
Хранение и обслуживание полуавтоматического аппарата
Сварочный агрегат – сложное оборудование. Чем дороже аппарат, тем труднее его обслуживать и ремонтировать. Частота возникновения неисправностей напрямую зависит от сложности конструкции. Стандартный трансформатор прост и долговечен. Его можно ремонтировать в домашней мастерской, используя дешевые детали. Это не касается полуавтоматического агрегата. В его основе лежат электрические схемы с транзисторами, чувствительные к влажности и загрязнениям. От правильности хранения и использования зависит работоспособность прибора.

Сварочный агрегат трудно обслуживать и ремонтировать.
Дважды в год аппарат доставляют в сервисный центр. Специалисты очищают корпус от пыли, продувая его сжатым воздухом. Проверяют работоспособность устройства, приводят соединения, гайки, клеммы и болты в соответствующее состояние. Вне работы сварочный агрегат инверторного типа хранят в картонном ящике, обмотанном полиэтиленовой пленкой.
Полуавтомат какой фирмы купить
При выборе сложного технического оборудования существенное значение имеет репутация производителя. Следующие детали характеризуют продукцию известных на отечественном рынке производителей сварочных полуавтоматов:
- Fubag (Германия) с 2007 года предлагает широкий ассортимент сварочной техники, сопутствующих аксессуаров. Сварочные аппараты отличаются хорошими техническими параметрами при умеренной стоимости.
- Сварог (Россия) представляет оборудование, созданное в рамках сотрудничества с крупнейшим профильным производителем Shenzhen Jasic Technology (Китай). Крупная дилерская сеть обеспечивает оперативное обслуживание клиентов на всей территории РФ.
- РЕСАНТА (Латвия) по статистическим данным занимает лидирующие позиции в соответствующем сегменте рынка. Инверторные аппараты этой торговой марки славятся экономичным потреблением электроэнергии.
- ELITECH (Россия) размещает заказы на выпуск сварочных автоматов (комплектующих) в Китае и Белоруссии. Действующая система проверки обеспечивает хорошее качество в каждой товарной партии.
- Aurora (Россия) предоставляет на всю технику официальные гарантийные обязательства 2 года. Специалисты компании участвуют в разработке новых полуавтоматов. Сборка выполняется на производственных площадях RILAND Industry (Китай).
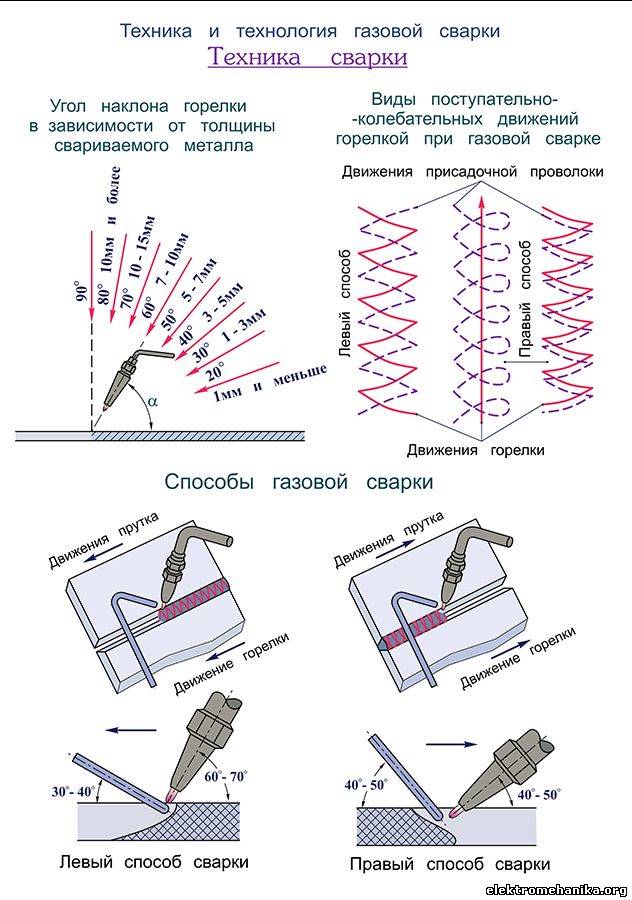
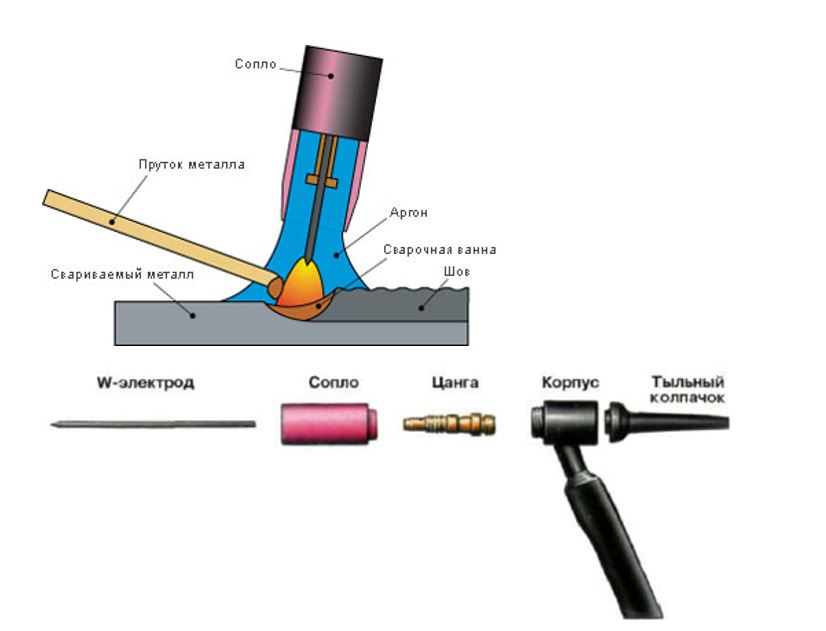
Технология сварки с использованием газов
Перед началом работ при сварке полуавтоматом учитывают следующее:
- номинальная мощность;
- тип присадочной проволоки;
- тип защитного смеси, а также регулировка скорости подачи при помощи редуктора на баллоне.
Нагрев и охлаждение металлических деталей происходит медленно. В результате следует регулировать температуру горения, этого добиваются путем наклона горелки и положением основного пламени. Если есть необходимость перемещения, то применяют баллоны с малым давлением, при стационарных работах используют емкости с большим внутренним давлением. Защитный газ для сварки полуавтоматом подается вместе с проволокой ее подача регулируется непосредственно при выполнении соединения. Таким способом обеспечивают защиту шва от окисления кислородом.
Основные параметры
Чтобы правильно подобрать режимы полуавтоматической сварки нужно четко понимать, из чего состоят эти режимы. Далее мы перечислим основные параметры режимов сварки, зная которые вы сможете правильно выбрать настройки полуавтомата.
Диаметр и марка проволоки
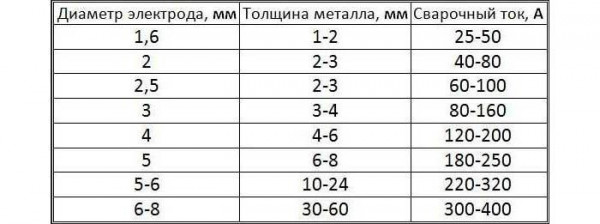
Начнем с диаметра проволоки. Он может колебаться в пределах от 0.5 до 3 миллиметров. Обычно, диаметр проволоки подбирается исходя из толщины свариваемого металла. Но в любом случае у каждого диаметра есть свои характерные признаки. Например, при работе с проволокой малого диаметра мастера отмечают более устойчивое горение дуги и меньший коэффициент разбрызгивания металла. А при работе с проволокой большего диаметра всегда требуется увеличивать силу тока.
Не стоит забывать и о марке применяемой проволоки. А точнее, металле, из которого проволока изготовлена и какие вещества входят в ее состав. Например, для сварки низкоуглеродистой или низколегированной стали рекомендуется использовать проволоку с раскислителями, а в составе должен присутствовать марганец и кремний.
