
Как необходимо сваривать жильные скрутки

у этого металла высокая теплоотдача
Перед началом самого процесса сваривания жил проводов, необходимо провести подготовительные работы, которые включают в себя процесс освобождения проводов от изоляции и оболочки. Длина при этом оголенных жил должна быть примерно 100 миллиметров, в этом случае скрутка будет не более 50 миллиметров.
Во время скручивания жил необходимо добиться их плотного прилегания друг к другу. При этом торцы жил должны быть на одном уровне, иначе при сваривании жила одного из проводов может оказаться за пределами сварного шва. Если после сварки один конец жилы получился длиннее остальных, его необходимо откусить с помощью бокорезов.
Вблизи сделанного вами радиатора к скрутке необходимо прикрепить зажим «массы или минуса», после этого поднесите к кончику жил электрод. Контакт электрода с жилами не должен превышать по времени двух секунд. После прерывания контакта на скрутке образуется сферической формы небольшой наплыв. Также свариваются и остальные скрутки жил проводов.
Достоинства графита, принцип сварки проводов
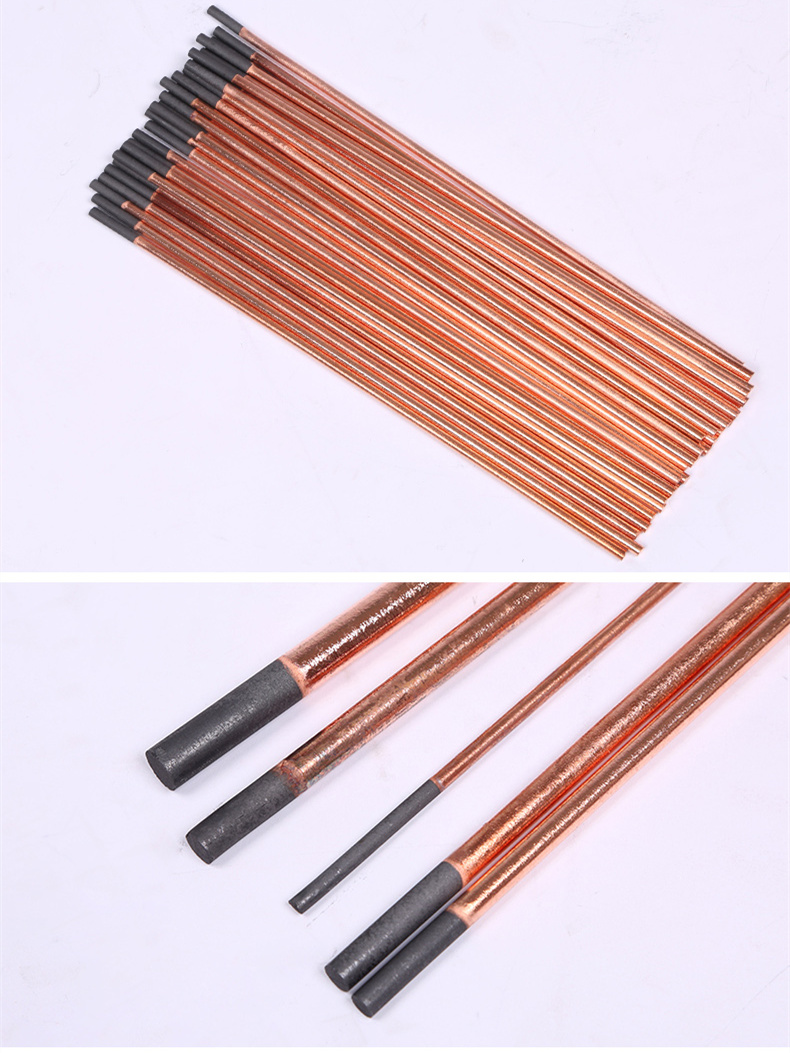
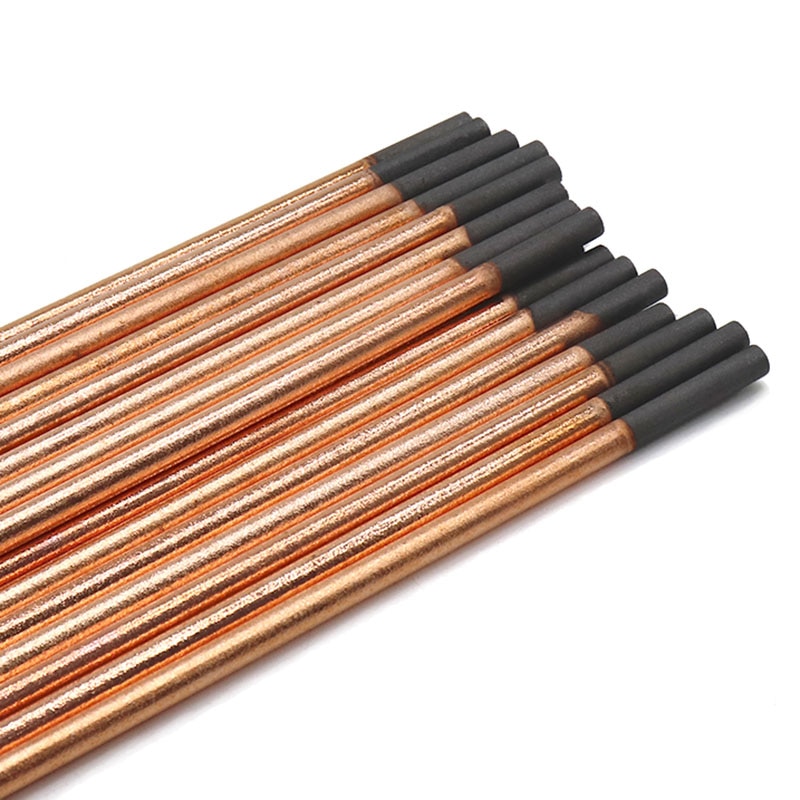
Особенностью этого вида электродов является их способность проводить ток и при этом не плавиться, что свойственно электродам иных типов. Графитовый электрод может выпускаться с разными формами наконечников, различной длины. Бывает обычный или омеднённый (имеющий медное покрытие, до 5% состава). Среди достоинств этого вида электродов выделяют следующие:
- невысокая цена, доступность, медленный расход;
- материал стержня не прилипает к соединяемым элементам;
- графит нагревается до температуры плавления металла очень быстро;
- для появления дуги достаточно тока 5–10 А.
