
Стоимость оборудования
Цена на сварочные выпрямители формируется с учетом нескольких факторов, среди которых мощность, максимальный ток, количество постов и габариты. Примером простого оборудования для любителей можно назвать выпрямитель Telwin Quality 220 AC/DC. Аппарат мощностью 6 кВт с максимальным током 160 А и весом 30 кг обойдется покупателю в 11-13 тысяч рублей.

Профессиональные устройства отличаются внушительными габаритами, повышенными характеристиками, количеством постов до 3-х штук. Например, выпрямитель Blue Weld Omegatronic 400 CE 813140, имеющий мощность 16,5 кВт и максимальный ток 350 А, будет стоить порядка 100 тысяч рублей.
Использование рассмотренных аппаратов постоянного тока дает пользователю массу преимуществ при проведении сварочных работ. Срок бесперебойной работы оборудования можно увеличить, если следовать элементарным рекомендациям, указанным выше. Для разовых или редких работ с минимальной силой тока (характерно для тонких заготовок) можно подобрать изделия от 10 тысяч рублей. Более полный набор характеристик с увеличенным ресурсом и техническими возможностями отличает профессиональное оборудование, стоящее десятки и сотни тысяч рублей.
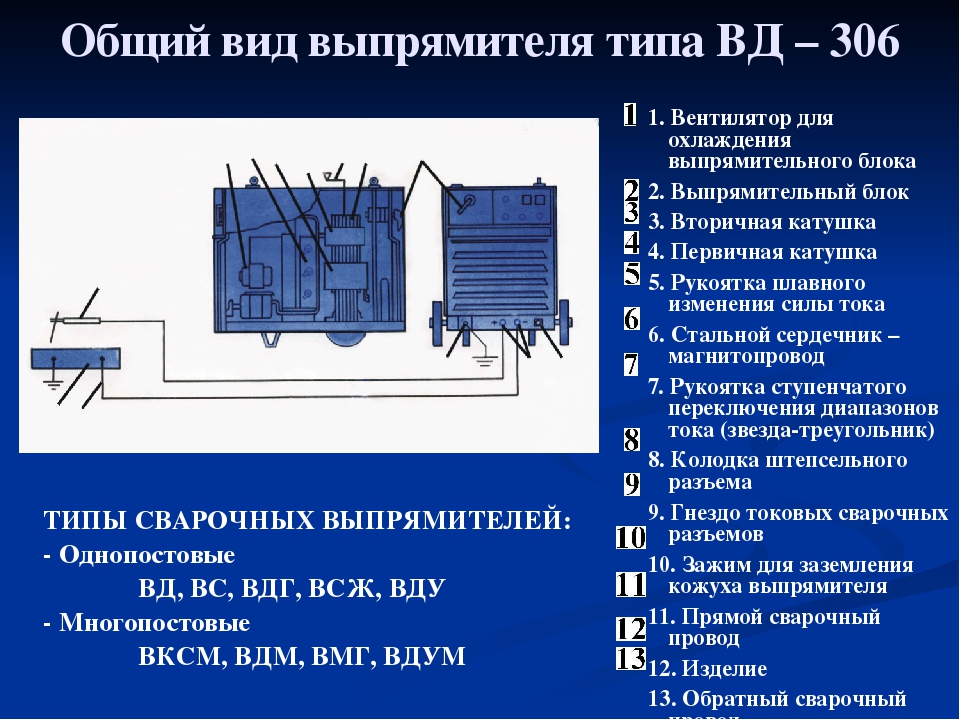
Классификация по видам: многопостные, однопостные и прочие
Существует несколько видов сварочных выпрямителей.
Сварочный пост – рабочее место сварщика. Выпрямители имеют конструкции, способные обслуживать как один пост, так и несколько одновременно. Если с одним постом все понятно, то как происходит функционирование группы постов, исключающая влияние друг на друга, требуется пояснить.

Сварочный 4-постовой выпрямитель ВДМ-6303С. Фото ВсеИнструменты.ру
Независимость в функционировании определяется неизменным напряжением холостого хода каждого поста. Это обеспечивается жесткой вольтамперной характеристикой. При падающей характеристике короткое замыкание на отдельном посту снижало бы напряжение на других постах и прекращало бы сварку. Каждый пост имеет дополнительное изменяемое сопротивление для регулирования силы тока.
Многопостовой сварочный выпрямитель используется в промышленных условиях. Однопостовые применяются не профессиональными сварщиками.
Сварочный выпрямитель ЭТА ВД-306 Б 3х380. Фото ВсеИнструменты.ру
Основное свойство для классификации сварочных выпрямителей – это различие по характеристикам выходного выпрямленного напряжения от сварочного тока. В зависимости от этой характеристики (пологопадающая, крутопадающая или универсальная) определяется применяемость выпрямителя к той или другой сварочной технологии.
Крутопадающая характеристика – для ручной дуговой сварки штучными покрытыми электродами, аргонодуговой сваркой с вольфрамовыми электродами, механизированной сваркой под флюсом на аппаратах с регулированием подачи электродной проволоки в зависимости от напряжения дуги.
Выпрямители с пологопадающей характеристикой – применяются при механизированной сварке с плавящимся электродом в среде защитных газов или под флюсом, при постоянной скорости подачи проволоки, не зависящей от напряжения дуги. Эти характеристики производитель получает с помощью регулировки трансформатора, регулированием индуктивного сопротивления дросселя или с помощью полупроводниковых приборов
Прежде всего важно знать для каких работ годится сварочный выпрямитель и его параметры
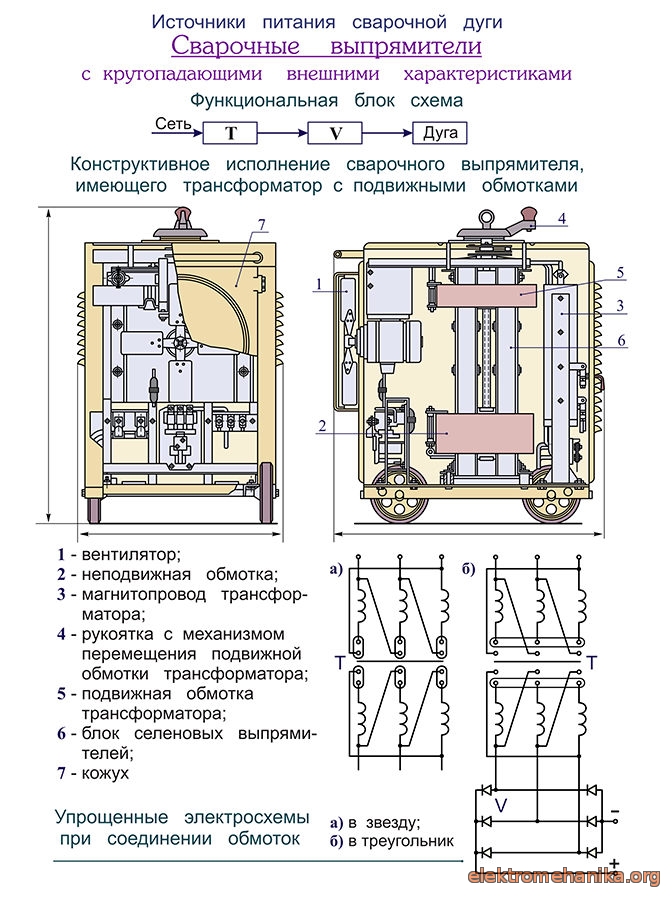
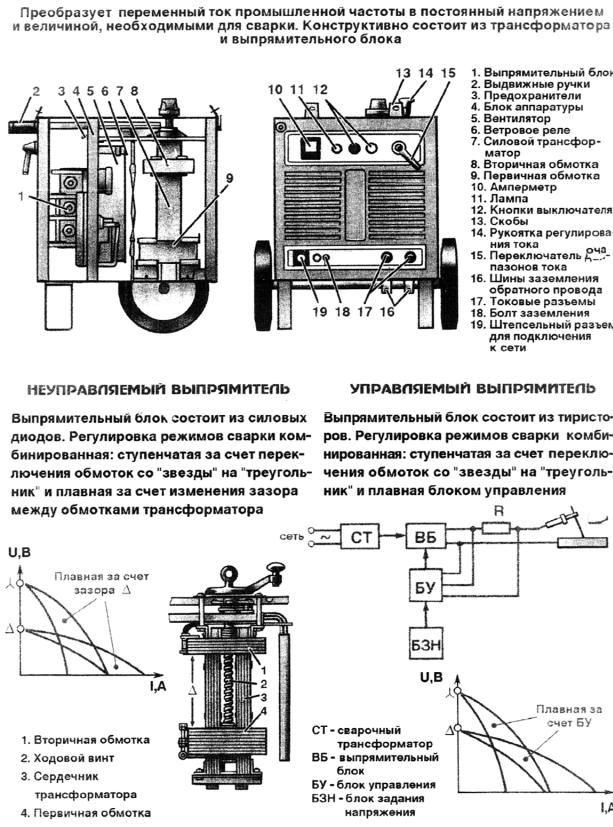
- Трансформаторные. Внутри силового трансформатора расположены подвижные катушки. Первичная регулировка производится переключением обмоток со схемы «звезда» на «треугольник». Более тонкая регулировка происходит за счет изменения расстояния между обмотками.