Но, справедливости ради, в среде защитного газа зачастую либо легированную, либо высоколегированную сталь. В таких случаях используют проволоку, изготовленную из того же металла, что и деталь, которую нужно сварить
Обратите внимание на выбор проволоки, ведь при неправильном выборе шов может получиться пористым и хрупким
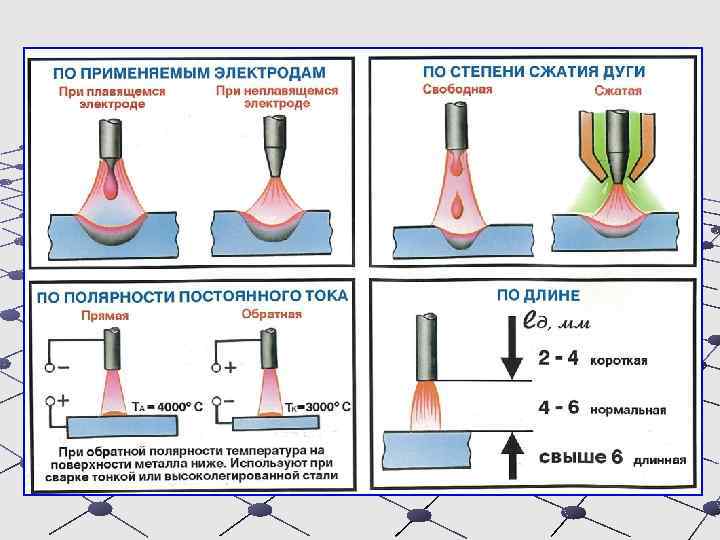
Сила, полярность и род сварочного тока
Помимо выбора комплектующих нам также нужно настроить сам полуавтомат. В типичном полуавтомате даже самого низкого ценового сегмента вы сможете настроить силу, полярность и род сварочного тока. У каждого параметра также есть свои особенности. Например, если увеличить силу тока, то глубина провара увеличиться. Силу тока устанавливают, опираясь на диаметр электрода и особенности металла, с которым собираются работать.
Теперь о полярности и роде тока. Общепринято выполнять полуавтоматическую сварку в среде защитного газа, установив постоянный ток и обратную полярность. Переменный род тока или прямая полярность применяются очень редко, поскольку такие настройки не обеспечивают устойчивое горение дуги и способствуют ухудшению качества сварного соединения. Но есть исключение из правил. Так переменный ток показан при сварке алюминия, например.
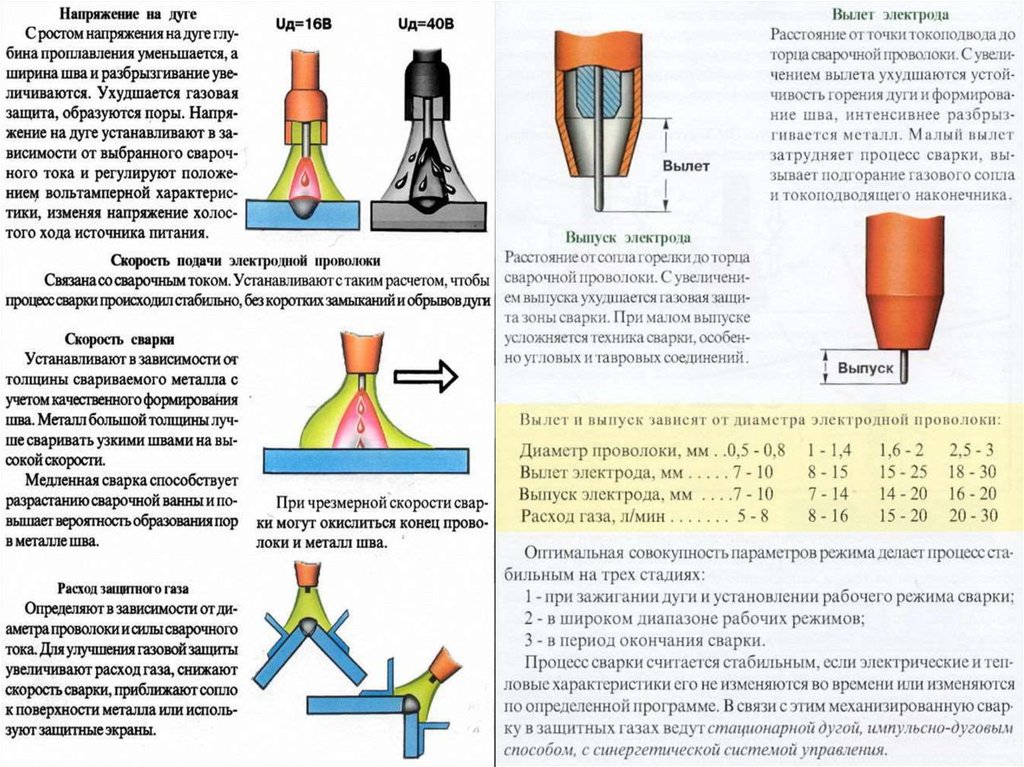
Также многие новички забывают о таком параметре, как напряжение сварочной дуги. А вместе с тем именно напряжение дуги влияет на глубину провара металла и размер сварочного соединения. Не стоит устанавливать слишком большое напряжение, иначе металл начнем разбрызгиваться, в шве образуются поры, а газ не сможет в должной мере защитить сварочную зону. Чтобы правильно настроить напряжение дуги ориентируйтесь на силу сварочного тока.
Скорость подачи проволоки
Как вы знаете, в полуавтоматической сварке проволока подается с помощью специального механизма. Он работает очень точно, поэтому необходимо заранее установить оптимальную скорость подачи присадочной проволоки, чтобы она вовремя плавилась и способствовала формированию качественного шва. Настраивайте скорость с учетом силы тока. В идеале проволока должна подаваться так, чтобы дуга сохраняла свою устойчивость, а шов формировался постепенно.
Скорость сварки
Не менее важна и скорость сварки. От нее во многом зависят физические размеры шва. Скорость регулируется ГОСТами, но ее можно выбрать и по своему усмотрению, опираясь на особенности металла и его толщину. Учтите, что толстый металл нужно варить быстрее, а шов должен быть узким. Но не стоит слишком спешить, иначе электрод может просто выйти из зоны защитного газа и окислиться под воздействием кислорода. Ну а слишком медленная скорость способствует формированию непрочного пористого шва.
