
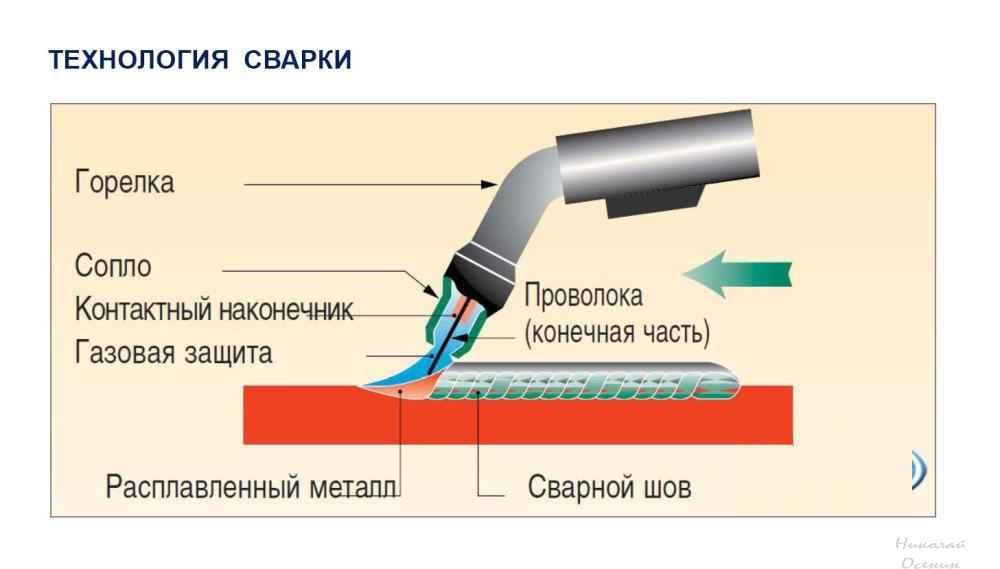
Коротко о свойствах металла
Алюминий — элемент периодической таблицы Менделеева. Химическая формула — Al. Легок, усредненная плотность 2.7 г/см³ (2700 кг/м³). Относится к группе металлов. Плавится при температуре 655-660°C. В свободном состоянии вещество покрыто окисной пленкой, которая надежно защищает металл от коррозии.
Технологические характеристики
Металл очень пластичен. Удлинение составляет 35-50% от начального состояния. Это свойство используется для производства фольги. Хорошо проводит тепло и электрический ток, уступая только меди. Коэффициент сопротивления чистого металла равен 1000-1200 кг/см², сплавов 3800-4200 кг/см².
Сплавы используются в пищевой, авиационной, строительной и автомобильной промышленности. Из алюминия высокой степени очистки изготавливается токопроводящая проволока.
Свойства металла, усложняющие сварку
Некоторые особенности материала затрудняют работу с ним:
- При сильном повышении температуры алюминий не поменяет цвет. Из-за этого сварщику затруднительно оценить, насколько прогрелась заготовка.
- Плавление начинается при +660°С. При дальнейшем нагревании прочность снижается.
- Отсутствует склонность к намагничиванию.
- Теплопроводность материала в 5 раз выше, чем у сплавов стали. Из-за этого при нагреве отдельной части быстро будет повышаться температура всей детали. Перед работой с крупными алюминиевыми элементами придется предварительно нагревать их, чтобы снизить теплопотери.
- Активное взаимодействие алюминиевого изделия с кислородом приводит к образованию пленки на металлической поверхности. После достижения некоторой толщины она начинает мешать материалу окисляться. Температура плавления окисной пленки составляет +2050…+2200°С, что намного выше, чем у алюминия.
Особенности сварки алюминия
При выборе сварочного аппарата по алюминию для мастерской учитывают особенности алюминиевых сплавов. На производстве при монтаже конструкций используют устройства для аргонной сварки. Это связано со свойствами металла: он плавится при небольшой температуре – всего 660°С, но на поверхности образуется тугоплавкая пленка оксидов, которую можно пробить нагревом до 2200°С. Степень разогрева алюминия сложно определить на глаз – металл не меняет цвет, сварщику сложнее следить за ванной расплава.
