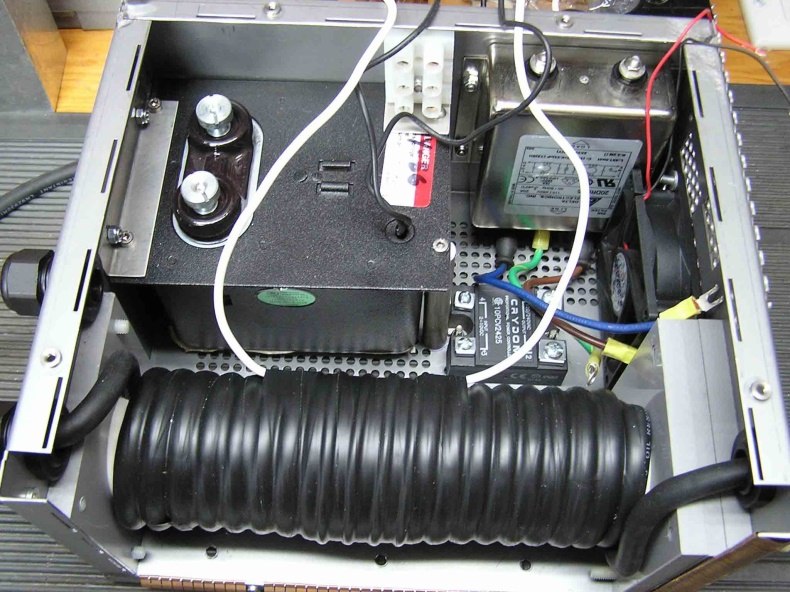
Осциллятор и блок защиты
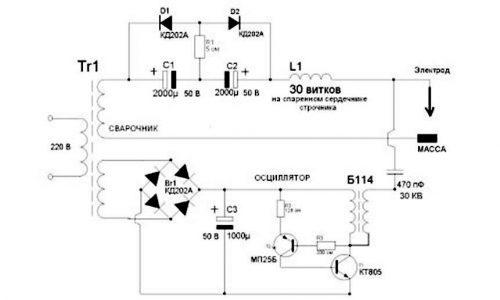
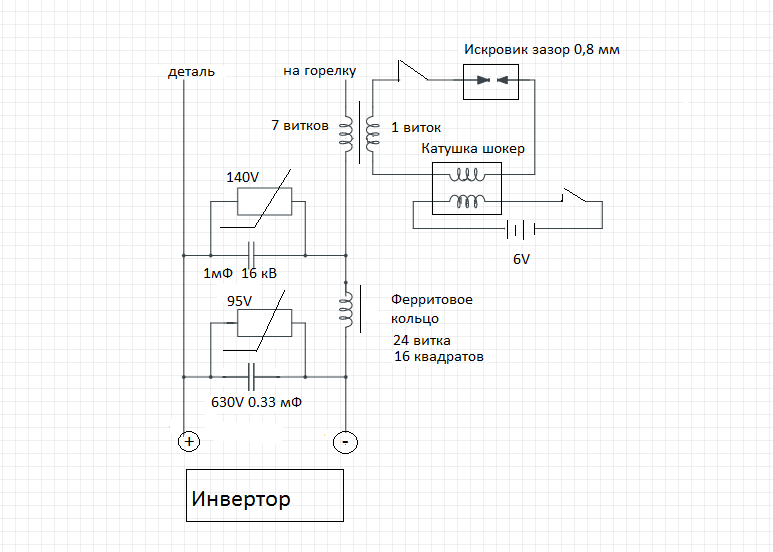
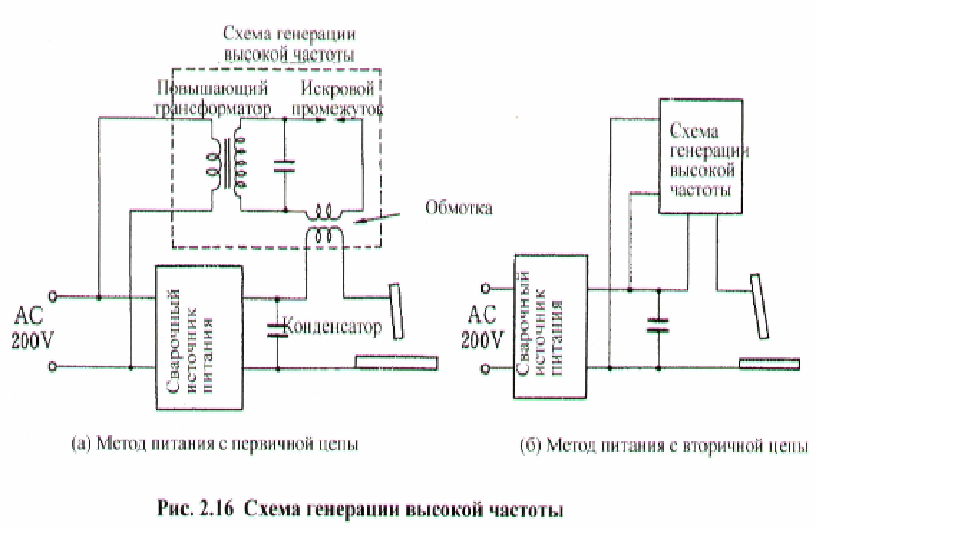
Как уже говорилось выше, для сварочного инвертора потребуется специальная приставка для TIG сварки. Ее можно собрать своими руками по схеме, предоставленной ниже.
Данная схема включает блок защиты (расположен слева) и осциллятор. Последний можно приобрести в Китае или собрать самостоятельно. Как собирается приведенная выше схема, можно узнать, посмотрев это видео.
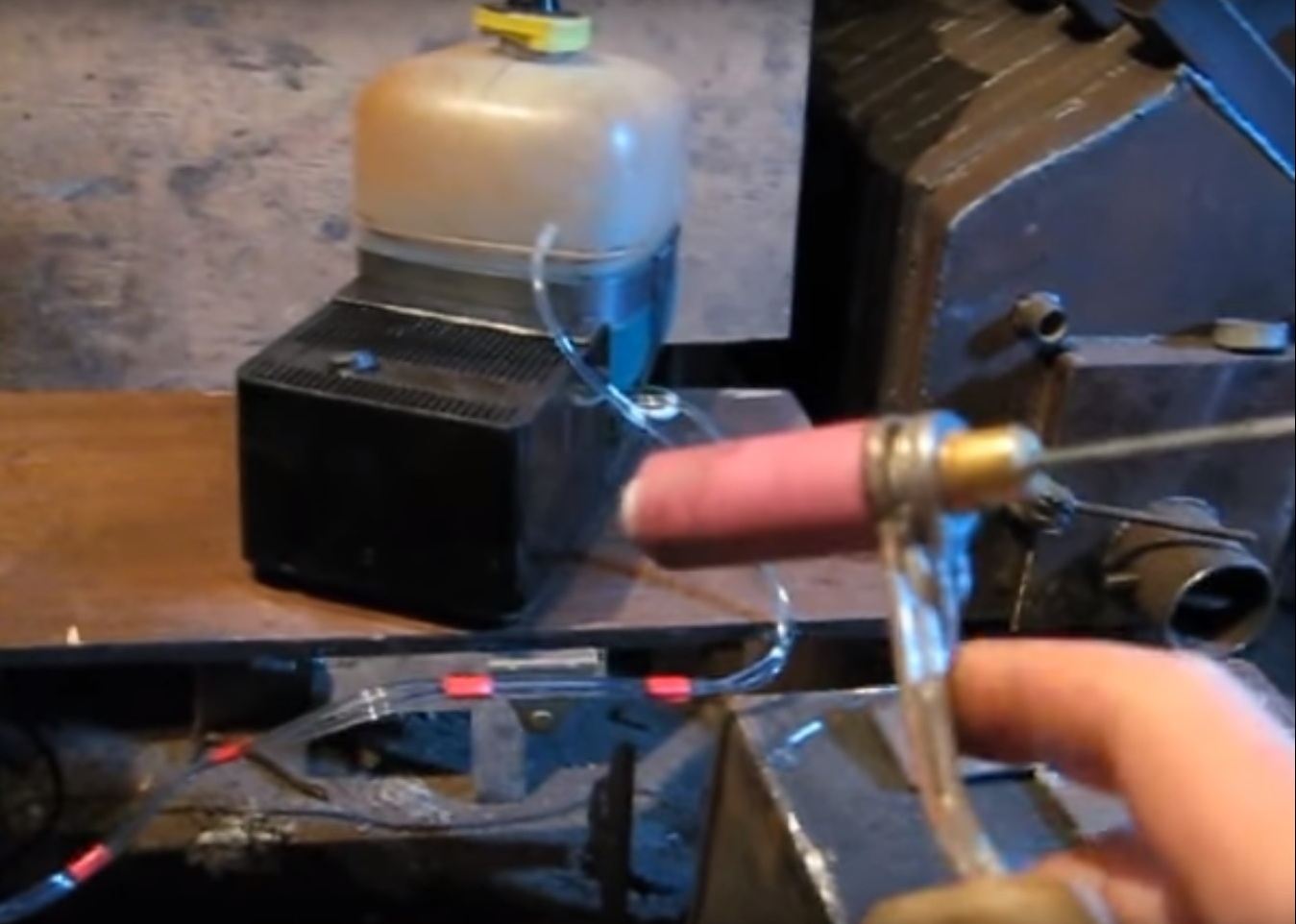
Горелка
Для аргоновой сварки используется специальная горелка, состоящая из керамического сопла и держателя вольфрамового электрода.
Также на горелке расположены кнопка пуска и вентиль для подачи газа. Горелку можно собрать из комплектующих, которых достаточно на китайских сайтах, или там же купить уже готовую (собранную).






Баллон с аргоном