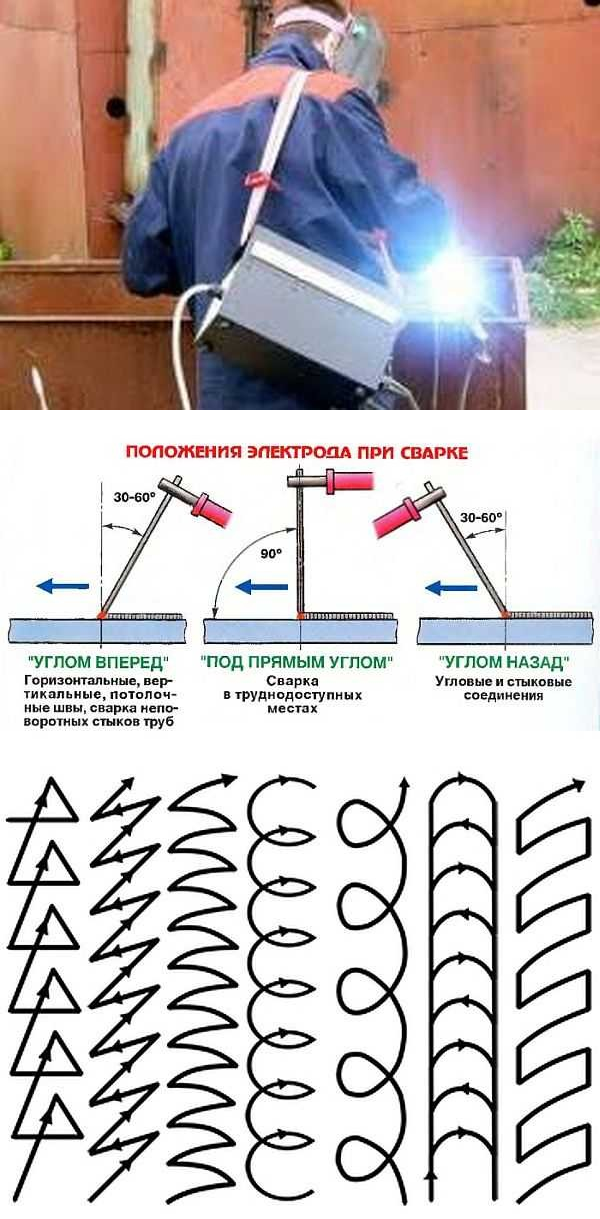
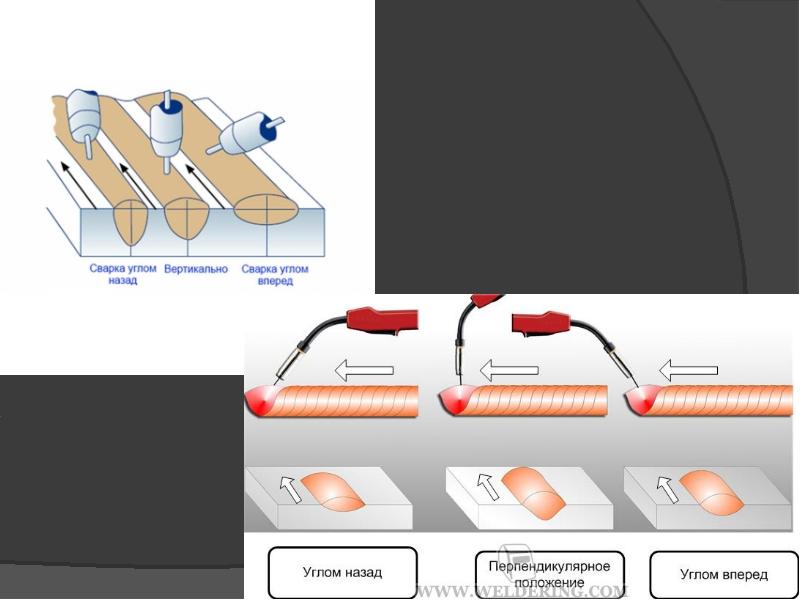
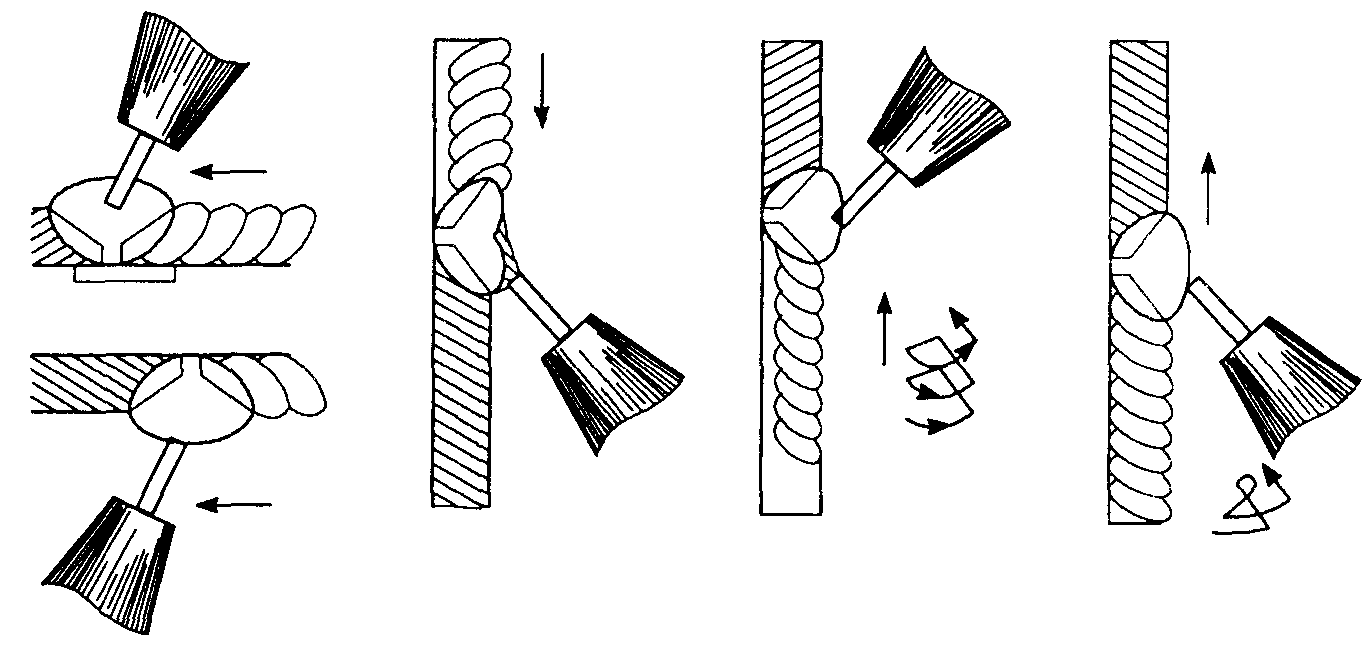
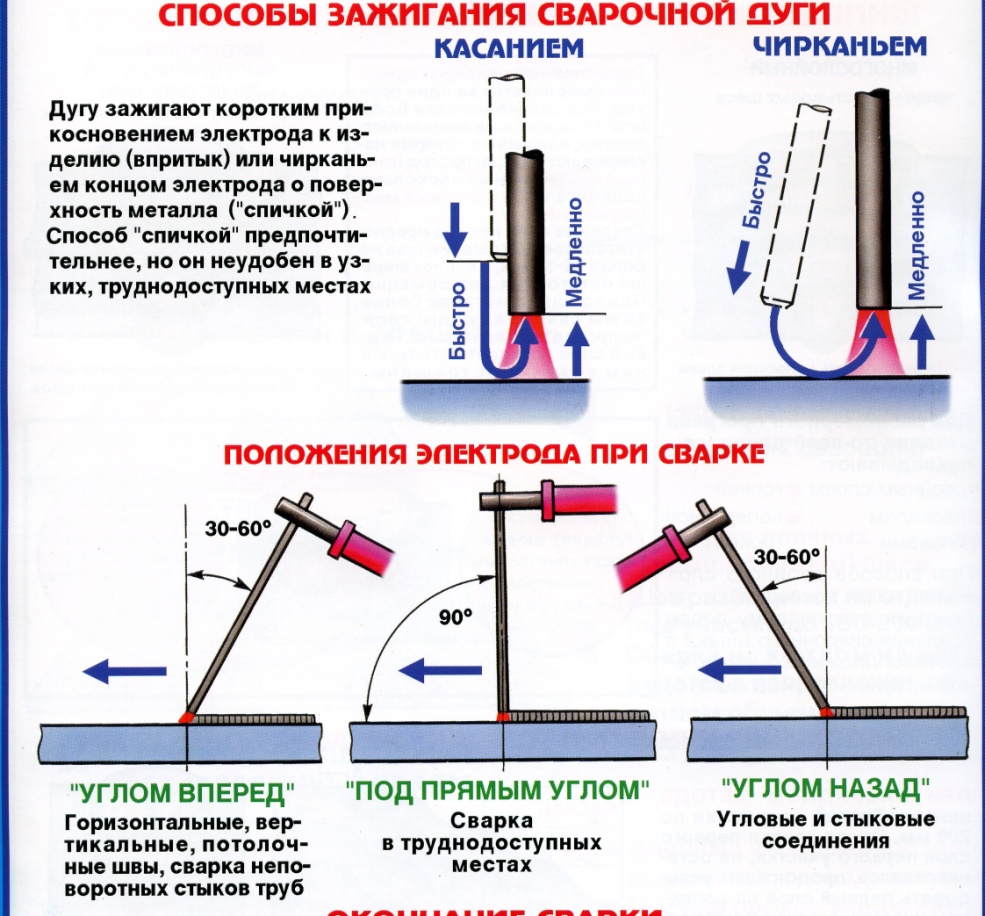
Наклон электрода
И последний важный параметр, а именно угол наклона электрода при сварке. Наиболее частая ошибка у новичков — держать электрод так, как физически удобно. Это грубейшее нарушение. Ведь угол наклона электрода напрямую влияет на то, какова будет глубина провара и насколько качественным получится шов в конечном итоге.