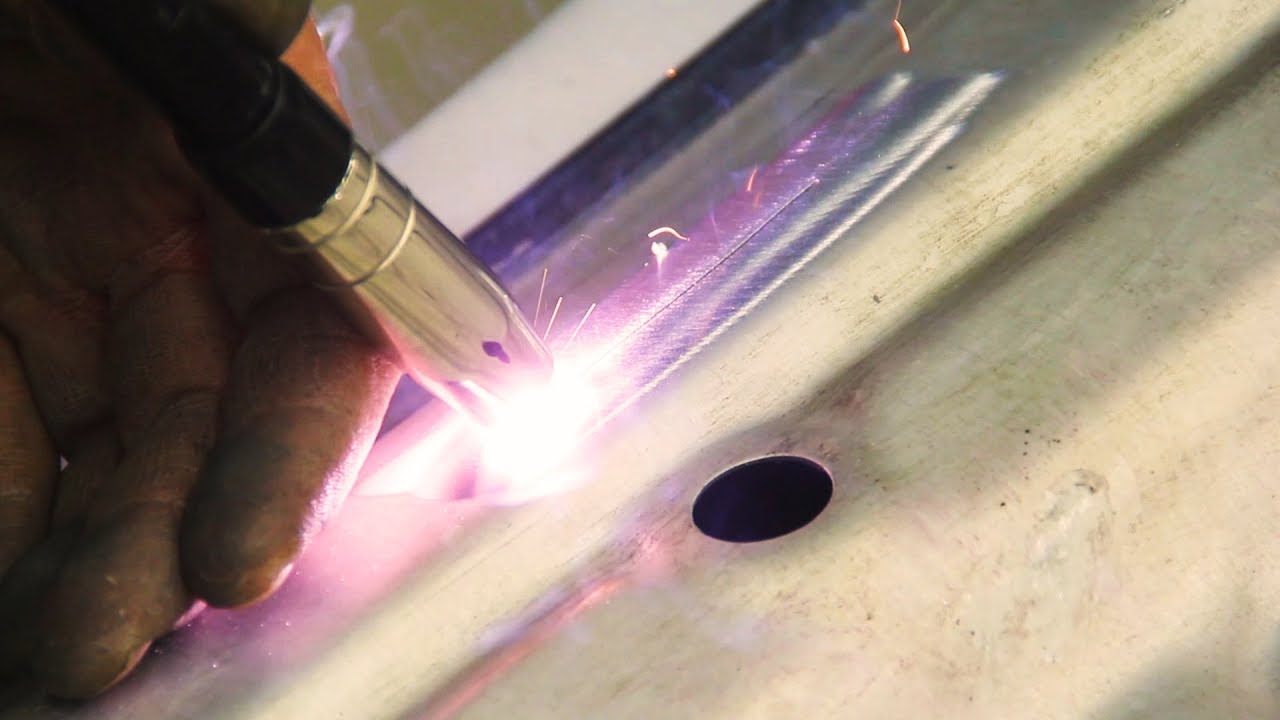
Способность алюминия активно окисляться негативно отражается на качестве шва. Для защиты ванны расплава используют аргонную атмосферу. Облако инертного газа оседает над рабочей зоной, препятствует доступу воздуха. Для работы с алюминием нужно оборудование для подачи защитного газа. При заделке трещин, небольшом ремонте эффективно использовать аргоновую сварку TIG с применением вольфрамового неплавящегося электрода, поддерживающего дугу. Шов образуют наплавочной проволокой. В частных владениях, садах, гаражах чаще приходится ремонтировать сталь, поэтому необходимо предусмотреть возможностью ручной электродуговой сварки с обычными плавящимися электродами (ММА).
Сложности процесса сваривания и требования к оснастке и материалам
Металлическая щетка предназначена для зачистки поверхности заготовки.
Процесс проведения сваривания алюминиевых заготовок имеет целый перечень сложностей, о которых должен знать человек, осуществляющий работу. Основную сложность в процессе работы представляет образующаяся на поверхности металла оксидная пленка. Она обладает высокой температурой плавления, которая значительно превышает температуру плавления чистого металла. Хороший и качественный шов между алюминиевыми заготовками удается обеспечить только в том случае, если пробить эту защитную оболочку металла и расплавить его. Идеальным вариантом для проведения работ с алюминием и его сплавами является использование в процессе осуществления сварочных работ импульсно-электродуговой сварки.
В процессе проведения сваривания следует быть аккуратным и осторожным, чтобы не прожечь заготовку, так как металл имеет невысокую температуру плавления и повышенный показатель теплопроводности. Перед проведением работ рекомендуется осуществить прогрев детали, что позволит увеличить глубину провара без риска образования прожога материала.
Перед проведением процесса сваривания алюминиевые детали должны быть подвержены очистке от оксидной пленки путем обработки механической щеткой или лужением. Благодаря этому предварительному процессу происходит разрушение оксидной защиты на поверхности изделия, что значительно повышает качество и скорость проведения работ, а глубина проплавления увеличивается.
Необходимо использовать защитные очки при сварке.
После зачистки алюминиевые заготовки свариваются не позже чем через сутки, в противном случае требуется проведение повторной операции по снятию пленки из окиси с поверхности свариваемых заготовок. Для проведения операций потребуется подготовить следующие материалы и инструменты:
- сварочный полуавтомат, настроенный на работу с алюминием;
- сварная спецпроволока, предназначенная для сваривания алюминия;
- щетка металлическая, для зачистки поверхности заготовки;
- раствор, для проведения очистки поверхности от оксидной пленки;
- средства индивидуальной защиты – очки, рукавицы, спецодежда;
- дополнительные вспомогательные инструменты.
В процессе проведения работы следует стремиться к поддержанию постоянной длины дуги, которая равна 1,2-1,5 см. Длина дуги зависит от толщины обрабатываемого металла.