В целях безопасности все баллоны с газом принято окрашивать в разные цвета и наносить на них надписи тоже различных цветов. Ниже приведен рисунок, на котором показаны все разновидности газовых баллонов с соответствующей их содержимому маркировкой и цветом.
Как видно из рисунка, для аргона используют баллоны черного цвета (с белой полосой) либо серого цвета (с зеленой полосой и надписью). Для TIG сварки применяют очищенный аргон. Поэтому понадобится приобрести баллон серого цвета с зеленой надписью “Аргон чистый”.
Совет! Для профессионального использования используются баллоны емкостью около 50 литров, имеющие большой вес. Но для бытового использования будет достаточно баллона на 10 литров, который можно перемещать самостоятельно.
Редуктор
Поскольку газ в баллоне находится под большим давлением, то чтобы подать его на горелку, потребуется редуктор. Данный прибор показывает давление в баллоне и позволяет регулировать скорость потока газа по шлангу, ведущему к горелке.
Редуктор должен подбираться строго под определенный газ, то есть в данном случае – под аргон. Обычно прибор имеет такой же цвет, как и баллон с газом.
Шланг и сварочные кабели
Если собирать рукав для аргоновой сварки самостоятельно, то он получится толстым и плохо гнущимся, поскольку в него нужно поместить электрический кабель и газовый шланг. К тому же, потребуется отдельно приобретать разъемы для подключения к горелке и к инвертору (если использовать инвертор с возможностью TIG сварки). Готовый рукав для аргоновой сварки можно купить там же, где и горелку.
Собираем своими руками аргоновую сварку из инвертора
Время чтения: 7 минут
Аргонодуговая сварка — это одна из самых востребованных сварочных технологий. Аппарат для аргонной сварки дает практически безграничные возможности.
Вам под силу сварка любых металлов практически без ограничений по толщине. Но всегда у домашнего мастера есть возможность приобрести заводской аппарат.
И причины могут быть разными: от недостатка средств до банального недоверия к современным производителям.