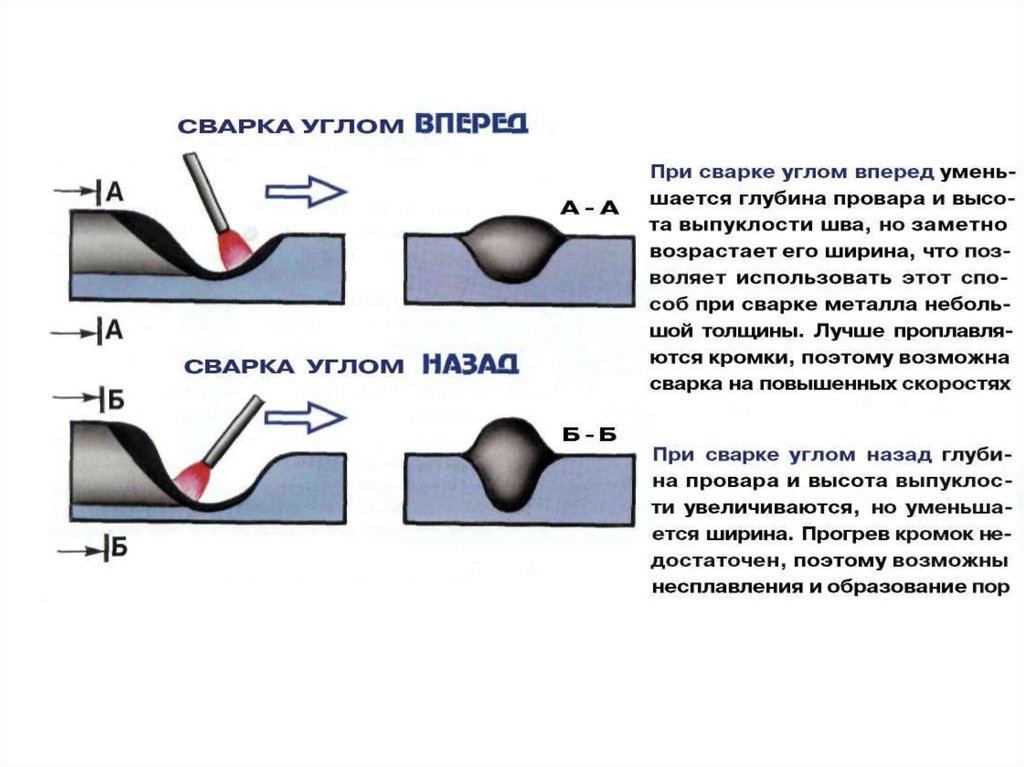
Существует два типа наклона: углом назад и углом вперед. У каждого положения есть свои достоинства и недостатки. При сварке углом вперед зона сварки видна хуже, зато лучше видны кромки. Также глубина провара меньше. А при сварке углом назад наоборот зона сварки видна намного лучше, но глубина провара увеличивается.
Мы рекомендуем варить углом вперед только тонкий металл, поскольку данное положение наиболее удачно. А вот углом назад можно варить металлы любой другой толщины.
Виды сварочных полуавтоматов
Такое оборудование стоит недешево, поэтому следует правильно разобраться, какие бывают типы полуавтоматов и выбрать подходящий аппарат:
- По методу защищенности сварочных швов, которые создаются:
- сварка под слоем флюса – используются редко;
- сварка в защитных газах – самый распространенный вид;
- сварка с использованием порошковой проволоки – применяются вместе с защитными газами.
- По источнику питания:
- трансформаторный – имеют большой размер и массу, используется в стационарных местах работы;
- выпрямительный – достаточно крупные по размеру, потребляют много энергии, в основном применяются в стационарных условиях работы;
- инверторный – небольшие по размеру и весу, требуют немного мощности от источника питания, используются в быту, в домашних условиях.
- По количеству компонентов:
- однокорпусные – все необходимые детали располагаются в одном блоке;
- двухкорпусные – две части корпуса, в которых находятся нужные составляющие. В одной части содержится механизм подачи проволоки, сварочная горелка и пульт управления, в другой – источник сварочного тока, монитор управления и пускорегулирующая аппаратура.
- По способу перемещения на рабочем месте:
- стационарные – в основном, применяются на средних и крупных серийных производствах для сварки специализированных постов;
- передвижные – используются в домашних условиях, могут легко переноситься или перемещаться на колесиках.
- По способу подключения к электрической сети:
- однофазные – включаются в самую простую бытовую электрическую розетку;
- трёхфазные – подключаются с помощью специальных электрических разъёмов.
- По методу подводки электродной проволоки:
- толкающего типа – привод подачи выталкивает проволоку в устье сварочной горелки;
- тянущего типа – проволока тянется с катушки поверхности оборудования с помощью привода подачи, который находится в ручке горелки;
- тянуще-толкающего типа – совмещает в себе оба типа подачи проволоки.
- По числу роликов, которые доставляют проволоку:
- одна пара;
- две пары.
- По форме сварочного тока:
- постоянный;
- пульсирующий;
- импульсивный.
- По полярности подключения:
- прямая полярность – минус на электроде;
- обратная полярность – плюс на электроде.
Качество и скорость необходимой работы будет напрямую зависеть от правильно выбранного сварочного полуавтомата.
Характеристика комплектующих сварочного полуавтомата.
Имея стандартную комплектацию, сварочные полуавтоматы все-таки отличаются. Варианты возможны за счет использование разных видов комплектующих. И основное, это конечно, источник питания. Могут использоваться как трансформаторы, так и выпрямители, и инверторы. Наивысшие показатели качества сварки дают инверторные полуавтоматы.
Существует и три вида устройства, подающего проволоку во время сваривания. Этот механизм может быть толкающим, тянущим и комбинированным. Первый, обычно встраивается в корпус полуавтомата, и как понятно из названия, он проталкивает проволоку в рукав. Второй устанавливается в рукоятку горелки и подтягивает проволоку. Комбинированный имеет две составляющих: один механизм в корпусе, другой в рукоятке, этот способ подачи электрода обычно используют с длинными рукавами.
Еще одно различие таких аппаратов в горелке. Она может быть изначально соединена с аппаратом либо же может использоваться специальная горелка, которая подключается к имеющемуся разъему. Отметим, что, например, профессиональные аппараты поставляются с разъемной горелкой.
Различия полуавтоматов позволяют сваривать разные металлы, получать различные сварные соединения и пр.
Режимы полуавтоматической сварки – теория и практика
Полуавтоматическая сварка предполагает возможность самостоятельно выставить настройки. Человек может менять 4 основных параметра – скорость плавления, высоту шва и подачи проволоки, направление движения электрода. Также, мастера должны уметь регулировать сварочные горелки для полуавтомата. Подбирается режим с учетом толщины металлического листа и ГОСТа. За счет использования газа зона теплового воздействия уменьшается. Поэтому возможно наложение нескольких швов без деформации металла.
Сварщик должен помнить все рабочие параметры наизусть. Выделяют следующие режимы сварки полуавтоматом:
- цикличный – используют короткую дугу
- импульсный
- точечный
- постоянное круговое перемещение металлического листа
- струйное перемещение заготовки
Для работы в соответствии с требованиями ГОСТ необходим инертный газ – аргон или гелий. Иногда применяются смеси этих двух газов. В противном случае не только снижается качество сварного шва, но и возрастает вероятность получения травм и ожогов работником. Сварка низколегированных сталей осуществляется в среде углекислого газа
Поэтому важно правильно определить необходимый объем баллона и постоянно контролировать поступление газа
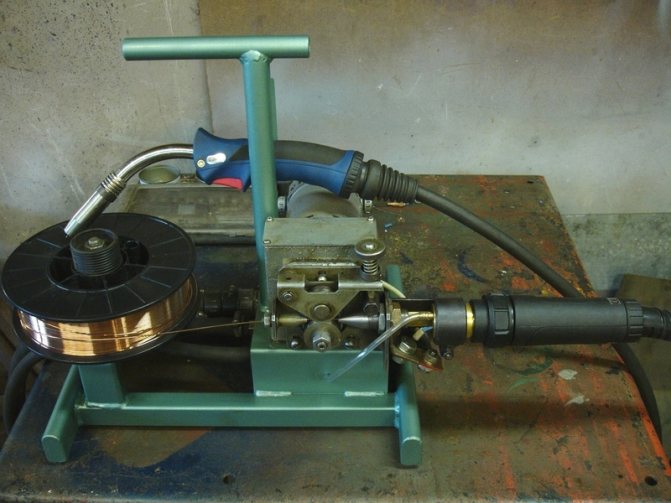
Механизм подачи
Для протяжки проволоки предназначен специальный подающий механизм для полуавтомата. Он снижает расход сварочной проволоки. Современные модели оснащаются электронным управлением, поэтому пользоваться ими несложно. В некоторых имеется возможность записывать более пяти программ сварочных режимов. Дорогостоящие модели обычно имеют несколько дополнительных регуляторов. Через канал горелки проволоку протягивают ролики для сварочных полуавтоматов. При этом, расходник подается с заданной сварщиком скоростью. На выбор представлено 3 модификации подающих механизмов:
- Толкающий – используется довольно часто, но имеет ограничения по длине шланга. Неудобен, если нужно сварить детали, расположенные на удалении от источника тока.
