
Нюансы подключения
Аргоновый аппарат отличается от обычной дуговой, поэтому сварщику нужно соблюдать определенные правила:
- Шов должен накладываться исключительно по направлению обрабатываемой кромки, любые колебательные движения будут утолщать шов, и снижать его прочностные характеристики.
- При выполнении работ потребуется следить за режимной скоростью движения дуги и глубиной провара металла.
- Лучше выполнять ручную сварку с применением инверторного оборудования оборудованного механической подачей присадочного материала.
- Для того чтобы создать защитное аргоновое облако, подают газ за 20 сек до начала сварки и заканчивают после 5 сек. Газ защищает полученный шов микротрещин, тем самым обеспечивая его прочность.
- Заканчивают выполнения шва с помощью реостата, медленно снижая напряжение дуги.
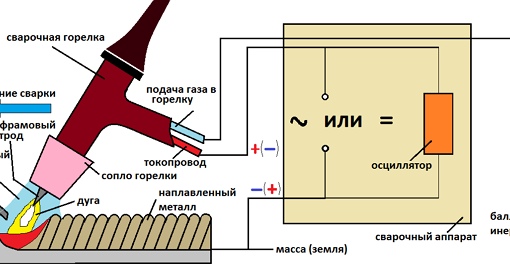
- Зажигают дугу с использованием осциллятора с источником питания. Тогда можно создавать высокочастотные импульсы для ионизации зазора дуги, например, при частоте в сети 55 Гц и напряжении 220 В, осциллятор может подать напряжение в 5000 В счастотой до 450 Гц, что позволит легко зажечь электрод.
- В противоположность обычной дуговой, АГ нельзя начинать с касания электродом свариваемых деталей.
- Сначала на них подают газ в течении 20 сек, затем плавно подносят сопло аргоновой горелки к металлу на 2 мм, дугу медленно и ровно ведут вдоль шва, не допуская колебательных движений, при этом присадочную проволоку располагают перед соплом и подают также плавно.
Виды аргоновых горелок для ручной сварки
Сварка может производиться вручную, в полуавтоматическом режиме и в автоматическом. Соответственно, конструктивное исполнение будет отличаться. Чем более автоматизирован процесс, тем сложнее устройство
Рассмотрим устройства исключительно для ручной сварки (TIG): какие они бывают, на что обращать внимание при выборе той или иной модели. Основные функции горелки: держать сварочный электрод, создающий дугу, и подавать газ в зону сварки
С этим справляются даже простейшие горелки. Для качественного результата, кроме опыта сварщика, требуется, чтобы было удобно работать и можно было не ожидать подвоха в виде, например, выпадающего электрода или другой неприятной «мелочи».
Классифицировать аргоновые горелки можно по виду охлаждения: воздушное или жидкостное. В большинстве моделей горелок TIG предусмотрено воздушное охлаждение. Водяной теплоотвод требует дополнительной оснастки. По способу подачи газа различают горелки, оборудованные вентилем или кнопкой. Некоторые модели снабжены и тем, и другим. По типу разъема, подключаемого к сварочному аппарату, классифицировать горелки сложно из-за их многообразия.
Обычно производитель устанавливает разъемы под определенные виды инверторов. Разъем должен соответствовать гнезду сварочного аппарата. Здесь могут возникнуть проблемы при покупке горелки через интернет, поскольку лишь единичные изготовители указывают в наименовании тип разъема. Например, в горелке FUBAG FB TIG 26 5P – управляющий разъем 5pin, в TORCH 24 WATER 4m M12x1 – разъем M12x1. В крайнем случае разъем перепаивают. Зато обязательно указана длина шлейфа. Самый распространенный его размер – 4 метра, реже — 8 метров, еще реже – промежуточные значения.
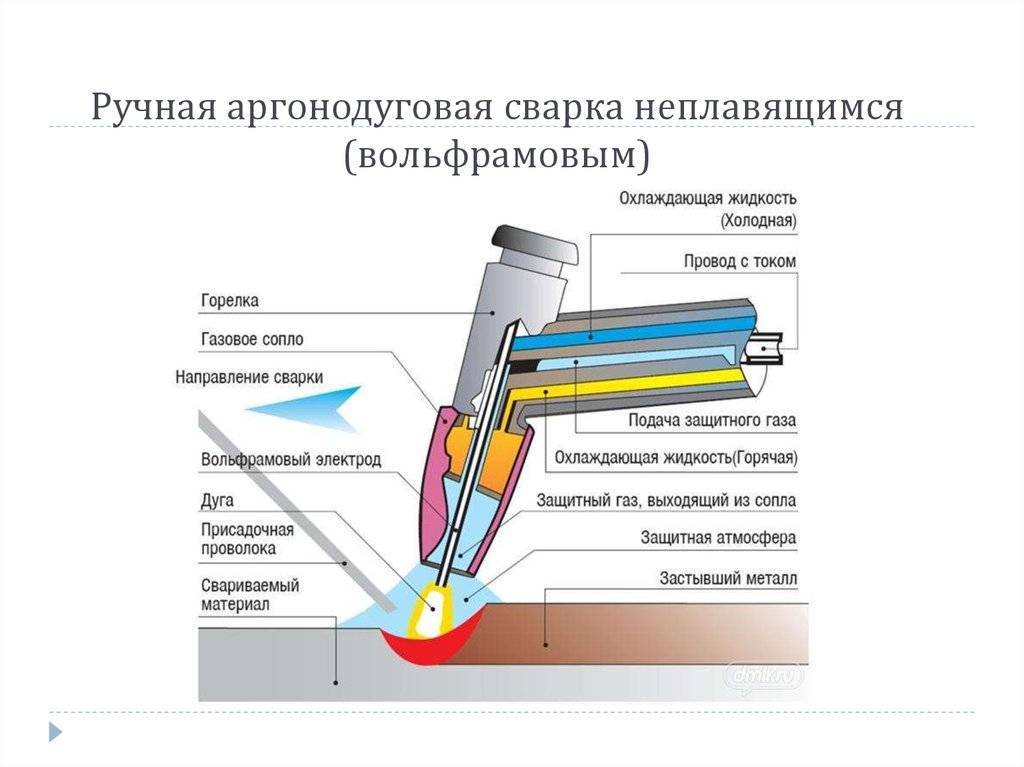
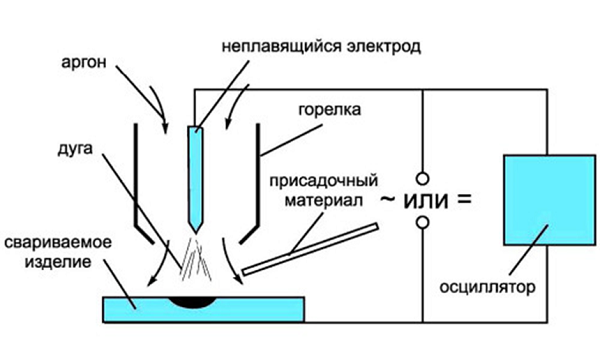
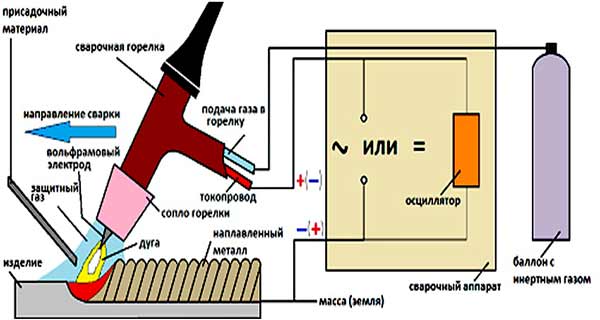
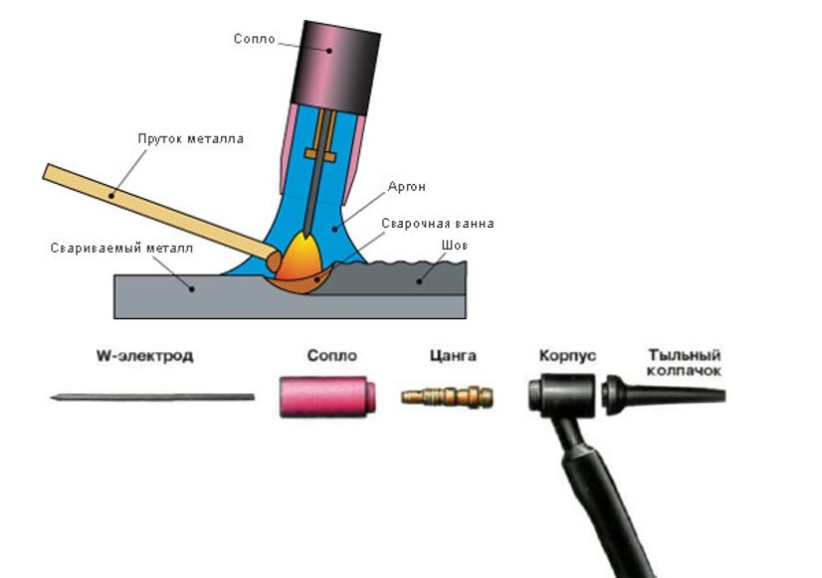
Устройство и принцип работы
Аргоновая сварка похожа на обыкновенную дуговую, только сварочная ванна заполняется аргоном, который на 38.0 % тяжелее атмосферного воздуха, он опускается в сварочную ванну, вытесняя воздух и изолирует ее от атмосферного О2. В связи с такой обработкой сварочный шов выходит без оксидной пленки, а качество сварки улучшается. Аргон не является дорогостоящим газом, он имеется в воздухе и является побочным газом, в процессе выработке О2 и N2.