Кроме того, если сварка медных проводов осуществляется графитовым электродом, то получаемое соединение получается устойчивым к коррозии и термостойким, а сами электроды не склонны к образованию трещин в процессе работы.

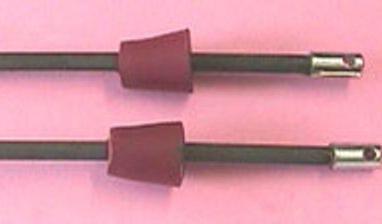
Для того, чтобы не допустить плавления изоляции проводов к месту выхода скрутки из изоляции присоединяют металлический радиатор (чаще всего медный, поскольку медь имеют высокую теплопроводность). Тепло от скрутки отводится за счёт большой площади контакта. Перед сваркой медных проводов их нужно подготовить, очистить от изоляции и/или лакового покрытия. Скрутку нужно делать плотно, чтобы витки тесно прилегали друг к другу, длина скрутки должна составлять 5-6 см. Концы проводов должны быть отрезаны на одинаковом расстоянии, чтобы ни один из них не оказался вне зоны действия сварки.
В месте крепления радиатора к проводам присоединяется зажим «массы» аппарата, после чего к обрезанным краям подносится графитовый электрод. Контакт должен быть кратковременным, не более 1 секунды. После прекращения контакта на конце скрутки образуется шарообразный участок расплавленной меди.
Угольные электроды: свойства и применение
Угольные электроды применяются для осуществления воздушной духовой резки металлов. Кроме этого с их помощью производят сварку металлов, удаляют дефекты металлических листов, срезают заклепки и выполняют другие операции. Угольные электроды изготавливаются из электротехнического аморфного угля.
Готовые изделия имеют листово-черную поверхность и представляют собой круглые стержни, сечение которых варьирует от 6 до 18 миллиметров. Стандартная длина стержней составляет 25-70 сантиметров.
Для резки различных видов металла угольные электроды затачивают под разными углами. Так, для обработки черных металлов один конец стержня затачивают под углом около 65 градусов. Для выполнения сваривания материалов из цветных металлов, в том числе для наплавки твердых сплавов, производят заточку электрода под углом 30 градусов.
В процессе изготовления электродов используются технологии декструзии или формования и термообработки композиций. В основу изделий включаются кокс или уголь, а также добавляют различные связующие вещества (деготь, смолу и т.д.). В некоторых случаях в угольный электрод включают металлический порошок или стружку.
Изделия используются в различных отраслях. Их применяют для резки стальных материалов, выполнения отверстий в легированных, углеродистых и низколегированных сталях. Кроме этого с их помощью разрезают медь, нержавеющую или малоуглеродистую сталь, а также другие сплавы, используемые при производстве металлоконструкций, в машиностроении, судостроении, сталелитейной промышленности.
Сварка угольным электродом зарекомендовала себя как очень качественная. Она имеет по сравнению с другими распространенными видами резки множество преимуществ. При выполнении сварки с использованием угольных электродов используют углерод, сжатый воздух или электрический ток, позволяющий выполнить отличную резку металла с удалением. Сварочные работы производятся с применением сжатого воздуха или электродуги, которая не только расплавляет металл, но и самоудаляется с помощью воздушной струи.
Данный способ сварки металлических изделий имеет свои особенности. К примеру, вся работа может осуществляться только при постоянном токе, а длина дуги должна быть в диапазоне 6-15 миллиметров.
При этом поджигается дуга очень просто и имеет достаточную устойчивость. Однако при возникновении обратной полярности дуга потеряет устойчивость, а электрод станет обгорать и испаряться.