Сварочный полуавтомат: устройство и принцип работы
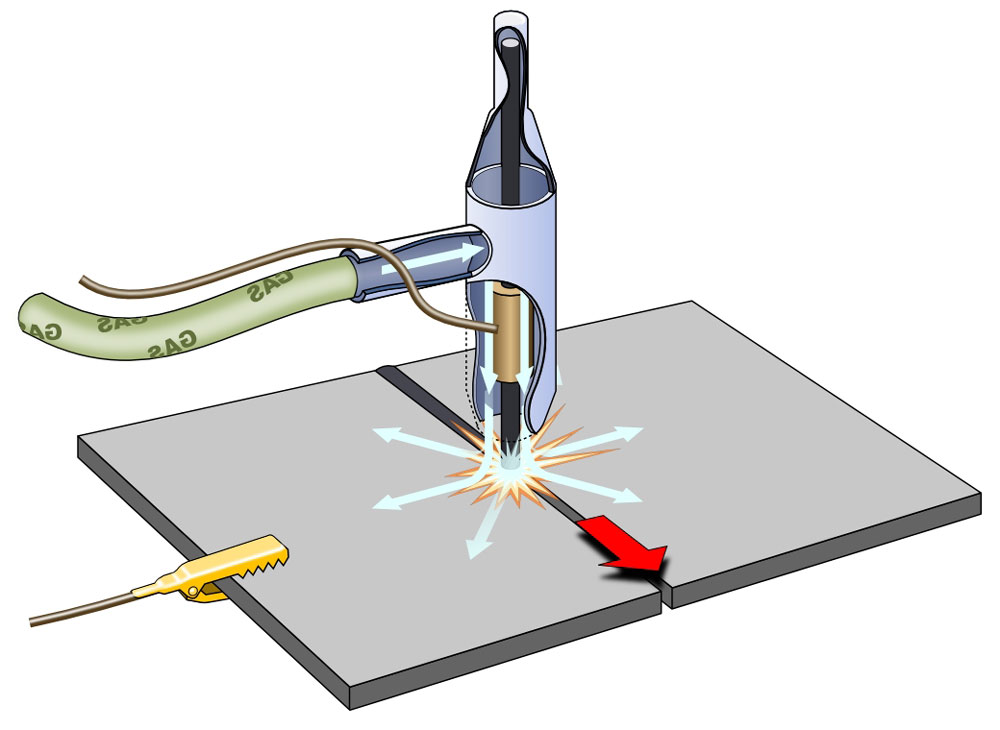
Полуавтомат — это инверторный сварочный аппарат, применяемый для TIG сварки и MIG/MAG сварки. Также может иметь встроенный режим ММА сварки. От обычного инвертора отличается возможностями. Инвертор используется в паре с электродом и применяется для ручной дуговой сварки. А полуавтомат используется с электродом, проволокой, газом. Соответственно, его возможности куда шире, и такой аппарат можно использовать для сварки в среде защитного газа. Получаемые швы отличаются высоким качеством и надежностью. Ниже показано, из чего состоит комплект оборудования для полуавтоматической сварки. Исходя из этого несложно понять устройство сварочного полуавтомата.
Полуавтомат получил свое название из-за механизма, подающего сварочную проволоку в зону сварки. Механизм работает в полуавтоматическом режиме, отсюда и многочисленные словосочетания «сварка полуавтоматом», «полуавтоматическая сварка» и т.д.
Принцип работы полуавтоматической сварки прост. В подающий механизм устанавливается бобина с проволокой, которая во время сварки подается в сварочную зону, так что нет необходимости часто сменять электроды, как при ручной дуговой сварке. Одновременно с подачей электродной проволоки подается защитный газ. Электрод и свариваемый металл находятся под напряжением, и в газовом облаке происходит разряд. Возбуждается дуга. Она и плавит металл, благодаря чему можно сформировать шов.
Некоторые преимущества полуавтоматической сварки:
- Высокое качество сварных швов
- Высокая производительность сварки
- Технология проста и понятна в эксплуатации
- Широкая сфера применения
Особые свойства
 Основная особенность металла — возникновение на его поверхности слоя оксида, обладающего высокой температурой плавления, втрое большей, чем у самого металла. Если этот слой не удалить механической или химической зачисткой, сварить заготовки будет невозможно.
Основная особенность металла — возникновение на его поверхности слоя оксида, обладающего высокой температурой плавления, втрое большей, чем у самого металла. Если этот слой не удалить механической или химической зачисткой, сварить заготовки будет невозможно.
Оксидный слой образуется в виде пленки и на поверхности расплава, поэтому сварочную ванну нужно защищать от контакта с воздухом.
Еще одна особенность алюминия — его высокая теплопроводность. Для полноценного проплавления приходится использовать большие сварочные токи, это повышает риск прожога. Перед свариванием толстостенных заготовок их следует подогреть.
Как использовать?