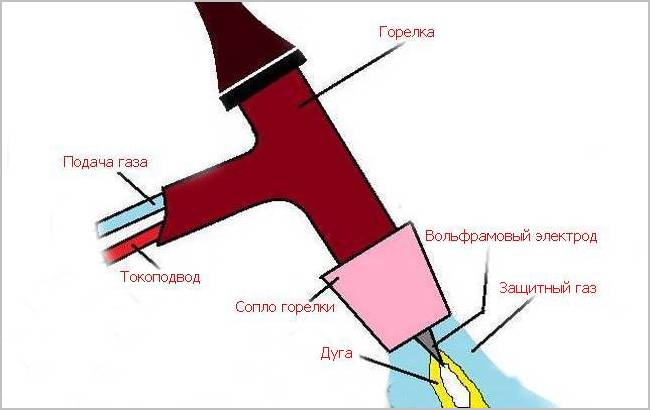
Основной элемент устройства – горелка. На электрод поступает рабочий ток, а сварочная площадка защищается аргоном от контакта с О2 из атмосферы, тем самым предотвращает окисление поверхности. В комплект устройства входит шлейф, шланг для газоподачи и силовой кабель
Иногда в комплекте отсутствует шлейф, поэтому потребуется обратить на это внимание, оформляя покупку. Сварка АГ может выполняться вручную, в режиме полуавтомата и 100% автоматический способ
От этого будет зависеть исполнение агрегата, чем больше процент автоматизации, тем сложнее конструкция и выше стоимость.
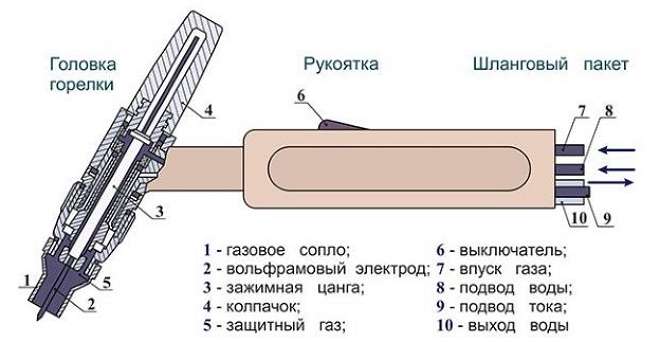
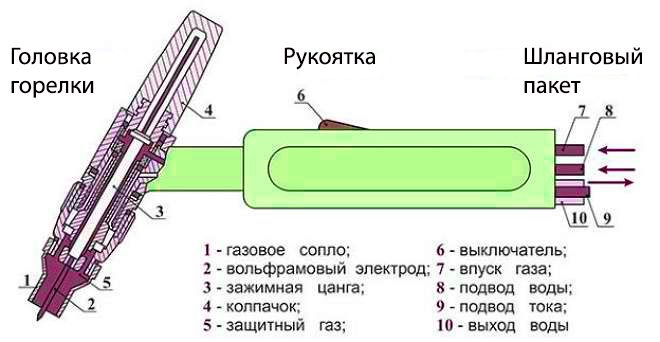
В конструкции АГ имеется резервуар для циркуляции воды с 2-мя штуцерами для входа и выхода. В центре сосуда на диэлектрических упорах размещен электрод, имеющий провод и точку для присоединения кабеля. Газ из баллона подается к соплу в свободное пространство рядом с электродом.
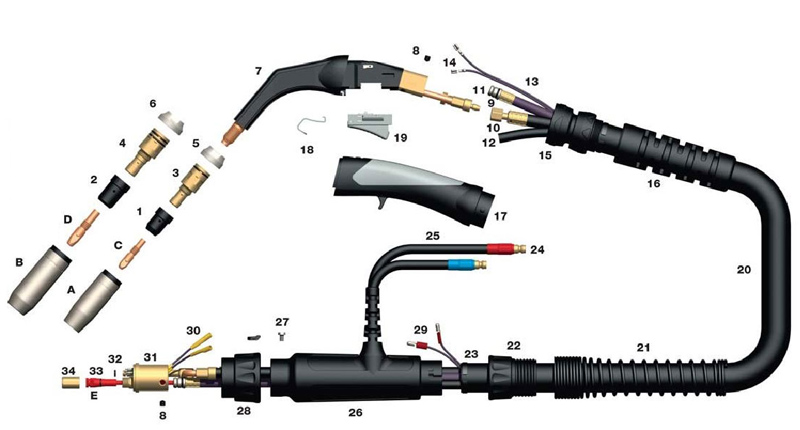
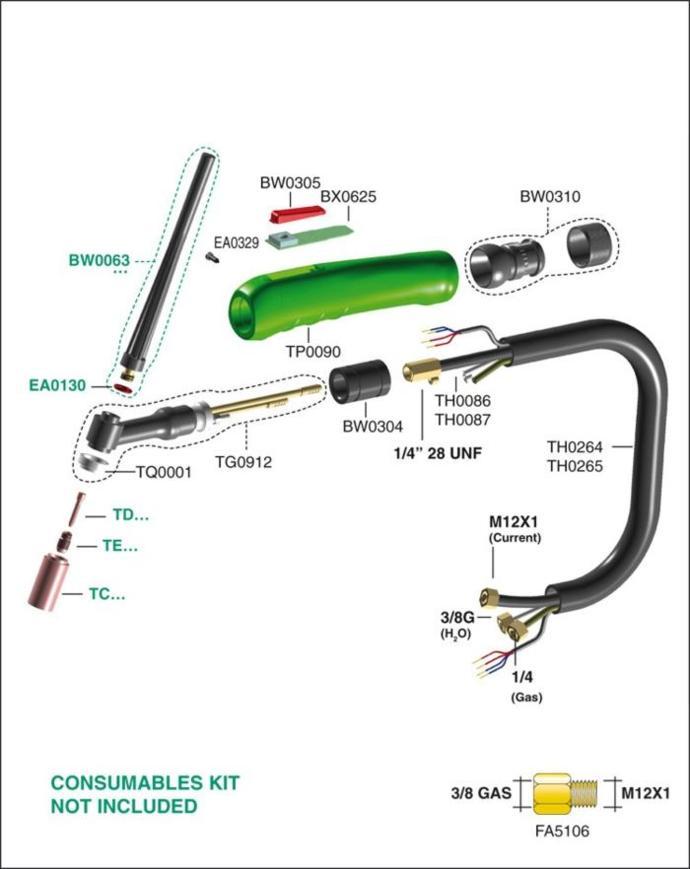
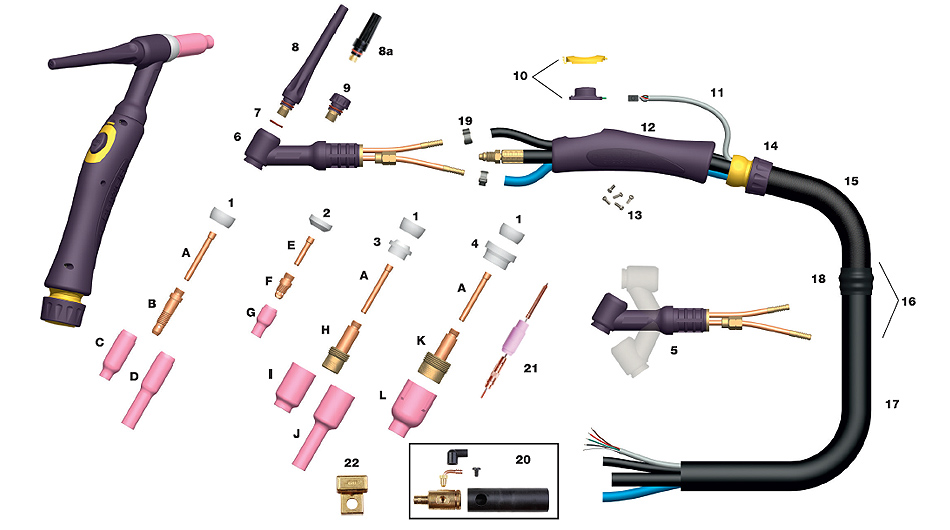
![]()
Как выглядит аргоновая горелка
Порядок подключения аргоновой горелки:
- Сварщик запускает циркуляционную охлаждающую систему и сварочный аппарат.