Образуемая при сваривании материалов угольными электродами дуга проявляет высокую чувствительность к погодным условиям (дождю, магнитному дутью, потокам газов). Кроме этого при выполнении сварочных работ, где используются угольные электроды, получается меньший КПД дуги по сравнению с применением обычных металлических стержней. Однако ценность угольных стержней нельзя недооценить. Они позволяют сваривать цветной металл, тонколистовые материалы, выполнять наплавку электроприхватки и твердых сплавов при силе тока в пределах 1 кА.
Угольные электроды особенности сварки и резки.

- Электроды для сварки нержавейки
- Электроды сварочные E4303 (аналог МР-3)
- Электроды чугун
- ER 308L (04Х19Н9)
- ER 309L (07Х25Н13)
- ER 316L (04Х19Н11М3)
- ER 321 (06Х19Н9T)
- ER 347 (07Х19Н10Б)
- ER 4043 (AlSi5)
ER 5183 (AlMg4,5Mn)
ER 5356 (AlMg5)
- Графитовые электроды
- Сварочные аксессуары TIG WP-17
- TIG WP-18
- TIG WP-26
- Расходные части
- Клеммы заземления Italian Type
Клеммы заземления American (Netherland) Type

Угольные электроды
используются в различных производственных процессах – заготовительно-подготовительных, сварочных, строительных, при монтаже металлоконструкций, в мостостроении, судоремонтных и судостроительных работах и т.д. Угольные электроды позволяют производить резку, строжку, удаление дефектов литья, подготовку кромок для сварки, сварку металлов.Угольные электроды подходят для сварки и резки различных металлов:
- Сварка стали угольным электродом. Угольные электроды могут применяться для сварки низко- и высоколегированных, нержавеющих сталей и сплавов с низким содержанием углерода.
- Сварка чугуна и бронзы угольными электродами. Для сварки чугуна или бронзы угольным электродом рекомендуется заточить конец электрода под углом 65⁰С. Угольные электроды в ходе сварки выполняют роль электрического проводника, для заполнения сварочной ванны используются присадочные материалы. Сварка производится постоянным током прямой полярности.
- Сварка цветных металлов угольным электродом. Для сварки цветных металлов конец угольного электрода рекомендуется затачивать под углом 30⁰С. Сварка производится постоянным током прямой полярности.
- Сварка алюминия угольным электродом. Угольные электроды также можно использовать для сварки алюминия и его сплавов. Добавление флюса в кромку шва при сварке угольным электродом позволяет защитить его от окисления и получить качественный и прочный сварочный шов.
- Строжка и резка угольным электродом. При строжке угольной дугой необходимое давление сжатого воздуха 500-700кПа (5-7 бар), в зависимости от диаметра электрода и глубины резки/строжки. Электрод рекомендуется держать под углом 20-45⁰ к детали.
Как видно из вышенаписанного угольный электрод – это сварочный материал с широким спектром использования.
Сварка угольным электродом производится на постоянном токе прямой полярности. Благодаря очень высокой температуре плавления 4200⁰С при сварке не происходит прилипания стержня к свариваемой поверхности
Также стоит обратить внимание, что сварку угольными электродами рекомендуется производить в помещении, так как дуга может потухнуть даже от небольшого порыва ветра. В остальном же угольные электроды это отличный сварочный материал для разнообразных металлов
Наша компания предлагает купить угольные электроды GWC омедненные отличного качества и по разумной цене.
Угольный электрод плоский 16×4,8×305 мм ArcAir ESAB
Плоский угольный электрод ArcAir 16×4,8×305мм ESAB применяется для резки, строжки и прошивки отверстий в изделиях из нелегированных и низколегированных марок стали, коррозионно-стойких сталей, чугуна и других металлов. С помощью дуги происходит расплавление металла. Удаление расплавленного материала осуществляется мощной струей воздуха, которая также охлаждает угольный электрод.
Щёлкните, чтобы открыть изображение полностью
Описание товара
Омеднённый графитовый электрод, предназначенный для воздушно-дуговой резки и строжки металла. В отличие от OK GPC, данный процесс обладает значительно более высокой производительностью, т.к. расплавленный металл удаляется потоком сжатого воздуха, подаваемого в специальный держатель для воздушно-дуговой строжки под давлением 5-8 бар, при расходе сжатого воздуха от 500 до 1500 л/мин. Это делает его наиболее востребованным для удаления дефектов сварных швов на промышленных предприятиях, а также для удаления прибылей и литниковых систем в отливках. В отличие от автогенной поверхностной строжки, данный процесс применим практически для всех электропроводных материалов. Электрод зажимается в держателе с вылетом около 100-150 мм и по мере сгорания выдвигается из держателя. Угол наклона электрода к обрабатываемой поверхности составляет 45-60°. Скорость строжки обычно варьируется в пределах от 0,5 до 1,0 м/мин. При строжке нержавеющих сталей происходит науглероживание поверхностного слоя, поэтому во избежание потери стойкости металла к межкристаллитной коррозии необходимо механически удалять этот слой. Следует помнить, что процесс воздушно-дуговой резки сопровождается сильным шумом и выбросом расплавленного металла на большие расстояния, поэтому рабочему необходимо защищать не только глаза и коже, но и органы слуха, а также строго соблюдать правила пожарной безопасности. Данные электроды выпускаются как круглой, так и прямоугольной формы, соединяемые — Jointed (позволяющие вставлять один электрод в другой, тем самым сводя к минимуму огарок) и несоединяемые — Pointed, а также подразделяются на предназначенные для работы на постоянном токе прямой полярности и для переменного тока. Электроды с круглым сечением используют, преимущественно, для снятия фасок, строжки канавок и резки. Электроды с прямоугольным сечением применяют для очистки поверхности и устранения поверхностных дефектов на стальных отливках.