- Транзисторные. Полупроводник работает по принципу ключа. Транзистор настроен на определенную по величине силу тока. При этом регулировка сильного тока происходит за счет более слабого. Такой способ регулирования расширяет диапазон применяемых сварочных токов.
- С регулировкой дросселя насыщения. Обычно дроссель (индуктивное сопротивление) находится между трансформатором и выпрямительным блоком. Силовой трансформатор выдает постоянное напряжение. Использование индуктивного сопротивления позволяет изменять параметры и выпрямитель уже будет работать на падающей вольтамперной характеристике.
- Тиристорные. Здесь управление напряжением и силой тока осуществляется с помощью электронной схемы. В схеме есть подстроечный элемент, через который производится настройка напряжения и силы тока подводимых к электроду в месте сварки.
- Инверторные сварочные выпрямители. Производят регулировку сварочного тока по совсем другому принципу. Электронные приборы способны автономно осуществлять регулирование сварочного тока высокой частоты и уйти от повышения тока за счет снижения напряжения.

Выпрямитель инверторный Линкор ВД-201И. Фото Сварочные Технологии
Сварочные выпрямители подразделяются на бытовые, с мощностью не превышающей 200 А, полупрофессиональные (мощность – до 300 А) и профессиональные (свыше 300 А). Модели отличаются между собой по мощности, габаритам и количеству поглощаемой энергии.

Сварочный инверторный выпрямитель Foxweld ВД-306И, максимальный ток – 315 А. Фото ВсеИнструменты.ру
Основные технические данные выпрямителей: напряжение питающей сети и холостого хода, максимальная мощность работы, потребляемая мощность, тип сварочного тока, диаметр электродов, вес и габариты . Различные виды выпрямителей предназначены для разных работ – так, например, ВД2-313 используется для двухпостовой дуговой сварки стальных предметов, а ВДУ-506 – универсальный выпрямитель, способен проводить комплектацию сварочных автоматов и порошковую сварку.
Различные виды выпрямителей предназначены для разных работ — так, например, ВД2-313 предназначен для двухпостовой дуговой сварки стальных предметов, а ВДУ-506 — универсальный выпрямитель, способен проводить комплектацию сварочных автоматов и порошковую сварку.
Виды сварочных выпрямителей
В зависимости от конструкции силовой части сварочные выпрямители подразделяют на следующие виды:
- регулируемые трансформатором;
- с дросселем насыщения;
- тиристорные;
- с транзисторным регулятором;
- инверторные.
Сварочные выпрямители также классифицируют по типу формируемых вольт-амперных характеристик.
При механизированной сварке под флюсом или в защитном газе в сварочных аппаратах с саморегулированием дуги используют однопостовые выпрямители с жесткими внешними характеристиками. Обычно в таких выпрямителях применяется трансформатор с нормальным магнитным рассеянием. Возможные способы регулирования сварочного напряжения:
- витковое регулирование — в сварочном выпрямителе с трансформатором с секционированными обмотками;
- магнитное регулирование — в выпрямителе с трансформатором с магнитной коммутацией или дросселем насыщения;
- фазовое регулирование — в тиристорном выпрямителе;
- импульсное регулирование — широтное, частотное и амплитудное регулирование в выпрямителе с транзисторным регулятором и инверторном выпрямителе.
Наиболее известные выпрямители с жесткими (естественно пологопадающими) внешними характеристиками для механизированной дуговой сварки:
- серий ВС (ВС-200, ВС-300, ВС-400, ВС-500, ВС-600, ВС-632), ВДГ (ВДГ-301, ВДГ-302, ВДГ-303, ВДГ-603) и ВСЖ (ВСЖ-303);
- а также сварочные выпрямители ВС-1000 и ВС-1000-2 для механизированной сварки в аргоне, гелии, углекислом газе, под флюсом.
При ручной дуговой сварке применяют выпрямители с падающими внешними характеристиками. В конструкциях российских аппаратов используют следующие способы формирования характеристик:
- повышение сопротивления трансформатора — в сварочном выпрямителе с трансформатором с подвижными обмотками, с магнитным шунтом либо с разнесенными обмотками;
- применение обратной связи по току — в тиристорном, транзисторном или инверторном выпрямителях.
Наиболее распространенные выпрямители для ручной дуговой сварки: серии ВД (ВД-101, ВД-102, ВД-201, ВД-301, ВД-302, ВД-303, ВД-306, ВД-401), типов ВСС-120-4, ВСС-300-3, а также аппараты ВД-502 и ВКС-500, предназначенные для автоматической сварки под флюсом.
16 стр., 7744 слов
Технология и оборудование сварочных работ
… сварочной ванны образуется сварное соединение. Основными разновидностями электродуговой сварки являются: ручная дуговая сварка, сварка неплавящимся электродом, сварка плавящимся электродом, сварка под флюсом, электрошлаковая сварка. Сварка … наши дни считается кислородно-конвертерный способ производства стали. В то же … число марок сталей, различающихся по структуре, химическому составу, механическим …
Весьма популярны и универсальные сварочные выпрямители, формирующие как падающие, так и жесткие характеристики. Наиболее известные типы:
серии ВСК (ВСК-150, ВСК-300, ВСК-500) для ручной дуговой сварки покрытыми электродами, полуавтоматической и автоматической сварки в защитных газах;
— серий ВСУ (ВСУ-300, ВСУ-500) и ВДУ (ВДУ-504, ВДУ-305, ВДУ-1201, ВДУ-1601) для ручной сварки покрытыми электродами, механизированной сварки плавящейся электродной проволокой под флюсом, в защитных газах, порошковой проволокой.
Применение
 Мощные устройства с постоянным электротоком дают возможность производить сварку многих разновидностей стали. Некоторые установки могут соединять изделия толщиной до 50 миллиметров.
Мощные устройства с постоянным электротоком дают возможность производить сварку многих разновидностей стали. Некоторые установки могут соединять изделия толщиной до 50 миллиметров.



Сварочный прибор может расплавлять и электродные стержни, и кромки металла. Кроме этого, выпрямители также работают и с проволокой-присадкой, которая подается с помощью катушки.
Преобразователи могут работать и с угольными и вольфрамовыми (неплавящимися) электродами. В этой ситуации ванну для сварки защищают с помощью подачи инертных газов. Так, пользуясь выпрямителем, можно производить обработку малоуглеродистой стали, нержавейки и чугуна.
Помимо сварки, устройства используются и для резки металлических изделий. Это становится возможным из-за повышения силы электротока.