- Тянущего действия – возможно подключение длинного шланга.
- Комбинированный – объединяет преимущества предыдущих двух разновидностей.
После выставления режимов полуавтоматической сварки можно переходить к пробному запуску. На небольшой заготовке производится варка. Если качество шва устраивает, можно приступать к работе. Когда результат не удовлетворяет, прибор повторно настраивают
Очень важно произвести правильную настройку, чтобы дуга не рвалась, а шов был ровным
О тонкостях настройки механизма смотрите в видео:
Характеристика параметров
Главной характеристикой полуавтомата, на что особенно необходимо обратить внимание при выборе аппарата, продолжительность включения, которое указано в паспорте электроприбора. Так как рабочее состояние аппарата делится на повторяемые периоды, продолжительность которых не превышает десяти минут.. Как пример, если в паспорте прибора указано «полуавтомат 40% при рабочем токе 340 А», что означает работу прибора в активном состоянии максимально приближенной к четырем минутам, оставшееся время полуавтомат находится в состоянии отдыха
Из чего следует сделать вывод: чем меньше величина тока, тем продолжительнее рабочий процесс сварки
Как пример, если в паспорте прибора указано «полуавтомат 40% при рабочем токе 340 А», что означает работу прибора в активном состоянии максимально приближенной к четырем минутам, оставшееся время полуавтомат находится в состоянии отдыха. Из чего следует сделать вывод: чем меньше величина тока, тем продолжительнее рабочий процесс сварки.
Для использования устройства в домашних целях вполне достаточно выбрать 15 – 25% прибор. Для профессиональных работ не менее 50%, не забывая при этом соблюдать основные показатели, которые определяют процесс сварки.
Потребление электроэнергии в период рабочего процесса прибора во многом сказывается на качестве сварочного соединения.
Недостаток мощности ведет к быстрому разрушению и нарушению герметичности швов.Полуавтоматы проволочные бытовые довольно распространены в своем использовании
При его выборе стоит обращать внимание на устройства подачи проволоки, которое должно находиться в закрытом отсеке, что максимально ограничивает проникновения в него частиц пыли, тем самым увеличивая срок эксплуатации.
Высоко функциональный прибор должен иметь необходимую защиту от замыканий, а также удобную для частого применения систему управления
Подготовка
Перед тем, как варить сварочным полуавтоматом, необходимо провести подготовительные работы. Они начинаются с регулировки сварочного полуавтомата. Для этого следует выбрать правильное значение силы тока, и выставить его на аппарате.
Затем регулируются скорость подачи проволоки и расход газа, который устанавливается с помощью вентиля на редукторе баллона. Оценить правильность настроек можно на небольшом куске металла. При грамотной настройке должен получиться плотный ровный шов.
После этого выставляют оптимальное значение расхода газа. Если оно будет недостаточным, в сварочном шве появятся поры. Границы верхнего значения не существует, но при неоправданно большом газ будет уходить в атмосферу бесполезно, что увеличит расходы. При недостаточно качественном шве следует произвести перенастройку.
Затем надо проверить, достаточное ли количество газа для создания рабочего давления находится в баллоне. Рабочее — давление, позволяющее осуществлять надежную защиту ванны в зоне проведения работ. Потом надо определиться с полярностью.

После выбора полярности необходимо подключиться к соответствующей клемме. Прямую полярность обеспечит подключение сварочного кабеля к положительной клемме. Обратную полярность используют для проведения очень точных работ.
Виды сварочного аппарата полуавтомата
При необходимости создания более качественных соединения, или если планируется работа со сложными сплавами, профессионалы советуют приобретать сварочный аппарат типа полуавтомат. У него тоже есть свои разновидности. По исполнению механизмы делят на:
- однокорпусные, в которых все детали и система управления размещены в одном корпусе;
- сложные установки, состоящие из нескольких частей.
По типу используемого источника питания бывают:
- однофазные агрегаты, подключаемые к сети с напряжением 220 В;
- трехфазные устройства, работающие от напряжения 380 В.
Самый популярный вариант деления устройств – по области применения и цене:
- бытовые аппараты;
- полупрофессиональные агрегаты;
- профессиональные устройства.
По способу защиты сварочной ванны от действия кислорода бывают:
- сварочный аппарат полуавтомат без газа, работающий на флюсовой проволоке;
- приборы для сварки в защитных газах.

Бытовые сварочные полуавтоматы
Выбирая сварочный аппарат полуавтомат для дома для эпизодического использования, можно остановиться на самых простых моделях со средней мощностью 3-5 кВт, работающих от стандартной сети электропитания. Такие агрегаты не выдерживают больших нагрузок и рассчитаны на непродолжительное использование порядка 3 из 10 мин. Остальное время необходимо для остывания узлов агрегата. Они имеют небольшой вес (до 10 кг) и просты в эксплуатации, то есть под силу справиться с таким агрегатом даже новичку сварного дела.

Полупрофессиональные сварочные полуавтоматы
На небольших станциях технического обслуживания автомобилей и малых производствах нередко можно встретить сварочный полуавтомат для сварки полупрофессионального типа. Стоят такие устройства выше, чем домашние аналоги. Отличаются от них большей мощностью (6-8 кВт) и силой тока до 250 А. Они рассчитаны на более продолжительные нагрузки до 5 из 10 мин., и предъявляют определенные требования к сети электропитания. Такие приборы имеют качественную фурнитуры и более разнообразный набор режимов работы и изменяемых характеристик.

Профессиональные сварочные полуавтоматы
Самой мощной моделью является профессиональный сварочный аппарат полуавтомат. Он представляет собой сложную конструкцию из нескольких блоков с широким диапазоном настроек и функций. Используется на крупных промышленных объектах с трехфазной системой электропитания для сварки металлов толщиной от 20 мм. Способен выдерживать большие нагрузки в течение длительного времени. С такими устройствами работают только профессионалы с определенным квалификационным разрядом.





Сварка алюминия
Применение защитных газов в полуавтоматической сварке позволяет выполнять качественное соединение алюминиевых деталей таким способом. Сварка алюминия является довольно сложным процессом даже для опытного специалиста, тем более непросто будет выполнить такую работу начинающим сварщикам.
Как варить полуавтоматом алюминиевые детали:
- зачищается поверхность свариваемых деталей от оксидной плёнки;
- нагреваются заготовки в печи или с использованием газовой горелки;
- включается сварочный аппарат в режим переменного тока высокой частоты;
- подключается баллон с аргоном или аргоногелиевой смесью;
- производится запал дуги и поддерживается её длина в диапазоне 12-15 мм.
Таким образом происходит сваривание деталей из этого легкоплавкого металла. В качестве присадочной проволоки, для выполнения работы, потребуется приобрести изделия из алюминия. А для обеспечения стабильной подачи проволоки аппарат должен быть оборудован соплом большего диаметра.
Видео:
Заключение
Как правильно варить полуавтоматом с углекислотой начинающим сварщикам вы узнали из данной статьи. Для закрепления полученных сведений рекомендуется сразу же приступить к практическим занятиям и осуществить пробное соединение деталей таким методом. Видео уроки позволят быстрее освоить полуавтомат в домашних условиях.
К свариванию алюминия и других цветных металлов рекомендуется приступать только после того, как хорошо будет освоена сварка чёрных металлов. В этой статье рассказывается, как варить нержавейку полуавтоматом.
Как выбрать сварочный аппарат полуавтомат?
Любая сварка полуавтомат имеет свои характеристики, влияющие на степень сложности работы и качество готового шва. При покупке прибора стоит учитывать следующие его характеристики:
- Тип источника питания. Сейчас приборы используют трансформатор, выпрямитель или инвертор. Этот показатель влияет как на качество сварки, так и возможность соединения различных металлов.
- Максимальный ток и коэффициент непрерывной работы.
- Мощность и диапазон рабочих напряжений прибора.
- Механизм подачи проволоки. Это может быть толкающее, тянущее или комбинированное устройство. От него зависит вес и длина сварного рукава, удобство работы в тех или иных условиях.