Воздушно-дуговая строжка угольными электродами — самый быстрый и дешевый процесс для резки/удаления металла. Угольный электрод необходим для поддержания дуги, чтобы расплавить металл, одновременно мощной струей воздуха сдувается шлак и расплавленный металл. Сжатый воздух также охлаждает угольный электрод. Угольные электроды применяется для резки, строжки, пробивки отверстий в углеродистых, низколегированных и легированных сталях. Комплект оборудования для воздушно-дуговой строжки состоит из компрессора, сварочного выпрямителя, специального держателя — Flair 600, Flair 1600 или K4000 с моно кабелем. OK Carbon обеспечивает пользователю самую высокую возможную эффективного удалением металла на единицу длины электрода и единицу времени.
сталелитейная промышленность, судостроение, производство металлоконструкций, машиностроение.
Применение в домашних мастерских
Для работы с угольными электродами в домашних условиях подойдёт стандартный элекродуговой сварочный аппарат. Так как теплопроводность угольных стержней мала, можно создавать дугу при силе тока всего в 3-5 Ампер.
Причём эта электродуга при необходимости вытягивается в длину в 30-50 миллиметров. Электрод испаряется медленно и не липнет к металлу, поэтому вести угольную дугу по направлению будущего шва достаточно легко.
Навыки, нужные для выполнения простых работ (таких как сварка проводов, сварка тонких металлических пластин и так далее), приобретаются в данном случае очень быстро.
Варить домашним мастерам следует не на улице, а строго в закрытых помещениях. Угольная дуга реагирует на дуновения ветра, газовые потоки, магнитные поля и другие воздействия.










Мастерам, у которых в наличии не слишком много расходных материалов, следует воспользоваться данным советом.
https://youtube.com/watch?v=AjWBGsbD8pw
Угольные и графитовые электроды некоторые специалисты используют, чтобы варить медные шины на трансформаторных подстанциях. А в домашних кустарных мастерских такими электродами можно, например, сваривать медные провода.
Хорошим присадочным материалом в данной ситуации станут бронзовые прутки. Диаметры таких прутков подбираются в зависимости от толщины свариваемых деталей и рассчитываются по специальным формулам.
Вдобавок ко всему угольными электродами можно выполнять не только сварочные работы, но и операции по резке металлических изделий.
Сварка алюминия графитовыми электродами
Алюминиевые сплавы очень широко применяются для монтажа сварных конструкций различного предназначения. Сразу следует выделить основные достоинства данного материала, например высокая удельная прочность, малая плотность и высокая устойчивость к коррозии.
В отдельных случаях чистый алюминий используется для изготовления предметов и деталей в химической, электротехнической и пищевой промышленности. Чистый алюминий с низким содержанием примесей применяется в изготовлении полупроводников и в отраслях новой техники. В качестве конструкционных материалов используются полуфабрикаты, изготовленные из сплавов алюминия.
Алюминиевые сплавы разделяются на литейные и деформирование. Их разделение производится по пределу растворимости составляющих в твердом растворе. В сварочных конструкциях применяются полуфабрикаты из деформируемых сплавов. Большинство элементов, которые входят в состав алюминиевых сплавов, имеют ограниченную растворимость, с изменяющейся температурой.
Деформируемые сплавы разделяются на сплавы, которые не упрочняются термической обработкой. Для проведения сварочных работ с алюминием используются электроды из специального электротехнического угля и из синтетического графита. Электроды для сваривания алюминия имеют форму стержней диаметром от 6 до 25 миллиметров, а их длина составляет 200 – 300 миллиметров. Конец угольного сварочного электрода заточен на конус. Для проведения сварочных работ графитовым электродом следует использовать специальные держатели.
Сварочная дуга для сварки графитовыми электродами, которая питается от обычных сварочных трансформаторов, не совсем подходит для сварки электродами данного типа. Вследствие неоднородности поверхности металла угольная дуга способна быстро отклоняться от нужного положения с помощью магнитных полей.
Для того чтобы стабилизировать сварочный процесс в некоторых случаях применяется продольное магнитное поле, которое создается соленоидом, ось которого должна совпадать с осью сварочного электрода. Данный прием при сваривании в основном применяется для работы с автоматическим сварочными аппаратами.