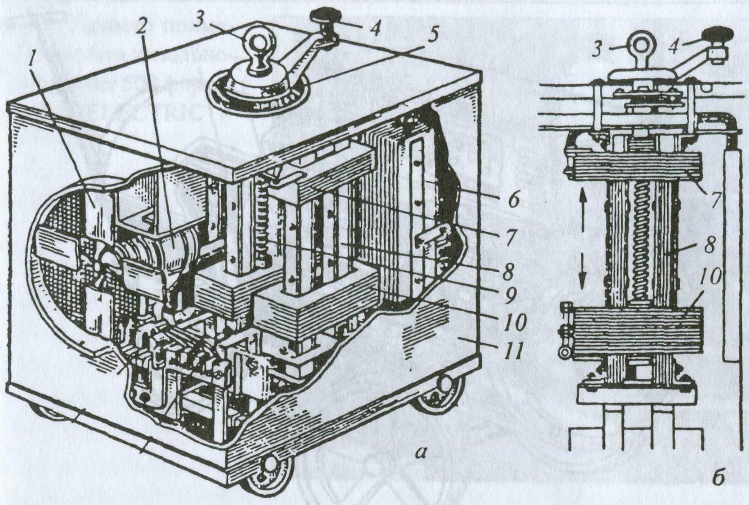
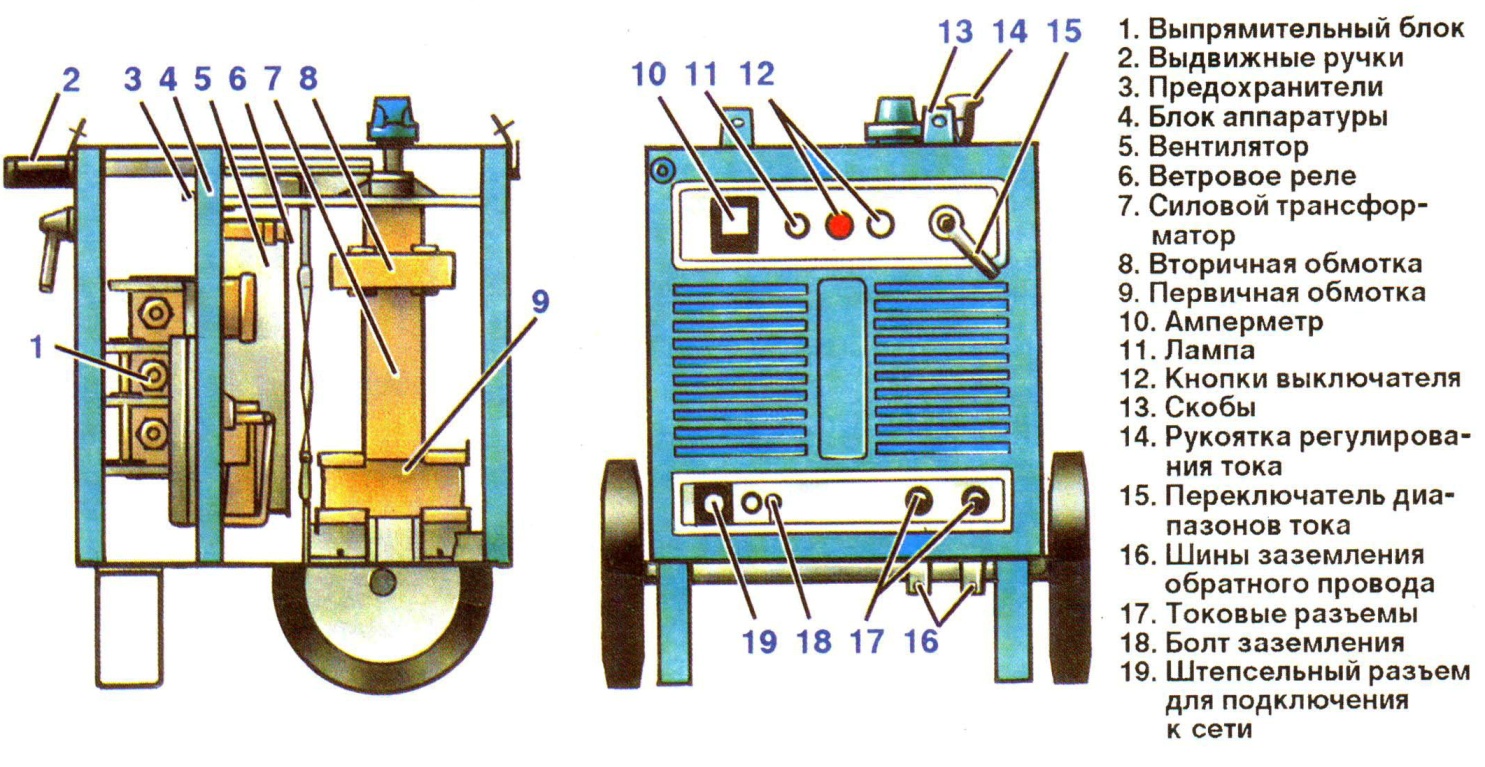
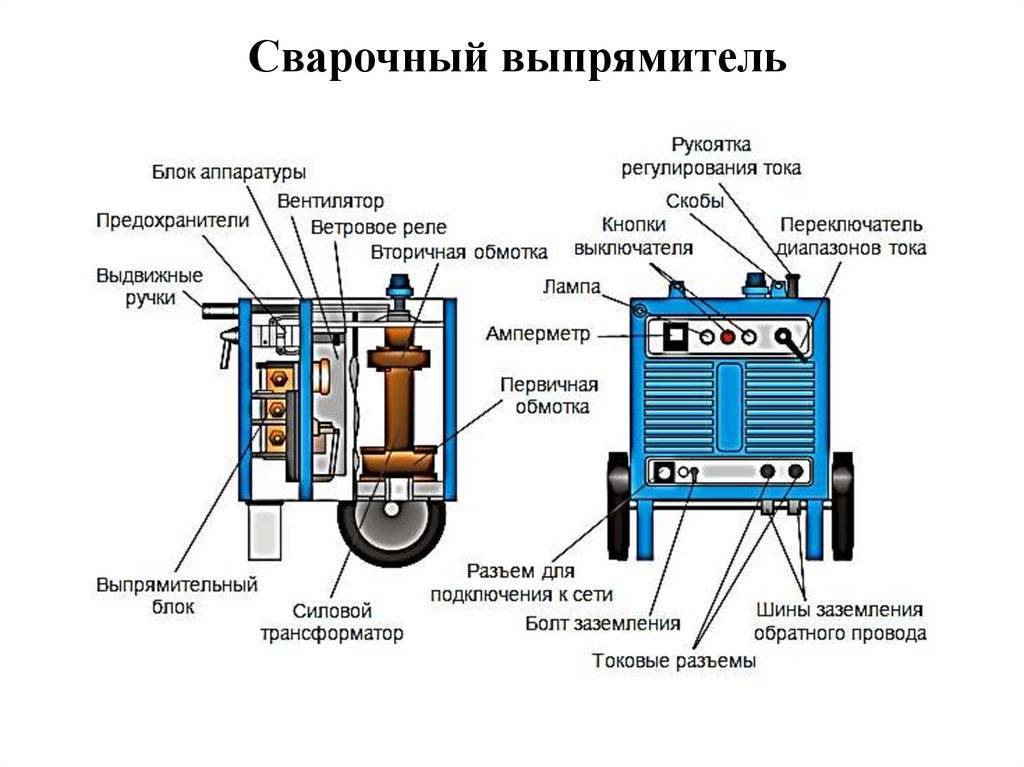
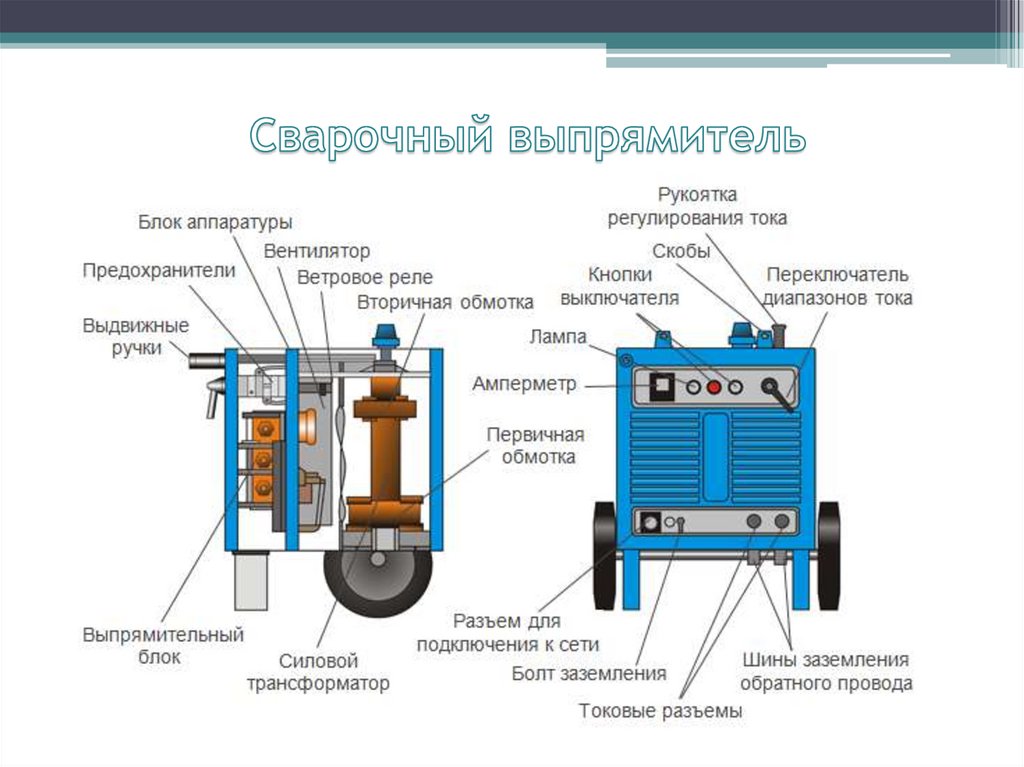
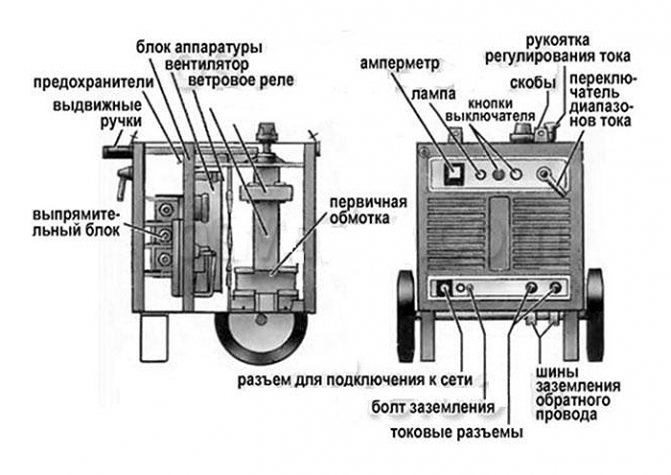
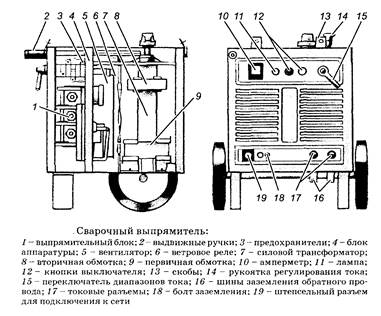
Устройство сварочного выпрямителя предполагает несколько блоков. Самые главные детали агрегата:
- диоды;
- трансформатор;
- модуль охлаждения;
- устройства для измерения;
- токорегуляторы.