К счастью, эта проблема решается довольно просто и, что самое главное, быстро. Если вы хотите сэкономить или по каким-либо другим причинам не можете купить заводской аппарат, то аргонная сварка из инвертора своими руками — это ваш выбор. В этой статье мы расскажем, как собрать аргонный аппарат своими руками.
Общая информация
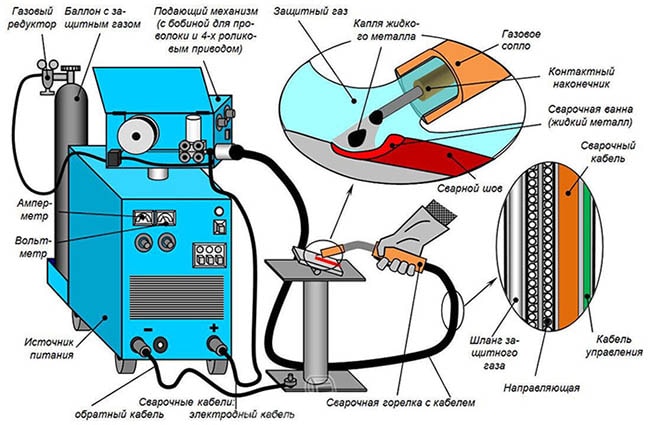
Аргонно дуговая сварка во многом очень схожа с ручной дуговой сваркой, вот только дополнительно применяется защитный газ аргон и присадочная проволока. Одновременно с этим используется неплавящийся электрод из вольфрама. Электрод помогает поджечь дугу, а проволока формируется шов. В мире эта сварочная технология называется TIG (ТИГ).
Суть аргонодуговой сварки проста. Сначала горелка подает в сварочную зону аргон. Спустя секунду после подачи газа поджигается сварочная дуга. Чтобы поджечь дугу, нужно поднести к металлу горелку с электродом внутри и нажать на копку включения. Но отчего поджигается дуга? Ведь нет никаких причин для этого.
Эту задачу решает осциллятор. Он ионизирует газ и тем самым позволяет дуге зажечься в парах аргона.
Далее мы расскажем, что вам понадобится для сборки аргонной сварки своими руками.
Из чего собираем?
Аргонная сварка своими руками собирается из очень простых компонентов. Мы перечислим основные компоненты, которые понадобятся вам для сборки аргонной сварки своими силами.
https://www.youtube.com/watch?v=8mBBsM-xbhQu0026t=36s
Для начала, вам понадобится источник сварочного тока. В нашем случае это сварочный аппарат типа инвертор. Также вам нужен осциллятор. Дополнительно мы соберем блок защиты для нашего инвертора. Из второстепенных компонентов понадобится сварочная горелка, газовый баллон с аргоном, редуктор, газовые шланг и кабели. Давайте подробнее остановимся на каждом компоненте.
Сборка аппарата
Итак, все компоненты собраны, можно приступать. Аргоновая сварка своими руками начинается с подключения осциллятора + блока защиты к инвертору. Посмотрите на схему выше, там все понятно. Возьмите массу и подсоедините ее к плюсовой клемме осциллятора. К минусовой клемме подключите кабель, идущий от горелки. Если будете варить алюминий, то поменяйте эти кабели местами.
Далее соедините газовый рукав и горелку, установите редуктор на баллон. Подсоедините горелку к рукаву с кабелем и газовым шлангом. Затем подсоедините шланг к редуктору. Теперь можно включать инвертор розетку. А вот для осциллятора обеспечьте питание 6В. Прикрутите к баллону с аргоном редуктор.
Газовый шланг необходимо подсоединить к редуктору, установленному на баллоне с аргоном. Подключите инвертор к сети 220 В, а осциллятор к блоку питания на 6 В. Все готово. Осталось настроить аппарат для корректной работы.
Настройка самодельного аппарата
Любая самодельная вещь или прибор нуждается в грамотной настройке, чтобы сварка проходила более-менее качественно. Наш самодельный аппарат не исключение. Мы расскажем о некоторых особенностях, которые нужно учитывать.