- Расположение механизма подачи проволоки в общем корпусе или отдельно. При раздельном расположении основных механизмов и устройства подачи топлива в сварочном аппарате полуавтомате устройство становится более маневренным.
- Тип защитного устройства: смесь инертных или активных газов, порошковая проволока с флюсовым наполнителем.
- Длина и устройство сварочной горелки.
- Тип системы управления настройками: регуляторы или электронное табло.
Рейтинг полуавтоматов сварочных аппаратов
Перед покупкой устройства не лишним будет почитать отзывы экспертов и пользователей приглянувшейся модели. Самые популярные и востребованные модификации:
- Ресанта САИПА-200 сварочный аппарат полуавтомат. Запас силы тока модели составляет 200 А, а постоянное включение 70%. Цена – $260.

Foxweld Invermig 160 combi – маломощный инверторный прибор с удобным цифровым управлением. Подходит для эпизодического домашнего использования. Цена – $365.

Fubag INMIG 200 plus – профессиональный сварочный аппарат полуавтомат, мощность которого равняется 8 кВт. Отличается синергетическим управлением и большим выбором режимов работы. Цена – $554.

AuroraPRO Speedway 200 – однофазный агрегат с массивной катушкой. Цена – $640.

Сварог PRO MIG 200 SYNERGY – прибор, способный работать с различными типами проволоки, штучными электродами и аргоновой горелкой. Цена – $780.

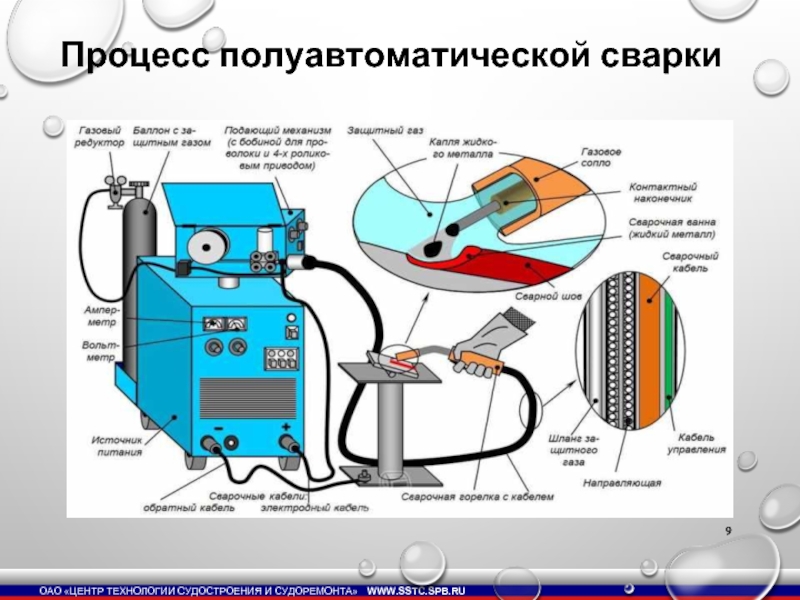
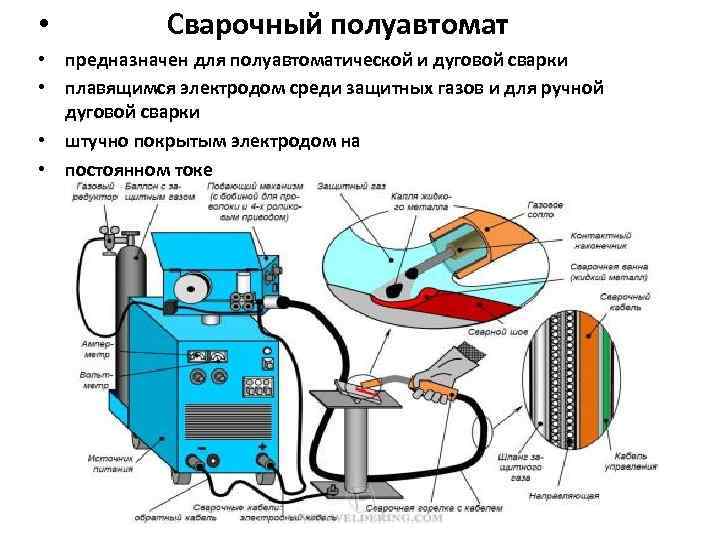
Принцип работы
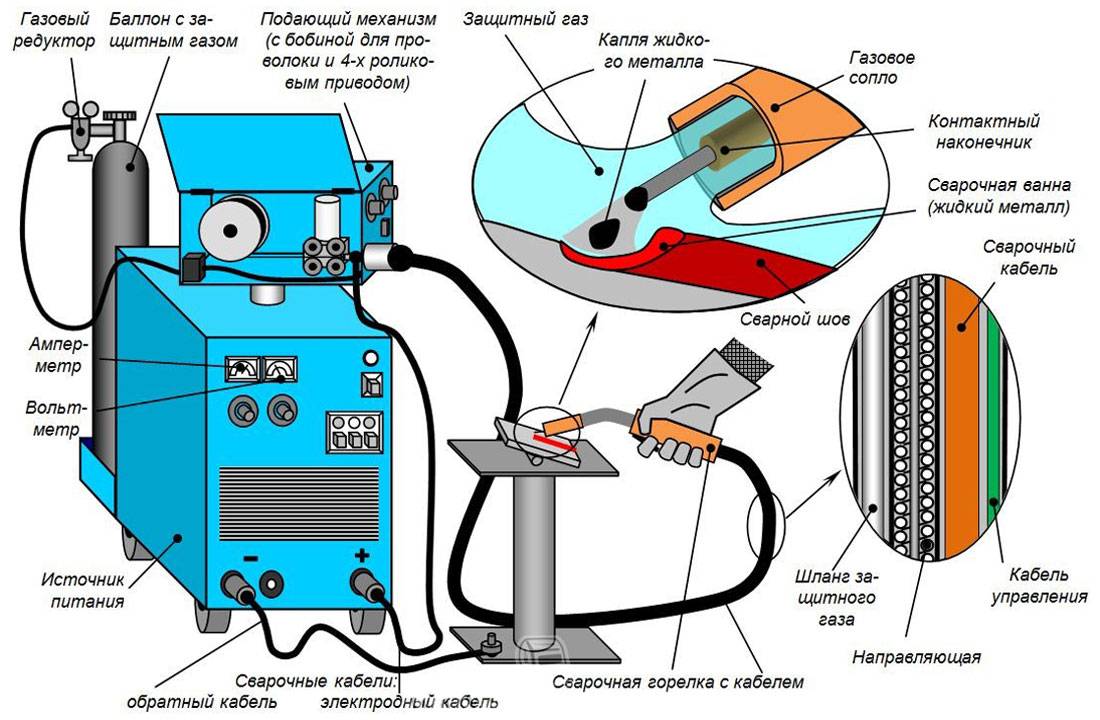
Самым распространенным видом сварочного прибора являются устройства, работающие в защитной газовой среде. Устройство сварочных полуавтоматов этого типа принципиально одинаково.
Основными узлами являются:
-
Источник питания. Разные модели рассчитаны на разное напряжение. Оно может быть как однофазным, так и трехфазным. С помощью переключателя можно переходить с 380 вольт на привычные 220 вольт, что позволяет использовать агрегаты не только на производстве, но и в обычных бытовых условиях. Ток передаётся или через самодельный трансформатор, или через инвертор. Инвертор понижает напряжение и повышает силу тока.
- Электродная горелка вместе с трубкой для подвода газа.
- Баллон с газом для защиты зоны плавления.
- Специальный механизм движения проволоки.
- Блок управления и настройки.
В моделях с толкающим механизмом проволока для сварки движется внутри направляющей трубки, когда специальный узел толкает наружу. В случае если применяется тянущий тип, то узел подачи расположен в глубине горелки и вытаскивает на себя электродную проволоку с бобины.
Принцип работы полуавтоматической сварки предусматривает управление и регулирование важнейших параметров: величину напряжения, силу тока и скорость разматывания катушек. Регулирование может быть переменным, с плавным изменением значений или ступенчатым. Некоторые устройства самостоятельно выбирают скорость подачи проволоки в зависимости от установленных сварочных значений.
Порядок действий при работе с аппаратом:
- Кнопкой «Пуск» включается источник питания.
- Выпускается на горелку защитный газ и подается напряжение.