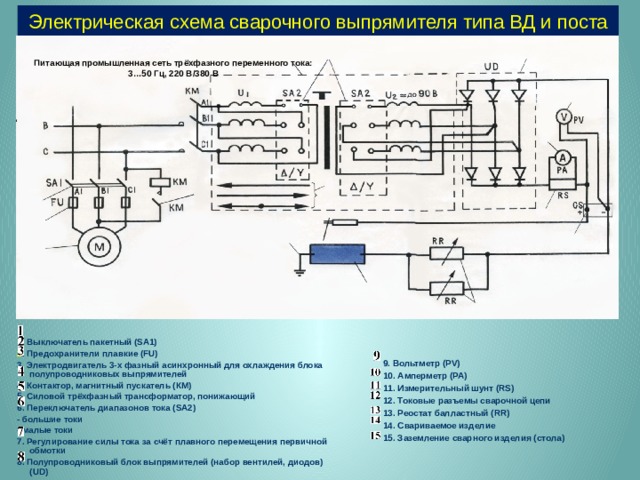
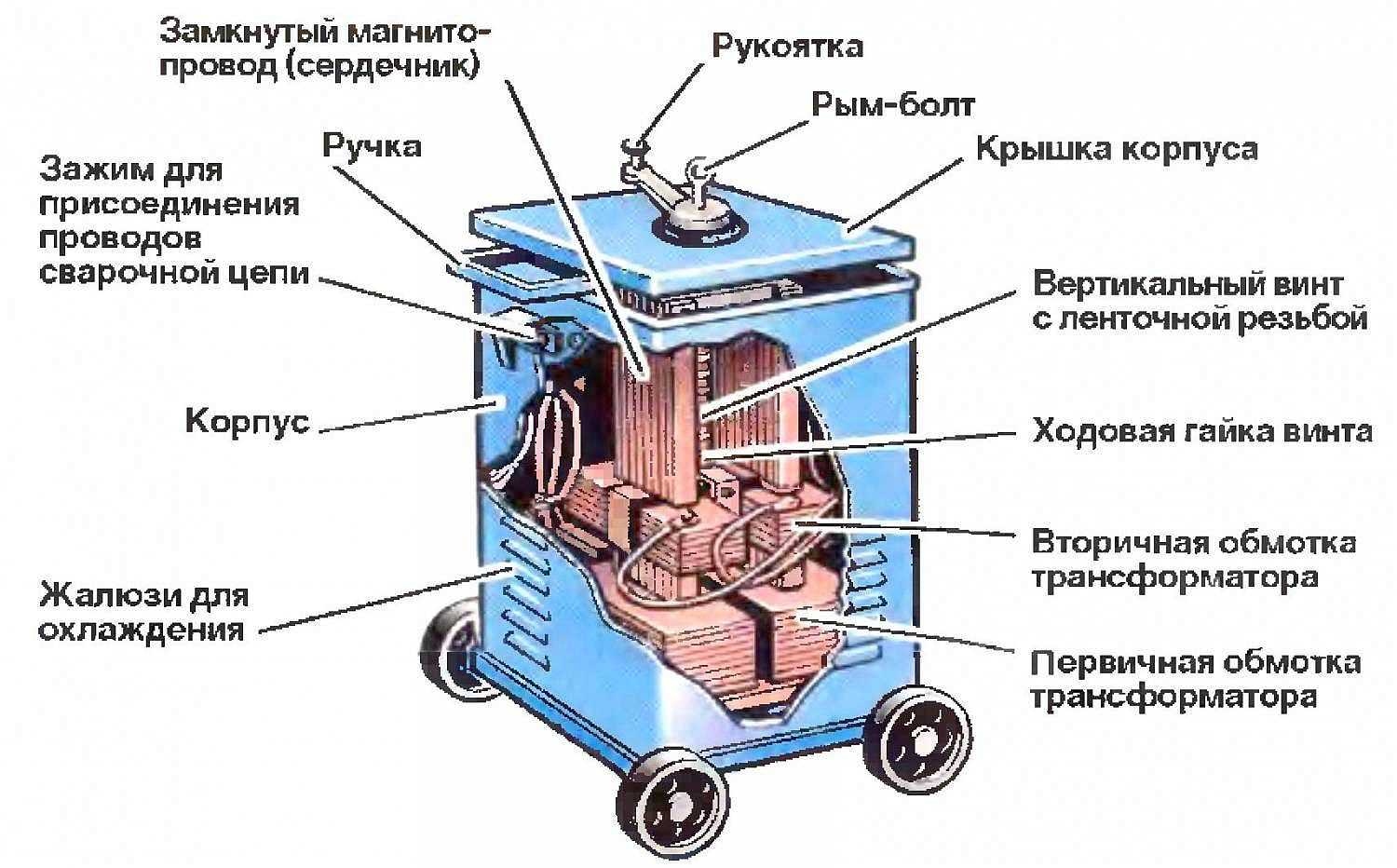
 Прибор функционирует по принципу подачи электротока переменного типа на первичную трансформаторную обмотку. Благодаря силе электромагнитной индукции на поверхности вторичной обмотке формируется другой поток тока с увеличенной силой и уменьшенным напряжением.
Прибор функционирует по принципу подачи электротока переменного типа на первичную трансформаторную обмотку. Благодаря силе электромагнитной индукции на поверхности вторичной обмотке формируется другой поток тока с увеличенной силой и уменьшенным напряжением.
Затем поток направляется на диоды, в качестве которых зачастую выступают кремниевые детали. В связи с тем, что при этом диоды подвергаются нагреву, то около них размещается вентилятор и радиаторы. Для того чтобы контролировать эксплуатационные характеристики, в системе имеются вольтметр и амперметр. Некоторые устройства могут оснащаться специальными датчиками, реагирующими на перегрев. Если случится превышение одного из показателей, то сработает защитный блок, и сварка остановится.
Плюсы и минусы оборудования
К преимуществам выпрямителей относятся:
- высокая мощность при компактных размерах;
- способность выработки тока с постоянными параметрами;
- подача однополярного заряда на электрод, способствующая быстрому появлению дуги;
- экономный расход электрической энергии;
- сниженный риск случайного возгорания;
- возможность контроля качества шва на этапе его формирования;
- расширение функциональности оборудования;
- сниженный расход присадочной проволоки (экономия становится ощутимой при использовании выпрямителя в промышленных условиях).
Вместе с положительными качествами устройства имеют и отрицательные стороны, к которым относятся:
- потеря мощности;
- ухудшение качества работы аппарата при снижении напряжения в сети;
- неустойчивость к воздействию влаги;
- чувствительность к коротким замыканиям в питающей сети.