Следует обеспечить следующие параметры и характеристики
Проволока
Выбирая алюминиевую проволоку для сварки полуавтоматом, необходимо учитывать такие моменты, как:
- химический состав должен быть близок к составу материала заготовок, это обеспечит близкие температуры плавления;
- диаметр от 0,8 до 1,6 мм.
Так, для сплавов с долей кремния менее 5% используют марку ER4043 и ER5356

Рабочие режимы для сплавов с низким содержанием кремния.
Горелка
Шланг должен иметь тефлоновый тракт подачи проволоки и длину не более 3 метров.
Наконечник подбирается с запасом до +0,4 мм относительно диаметра проволоки.
При работе токами сильнее 200А потребуется система водяного охлаждения горелки.
Механизм подачи проволоки
Чтобы мягкая алюминиевая проволока не заламывалась и не застревала, следует использовать систему подачи с четырьмя роликами. Профиль роликов должен быть U образный. Механизм нуждается в тонкой регулировке силы натяжения и прижима после каждой смены диаметра проволоки.
Положение газовой горелки
При сварке аргоном сварочным полуавтоматом горелка должна быть наклонена на 10-20о. Зазор между соплом и заготовкой нужно поддерживать в районе 10-15 мм, если отвести горелку дальше, вырастет расход аргона. Ведут горелку справа налево, или движением руки «от себя», от ванны. Это позволяет очищать поверхность шва и снижать загрязнение его шлаками.
Скорость ведения
Алюминий следует сваривать быстрым движением горелки, высокотемпературной электродугой. Это позволяет избежать прожогов при высоких значениях рабочего тока, необходимого для прогрева детали.
Выпуклые швы
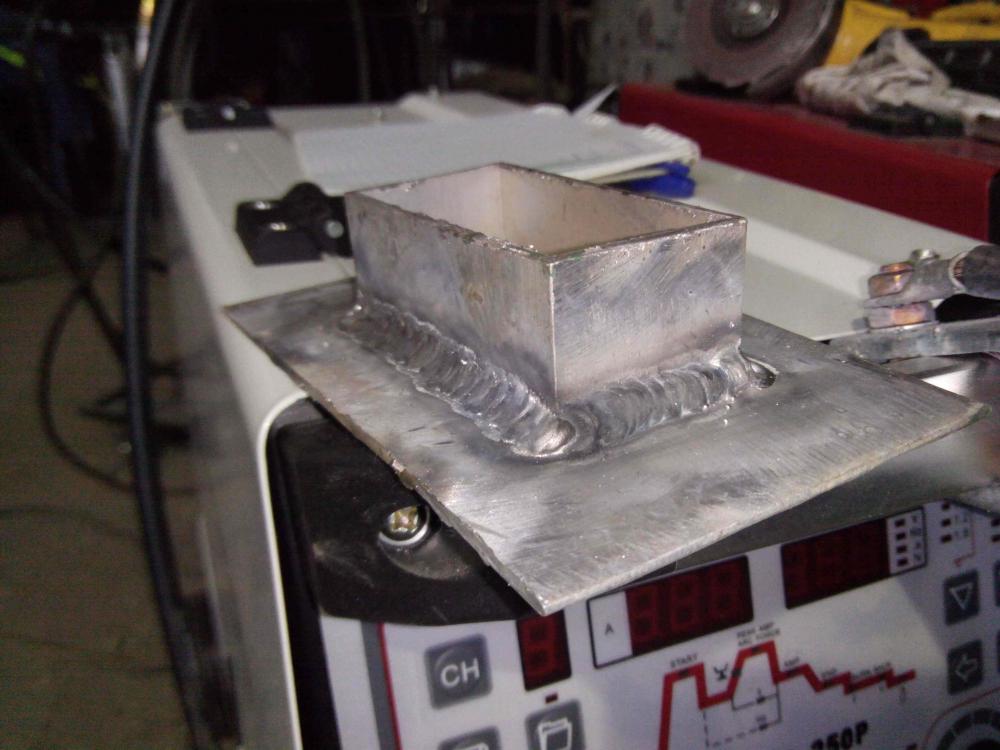
Соединение алюминиевых заготовок подвержено риску образования трещин из-за высокого коэффициента расширения материала. Если на шве образовался кратер, он служит точной концентрации напряжений и началом для трещин. Образующиеся в ходе сварки кратеры необходимо заваривать до образования выпуклости, усиливающей шов. Для этого следует провести горелку в обратном направлении, не гася дугу.








Меры предосторожности

- использовать средства индивидуальной защиты от брызг металла и ультрафиолетового излучения сварочной дуги: плотную несгораемую одежду и обувь, маску сварщика с адаптивным светофильтром, спилковые краги;
- защищать органы дыхания респиратором либо индивидуальным дыхательным аппаратом с подачей чистого воздуха из баллона или от магистрали;
- перед началом работы проверять исправность оборудования, отсутствие механических повреждений, нарушения изоляции и утечки газа.