- Открывают подачу аргона на АГ.
- После создания защитного слоя зажигают дугу.
- Начинается нагрев, при Т плавления образуется ванночка из металла на границе соединения, в которую подается присадочный материал в виде проволоки.
- После образования хорошего соединения, сварщик перемещает горелку дальше по шву.
Одежда для сварки и средства защиты
Для безопасного осуществления дугового процесса сварки аргоном, необходимо одеть специальную одежду и средства защиты. К таким средствам защиты относится: щиток, маска сварщика, очки сварщика, защитные стекла и светофильтры. Маска сварщика является одной из важнейших составляющих средств защиты сварщика. Ведь именно от этого зависит, как его здоровье, так и жизнь.
Маска сварщика не зря считается важнейшей составляющей средств защиты при осуществлении дуговой сварки аргоном. Это связано с тем, что она предохраняет от нескольких типов негативных воздействий на здоровье сварщика в процессе выполнения сварки. К таким негативным последствиям относят: повреждения органов дыхания, поражение роговицы глаз.
Сваривание металла в среде аргона дает, прочный, красивый шев
Маска сварщика изготовляется из легкого токонепроводящего, жаростойкого и нетоксичного материала. В корпус такой маски встроен затемненный экран, который защищает от излучения и обеспечивает необходимую видимость при проведении аргонодуговой сварки. Экран должен состоять из обычного защитного стекла, светофильтра и пластиковой пленки. Внешнее стекло способствует предотвращению попадания на светофильтр брызг метала. Изнутри светофильтр должен быть покрыт бесцветными небьющимся стеклом, чтобы предохранить глаза и лицо сварщика от поражения осколками.
Специальная обувь у сварщика (сапоги) должна предохранять его от контакта с нагретыми поверхностями. Перчатки сварщика защищают кожу рук от брызг и искр при осуществлении сварки аргоном. Также у сварщика должен быть противогаз или противопылевой респиратор, который необходимо использовать при повышении максимально допустимой концентрации газа и пыли.
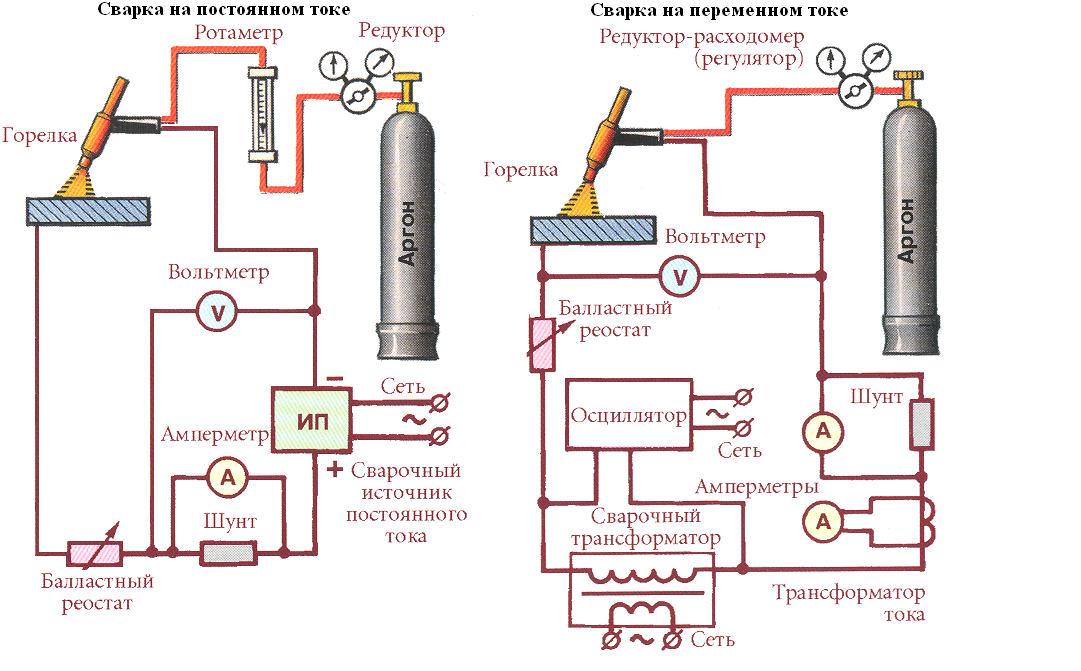
Дополнительное оборудование для осуществления аргонодуговой сварки
Очень часто аргонная сварка производится на нестандартном оборудовании. Для того чтобы обеспечить качество работ, необходимо применять два дополнительных аппарата. Благодаря данному оборудованию можно осуществить качественный процесс сварки.
Осциллятор представляет собой устройство, при помощи которого происходит бесконтактное зажигание электрической дуги. Данное устройство поддерживает стабильный разряд дуги при работе на режимах переменного тока.
Осциллятор для дуговой сварки состоит из: коммутатора, релаксатора с накопительной емкостью, разрядника.
Через осциллятор на электрод подаются высокочастотные высоковольтные импульсы. Данные импульсы ионизируют дуговой промежуток и обеспечивают зажигание дуги после отключения тока. Если работа осуществляется на переменном токе, то после зажигания осциллятор начинает работать в режиме стабилизации. Он передает импульсы при смене полярности. Благодаря этому достигается устойчивое горение и устраняется деионизация дугового промежутка.
Для ремонта деталей, где необходима прочность и красота, подходит сварка аргоном
Технология сварки в среде аргона предполагает использования в качестве дополнительного оборудования балластный реостат. Его используют для осуществления регулировки силы тока и подборки оптимальных параметров при сварке изделий из разного материала.
Балластный реостат характеризуется долговечностью и высокой надежностью, а также он очень удобен при ремонте и эксплуатации.
Более подробно о сварке аргоном с использованием данных устройств можно посмотреть в специальном видео.