Качество шва.
Основные типы сварочных выпрямителей
Преобразователи сварочного тока отличаются по двум показателям: типу конструкции и способу регулировки силовых показателей подключения.
Основные виды выпрямителей:
- регулировка осуществляется посредством изменений в работе трансформатора;
- модели с дросселем. Используется индукционная катушка, исключающая резкие перепады напряжения;
- тиристорные. В качестве регуляторов, изменяющих напряжение, используются тиристоры.
- транзисторные. В схему оборудования включены полупроводники, которые сглаживают амплитуду импульсов тока;
- инвертор. Аппарат оснащен преобразователем с частотным повышением напряжения и регулятором силы тока.
Основные отличия сварочных аппаратов в зависимости от силовых показателей и особенностей их регулировки:
- Модели для электрической дуговой сварки, подключаемые к трехфазной сети. Характеризуются большими размерами. Работа преобразователя сопряжена с ощутимыми потерями электричества. Возможности аппарата ограничиваются мощностью трансформатора и параметрами дополнительного сопротивления.
- Автоматы и полуавтоматы. Сила тока на выходе зависит от мощности магнитного поля, которая в свою очередь управляется реостатом. Он позволяет изменить количество витков вторичной обмотки (за принципом вольтамперной регулировки). Помимо этого, устанавливается осциллограф, позволяющий контролировать импульсную регулировку. Изначально ток выпрямляется, после чего преобразовывается в переменный высокочастотный.
- Трехфазные выпрямители дроссельного типа устанавливаются в дуговой аргоновой сварке. В их конструкции предусмотрен дополнительный сердечник с обмоткой. Его роль заключается в накоплении заряда, подаваемого на конденсатор-выпрямитель.
Преимущества и недостатки
Современные сварочные аппараты отличаются хорошим функционалом и большой мощностью при скромных размерах. Наиболее компактными моделями являются инверторные. Специалисты определяют их в отдельную группу. Трансформатор в таких устройствах занимает не больше пятой части общего объема.
Основное отличие прочих выпрямителей от трансформаторов заключается в том, что они могут генерировать постоянный ток в то время как для трансформаторов эта функция недоступна. Именно такая особенность является фундаментом большого перечня достоинств аппаратов с выпрямителями:
- электрод накаляется намного быстрее, когда на него вместо переменного тока подать постоянный;
- значительно снижается непродуктивное потребление электричества и, соответственно, возрастает значение коэффициента полезного действия;
- для дуги характерна стабильность горения;
- равномерное плавление расходных материалов сопровождается минимальным количеством брызг расплава. Благодаря этому снижается вероятность травматизма среди сварщиков;
- стабильность горения дуги дает возможность лучше контролировать шов. Он получается максимально ровным и прочным;
- функционал сварочного аппарата с выпрямителем богаче, чем аналога с трансформатором;
- уменьшен расход присадочного материала. Экономия становится тем ощутимее, чем больше объем выполненной работы.
Помимо достоинств выпрямителям свойственны и недостатки:
- исключить потерю мощности полностью не удалось;
- аппараты с выпрямителями хуже работают, чем трансформаторные, в случае понижения напряжения сети;
- очень чувствительны к возникновению коротких замыканий в сети энергоснабжения. Выходят из строя при малейшем замыкании проводки;
- большая часть моделей не рекомендуется использовать в условиях повышенной запыленности или влажности.
Динамическая характеристика
Принципиальная электрическая схема мостового выпрямителя сварочного аппарата.
Еще один полезный технический параметр, характеризующий работу устройства — динамическая характеристика (ДХ) вашего блока питания, который должен обладать быстрой реакцией на изменения электропараметров дуги (тока, напряжения). Это зависит от времени восстановления напряжения от нулевых показаний в режиме короткого замыкания до напряжения повторного появления дуги.
Это время и есть ДХ блока питания. Оно не должно быть более 25 Вольт/0,05 секунд. Эта ДХ сказывается при замыкании раскаленного металла на деталь, в момент перехода трансформатора в короткозамкнутый режим. При этом сила тока КЗ в обмотке вторичной может достигать двойной величины, а сварочные аппараты для сварки руками, из-за такого соотношения, могут иметь отрицательный фактор.
Для устойчивого горения сварочной дуги важное свойство имеет так называемая эластичность дуги. Она продолжает гореть при увеличении ее длины
Эластичность дуги величина количественная, ее критерием является ее максимальная длина, при которой дуга способна существовать.
Дуга возгорается только при достижении нужного напряжения в начальном полупериоде. Дуга тока переменного гаснет и зажигается 100 раз/сек отдельными вспышками. Это возможно изменить потенциалом холостого хода и сдвигом фаз между потенциалом холостого хода и дуговым током. Уменьшить паузы длительности горения электродуги можно, увеличив потенциал холостого хода.
Но не рекомендуется (из-за электробезопасности) увеличивать его больше 80 В. Это решается применением схемотехники, например, включив дросселя, создающие сдвиг фаз напряжения и тока. Электродуга, после доработки поддерживаемая самоиндукцией, может и не прерываться.
Выпрямители сварочные трансформаторные
Выпрямитель сварочный — это следующая ступень эволюции источников тока для сварки. Раньше, для этого использовались обычные однофазные сварочные трансформаторы, имеющие далеко не идеальные рабочие показатели. Однако сегодня, внушительную часть этого рынка занимает сварочный выпрямитель.
Что же заставило прочно забыть старые технологии и массово перейти на новый вид оборудования?
Прежде всего &ndash. более широкий функционал и возможности настройки. При всех этих преимуществах, сварочный выпрямитель не утратил лёгкости в эксплуатации и надёжности предыдущего поколения, что даёт запас прочности и стойкости к влиянию внешних факторов, чего не хватает более современным источникам питания (инверторам).
Купить сварочный выпрямитель удобно для работы со сталью углеродистой, нержавейкой и цветным металлом, так как на выходе, он выдаёт постоянный ток.
Главную функцию &ndash. трансформацию рабочего тока в постоянный, выполняют выпрямительные блоки, состоящие из диодов или тиристоров. Первые, пропускают ток только в одну сторону, но не могут управлять им. Эту функцию можно реализовать тиристорами, только в силу своей особенности, они могут включаться только когда на электродах нет напряжения.
Наличие тиристорного элемента позволяет осуществить более плавную подстройку тока сварки, в противовес ступенчатому переключению сварочных выпрямителей с диодным блоком. А постоянный ток даёт более устойчивую сварочную дугу и возможность варить даже специфичные тугоплавкие сплавы.
Следующая немаловажная деталь &ndash. дроссель, он расположен за блоком выпрямителей и служит для сглаживания пульсаций на выходе.




Нагревание полупроводниковых элементов является главным фактором, определяющим мощность выпрямительного блока. Поэтому она напрямую зависит от эффективности охлаждающей системы, которая обычно представлена радиатором с воздушным охлаждением с помощью специального вентилятора, на котором установлены диоды и тиристоры.
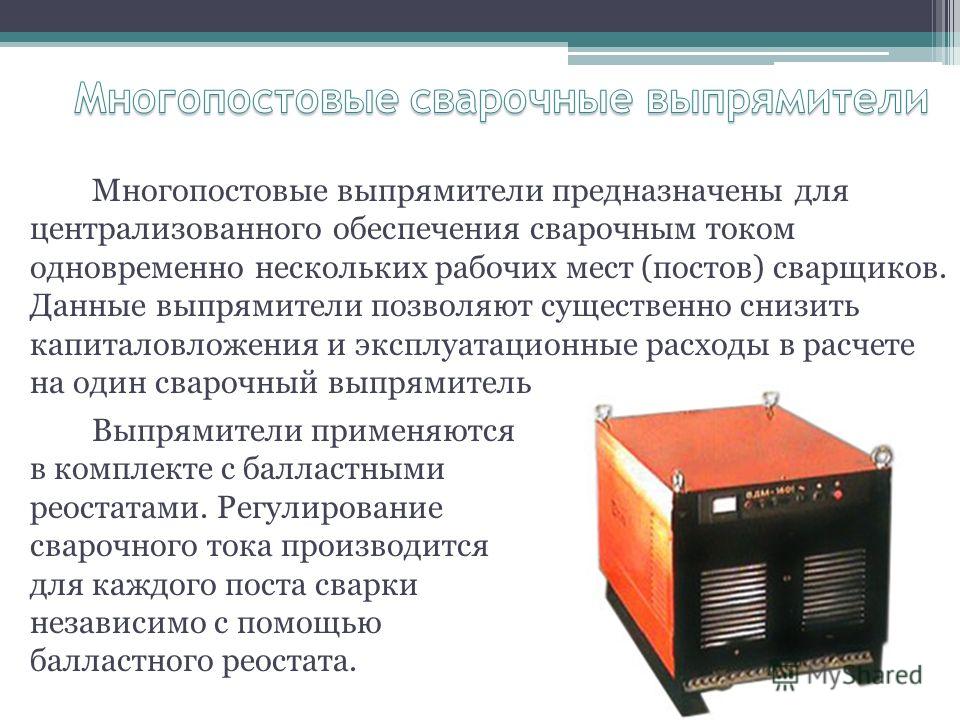
Некоторые сварочные выпрямители конструкционно имеют несколько постов, что позволяет сделать работу более продуктивной.