Возможные сложности
К сложностям, с которыми можно столкнуться при сварке алюминия, относятся:
- недостаточный прогрев толстостенных заготовок, ведущий к неполному проплавлению кромок;
- образование оксидного слоя при некачественной или преждевременной зачистке;
- возникновение трещин из-за перегрева заготовки и последующей усадки;
- сложность определения температуры заготовки «на глаз», поскольку алюминий не меняет цвет при нагреве;
Опытные сварщики дают один общий совет: точное соблюдение режимов сварки и технологических требований поможет избежать этих проблем.
Технология сваривания алюминия
![]()
Помимо уже имеющейся информации важно изучить технологию полуавтоматической алюминиевой сварки. Без знания технологических нюансов добиться качественного шва будет очень сложно
Для этого нужно провести зачистку. В начале статьи упоминалось, что есть два способа борьбы с пленкой. Их стоит применять в связке. Помимо этого, на поверхности не должно быть ржавчины, загрязнений.
После зачистки проводится обезжиривание. Для этого можно использовать растворитель.
Подготовив металл, нужно подготовить оборудование. Убедиться, что диаметры шланга и проволоки имеют указанное выше различие. Провести загрузку прутка в подающий механизм, провести подготовку защитного газа.
Если применяется полуавтоматическая TIG сварка, подготавливаются электроды. Они должны быть правильного типа и без лишней влаги.
Теперь можно включить полуавтомат и зажечь дугу. Стабильность горения сварочной дуги на протяжении всего процесса – важный момент работы.
Нужно следить за ней и за расстоянием между дугой и поверхностью детали. Это расстояние не должно превышать 15 мм.
Формирование шва должно проходить равномерно, не стоит делать резких скачков в скорости сварки. После завершения создания соединения дуга отводится плавно, без рывков.
Газ подается еще секунд 10-15. Это убережет шов от появления сварочных дефектов, таких как трещины и кратеры.
Подготовка к сварке

После шлифовки необходимо ликвидировать налет, убрать оксидную пленку и обезжирить материал с помощью ацетона или другого похожего по составу вещества. Кроме этого, может потребоваться расшивка кромок, если толщина заготовки более 5 мм. Это необходимо для того, чтобы обеспечить максимальную глубину проварки, так как некоторые свойства материала ухудшают этот показатель.
Чтобы улучшить и усилить соединение конструкции, края деталей желательно зашлифовать или обрезать под углом в 30-45 градусов (зависит от толщины). Далее полученные после обработки края можно обработать флюсом, чтобы обеспечить дополнительную защиту, а также избежать образования оксидной плёнки.
После того, как проведены подготовительные работы, можно приступать к сварке, для работы понадобится:
- Полуавтомат;
- Баллон с защитным газом;
- Газовый редуктор;
- Подающее устройство с проволокой;
- Специальная горелка, по которой подается проволока, газ и электрический сигнал;
- Зажим массы;
- Шланги.
Виды
Для алюминия применяется в основном электродуговая обработка на переменном токе. Плазменный горячий поток легко может расплавить любой металл, но алюминий имеет тугоплавкую пленку и он сильно покоробится при нагреве газовой горелкой. К тому же он активно вступает в реакцию не только с кислородом, но азотом и углеродом. В результате образуется хрупкий шов с толстым слоем шлака и детали с большой поводкой.
Полуавтомат
На полуавтоматах для сварки используют алюминиевую проволоку. Она с постоянной скоростью подается в горелку и расплавляется в ванной. К ручке прикреплена форсунка, подающая защитный газ. Всем процессом управляет полуавтомат, рука сварщика только направляет расплавленную ванну для образования шва.
Полуавтоматическая сварка высокопроизводительная. Ее хорошо применять на производстве с большим количеством деталей под сварку из разных сталей и металлов. При работе с алюминием можно накладывать непрерывный шов длиной до 5 м.
Инверторное оборудование
Для сварки алюминия и его сплавов подойдет обычный инвертор с подключенным к нему баллоном, в котором аргонный газ. В качестве защитного флюса используется аргон, гелий и их смесь.
Чаще всего домашние сварочные работы, с которых подвариваются алюминий и дюраль, выполняются на простых инверторах. Прибор выдает ток, достаточный для непродолжительной сварки цветных металлов.
Для сварки подбираются специальные электроды, рассчитанные на работу с металлами, обладающими высокой теплопроводностью, это серия О3Р и О3А, диаметр 2,5 – 3 мм. Они представляют собой стержень из специального сплава и обмазки.
Перед тем как сваривать алюминий инвертором, электроды необходимо хорошо прокалить. Если в их обмазке, используемой в качестве флюса, останется влага, она образует поры в металле шва и шлаковые включения.
Шов следует накладывать не спеша, следить, чтобы ванна успевала прогреваться, а шлак всплыть. Инверторное соединение деталей дает прочный и красивый шов с небольшой зоной прогрева по бокам.