Чтобы стабилизировать положение сварочной дуги, требуется иногда по сварочной линии наносить пасту или специальный порошкообразный флюс, содержащий качественные ионизаторы для дугового разряда. Данный способ намного лучше и применяется для работы с автоматической и ручной сваркой. Угольная дуга имеет меньшее тепловое КДП и это является одним из отличий от металлической дуги с плавящимся электродом.
Химический состав, а также структура и свойства свариваемого металла при сваривании практически не отличается от металла, который наплавлен металлическим электродом, имеющим тонкую ионизирующую обмазку. Сваривание графитовым электродом может выполняться с подачей присадочного материала в дугу, но в некоторых случаях можно обойтись и без него.
Cварка плавящимся электродом
Достоинства и недостатки
Среди преимуществ, которыми обладает электрод графитовый, можно выделить следующие:
Устойчивость к воздействию тока.
Хорошая проводимость тока, благодаря чему снижается расход электрода в процессе сварки.
Увеличенный срок службы. Этот показатель выше за счет того, что он не окисляется при повышенных температурах.
Простота изготовления.
Доступная стоимость.
Работа со стержнями может проводиться без использования специальных держателей.

Существует несколько недостатков, о которых необходимо помнить:
Сложность выполнения тонкого соединения. Это вызвано тем, что минимальный диаметр стержня составляет 6 миллиметров.
Показатели соединяемых элементов могут ухудшаться из-за повышенной концентрации углерода в металле, которая возникает за счет использования графитовых стержней.
Использование графитовых электродов возможно при выполнении узкого списка работ.
Угольные электроды: вопросы и ответы
Какие виды угольных электродов существуют в настоящее время?
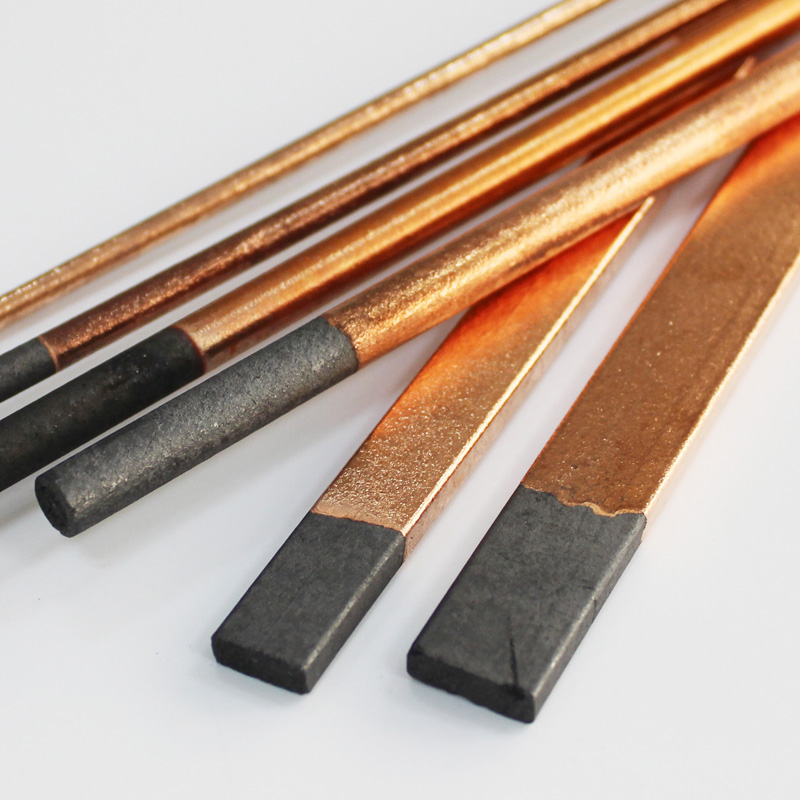
Сейчас на российском рынке в продаже есть круглые, бесконечные (с ниппелем или соединяемые), полукруглые, плоские, полые омеднённые электроды.
Круглые омеднённые угольные электроды (англ. gouging rods)
обычно изготавливаются, начиная с минимального диаметра 3.,2 мм и до диаметра 19.0 мм (самые распространённые диаметры: 3.2, 4.0, 5.0, 6.5, 8.0, 9.0, 9.5, 10.0, 13.0, 16.0, 19.0 мм). Имеют широкий спектр применения.
Бесконечные омеднённые угольные электроды (англ. jointed gouging rods)
позволяют значительно сократить свой расход. Их использование делает работу безотходной. Для удобства использования бесконечных угольных электродов применяется специальная машинка. Такие электроды производятся только круглого сечения, обычно диаметром 8.0, 10.0, 13.0, 16.,0, 19.,0, 25.0 мм.

Плоские омеднённые угольные электроды (англ. flat gouging rods)
могут иметь прямоугольное или квадратное сечение. Самые распространённые размеры плоских угольных электродов: 8х8х305 мм, 10х5х305 мм, 15х5х305 мм, 20х5х355 мм, 25х5х355 мм, 20х6х355 мм. Под заказ возможно изготовление электродов длиной 430 мм или 510 мм.