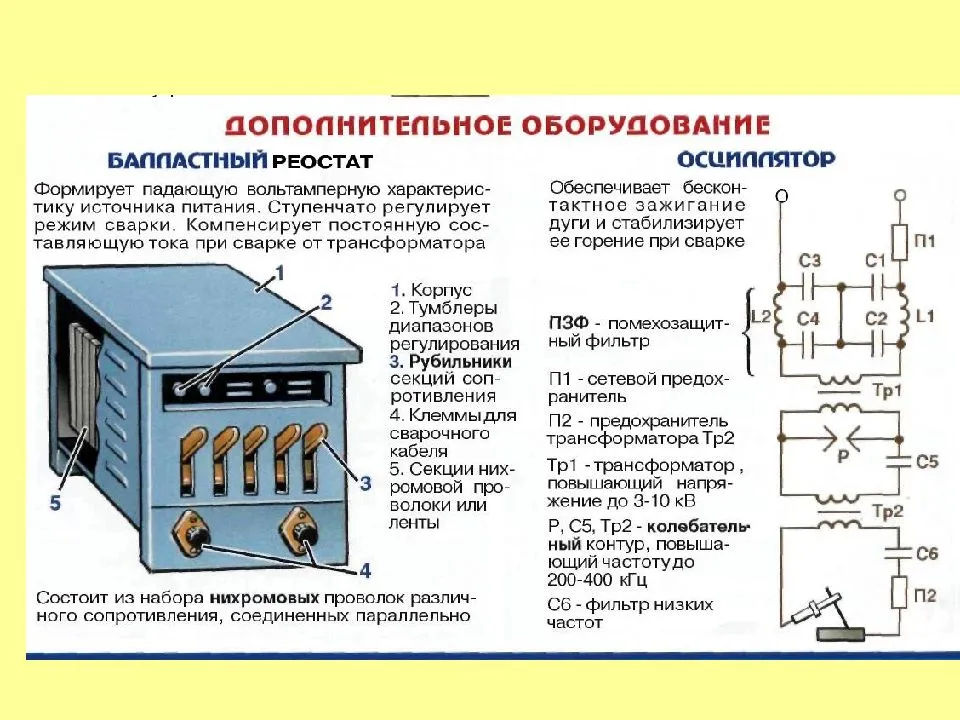
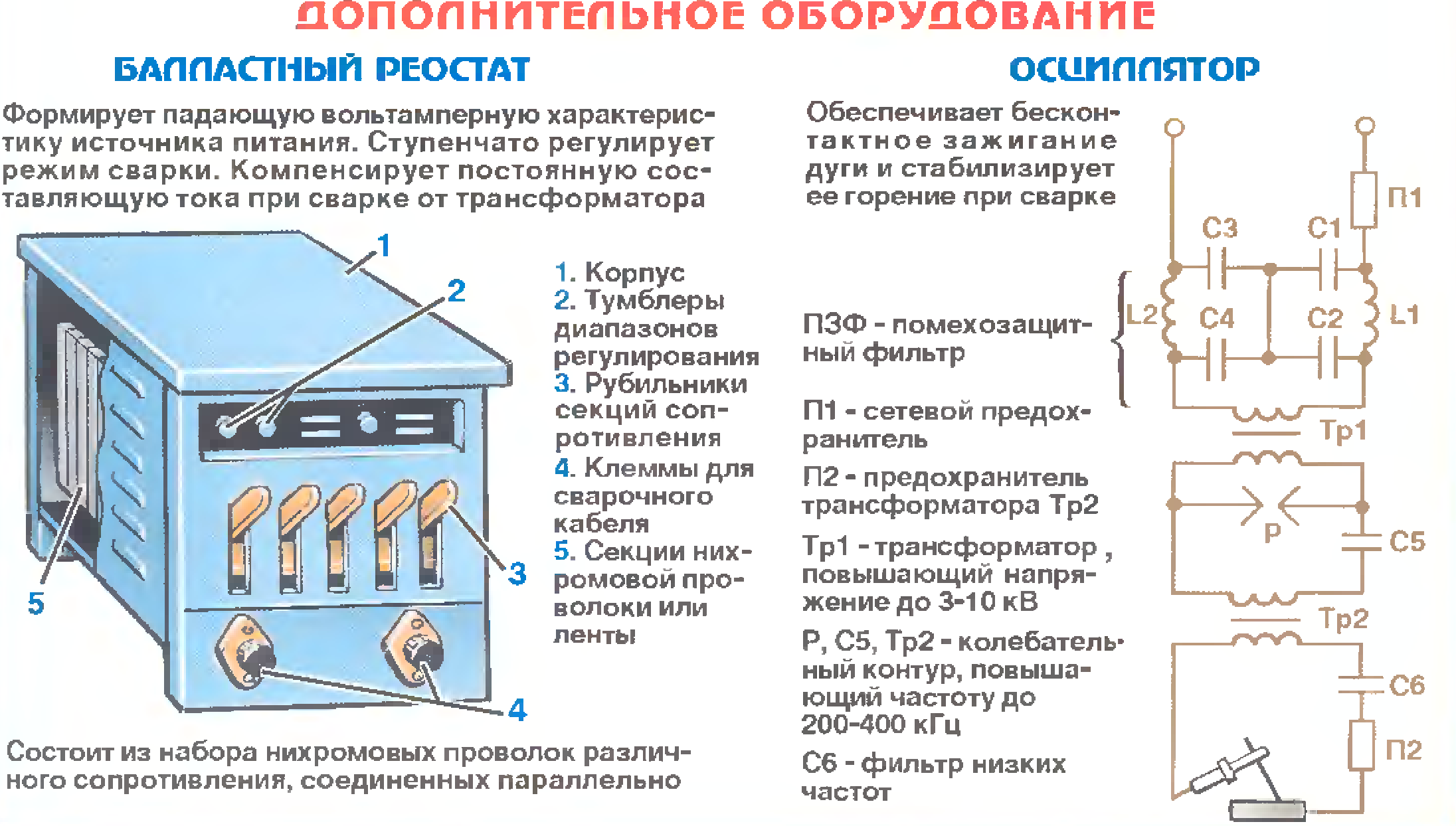
Многопостовые модели условно делятся на те, где настройка сварочного тока каждого из постов осуществляется непосредственно механизмом сварочного выпрямителя, и те, в которых данная функция реализована с помощью балластных реостатов, которые включают в разрыв сварочной цепи.
Первая модель, с регулировкой тока механизмом самого аппарата из-за высокой сложности и дороговизны реализации этой функции, обычно имеет не больше двух постов. А в моделях с настройкой тока через балластный реостат бывает до восьми постов.
Ещё одна примечательная функция некоторых моделей сварочного выпрямителя &ndash. возможность переключаться на переменный ток. Такой режим не рекомендовано использовать на ответственных объектах, он востребован там, где требуются большие величины сварочного тока.
В доказательство своей исключительной универсальности существуют модели выпрямителя сварочного, которые могут работать как источник тока не только в электродной сварке, но и для полуавтоматов.
Т.е. если надо, Вы можете просто переключить сварочный выпрямитель в нужный режим, подключить механизм подачи, взять защитный газ (или самозащитную проволоку) и полуавтомат готов.
Примечание: Некоторые модели выпрямителей сварочных транзисторных (ВД-306ДК, ВД-506ДК, ВДУ-511) за выдающиеся качество сварки были одобрены институтом ВНИИГАЗ и внесены в нормативную документацию ОАО «Газпром» и ОАО «Транснефть».
Широкая сфера применения, лёгкая эксплуатация, приемлемая цена и надёжность &ndash. вот те факторы, которые по итогу делают сварочный выпрямитель одним из самых востребованных приборов в мире сварки. Они, в силу своей неприхотливости, являются универсальным вариантом и могут использоваться как стационарно (в цехах), так и в поле.