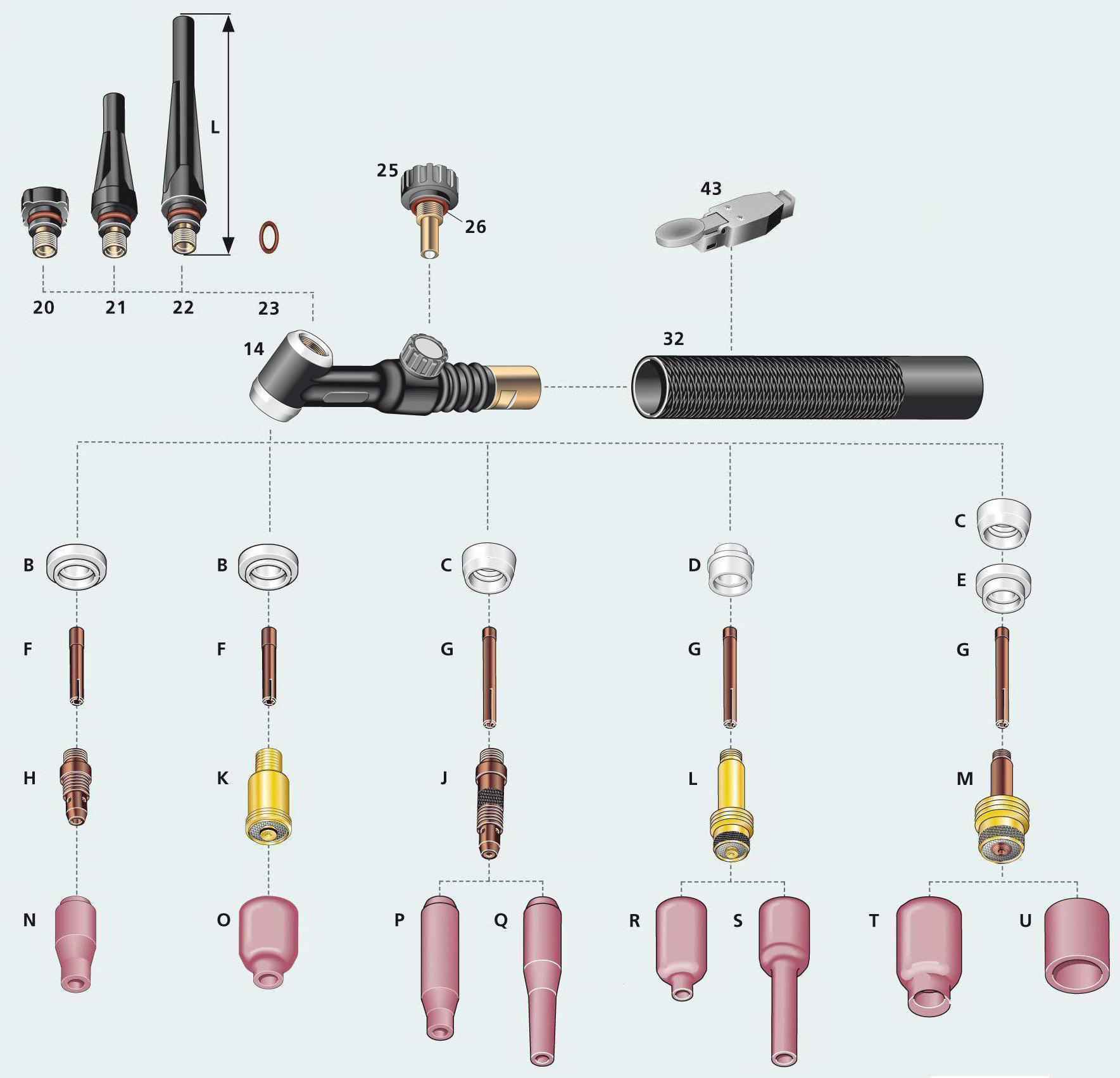
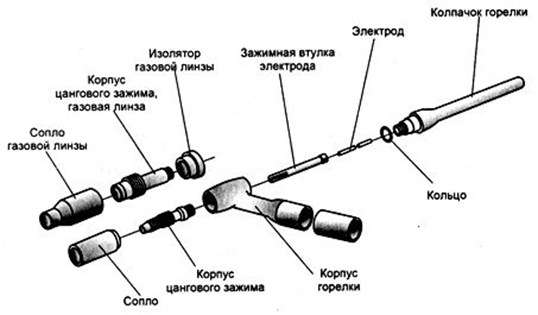
Как изготовить горелку своими руками
Горелку для аргонодуговой сварки можно собрать своими руками. Образец такого устройства показан на фото (фото 1). Рядом с горелкой находится хомут для крепления при работе в полуавтоматическом режиме. На фотографии показаны основные составные части устройства (фото 2).
Для изготовления цангового зажима использована латунь марки ЛС59-1. Зажим на одном конце имеет четыре прорези для фиксации электрода и прохождения аргона. В корпусе горелки, изготовленном из латуни такой же марки, вырезаны шесть прорезей и проточено установочное место для сопла. Оптимальным материалом для изготовления горелки является медь из-за более низкого удельного сопротивления и большей теплопроводности. Для уплотнения между корпусом и соплом нужно установить прокладку из термостойкой резины. Специальная гайка из стали затягивается от руки, фиксирует электрод и одновременно прижимает сопло.
Фото 1. Аргонодуговая горелка может иметь воздушное или жидкостное охлаждение.
Уплотнение гайки происходит при упоре на шайбу из фторопласта. С обратной стороны корпуса электрод уплотняется второй гайкой из стали с уплотняющей шайбой из фторопласта. В просверленное в корпусе отверстие впаивается медная трубка для подачи аргона. Шов выполнен тугоплавким серебряным припоем. Одновременно трубка исполняет функцию проводника для подключения электрода к сварочному аппарату. Место шва закрыто термоизоляционной втулкой из фторопласта, который свободно надет на трубку. На втором конце трубки припаяна конструкция для подключения сварочного кабеля и фиксации ручки.
Сварочный кабель подсоединяется к токосъему болтом М6 с шайбой. На стороне токосъема, направленной к головке, наружная резьба М12. Перед пайкой на трубку необходимо накрутить гайку и надеть шайбу. Этой гайкой зажимается ручка из эбонита, собранная из двух половинок. Ручку можно использовать от обычной газовой горелки или изготовить самостоятельно. В приемный штуцер на конце медной трубки нужно установить на резьбе дроссель с диаметром внутреннего отверстия 0,5 мм. Дроссель ограничит расход газа при работе и не допустит первичного удара при открытии клапана подачи газа.
Электроды желательно заточить на алмазном круге под углом около 40°. Оптимальная длина около 250 мм, но размер не критичен. Можно использовать то, что есть в наличии. Давление газа на горелку 1 кГс/м2, качество газа 99,993%. Расстояние от конца электрода до сопла около 4 мм, длина дуги 2,7-2,8 мм при работе в режиме полуавтомата.
https://youtube.com/watch?v=hx2OhIV9TRs
Для сварки используется подключение прямой полярности, плюсовой провод на деталь, минусовой на электрод.
Для автоматической подачи при большом количестве одинаковых заготовок используется стол фрезерного станка со скоростью перемещения 80 мм/мин. На краях свариваемых деталей желательно расположить два отрезка из аналогичного материала для розжига дуги или можно использовать угольную пластину, изображенную на рисунке 3. Напряжение холостого хода на электродах номиналом 80 В обеспечивает легкий розжиг дуги. Начальный ток сварки 16 А при работе на заготовке возрастает до 22-24 А. Напряжение на электродах при работе порядка 12-12,5 В и зависит от длины дуги.


Устройство и принцип работы
Аргоновая сварка похожа на обыкновенную дуговую, только сварочная ванна заполняется аргоном, который на 38.0 % тяжелее атмосферного воздуха, он опускается в сварочную ванну, вытесняя воздух и изолирует ее от атмосферного О2. В связи с такой обработкой сварочный шов выходит без оксидной пленки, а качество сварки улучшается. Аргон не является дорогостоящим газом, он имеется в воздухе и является побочным газом, в процессе выработке О2 и N2.
Основной элемент устройства – горелка. На электрод поступает рабочий ток, а сварочная площадка защищается аргоном от контакта с О2 из атмосферы, тем самым предотвращает окисление поверхности. В комплект устройства входит шлейф, шланг для газоподачи и силовой кабель
Иногда в комплекте отсутствует шлейф, поэтому потребуется обратить на это внимание, оформляя покупку. Сварка АГ может выполняться вручную, в режиме полуавтомата и 100% автоматический способ
От этого будет зависеть исполнение агрегата, чем больше процент автоматизации, тем сложнее конструкция и выше стоимость.