- Узел подачи разматывает катушку.
- Между проволокой и поверхностью металла возникает электрическая дуга, и проволока начинает плавиться.
- Газ защищает зону плавления.
- Происходит сваривание металлических частей.
Сварка полуавтоматом – особенности, виды аппаратов
Полуавтоматической сварка называется по той причине, что присадка в виде проволоки подается механизированным способом, а ведение шва вручную. Главная особенность в том, что расходный материал одновременно служит и электродом и веществом для формирования шва. При этом чтобы последний не окислялся, в сварочную ванну должен подаваться инертный газ.
Отмечу при этом важное неудобство метода – необходимость подключения газобаллонного оборудования и связанными с этим трудностями. Например, в моем случае, аппаратуру нужно было постоянно перемещать – причем не только по горизонтали, но и по вертикали
Трудно представить, сколько бы это заняло времени и породило хлопот, если бы не возможности современной технологии.
Я имею ввиду – сварку полуавтоматом без газа, но с применением специальной полой проволоки с порошковой начинкой в виде готового флюса. Лично мне это дало следующий ряд преимуществ:
- Отсутствие необходимости в дополнительном оборудовании – баллонах, шлангах, редукторе.
- Облегчение труда, так как отпадает потребность в переноске тяжелого дополнительного оборудования.

- Экономия на покупке и заправке газовых резервуаров.
- Упрощение технологического процесса.
- Наблюдение за местом формирования шва.
- Возможность выбора флюса-наполнителя по типу металла соединяемых заготовок.
- Уменьшение времени на подготовку оборудования к началу работы.
- Настройка и подбор параметров в зависимости от разновидности металла свариваемых изделий.
Однако, несмотря на большое количество плюсов, я увидел и несколько недостатков:
- Повышенные затраты на расходники, особенно если варить приходится много. Проволока с флюсом стоит недешево.
- Необходимость постоянного контроля движений – любые грубые и неаккуратные действия приведут к обрыву проволоки.
- По завершении процесса потребуется чистка шва от шлака.
- Перед началом нужно правильно выставить параметры аппарата.
- По составу расходный материал должен точно соответствовать соединяемым металлам.
- Возникновение ряда сложностей, когда требуется сварить листы толщиной менее 1,5 мм.
- Правильный выбор полярности подключаемых проводников.

Отмечу также, что сварочный полуавтомат может быть как трансформаторным, так и инверторным. У последнего выделю такой набор плюсов:
- Высокая скорость и производительность.
- Меньшее время и более плавный розжиг дуги.
- Компактность, легкость, мобильность.
- Отсутствия залипания электрода.