Для начала нужно заточить электрод. Для этого можно использовать специальную точилку. Конец электрода должен быть остро заточен. Если использовать для сварки не заточенный электрод, дуга будет нестабильной и не сможет сконцентрироваться в одной точке. Так что не игнорируйте этот этап.
Затем вам нужно установить электрод в горелку и включить ее, открыв вентиль на баллоне. С помощью редуктора отрегулируйте расход газа. Он не должен превышать 15 литров в минуту. После регулировки выключите горелку и приостановите подачу газа.
Инверторная сварка в аргоне
Инверторный способ – самый востребованный вид аргонодуговой технологии. Он применяется и в промышленных целях, и в домашнем обиходе. Инвертор для аргонодуговой сварки – тип аппарата дуговой сварки, который преобразует ток из постоянного в переменный. Дополнительным преимуществом является его способность к адаптации к скачкам напряжения источника электричества.
Если говорить в общем, то работать с инвертором по аргону проще и удобнее, чем с другим оборудованием для сварки нержавейки: нужно только двигать горелкой вдоль шва. Если соблюдать все технологические требования, шов получается узким и ровным. Без присадочной проволоки такие швы тоже можно делать, но в этом случае требуется очень плотное соединение краев заготовок.
Алгоритм сборки сварочного аппарата
Сборка оборудования для аргоновой сварки из инвертора достаточно проста.
- Подключите к инвертору защитный блок с осциллятором согласно схеме, приведенной выше.
- Кабель массы необходимо подсоединить к клемме осциллятора со знаком “+“. Кабель, который идет к горелке, подключается к клемме со знаком “-”. Для сварки алюминия кабели подключаются наоборот.
- Подсоедините к рукаву с кабелем и газовым шлангом горелку.
- Прикрутите к баллону с аргоном редуктор.
- Газовый шланг необходимо подсоединить к редуктору, установленному на баллоне с аргоном.
- Подключите инвертор к сети 220 В, а осциллятор к блоку питания на 6 В.
После этого собранный своими руками сварочный аппарат TIG будет готов к работе. Но предварительно его следует правильно настроить.
Тонкости выполнения аргонной сварки
У технологии аргонной сварки есть свои тонкости. Рассмотрим их.
Аргон и сварочный ток подводят непосредственно к горелке. Второй питающий провод – массу – подсоединяют к свариваемым деталям при помощи пружинного зажима. Электрическая дуга, за счет которой и происходит расплавление кромок свариваемых деталей и присадочной проволоки, горит между вольфрамовым электродом и поверхностями свариваемых деталей. Присадочная проволока, благодаря которой происходит формирование сварного шва, подается непосредственно в зону действия электрической дуги.






Конец вольфрамового электрода для обеспечения стабильного горения дуги необходимо заточить под конус на длину, равную 2 или 3 диаметрам вольфрамового стержня.
Заточка вольфрамового электрода на наждаке с помощью простейшего приспособления
Поскольку потенциал ионизации аргона намного выше, чем у кислорода, азота и металлических паров, для зажигания электрической дуги в его среде необходим источник тока с повышенным значением напряжения холостого хода либо дополнительное устройство, которое называется осциллятор. Такой аппарат, вырабатывающий ток с высокой частотой и повышенным значением напряжения, обеспечивает не только быстрое зажигание дуги, но и ее стабильное горение в процессе выполнения аргонной сварки.
Как известно любому специалисту, формирование сварного шва при выполнении обычной электродуговой сварки осуществляется за счет трех технологических движений, совершаемых электродом: продольного (вдоль оси сварного шва), осевого (вдоль оси электрода) и поперечного (перпендикулярно оси шва). В отличие от данной технологии, аргонную сварку осуществляют только за счет продольного перемещения электрода и присадочной проволоки. Никаких других движений не делают ни при ручной, ни при автоматизированной сварке.
Необходимость строгого соблюдения данного правила объясняется следующим.
- Движение вдоль оси электрода не выполняется по той причине, что он не расплавляется в процессе горения сварочной дуги.
- Движение в поперечном направлении нельзя выполнять из-за того, что в таком случае из-под защиты аргона будет выведена область выполнения сварки, где присутствует расплавленный металл.