В конструкции АГ имеется резервуар для циркуляции воды с 2-мя штуцерами для входа и выхода. В центре сосуда на диэлектрических упорах размещен электрод, имеющий провод и точку для присоединения кабеля. Газ из баллона подается к соплу в свободное пространство рядом с электродом.
![]()
Как выглядит аргоновая горелка
Порядок подключения аргоновой горелки:
- Сварщик запускает циркуляционную охлаждающую систему и сварочный аппарат.
- Открывают подачу аргона на АГ.
- После создания защитного слоя зажигают дугу.
- Начинается нагрев, при Т плавления образуется ванночка из металла на границе соединения, в которую подается присадочный материал в виде проволоки.
- После образования хорошего соединения, сварщик перемещает горелку дальше по шву.
Процесс аргоновой сварки
Основные составляющие рабочего места:
- сварочный аппарат;
- баллон с аргоном;
- горелка;
- электроды;
- присадочный пруток.
Общий порядок работ имеет некоторые отличия от обычной дуговой сварки, на них стоит обратить внимание. Когда выбран и выставлен на аппарате необходимый сварочный ток, а к свариваемой детали подключена масса, можно начинать процесс
В одной руке горелка, в другой — присадочный пруток. Сварку, в отличие от обычной дуговой, нельзя начинать с касания электродом заготовки. Сначала на заготовку на 15-20 секунд подают газ, затем плавно подносят сопло к металлу (расстояние между деталью и электродом должно составить примерно 2 мм и оставаться таким в процессе работы). Образовавшуюся дугу плавно ведут вдоль шва, не допуская поперечных движений. Присадочная проволока располагается перед соплом и подается плавно. Опытный сварщик справляется с этим легко, начинающему придется «прочувствовать процесс». Как правило, достаточно 3-5 попыток.
Заканчивать подачу аргона следует не сразу, а через 5-7 секунд после завершения шва.
Достоинства и недостатки
Способ обладает следующими достоинствами:
- прочный и долговечный шов;
- относительно низкая рабочая температура обеспечивает работу с тонкостенными деталями и сложными пространственными конструкциями без тепловых деформаций;
- работа с цветными металлами и сплавами, химически активными в горячем состоянии;
- высокая производительность.
Недостатками технологии являются:
- сложность оборудования и его настройки;
- высокая себестоимость шва;
- высокие требования к квалификации персонала;
Преимущества метода перевешивают его недостатки при работе с нержавеющей сталью и цветными сплавами в различных комбинациях. Многие из этих материалов практически не поддаются сварке другими способами.
Разновидности аргоновых горелок
Аргоновые горелки подразделяются по виду охлаждения: воздух или вода. Во многих моделях TIG устроено воздушное, так как водяной метод потребует сложного оборудования. По методу подачи инертной среды бывают АТ с вентилем или кнопкой. Многие современные устройства снабжены и тем, и другим. По типу соединительного разъема со сварочным аппаратом, АТ не классифицируют из-за многообразия вариантов. Обычно производитель комплектует их под конкретные виды инверторов, единственное условие – разъем обязан соответствовать гнезду аппарата. С этим возникают проблемы, особенно при покупке в интернете, так как многие изготовители забывают указывать тип разъема. Также в комплекте должна быть указана длина шлейфа 4 или 8 метров.
Характеристику горелки можно определить от маркировки названия, например, TIG 26, что означает большую горелку с водяным охлаждением. АГ делятся на две группы: маленькие и большие. К первым относятся маркировка 9 (воздушное охлаждение) и 20 (водяное). Расходники и запчасти для них – взаимозаменяемы.
По типу конструкции
АГ подразделяют на вентильные и кнопочные. Первая конструкция — самая простая, для начала процесса просто открывают вентиль на баллоне. Часто такие горелки соединяются только к инвертору. Процесс розжига дуги заключается в постукивании проволокой по свариваемой поверхности. Такая конструкция АГ не применяется для соединения деталей из алюминия.
Кнопочная модель — более усовершенствованный тип. Кнопка довольна, функциональна и имеет несколько положений режима: газоподача, настройка сварочного тока, розжиг, образование дуги и другие. Подобные горелки просты в эксплуатации и обеспечивают достойное качество швов.
Комбинированные горелки с вентилем и кнопкой встречаются редко, их не рекомендуют использовать новичкам в аргоновой сварке, поскольку они сложные в процессах настройки, а вот опытные специалисты выбирают этот вариант горелок, так как они имеют больше функционала для создания разных сварочных режимов.
По типу охлаждения
Варианты охлаждения в АГ, существуют воздушное, работающее на естественном принципе циркуляции и водяное с принудительной подачей охлаждающей жидкости. Первый метод конструкционно прост, детали охлаждаются воздухом под действием О2. Такая система применяется при сварке небольших швов и с током до 200 А, иначе устройство аргоновой горелки будет перегреваться.
Водяное охлаждение — процесс выполняется за счет особых конструкционных элементов, для подачи к корпусу холодной воды.
Технология и применение аргонной сварки
Аргоновая сварка немного напоминает обыкновенную дуговую, но для защиты сварочной ванны в ней используется защитный газ — аргон. Данный инертный газ имеет ряд присущих только ему свойств.
- Поскольку аргон тяжелее воздуха на 38%, он хорошо проникает в сварочную ванну и защищает ее от газов, находящихся в атмосфере. Благодаря этому сварочный шов получается без образования оксидной пленки, что улучшает качество соединения.
- Аргон присутствует в воздухе, поэтому он является побочным продуктом, образующимся при получении кислорода и азота из атмосферы, и является самым недорогим среди защитных газов для сварки.

Процесс сварки в среде аргона происходит по следующему принципу. Буквально за 1 секунду до розжига дуги в горелку подается аргон. Сварщик подносит электрод к детали, приготовленной для соединения, и нажимает кнопку включения. Но поскольку для розжига дуги в среде защитного газа требуется его высокая ионизация, то в работу вступает осциллятор.
Осциллятор — это прибор, вырабатывающий высокочастотные и высоковольтные импульсы, способные ионизировать газ и зажечь дугу между электродом и заготовкой.
После розжига дуги в место соединения деталей подается присадочная проволока вручную или в автоматическом режиме. Детали свариваются за счет плавления присадки, металл которой попадает на расплавленные кромки соединяемых заготовок.
Традиционно под аргоновой сваркой подразумевают соединение металлов с помощью неплавящегося вольфрамового электрода, создающего дугу, и присадки в виде металлического прутка или проволоки. Данный тип сварки имеет международное обозначение “TIG”.
Применяется аргонная сварка в следующих сферах.
Каркасное строительство. Сварные швы способны выдерживать постоянные нагрузки.
Стыковка труб как стальных, так и из цветных металлов, в том числе труб из различных сплавов.
Соединение разнородных металлов.
Сращивание практически любых металлов между собой: титана, меди, алюминия, нержавейки, бронзы, латуни, чугуна и т.д
Особенно это важно для автомобилестроения.
Изготовление декоративных и ювелирных изделий.
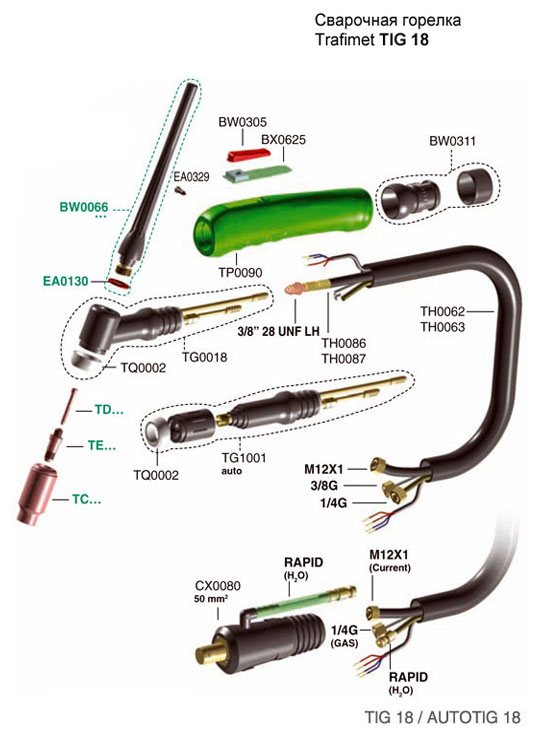
Подбор горелки TIG
Уважаемые покупатели, в этой статье мы хотим вам рассказать про горелки для аргонодуговой сварки (тип TIG)
Если у вас уже есть сварочный аппарат для аргонодуговой сварки и вы хотите выбрать к нему TIG горелку, вам нужно обратить внимание на некоторые параметры
Горелки делятся на два основных типа, с воздушным и водяным охлаждением.