Полукруглые омеднённые угольные электроды (англ. half round gouging rods)
, безусловно, имеют самый широкий спектр применения, так как они универсальны: с одной стороны они круглые, а с другой плоские. Таким образом, имея только полукруглый угольный электрод можно решать любые задачи, связанные с воздушно-дуговой поверхностной резки металлов. Например, можно формировать канавку разной формы: округлую или прямоугольную. В маркировке полукруглых электродов первым показан размер плоской части электрода, которая одновременной является диаметром для круглой его части, затем показан радиус электрода, а потом его длина в миллиметрах. Самые распространённые размеры полукруглых угольных электродов: 13х6.5х355 мм, 10х5х355 мм, 16х8х355 мм, 19х9.5х355 мм. Для некоторых размеров существует длина 510 мм, но, обычно, они изготавливаются под заказ.









Полые омеднённые угольные электроды (англ. hollow core gouging rods)
, применяются для строжки (формирования канавки формы «U»). На российском рынке практически не представлены. Обычно изготавливаются следующих диаметров: 5.0, 6.5, 8.0, 9.0, 13.0 мм.

Где угольные электроды применяются?
Угольные электроды применяются для:
- воздушно-дуговой поверхностной резки металлов;
- строжки;
- при устранении дефектов литья;
- обработки кромок под сварку;
- срезки заклёпок;
- прошивки изделий из углеродистых, низколегированных и легированных сталей.
Широкий ассортимент угольных электродов по размеру и типу позволяет применять их во многих областях:
- на металлургических предприятиях;
- сталелитейных заводах;
- в судостроении;
- в литейном производстве;
- при изготовлении металлоконструкций и в цехах обслуживания.
Основными характеристиками угольных омеднённых электродов, кроме размеров, являются:
- диапазон тока;
- удаление металла;
- размер формируемой канавки;
- толщина среза металла.
С какой целью производится омеднение угольного электрода? Существуют разные мнения по данному вопросу. Во время визита руководства ООО «Сварной» на завод-изготовитель угольных электродов марки «ChangZheng», начальник производства заявил, что омеднение они производят для того, чтобы не повредить изделия при транспортировке, а принципиальной разницы между омеднёнными и не омеднёнными электродами они не видят.
Некоторые покупатели считают, что не омеднённые угольные электроды должны быть значительно дешевле омедненных, но это не так. В себестоимости угольного электрода омеднение составляет не более 5%. С учётом последующей транспортировки и уплаты таможенных ввозных пошлин, на конечную цену продукции омеднение практически не влияет.
Почему угольные электроды изготавливаются различной длины при одинаковом диаметре?
При одинаковом диаметре угольного омеднённого электрода, вне зависимости от их типа (круглые, полукруглые, плоские, бесконечные), длина электрода на основные параметры не влияет. Различная длина угольного электрода выбирается в зависимости от решаемых задач. Например, для удаления излишка металла в труднодоступных местах часто используют длинные электроды для удобства работы.
Как подобрать строгач канавок или горелку для строжки?
Основным параметром для подбора строгача канавок является диапазон тока. Например, для круглого омеднённого угольного электрода диаметром 8 мм рабочий диапазон тока составляет 400-450А. Следовательно, горелка для строжки должна выдерживать нагрузку не менее 450А при ПВ 60%.
Подготовка металла
Качественный результат сварки меди зависит не только от выверенных действий сварщика, но и от проведенного подготовительного этапа
Сначала следует обратить внимание на форму заготовки. Обычно это труба или лист
Первая процедура связана с кроением. По размерам вырезают нужную заготовку. В некоторых случаях приходится деталь порезать на несколько частей.

Разделка кромок – обязательная процедура. Предполагается исключительно механическая обработка торцов заготовок. Очистив поверхность металла от загрязнений, приступают к снятию оксидной пленки. Она видна невооруженным глазом. Деталь без пленки блестит, а окисел представляет собой мутноватый налет. Подготовленные торцы обрабатываются наждачной бумагой или металлической щеткой. После завершения этих работ металл следует обезжирить.
Не следует применять наждачку с крупным зерном, так как на поверхности заготовки могут остаться глубокие задиры. Среди популярных способов обработки детали и присадочной проволоки выступает травление. Это выдерживание заготовок в специальном растворе, приготовленном на основе азотной, соляной или серной кислоты. До нужной концентрации раствор доводится путем смешивания кислоты с водой. После травления поверхности необходимо промыть в воде, а затем просушить.
Медь требует предварительного прогрева в тех случаях, когда толщина деталей превышает 1 см. Прогрев газовой горелкой или в печи также входит в перечень подготовительных работ. Перед непосредственным свариванием детали совмещают так, чтобы между кромками образовывался небольшой зазор. Фиксировать заготовки можно струбцинами или прихватками, очищенными от инородных частиц. К дополнительным приспособлениям относят экраны для защиты места сварки от ветра и графитовые подкладки. Графит хорошо отводит тепло. Помимо этого, подкладка препятствует растеканию расплавленного металла.