Наш магазин оборудования для сварки в Москве Svarkaland.ru имеет большой ассортимент сварочных выпрямителей по самым низким ценам. А высоко квалификационные менеджеры помогут купить сварочный выпрямитель именно той модели, которая Вам необходима. Доставка заказов осуществляется по гибкой системе тарифов на всей территории России.
Разновидности аппаратов: основные типы
По типу конструкции различают три вида выпрямителей:
- однофазные;
- двухфазные;
- трехфазные.
На промышленных предприятиях чаще всего используют трехфазные аппараты с большим количеством диодов. Они выгодно отличаются тем, что способным работать с различными металлами, независимо от толщины заготовки. Производственные модели, как правило, представляют собой многопостовые агрегаты. Эксплуатация таких агрегатов подразумевает использование балластных реостатов для индивидуальной регулировки тока каждого поста.
Инверторный выпрямитель знаком многим владельцам частных домов и загородных участков. Данные устройства характеризуются многоступенчатым процессом выпрямления тока. Инверторы отличаются малым весом и компактными размерами, что является несомненным преимуществом для устройства бытового назначения.
Теория выпрямления
Если есть старый сварочный аппарат переменного тока, не важно, промышленный или самодельный, то его можно с минимальными затратами переоборудовать для работ с постоянным током, изготовив сварочный выпрямитель своими руками. Для начала следует разобраться с теорией выпрямления
График зависимости напряжения от времени для переменного тока представляет собой синусоиду, в которой выделяются положительный и отрицательный полупериоды (рис. ниже)
Для начала следует разобраться с теорией выпрямления. График зависимости напряжения от времени для переменного тока представляет собой синусоиду, в которой выделяются положительный и отрицательный полупериоды (рис. ниже).
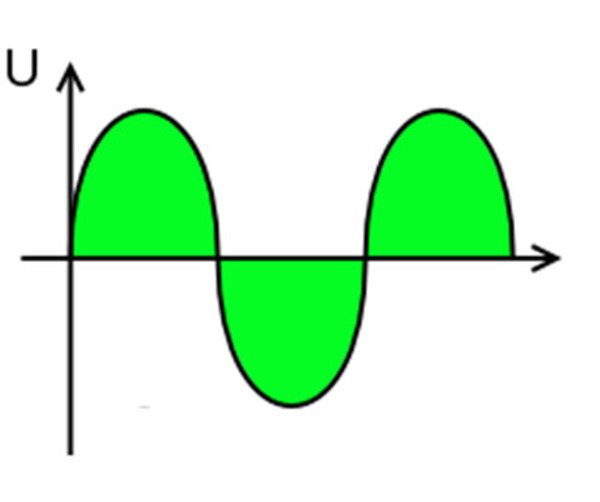
Форма переменного тока
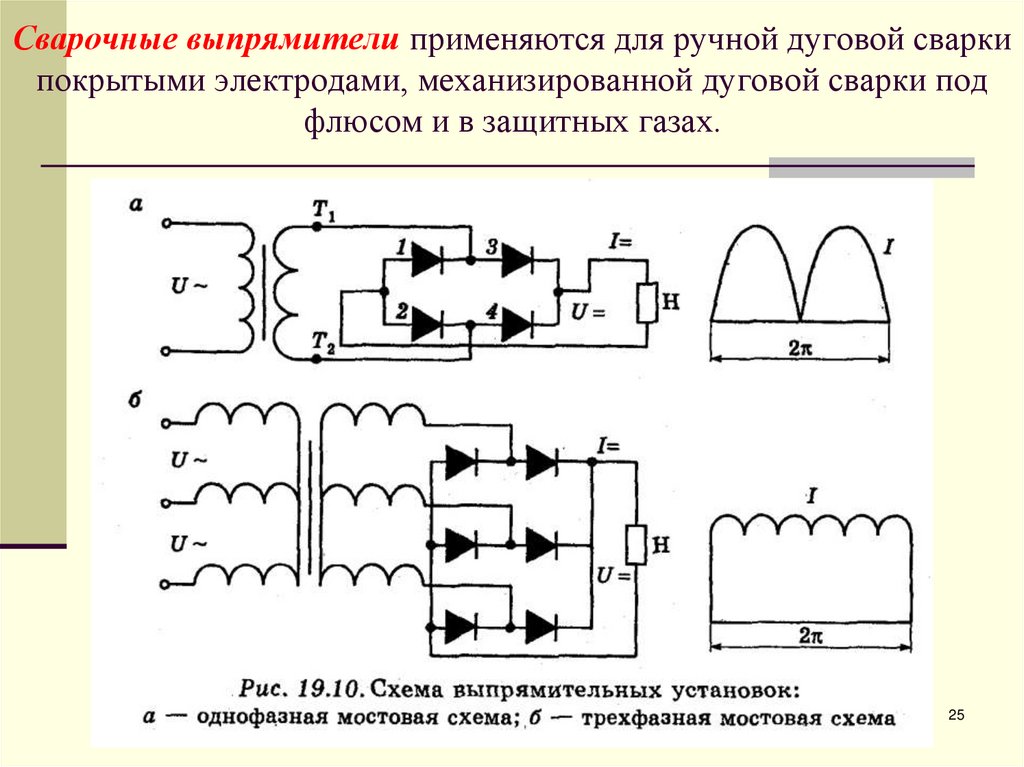
Для выпрямления переменного тока используются полупроводниковые элементы – диоды. Их свойство таково, что они пропускают ток только в одном направлении. Существует много схем включения диодов выпрямителя:
- однополупериодная;
- двухполупериодная со средней точкой;
- мостовая.
Мостовая схема требует наибольшего количества выпрямляющих диодов, но в то же время только она позволяет наиболее полно использовать характеристики трансформатора, без необходимости переделки последнего (рис. ниже).
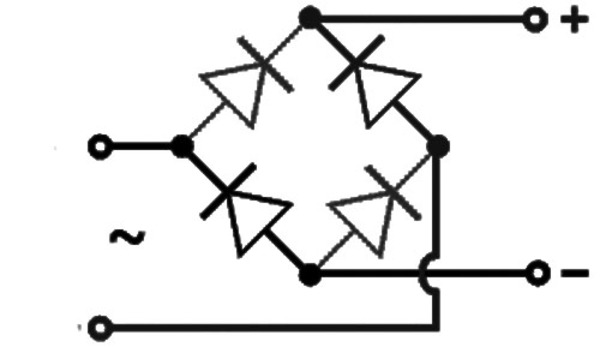
Мостовая схема выпрямителя
После выпрямления график напряжения имеет вид, как на рисунке ниже.
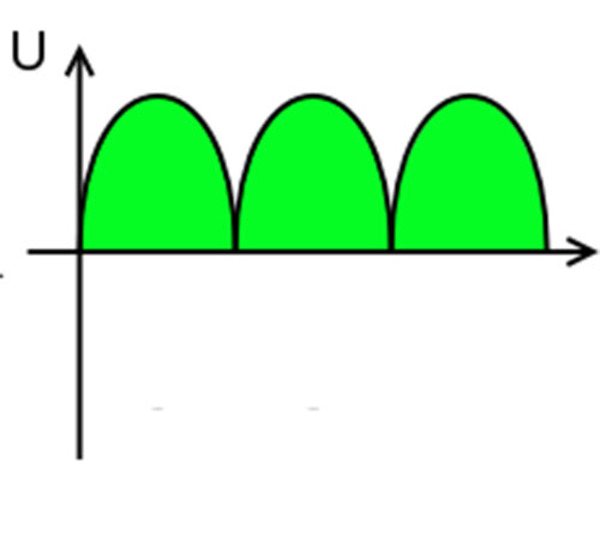
Форма выпрямленного тока
Теперь получается не переменный ток, а пульсирующий. Такой ток для сварки еще менее пригоден, чем переменный. Чтобы получить именно постоянный ток, выпрямитель следует дополнить конденсатором. В момент наличия напряжения конденсатор запасает в себя электрическую энергию, а когда напряжение понижается, то он ее отдает обратно в цепь. С учетом нагрузки колебания напряжения на конденсаторе имеют вид, как на рис. ниже.
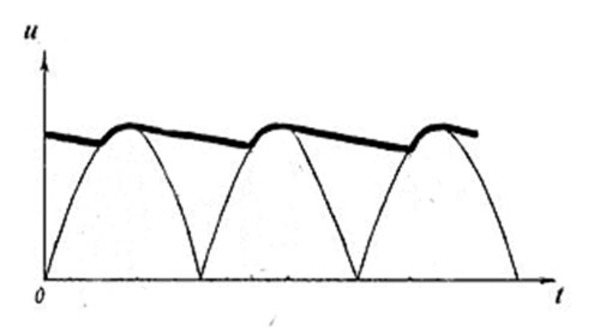
Напряжение на конденсаторе фильтра
Таким током можно варить. Еще больше улучшить характеристики сварочного аппарата можно, дополнив схему дросселем (рис. ниже).