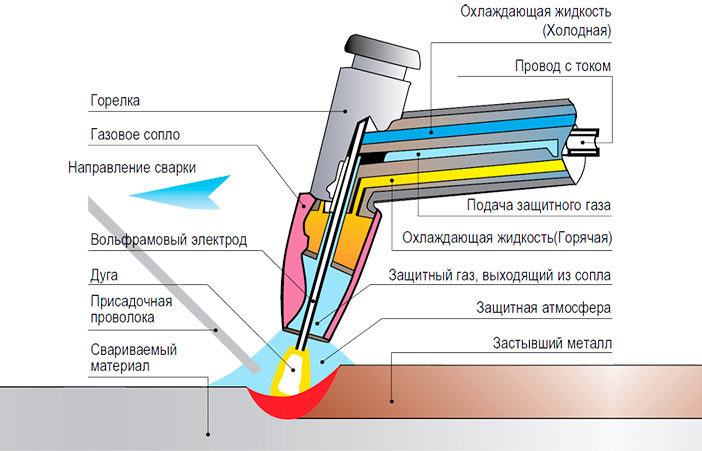
Аргоновая сварка
Ручная аргонодуговая сварка применяется чаще всего любителями при ремонте автомобиля или лодки, сваривании небольших деталей. В качестве расходного материала используют в основном неплавящиеся вольфрамовые электроды и присадочная проволока. Вместе с ними в зону сварки подается аргон, защитный газ.
Неплавящиеся электроды создают с помощью дуги высокую температуру. При этом обмазка также не обгорает, обычного для ручной сварки флюса нет.
Кроме вольфрамовых, могут применяться угольные электроды и специальные для сварки металлов с высоким коэффициентом теплоотдачи, такие как алюминий, медь и их сплавы. Они имеют обозначение А3. Выпускаются с рутиловой, целлюлозной и вольфрамовой обмазкой.
Аргоновая сварка может производиться на инверторах и трансформаторах. Главное условие, это подключение газа.









Требования к оборудованию и расходным материалам
Типы сварных соединений и швов.
Алюминий – это капризный металл. Варить его можно только при наличии соответствующих навыков и качественного сварочного аппарата. Под это можно приспособить практически любой полуавтомат. Однако если вы хотите получить сварной шов превосходного качества и для вас важен презентабельный вид детали, то лучше использовать для такой работы полуавтомат с импульсным режимом и функцией сварки алюминия или инверторный агрегат аргонодуговой сварки.
Полуавтоматы популярнее благодаря тому, что позволяют выполнять работу с более высокой скоростью. Работа с аргонодуговой сваркой на переменном токе потребует примерно в 3 раза больше времени.
Для работы с толстым металлом нужно взять аппарат более высокой мощности. Если планируется регулярная варка алюминия, то приобретите агрегат мощностью свыше 200 А. В идеале модель должна обладать режимом импульсной сварки. Такой режим позволит разрушать оксидную пленку и исключать возможность перегрева и прожога заготовки. Импульсный режим позволяет получать сварные швы более высокого качества.
При сварке алюминия применяется чистый аргон. Если варятся толстые листы, нужно использовать смесь аргона с гелием. Сварка выполняется с применением алюминиевой сварочной проволоки. Особого внимания заслуживает горелка полуавтомата. Ввиду того что алюминиевая проволока является очень мягкой, шланг горелки должен быть прямым, без скручиваний и не больше 3 м. В целях снижения трения проволоки обыкновенный канал в горелке следует заменить специальным тефлоновым под алюминий. Если трехметрового шланга горелки недостаточно, необходимо будет купить агрегат с отдельно подающим механизмом. Они оснащаются пятиметровым кабелем и возможностью его дополнительного удлинения до 20 м. Это позволит отдалиться от источника настолько, насколько требуется, и работать с трехметровой горелкой без риска залома алюминиевой проволоки в ее канале.
Для сварки алюминия необходимо использовать специальные контактные наконечники. Их отличием от обычных является большее по размерам отверстие. Такая необходимость обоснована тем, что при нагреве алюминий расширяется сильнее стали.
Ролики должны быть с U-образной канавкой. Давление прижимного механизма должно быть как можно меньше.
Варка алюминия имеет еще одно важное отличие от варки стали. При работе с алюминием подача проволоки будет больше, чем в случае со сталью
Это и все другие перечисленные выше особенности очень важны. Такие строгие требования назначены в первую очередь для того, чтобы полуавтомат не заминал мягкую алюминиевую проволоку в процессе ее подачи при выполнении сварочных работ.
Таким образом, если вы хотите приобрести обыкновенный сварочный полуавтомат для работы с использованием классической стальной проволоки, но изредка вам нужно будет варить и алюминий, то можете смело покупать приглянувшуюся модель. Однако сразу же учитывайте тот факт, что использование полуавтомата для варки алюминия требует определенного опыта, навыков и смекалки. Если же чаще всего вы будете варить именно алюминий, то подберите полуавтомат соответствующего профиля с необходимыми опциями и функциями. Удачного выбора и отличной работы!