Сфера использования стержней и особенности работы с ними
Графитовые электроды используются не только в случаях, когда необходимо соединить медные или алюминиевые провода. Сфера их применения намного обширней. К примеру, стержни из графита востребованы для предварительной обработки поверхности перед выполнением сварочных работ, зачисткой кромок, сварка заготовок и целого ряда других видов обработки. Расходные материала данного типа активно используются как в металлообработке, так и в производстве судов.
Графитированные электроды дают возможность эффективно срезать заклепки, прошивать детали из углеродистой и легированной марок стали. Они актуальны при термической обработке (сплавлении) чугуна и стали. Специальные ниппели позволяют соединять электроды между собой, что позволяет организовать непрерывную подачу электродов в рабочую зону. Таким образом, несложно наладить процесс потоковой подачи расходного материала в печь.
Как показывает практический опыт, графитовые стержни при дуговой резке металла или сварке медной проводки уменьшают количество дефектов. Главное требование при использовании расходников данного типа – соблюдение требований техники безопасности и технологического процесса.
Кроме того, применение стержней из графита актуально для выполнения таких операций:
- сваривание тонкого листового проката или заготовок из цветного металла;
- устранение дефектов, образованных во время литья;
- наплавка твердосплавных покрытий к деталям разного назначения.
Нередко работа с графитовыми электродами подразумевает использование присадки. Она может быть ранее уложенной в определенные места сварки или же подаваться в рабочую зону во время формирования шва.
Следует помнить, что для получения высококачественных сварных соединений с использование графитовых электродов, нужно учитывать особенности работы с таким расходным материалом:
Добиться экономичного расхода стержня и при этом удерживать стабильную дугу длительный период времени легче при прямой полярности
Другими словами, минус подается на электрод.
При выполнении сварочных работ важно учитывать воздействие внешних факторов на стабильность горения дуги. Это способствует получению лучшего результата.
При использовании графитовых электродов КПД специалиста будет меньшим, чем во время сварочных работ плавящимися расходниками.
Сварка графитом дает возможность получать сварные соединения со средними показателями пластичности.
Не исключается образование пустот внутри швов, что отрицательно сказывается на их прочности и долговечности.
Учитывая сложность технологического процесса, сварочный работы с использование графитовых электродов поручают опытным специалистам. Новичкам для такой работы желательно хорошо попрактиковаться.
Для работы с электродами из графита применяются два технологических приема:
- Подача материала непосредственно в пламя дуги. Присадка располагается между стыком и электродом под углом в тридцать градусов. При этом в рабочую зону первой подается проволока и только после нее – сам электрод. Для ускорения рабочего процесса расходник удерживается под углом 70 градусов.
- Сначала наплавляется валик, состоящий из основного металла. После этого в зону плавления подается присадочный материал. В отличие от первого технологического приема здесь подается прежде стержень и только после него – проволока.
Наибольший недостаток второго способа заключается в том, что существует высокая вероятность образования прожога. Поэтому он не подходит при работе с тонкими заготовками и нежелателен для использования новичками в таком деле. А вот для соединения заготовок с толстыми стенками такая технология подходит.
Работая с графитовыми электродами, специалист должен помнить, что определяющим параметром для их применения является плотность тока. Если в силу каких-либо объективных причин данный показатель выше допустимых норм, то работу следует прекратить. В противном случае с высокой степенью вероятности графит придет в негодность.
Продлить срок службы графитовых электродов несложно. Для этого достаточно с обеих сторон вкрутить специальные удлиняющие ниппели. Благодаря такому решению не только сокращаются издержки на приобретения расходных материалов, но и повышается их надежность.
Пролог
Первый раз я построил подобный сварочный аппарат ещё в детстве, после того как побывал на съёмках художественного фильма, где для освещения использовались электродуговые прожекторы.
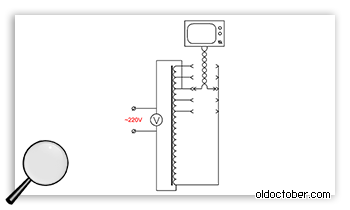
К счастью, у нас дома имелся автотрансформатор Ватт на двести, который использовался для корректировки напряжения питания лампового телевизора.
Схема этого автотрансформатора выглядела примерно так. Переключение выходного напряжения осуществлялось перестановкой вилки телевизора в нескольких гнёздах.








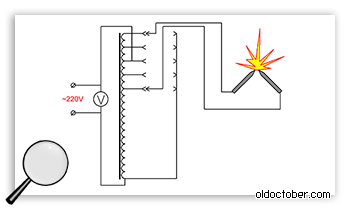
Так вот, я подключал графитовые электроды между выводами, на которых присутствовало напряжение около 40-ка Вольт. В качестве светофильтра использовал кусок засвеченной и проявленной фотоплёнки. Правда, по неопытности, тогда всё равно нахватал «зайчиков».
Нужно заметить, что автотрансформатор не обеспечивает гальваническую развязку с электросетью, поэтому использовать его рекомендуется только, если вы хорошо знакомы с основами электробезопасности.
С тех пор прошло много лет, но я успешно использовал тот первый опыт при решении самых разнообразных задач, начиная от сварки проводов и кончая закаливанием рабочих частей инструмента.