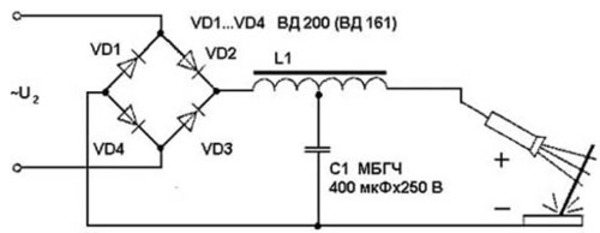
Схема выпрямителя с дросселем
На схеме напряжение U2 подается с выходной обмотки сварочного трансформатора на диодный мост VD1-VD4. Выпрямленное напряжение поступает на дроссель L1 с отводом от середины обмотки. Вместе с конденсатором C1 дроссель образует фильтр низких частот.
Дроссель сглаживает импульсы тока, неизбежные при сварке. Но, самое главное, в данном случае образуется фильтр, который пропускает через себя только постоянный ток, а оставшуюся переменную составляющую выпрямленного тока задерживает.
Данная схема представляет собой самое простое устройство сварочного выпрямителя, который несложно изготовить своими руками.
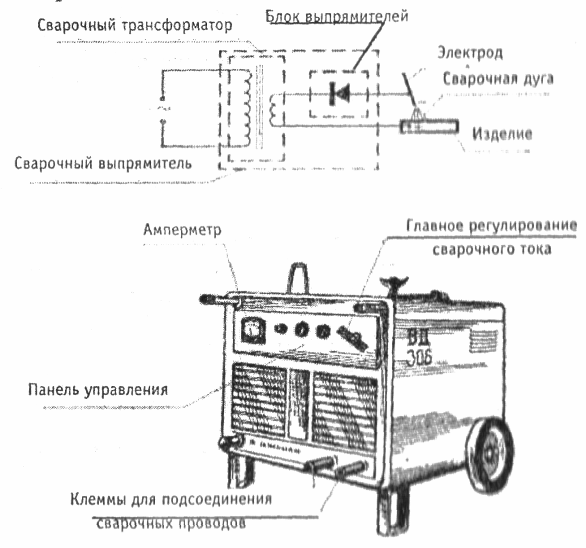
Назначение выпрямителя
Сварка представляет собой соединение двух металлических деталей путем замыкания дуги между соединяемой поверхностью и концом плавящегося электрода сварочного выпрямителя.
Два кабеля подсоединяются к выходящим клеммам устройства: первый фиксируется на свариваемой детали из металла, на конце второго размещается держатель или горелка.
Сварочный выпрямитель.
Полярность, а также режим осуществления сварной операции определяется конкретным полюсом крепления к свариваемым металлическим частям конструкции.
Выпрямитель для сварки имеет довольно простую конструкцию. Он состоит из нескольких блоков, которые обеспечивают сварщику стабильный рабочий процесс. В итоге, на выходе можно получить постоянный ток такой силы, которая необходима для проведения сварки деталей из стали, цветных металлов.




На заметку! Такое оборудование также позволяет сварщику выполнить сварные работы обратной полярности на конструкциях из тонколистовой, нержавеющей, легированной и высокоуглеродистой стали, которые чрезмерно чувствительны к перегреву.
Выпрямители относятся к более совершенным агрегатам для работы с металлическими конструкциями в сравнении с обычными трансформаторами, поскольку обладают рядом преимуществ:
- обеспечивают постоянное горение дуги, что продлевает рабочее время аппарата;
- при их эксплуатации сводится к минимуму количество брызг расплавленного присадочного и основного металла;
- позволяют достигнуть ровной поверхности шва с микроскопическим чешуйчатым рисунком;
- повышают свариваемость цветных и легированных металлов, что существенным образом улучшает качество выполненных соединений;
- предоставляют сварщику возможность сэкономить расходные материалы при выполнении сварных работ, что снижает себестоимость готового изделия.
Это интересно: Выпрямитель сварочный ВДУ 506 — характеристики, особенности
Основные неисправности и обслуживание сварочных аппаратов
Перед первым включением в сеть новые преобразователи необходимо продуть. Для этих целей подходит обыкновенный бытовой фен. Его включают на максимальные обороты при среднем уровне прогрева. Это делается для того, чтобы высушить возможное скопление влаги внутри и убрать пыль, снижающую сопротивление медной обмотки. Продувку нужно повторять примерно раз в квартал.
Если был длительный перерыв в работе оборудования (до 1 года), то перед его включением нужно «прокачать» полупроводники. Суть процедуры заключается в том, чтобы дать выпрямителю поработать на разных режимах, начиная с холостого. Подобная «обкатка» продолжается примерно два часа. После этого сварочный аппарат будет работать безотказно и стабильно в разных условиях. Необходимо следить за состоянием основных узлов и не давать оборудования перегреваться.
Наиболее распространенные неисправности сварочного оборудования и способы их устранения:
- Оборудование не работает при подключении к сети энергоснабжения. Возможные причины:
- перелом жилы подающей проводки. При этом контакты в вилке «болтаются». Необходима замена вилки;
- нет напряжения в сети. Следует проверить рубильник на входе и убедиться, что он включен;
- вышел из строя один из узлов системы. Починить самому без соответствующей подготовки будет очень сложно. Лучше отнести аппарат в мастерскую;
- ресурс полупроводников исчерпан. Требуется перепайка схемы.
- Электроды залипают и в этот момент слышен гул преобразователя. Что можно предпринять:
- проверить исправность конденсатора и полупроводников;
- измерить показатели сети энергоснабжения и убедиться в том, что напряжение соответствует номиналу;
- убедиться в целостности проводки дросселя.
- Во время работы преобразователь неожиданно отключается. Такое может иметь место:
- в случае перегрева. Следует убедиться в исправности системы охлаждения и вентилятора;
- при нарушении целостности обмотки встроенного трансформатора. Нужно старую заменить новой.
- Нестабильно напряжение при работе в нагрузку или на «холостых оборотах». Следует проверить:
- ручку регулятора;
- установленный на первичную обмотку предохранитель;
- надежность контактов клеммы пускателя.
Если сварочный аппарат перестает выдерживать нужные рабочие параметры, то вероятной причиной может стать перегрев. Чтобы убедиться в этом, достаточно потрогать корпус. Если он горячий, то нужно дать передышку генератору и проверить насколько свободно проходит воздух к вентилятору.
Модели сварочных выпрямителей и их параметры
Стабильные технические характеристики, простота и малая зависимость от перепадов температуры заставляют потребителей забыть о большой массе сварочных выпрямителей, хотя эти показатели находятся в пределах от 30 кг до 900 кг. Вес выпрямителей объясняется наличием тяжёлых трансформаторов и силовых полупроводниковых элементов с радиаторами охлаждения, а также необходимо учитывать систему охлаждения и вес корпуса. Это обстоятельство становится маловажным, особенно при организации производственного процесса с большим количеством сварочных постов. Рассмотрим параметры такого аппарата.
Мощный выпрямитель ВДМ-1201 У3 используется для ручной дуговой сварки и питает постоянным током многопостовой рабочий пункт. Этот аппарат подходит для профессиональной поточной сварки металлоконструкций в холодных или отапливающих помещениях и обладает следующими характеристиками:
- напряжение питания 380 В, трёхфазное;
- потребляемая мощность 102 кВА, при потребляемом токе 160 А;
- на выходе выдаёт сварочный ток 1250 А, на каждый пост от 60 до 315 А;
- КПД равно 80%, а класс защиты IP-23;
- продолжительность работы ПВ 100% и на каждый пост не менее 60%;
- холостой ход с напряжением 80 В, обслуживает до 8 постов;
- крутизна вольт-амперной характеристики 0,02 В/А;
- вес 400 кг и срок службы не менее 5 лет.
Нужно отметить наличие регулировки тока сварки непосредственно с рабочего места, которое может быть удалено от самого аппарата. Имеется индикация режимов работы агрегата и эффективная система охлаждения. Следует отметить, что, несмотря на несколько устаревшую конструкцию, сварочные выпрямители в состоянии составить конкуренцию некоторым современным аппаратом, более дёшевы и долговечны.