Виды и назначение оборудования
Любое оборудование для аргонодуговой сварки алюминия должно обеспечивать выполнение одной, или сразу обеих ниже перечисленных технологий:
- Аппараты с функцией ручной TIG-сварки. Источником тока служит инвертор на полупроводниках. Процесс происходит при переменном токе, частота и баланс которого должны настраиваться при помощи приборной панели. Используется тугоплавкий электрод из вольфрама.
- Инверторы с функцией полуавтоматической сварки MIG при постоянном токе с обратной полярностью. В качестве электрода используется проволока из алюминия с различными добавками. Скорость подачи присадки должна выставляться аппаратным способом.
Инвертор для аргонодуговой сварки алюминия
Основы техники безопасности
Обязательно следует использовать различные средства защиты дыхания, кожи и зрения. В частности, перед началом работ нужно надевать респиратор, защитную маску, специальную уплотненную одежду, которая будет предохранять поверхность кожи от попадания брызг расплавленного металла. В процессе проведения работ выделяется весьма едкий белый дым, который при попадании в органы дыхания становится причиной сильного кашля и головных болей.
Еще одним немаловажным фактором является сильное ультрафиолетовое излучение, которое возникает при проведении работ. Если не защитить от излучения кожу, буквально через несколько минут будет явно заметен так называемый эффект солярия.
Данная технология представляет собой идеальное решение в случае, если имеется необходимость наплавить металл либо заполнить значительный зазор. В промышленном производстве такая методика проведения сварки с использованием алюминия встречается чаще всего во многом благодаря тому, что она позволяет получить в конечном итоге очень большой объем выполненной работы, так как выполняется очень быстро. Если сварщик квалифицированный, то он будет выдавать превосходную продукцию.
Сварка алюминия полуавтоматом: положительные моменты
Относительно того, как варить алюминий, имеется несколько рекомендаций, позволяющих облегчить проведение работ.
- Полуавтоматическая технология сваривания алюминия является не слишком дорогой, ее цена в плане себестоимости меньше по сравнению с аргоновой и другими технологиями.
- Полуавтоматическая сварка может применяться для различных материалов. Она является универсальной техникой, с которой работает большинство профессиональных сварщиков.
- Сама сварка осуществляется довольно быстро во многом за счет того, что присадочный материал или электродная проволока подается самостоятельно при помощи особого механизма.
- Сварочная проволока, необходимая для работ с алюминием, не является дефицитом – ее можно приобрести по невысокой цене.
- Оборудование и заготовки подготавливаются довольно быстро, к тому же все убирается за короткое время.
Однако стоит учитывать, что при сварке шов получится не слишком прочным, если не применять газ типа аргона. Без использования аргона обязательно нужно брать флюс. Зачастую приходится сваривать не алюминий, а его сплавы. Если не знать точно, из каких металлов состоит заготовка, а также их соотношение в сплаве, то подобрать наиболее подходящую проволоку весьма проблематично. Электрод нужно вести довольно быстро, из-за чего сформировать нормальный валик довольно сложно.
Стоит отметить, что даже при использовании газовой среды нет стопроцентной вероятности, что при остывании шов не даст трещину. При чересчур быстром проходе электрода по свариваемым заготовкам образуются раковины или поры, которые будут очень заметно снижать качество соединения.
Однако главной сложностью, которая возникает при необходимости сваривания алюминия, является наличие на поверхности заготовок особой оксидной пленки, расплавить которую можно только при температуре более 2 тысяч градусов, причем сам алюминий плавится при меньшей температуре. Из-за слишком большого расширения при нагревании детали будут сильно сжиматься в размерах при остывании, что в конечном счете приведет к тому, что шов запросто может лопнуть либо заготовки будут претерпевать определенную деформацию
Все эти факторы нужно принимать во внимание перед началом работ
Особенности сварки алюминия и сплавов на его основе
Конструкции чаще всего изготавливают из 99% алюминия, сплавов алюминиево-магниевых, где количество магния находится в пределах 4,8 ÷ 6,0% (остальное алюминий) и алюминиево-кремниевых (5,0 % кремния, остальное алюминий). Эти материалы характеризуются уникальными свойствами:
- небольшим весом (до 3 раз ниже, чем у стали и до 7 — у железобетона);
- коррозионной стойкостью;
- высокими прочностными характеристиками;
- не теряют своих качеств при температуре от минус 80 до 300 0С;
- соединяются всеми известными способами (механическими, с помощью пайки, сварки);
- не реагируют на воздействие большинства кислот, масел, газов, ультрафиолета;
- не теряют своих качеств в во взрывоопасных зонах и агрессивных средах;
- полируются;
- окрашиваются (анодируются);
- длительностью эксплуатации (более 80 лет).
Что нужно для сварки алюминия полуавтоматом знать сварщику? Во-первых, он должен знать какие факторы затрудняют процесс соединения деталей, во-вторых, уметь выбрать полуавтомат сварочный по алюминию и, в третьих, знать технологию проведения сварочных работ, обеспечивающую качество.