Как выбрать сварочный строгач
Для упрощения выбора на сайте работает и сервис «Подбор оборудования»
Если предложенная модель вам не подошла, ознакомьтесь с каталогом, обращая внимание на:
- Диаметр электрода, для которого предназначен резак. Производители предлагают модели для нескольких вариантов сечения, делать выбор стоит с учетом диаметра самых часто используемых электродов.
- Тип крепления кабеля. На рынке встречаются строгачи с жесткой обжимкой кабеля в строгаче и цанговый со скользящим контактом, последний позволяет легко контролировать процесс резки и снижает вероятность появления зарезов.
- Вид сопла. Мастерам, часто применяющим не только круглые, но и плоские электроды, стоит предпочесть модель с универсальным вращающимся соплом.
- Цена. Менее мощные приборы значительно дешевле, поэтому тем, кто режет изделия небольшой толщины использует электроды лучше ≤10 мм лучше взять модель на ArcaireK3000 на 600А, чем модель «с запасом» — Tri-Arc.
Если вы решили купить воздушно-дуговой резак, за помощью в выборе обращайтесь по телефону +7/343/237 02 07 или закажите обратный звонок. Консультант подробно расскажет об особенностях и достоинствах каждой модели и посоветует оптимальный вариант для вашего случая.
Графитовый электрод для сварки

технических характеристикэлектрод легко режется
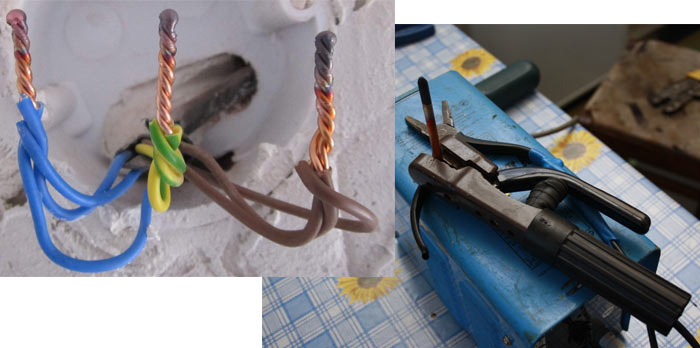
Как показывает практика, сварка жил проводов производится в распределительных коробах. Расположение коробок довольно высоко, поэтому вам для сварки необходимо будет использовать сварочное переносное оборудование.
Применяют для этих целей промышленные аппараты, применение которых целесообразно в профессиональном плане. Если есть возможность, то можно собрать сварочный аппарат самому. Однако, для большинства отлично подойдут аппараты инверторного типа, которые в большом ассортименте представлены в магазинах. Они компактны, мобильны, легки и к тому же есть регулировка нужного вам тока сварки.
Типы электродов для сварки медных жил проводов
При сварке медных жил должны применяться соответствующие электроды. Об угольных электродах мы уже упоминали. Существует также графитовый тип электродов. В качестве электрода в домашнем обиходе могут быть применены стержни батареек, щетки коллекторных двигателей и подобные изделия, которые выполнены из графита.
Стержни из графита хорошо заменяют покупные электроды, за исключением лишь одного, что на них отсутствует омеднение, но это решаемо путем усовершенствования держателя. Для этого необходимо будет применить зажим типа «крокодил», как для электрода, так и для соединения массы. Они не будут такими громоздкими, как штатные, поэтому вам будет удобней работать в распределительных щитках. Конечно же, вам необходимо будет позаботиться и о дополнительной изоляции ручек.
Графитовые и угольные электроды обладают общим сходством: и у тех, и у других температура плавления в 4 раза превышает порог плавления самой меди. Из-за этого свойства расход электродов при соединении электропроводки очень низок.
Обратите ваше внимание на тот факт, что электрод нагревается до высокой температуры мгновенно, поэтому есть риск перегрева свариваемого вами материала, что, в свою очередь, может нарушить изоляцию в кабеле. Эти факторы необходимо знать сварщику, чтобы быть достаточно аккуратным при монтаже электропроводки
Различия графитовых и угольных электродов
Несмотря на схожесть графитовых и угольных стержней при монтаже проводки, характеристики их различаются:
- первое различие – это цена. Изделия графитовые более доступны;
- если стержень из угля абсолютно черный, то электрод из графита обладает серо-темным цветом с металлическим оттенком;
- сварка с применением угольного электрода требует от сварщика определенного навыка, так как угольный стержень создает дугу огромной температуры, которая может привести к разрушению свариваемой скрутки. В то же время огромные температурные показатели происходят при заниженном токе. Исходя из этого, угольные электроды пригодятся сварщику со слабым сварочным аппаратом;
- тем, кто владеет инверторным аппаратом, который оснащен регулятором силы тока, лучше применять графитовые стержни. При работе с ними требуется меньшая квалификация мастера. Кроме этого, соединение жил проводов после их применения отличается большей прочностью, лучшим качеством, повышенной сопротивляемостью к окислению, нежели после процесса сварки углем.