Воздушное охлаждение – это когда кабель (по которому идет сварочный ток) внутри горелки охлаждается исключительно за счет воздуха. То есть никаких специальных устройств подключать к горелке не требуется. Она охлаждается сама по себе.



Водяное охлаждение происходит за счет воды, которая циркулирует в горелке. Для этого процесса необходим блок водяного охлаждения. Подробней про куллеры (блоки водяного охлаждения) можно прочитать в этой статье.
Какую же горелку выбрать?
Производители сварочного оборудования и горелок дают следующие рекомендации:
- Если вы будете работать на малых токах – вам подойдет горелка с воздушным охлаждением. Если на больших токах – вам нужна горелка с водяным охлаждением.
- Если вы хотите сваривать толстые металлы – вам нужна горелка в водяным охлаждением, тонкие металлы – подойдет с воздушным охлаждением.
Все предельно просто, водяное охлаждение нужно для того, чтобы горелка не перегревалась и не сгорела. Каким бы ни был качественным сварочный кабель проходящий в горелке он все равно греется и воздух из окружающей среды не сможет его охладить, только холодная вода циркулирующая вдоль сварочного кабеля способна не допустить его перегрев.
Важно! Если у вас горелка с водяным охлаждением и вы хотите работать не на полную мощность, а дать порядка 20 — 40 Ампер – все равно нужно подключать блок водяного охлаждения!

Несколько слов про латинские буквы в названии горелок.
- TS – это международное обозначение горелок для аргонодуговой сварки TIG.
- Буква F – первая буква английского слова Flexible (пер. на русский язык – Гибкий). Горелка имеющая букву F может гнуться в разных направлениях. Очень удобно при сварке в труднодоступных и неудобных местах.
- Буква V — первая буква английского слова Valve (пер. на русский язык – Клапан, Вентиль). Горелки с буквой V подходят для аппаратов ручной дуговой сварки с функцией TIG сварки. Соединение происходит с помощью переходника.
Какой разъем у ваших горелок?
Этот вопрос мы часто слышим от наших покупателей, по этому подготовили небольшую статью с фотографиями про разъемы горелок.
Как правило, все производители выдерживают один стандарт, но если вы не уверены что наши горелки Innotec подойдут к вашему аппарату – сообщите нам модель вашего сварочника и мы постараемся подобрать для вас переходники и клеммы ОКС.
Полная таблица горелок для арогодуговой сварки TIG.
| Тип горелки | ПВ% | Ток DC | Ток AC | Электрод, мм. | Длина кабеля, м. | Масса, кг. | Охлаждение |
| TS 9 | 35 | 110 | 95 | 0.5 — 1.6 | 4 или 8 | 1.8 или 3.4 | Воздушное |
| TS 9 V | 35 | 110 | 95 | 0.5 — 1.6 | 4 или 8 | 1.8 или 3.4 | Воздушное |
| TS 9 F | 35 | 110 | 95 | 0.5 — 1.6 | 4 или 8 | 1.8 или 3.4 | Воздушное |
| TS 17 | 35 | 140 | 125 | 0.5 — 1.6 | 4 или 8 | 1.8 или 3.4 | Воздушное |
| TS 17 V | 35 | 140 | 125 | 0.5 — 1.6 | 4 или 8 | 1.8 или 3.4 | Воздушное |
| TS 17 F | 35 | 140 | 125 | 0.5 — 1.6 | 4 или 8 | 1.8 или 3.4 | Воздушное |
| TS 17 FV | 35 | 140 | 125 | 0.5 — 1.6 | 4 | 1.8 | Воздушное |
| TS 18 | 35 | 320 | 240 | 0.5 — 4.0 | 4 или 8 | 2.4 или 3 .9 | Водяное |
| TS 20 | 35 | 250 | 220 | 0.5 — 3.2 | 4 или 8 | 2.25 или 3.2 | Водяное |
| TS 25 | 35 | 250 | 220 | 0.5 — 3.2 | 4 или 8 | 2.25 или 3.5 | Водяное |
| TS 26 | 35 | 180 | 130 | 0.5 — 4.0 | 4 или 8 | 2.65 или 4.2 | Воздушное |
| TS 26 V | 35 | 180 | 130 | 0.5 — 4.0 | 4 или 8 | 2.65 или 4.2 | Воздушное |
| TS 26 F | 35 | 180 | 130 | 0.5 — 4.0 | 4 или 8 | 2.65 или 4.2 | Воздушное |
| TS 26 FV | 35 | 180 | 130 | 0.5 — 4.0 | 4 или 8 | 2.65 или 4.2 | Воздушное |
| Super TS 18 | 35 | 400 | 300 | 0.5 — 4.0 | 4 или 8 | 2.36 или 3.56 | Водяное |
| Super TS 20 | 35 | 320 | 250 | 0.5 — 3.2 | 4 или 8 | 2.0 или 3.85 | Водяное |
Навигация:
- Перейти в раздел горелкок для TIG сварки.
- Перейти в раздел расходных материалов для горелок TIG.
Про расходные части для горелок CUT доступным языком. →← Подбор горелки MIG
Что собой представляет дуговая полуавтоматическая сварка в среде аргона
Сварка MIG – полуавтоматическая сварка в среде инертных газов. В данном случае берется аргон – самый доступный и распространенный газ.
Принцип работы полуавтомата
Полуавтоматическая АДС – это механизированный процесс дуговой сварки, при котором электродная проволока подается с постоянной или переменной скоростью в зону сварки. Одновременно туда поступает газ аргон из баллона.
Сварка полуавтоматом решает проблему с неравномерным нагревом металла и защитой сварочного шва.
Инертный газ подается непосредственно в зону сварки. Идет регулировка подачи присадочной проволоки в соответствии с автоматической подстройкой сварочной силы тока.
Протяжный механизм подает сварочную проволоку. Правильное соотношение скорости подачи и температуры плавления дает равномерное заполнение шва.
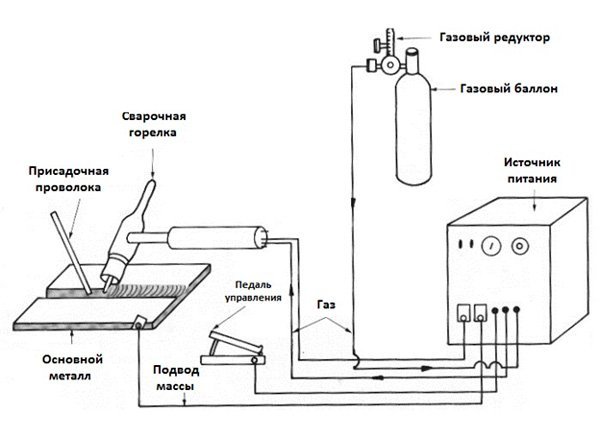
 Схема полуавтоматической сварки в среде аргона
Схема полуавтоматической сварки в среде аргона
Особенности сварки
Особенности сварки в среде аргона заключаются в следующем:
Защищает сварной шов от окисления.
Аргон – инертный газ. Он не вступает в реакцию металлом
Также инертный газ защищает сварной шов от окисления при воздействии воздуха, потому что аргон его вытесняет из места сварки, что очень важно при работе с цветными металлами. Благодаря среде аргона, такой метод дает более прочный сварной шов
Достоинства и недостатки
Плюсы полуавтоматической АДС:
- При полуавтоматической аргонодуговой сварке обеспечивается высокое качество шва.
- Значительно облегчается поджиг дуги.
- Возрастает производительность работы.