Сложность сварки сплавов на основе алюминия вытекают из физико-химических свойств, присущих этому материалу. К ним относят:
- температуру плавления;
- теплопроводность;
- электропроводность;
- текучесть;
- взаимодействие с кислородом;
- склонность к усадке;
- не возможность по внешнему виду определить процесс расплавления (цвет почти не меняется);
- количество магния в сплаве (чем больше, тем хуже свариваются детали).
Из-за наличия на поверхности оксидной пленки температура плавления у материала разная — у самого металла она составляет 660 0С, а у пленки она может доходить до 2200 0С. Происходит это в результате активного взаимодействия алюминия с кислородом воздуха. В дальнейшем она служит защитой от дальнейших окислительных процессов.
Прежде чем сваривать детали, необходимо удалить с поверхности в месте соединения эту тугоплавкую пленку. Избавиться от нее можно следующими способами:
- механическим (зачистка металлической щеткой, шлифовальной машинкой, напильником);
- химическим (травлением с помощью специальных растворов, флюсов);
- пробиванием электроимпульсом (полуавтомат должен иметь специальный режим).
Полуавтомат сварочный для алюминия должен работать на токах в диапазоне 50 ÷ 450 А. Выбор силы тока, как и напряжения, зависит от толщины заготовок и марки сплава.
Из-за повышенной теплопроводности материала он теряет прочность при нагревании, что может привести к такому дефекту, как прожог
И тут важно правильно подобрать температуру ведения сварки и длину дуги. Это зависит от толщины свариваемых деталей, их положения в пространстве, марки, Ø присадочной проволоки или электрода
В процессе сварки необходимо применять теплоотводящие подкладки (из керамики или металла), включая водоохлаждаемого типа.
Обратите внимание! Толстые детали должны перед сваркой обязательно прогреваться горелкой или в печах до необходимой температуры (зависит от марки алюминиевого сплава, но как правило не превышает 110 0С )
Технология сварки алюминия

Для выполнения работы потребуется специальное оборудование и оснастка, а также инструкция, если сварка будет осуществляться новичком. Чтобы максимально качественно осуществить работу по сварке потребуется полуавтомат с автоматической подачей проволоки (плавящийся электрод) и возможностью подключения газа к аппарату.







В процессе работы следует наблюдать за расположением горелки относительно свариваемой поверхности. Рекомендуемый угол наклона составляет 10-15 градусов. Газ начинает подаваться за 5-7 секунд до начала сварочных работ, отключение происходит через аналогичный промежуток времени. Это необходимо для того, чтобы газ успел подготовить оптимальный для сварки микроклимат.
Рассмотрим процесс:
- Соблюдая выше описанное расположение горелки, а также предварительно нагрев деталь от 120 до 250 градусов, можно добиться минимального расхода материала. В момент сварки проволока должна подаваться плавно и находиться впереди горелки. Резкие рывки могут привести к разбрызгиванию металла.
- Движение горелки должно осуществляться только вдоль шва. Поперечное движение может привести к хрупкости свариваемой поверхности.
- Чтобы получить ровный и качественный шов, а также сократить расход испорченных наконечников (маркировки AI) скорость сварки должна быть максимально большой.
- Чтобы проволока не застряла в наконечнике, его можно взять чуть большего диаметра.
- При работе с тонкими пластами алюминия в качестве подкладки можно воспользоваться листами нержавейки, которые уменьшат вероятность прожога и сократят расход электроэнергии, так как оператору не придется отвлекаться на проверку состояния изделия.
Использование аргона
Сварка алюминия полуавтоматом в аргоне позволяет создать защитный слой, который ослабляет воздействие атмосферного воздуха, препятствуя тем самым появлению в сварном шве всевозможных окислов. Работа с газом не отличается высокой производительностью, но гарантирует высокое качество алюминиевого соединения.
Меры предосторожности
Категорически запрещается приступать к работе без специальной маски, дополнительно можно купить: рукавицы, прорезиненную обувь, брезентовое или асбестовое полотно. Кроме этого требуется тщательная проверка элементов изоляции электросети.
Сварочный полуавтомат для сварки алюминия разрешено использовать в хорошо проветриваемых помещениях. Запрещается эксплуатация прибора в помещении с большим содержанием легковоспламеняющихся веществ.
Читайте обзоры сварочных аппаратов от разных производителей:
Возможные сложности

Образование тугоплавкого оксида алюминия Al2O3. Его разрушение возможно при температуре более 2000 градусов (практически «невозможно» получить в домашних условиях), поэтому настоятельно рекомендуется как можно лучше раскислить верхний слой перед началом работ, чтобы улучшить проплавление.
При сварке могут образоваться горячие трещины, которые приводят к внутренней деформации и появлению напряжения в структуре материала. Требуется постоянный контроль температуры.
При осуществлении сварочных работ очень сложно контролировать процесс нагрева, так как алюминий практически не меняет цвет, а это может привести к вытеканию металла через швы. Здесь требуется опыт или постоянный контроль не только за образованием шва, но и целостностью прилегающего к нему металла.