Поскольку электрод и присадочная проволока при аргонной сварке не перемещаются в поперечном направлении, сварной шов получается узким и аккуратным, что хорошо видно по фото таких соединений.
Качественный шов – визитка профессионального сварщика
Подбирая присадочную проволоку для выполнения соединений по данной технологии, очень важно обращать внимание на ее химический состав, который должен соответствовать составу свариваемых деталей. Как уже говорилось выше, зажигать дугу при выполнении аргонной сварки следует на угольной платине, а гасить ее необходимо на некотором расстоянии от соединяемых деталей
Чтобы обеспечить надежную защиту сварочной зоны от окружающего воздуха, необходимо следить за тем, чтобы электрод и присадочный пруток никогда не выходили из зоны действия защитного газа. Для минимизации разбрызгивания расплавленного металла из зоны сварки присадочный пруток вводят в сварочную ванну очень медленно и плавными движениями.
Выполняя аргонную сварку, необходимо внимательно следить за тем, хорошо ли проплавились кромки соединяемых деталей. Определить это можно по форме ванны расплавленного металла: она должна быть вытянута в сторону выполнения сварки, но ни в коем случае не иметь форму овала или круга.
Если хорошо усвоить всю необходимую теоретическую информацию о технологии аргонной сварки и немного потренироваться, то даже с помощью самодельного сварочного аппарата можно получать качественные, надежные и аккуратные соединения.
Алгоритм сборки сварочного аппарата
Сборка оборудования для аргоновой сварки из инвертора достаточно проста.
- Подключите к инвертору защитный блок с осциллятором согласно схеме, приведенной выше.
- Кабель массы необходимо подсоединить к клемме осциллятора со знаком “+“. Кабель, который идет к горелке, подключается к клемме со знаком “-”. Для сварки алюминия кабели подключаются наоборот.
- Подсоедините к рукаву с кабелем и газовым шлангом горелку.
- Прикрутите к баллону с аргоном редуктор.
- Газовый шланг необходимо подсоединить к редуктору, установленному на баллоне с аргоном.
- Подключите инвертор к сети 220 В, а осциллятор к блоку питания на 6 В.
После этого собранный своими руками сварочный аппарат TIG будет готов к работе. Но предварительно его следует правильно настроить.








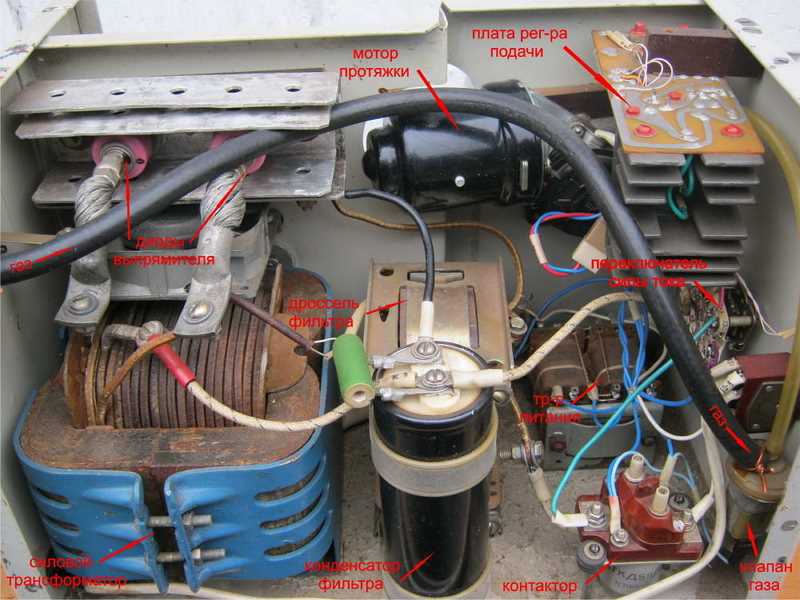
 Оборудование используемое для выполнения работ в инертных газах
Оборудование используемое для выполнения работ в инертных газах