- Просто. Главное, разобраться в технологии и прочитать инструкцию на сварочный аппарат. Подходит даже начинающим.
- Понятная настройка параметров на сварочных аппаратах.
- Наглядность. Видно формирование сварного шва.
- Свобода в пространстве.
- Соединение деталей малой толщины.
- Экономия времени. Не требуется зачистка швов от шлака и смена электродов.
Минусы данной сварки:
- Дорогое оборудование.
- Немобильность.
Топ 12 лучших сварочных полуавтоматов
По понятным причинам в рейтинге участвуют только полуавтоматы с питанием от однофазной сети 220В: техника с трехфазным питанием — это крупногабаритные аппараты для стационарных сварочных постов, рассматривать такие аппараты для приобретения в личное пользование не имеет смысла. Кроме того, из тех же соображений была задана и верхняя планка цены.
| Категория | Место | Наименование | Рейтинг | Цена |
| Лучшие сварочные полуавтоматы среднего класса | 1 | Сварог PRO MIG 200 SYNERGY (N229) | 10 / 10 | 46 865 |
| 2 | AuroraPRO Speedway 200 | 9.8 / 10 | 29 988 | |
| 3 | Сварог ARCTIC MIG 250 Y (J04) | 9.7 / 10 | 62 630 | |
| 4 | AuroraPRO Overman 200 | 9.6 / 10 | 22 375 | |
| 5 | Сварог MIG 200Y (J03) | 9.5 / 10 | 38 930 | |
| 6 | Fubag INMIG 200 Plus | 9.4 / 10 | 38 020 | |
| Лучшие недорогие сварочные полуавтоматы | 1 | Elitech ИС 220П | 9.0 / 10 | 20 697 |
| 2 | Ресанта САИПА-200 | 8.2 / 10 | 21 300 | |
| 3 | Ресанта САИПА-165 | 7.0 / 10 | 16 670 | |
| Лучшие профессиональные сварочные полуавтоматы | 1 | Telwin MASTERMIG 400 | 9.8 / 10 | 159 300 |
| 2 | Aurora SKYWAY 330 Synergic | 9.7 / 10 | 90 300 | |
| 3 | Кедр MIG-250GS | 9.3 / 10 | 65 900 |
Общая информация
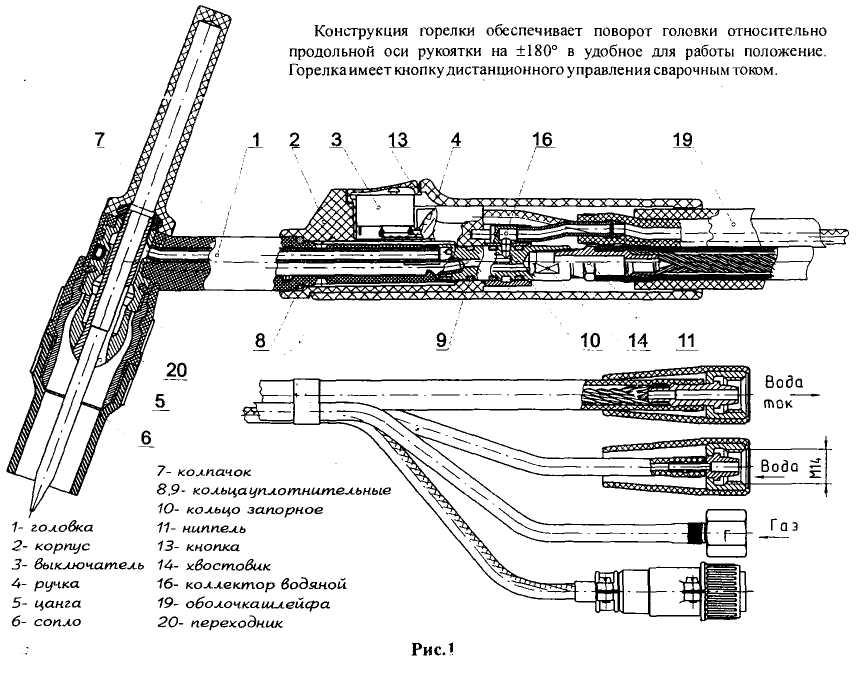
Горелка для сварки с применением аргона должна быть качественной и надежной, поскольку ей придется работать в условиях повышенных температур. Также у нее должна быть небольшая масса при высоких токовых нагрузках. Желательно, чтобы головка горелки проворачивалась на 180 градусов. Так ее можно будет направить в нужную сторону, защитив рукоятку от температурного перегрева.

Горелки для аргоновой сварки отличается тем, что предназначены для сварки с применением неплавящихся прутков в среде защитных газов.Такую горелку можно использовать при работе с титаном, сталями, никелевыми сплавами, медью и алюминием.
Плюсы и минусы
Сварка аргоном, в общем, сложное оборудование для новичков, нужно готовиться к тому, что в этом случае скорость работы будет низкая. Тем не менее, зачастую этим устройствам альтернативы нет. Основные преимущества аргонодуговой сварки:
- Создание защитного шва от губительного воздействия атмосферы.
- Отсутствие перегрева металла при определенном опыте работ.
- Нет повреждения кристаллической решетки в местах соединения.
- Широкая сфера применения для любых видов сплавов.
- Редкая смена электродов.
- Доступность на рынке комплектующих для аргоновой горелки.
Недостатки АГ:
- Защита от окружающего воздуха легко может быть нарушена, если сварщик будет работать на сквозняке, поскольку защитный газ будет просто «сдуватся»;
- при режиме с большой силой тока потребуется периодическое охлаждение сварки;
- мощное излучение ультрафиолета при применении гелия;
- достаточно сложное оборудование, чтобы подключить и использовать, необходимо выполнить его настройки;
- необходима квалификация и опыт у сварщика.
Технология
Необходимое оборудование:
Сварочный полуавтомат для работы в среде защитного газа. Это могут быть инверторные или трансформаторные преобразователи тока с механизмом подачи проволоки. Трансформаторные сварочные устройства надежны, устойчивы к нагрузкам, у них невысокий КПД, дают помехи в сеть. Сварочные инверторы значительно легче трансформаторных, не дают помех, есть возможность точной настройки, стабилизируют сварочный ток, чувствительны к конденсату внутри устройства. Для простоты работы и точности настроек больше подходит инверторный преобразователь.
 Примерная стоимость сварочных полуавтоматов с механизмом подачи проволоки
Примерная стоимость сварочных полуавтоматов с механизмом подачи проволоки
Присадочная проволока. Она подбирается по трем показателям: марка, вес бухты и диаметр. Выбор диаметра и размера намотки определяется по показателям инвертора и размеру горелки. При выборе марки проволоки нужно ориентироваться на справочные таблицы. Материал присадки должен соответствовать материалу соединяемых деталей и иметь более высокие характеристики по прочности. Диаметр подбирается, учитывая размер толщины свариваемых деталей. Например, диаметр проволоки в 1 мм подходит для однопроходной сварки металла толщиной 7-8 мм при сварочном токе в 200А. Для более качественного соединения деталей лучше выбирать проволоку с меньшим числом примесей.
 Примерная стоимость сварочной проволоки на Яндекс.маркет
Примерная стоимость сварочной проволоки на Яндекс.маркет
 Примерная стоимость баллонов с аргоном разных объемов на Яндекс.маркет
Примерная стоимость баллонов с аргоном разных объемов на Яндекс.маркет
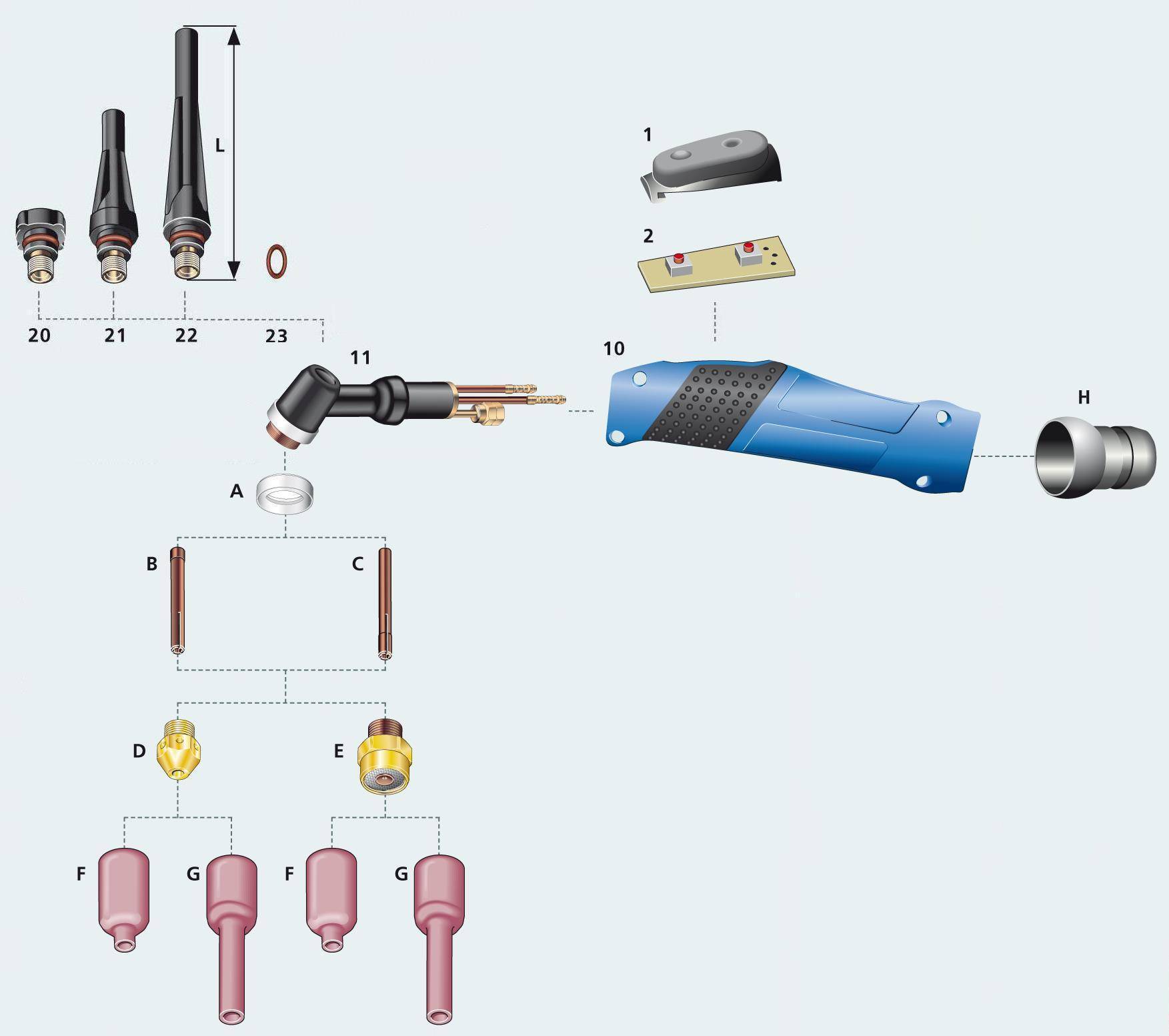
Разновидности аргоновых горелок
Аргоновые горелки подразделяются по виду охлаждения: воздух или вода. Во многих моделях TIG устроено воздушное, так как водяной метод потребует сложного оборудования. По методу подачи инертной среды бывают АТ с вентилем или кнопкой. Многие современные устройства снабжены и тем, и другим. По типу соединительного разъема со сварочным аппаратом, АТ не классифицируют из-за многообразия вариантов. Обычно производитель комплектует их под конкретные виды инверторов, единственное условие – разъем обязан соответствовать гнезду аппарата. С этим возникают проблемы, особенно при покупке в интернете, так как многие изготовители забывают указывать тип разъема. Также в комплекте должна быть указана длина шлейфа 4 или 8 метров.
Характеристику горелки можно определить от маркировки названия, например, TIG 26, что означает большую горелку с водяным охлаждением. АГ делятся на две группы: маленькие и большие. К первым относятся маркировка 9 (воздушное охлаждение) и 20 (водяное). Расходники и запчасти для них – взаимозаменяемы.


По типу конструкции
АГ подразделяют на вентильные и кнопочные. Первая конструкция — самая простая, для начала процесса просто открывают вентиль на баллоне. Часто такие горелки соединяются только к инвертору. Процесс розжига дуги заключается в постукивании проволокой по свариваемой поверхности. Такая конструкция АГ не применяется для соединения деталей из алюминия.
Кнопочная модель — более усовершенствованный тип. Кнопка довольна, функциональна и имеет несколько положений режима: газоподача, настройка сварочного тока, розжиг, образование дуги и другие. Подобные горелки просты в эксплуатации и обеспечивают достойное качество швов.
Комбинированные горелки с вентилем и кнопкой встречаются редко, их не рекомендуют использовать новичкам в аргоновой сварке, поскольку они сложные в процессах настройки, а вот опытные специалисты выбирают этот вариант горелок, так как они имеют больше функционала для создания разных сварочных режимов.
По типу охлаждения
Варианты охлаждения в АГ, существуют воздушное, работающее на естественном принципе циркуляции и водяное с принудительной подачей охлаждающей жидкости. Первый метод конструкционно прост, детали охлаждаются воздухом под действием О2. Такая система применяется при сварке небольших швов и с током до 200 А, иначе устройство аргоновой горелки будет перегреваться.
Водяное охлаждение — процесс выполняется за счет особых конструкционных элементов, для подачи к корпусу холодной воды.
Самодельный агрегат для AC и DC сварки – возможно или нет?
В сети можно найти немало описаний, схем и даже видео о том, как народный умелец самостоятельно собрал TIG-аппарат и заварил на нем пару швов. Многие нюансы в таких историях остаются за кадром.
Собирать самодельное устройство имеет смысл при выполнении следующих условий
- в распоряжении домашнего мастера есть разрозненные, но практически исправные блоки и узлы сварочного оборудования,
- он обладает достаточными рабочими навыками и инженерными знаниями в электротехнике и электронике;
- у мастера много свободного времени и хорошо оборудованная мастерская.
При покупке готовых компонентов в магазинах, с учетом затраченного времени, аппарат для аргоновой сварки, собранный своими руками, обойдется едва ли не дороже покупного, но никогда не сможет достигнуть его показателей по производительности, функциональности и энергоэффективности.
В то же время простейшую ТИГ-горелку можно сделать своими руками. Корпус вырезается из эбонита, втулку для крепления электрода лучше сделать из фарфорового корпуса отработавшей автомобильной свечи зажигания. Выше втулки нужно закрепить зажим-цангу подходящего диаметра. Трубку для подачи газа лучше взять от старой горелки
Особое внимание следует уделить уплотнению соединений и изоляции токоведущих частей
Заключение
Аппарат для аргонодуговой сварки можно не только купить, но и собрать самостоятельно. И это, как видите, несложно. Некоторые детали для этого даже могут быть у вас на даче, а остальные можно купить в интернете или на рынке.
Зная, как собрать устройство для ТИГ-сварки, вы будете знать и как его ремонтировать. Кроме того, вложите вы немного и быстро научитесь работать с ним. Вы наверняка будете выбирать качественные детали, поэтому будете гарантом качества сами для себя.
Большим функционалом такой инвертор отличаться не будет, и потому не подойдёт для выездных или строительных работ. Но в условиях дома или гаража, вам его хватит. Желаем удачи!
Подведем итоги
Аргонодуговая и газовая сварка возможны при использовании специальных горелок. Их выбирают согласно конструкции, функционалу и личным требованиям.
На рынке есть сотни производителей, которые предлагают десятки видов агрегатов. Мы рекомендуем выбирать горелку для аргонодуговой сварки средней цены: они отлично подойдут как новичкам, так и опытным мастерам.
Кроме этого, важно выбрать рабочие аксессуары. Среди них – сопла для сварки аргоном
Лучший вариант – это конструкции из керамики. Они довольно удобны, защищены от перегрева и не плавятся под действием температур.
А на каком аппарате вы остановите свой выбор?