Недостаток инверторов – высокая цена. С другой стороны, трансформаторные модели громоздки, и применять их советую для стационарной работы, например, в мастерской – когда аппарат не нужно перетаскивать по рабочей площадке.


Профессиональное оборудование
В этот сегмент входят агрегаты ведущих брендов. Анализ отзывов пользователей помог составить таблицу лучших моделей стоимостью 60-110 тыс. руб.
| Название | Мощность, кВт | Сила тока | Напряжение холостого хода | Диаметр проволоки | ПН (%) | Вес, кг | Средняя стоимость, руб. |
| Fubag Irmig 250 T | 8 | 30-250 | 79 | 0,6-1,2 | 40 | 28 | 62000 |
| ESAB Caddy Mig C200i | 5 | 30-250 | 60 | 0,6-1,2 | 45 | 11,5 | 75000 |
| Bluweld Starmig 200 | 5,5 | 5-200 | 67 | 0,6-1,2 | 30 | 23 | 80000 |
| Кедр 8005048 | 23 | 500 | 75 | 1-1,6 | 100 | 50 | 105000 |
| Kemppi MinarcMig Evo 200 | 6,2 | 20-200 | 75 | 0,6-1 | 35 | 13 | 107000 |
Все вошедшие в рейтинг агрегаты могут функционировать в ручном режиме. Bluweld Starmig 200 снабжен функцией аргонодуговой сварки.
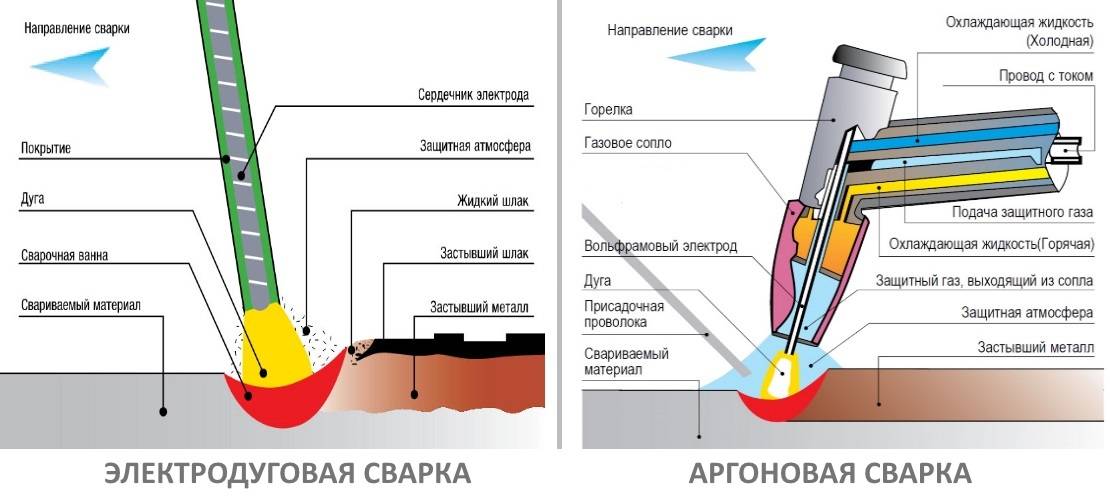
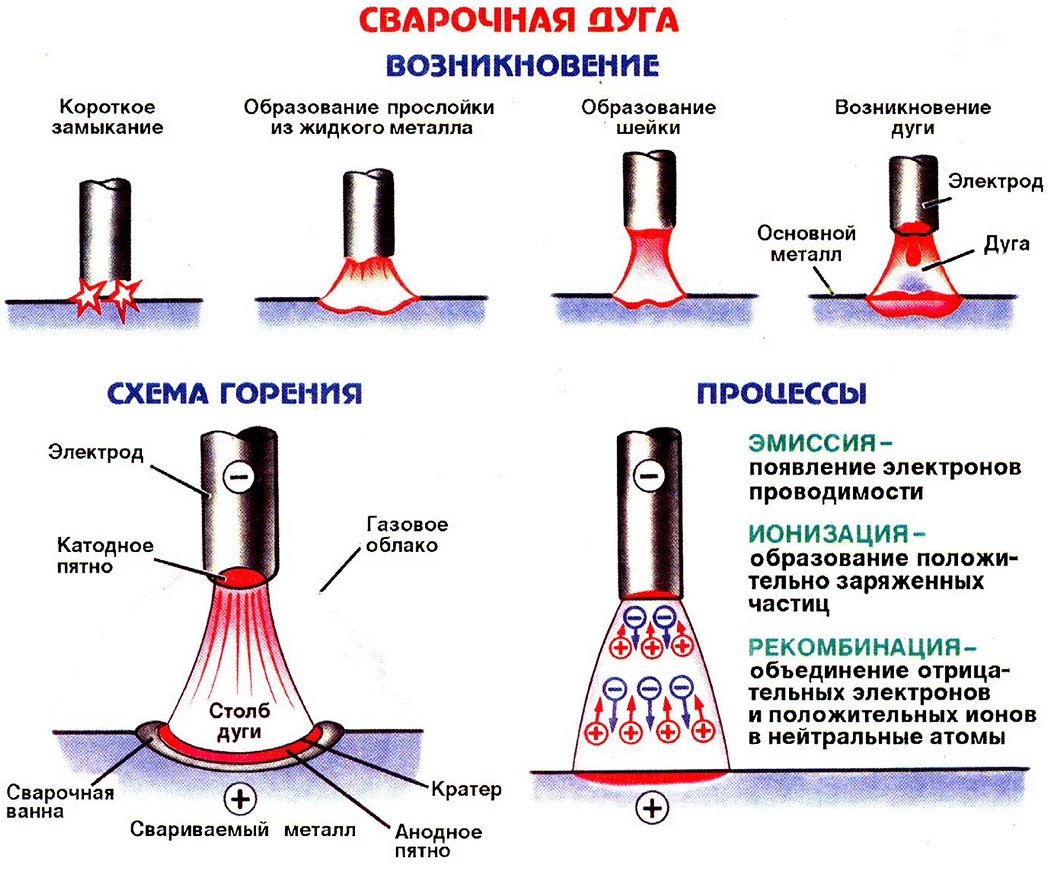
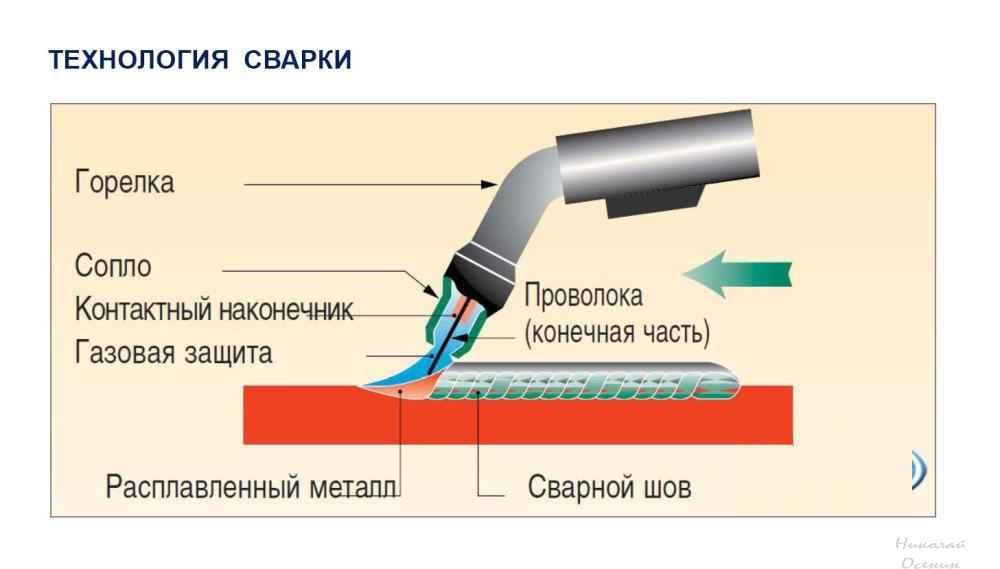
Технология выполнения работ
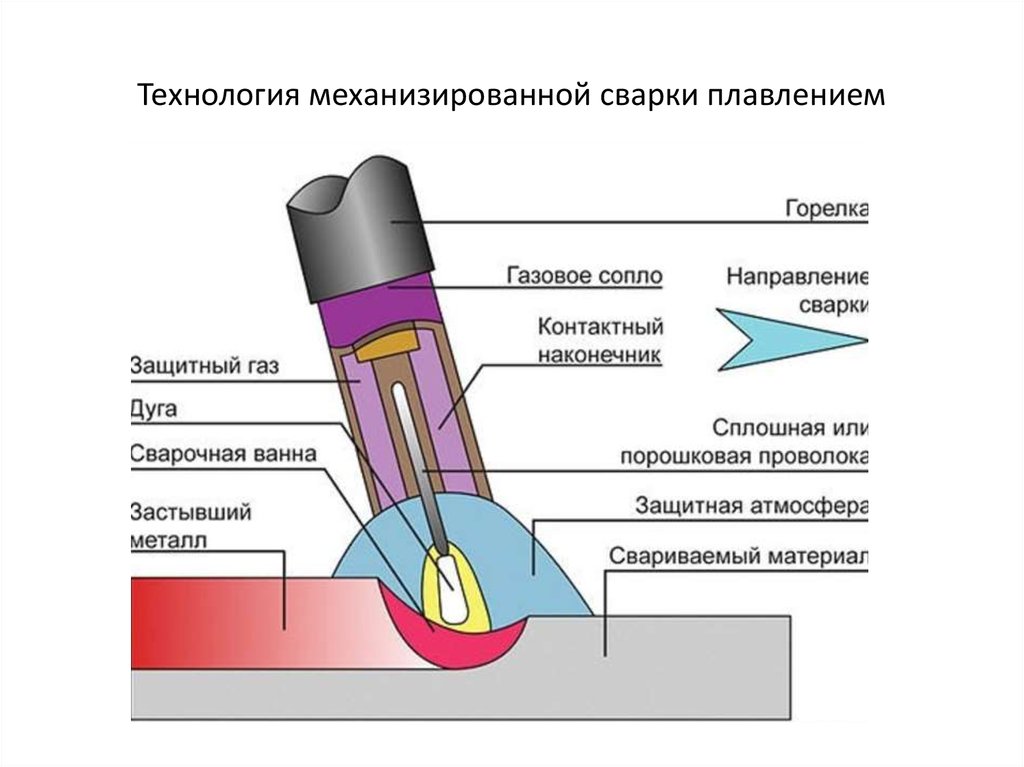
Принципиального отличия от дуговой сварки нет, поскольку в основу положены те же физико-химические процессы. Между электродом и рабочей поверхностью создается разница потенциалов, что дает возможность сформировать электрическую дугу. Она накаляется до температуры, которой достаточно для плавления металлов. Расплавленная присадочная проволока связывается с телом заготовки на атомарном уровне. После остывания образуется цельный конструкционный элемент. Прочность соединения присадки и тела заготовки составляет примерно 90% от показателя основного конструкционного материала.
Нужно учитывать и особенности, которые характерны для полуавтоматической сварки:
- Присадочная проволока подается в рабочую зону непрерывно через специальный проводящий электричество мундштук. При этом расход материала можно отрегулировать вручную, придерживая или отпуская кнопку подачи.
- Вместо привычного флюса в твердой форме, от плавления которого образуется газовое облако, тут подается уже готовая газовая смесь или же чистая среда. Газ поступает все время: как при активной, так и потухшей электрической дуге.
Благодаря такому решению уменьшается количество брызг, показатели работы дуги более стабильны, повышается производительность труда сварщика и, соответственно, снижается трудоемкость сварочных процессов.
Режимы работы
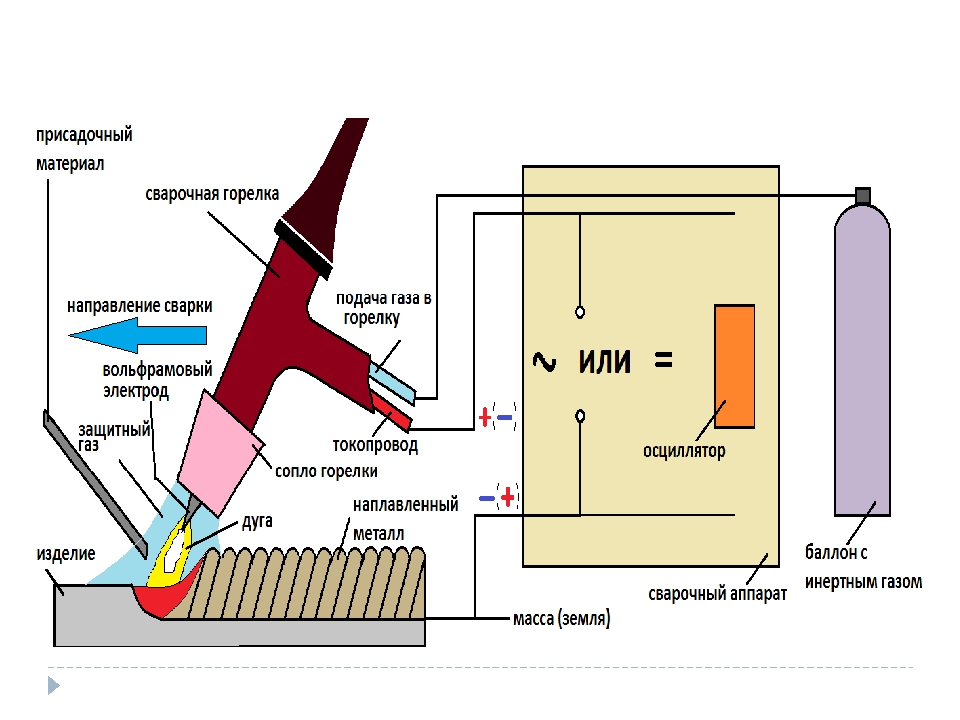
 Еще одной отличительной чертой сварочных полуавтоматов является использование в процессе сварки среды защитных газов. Сварка может осуществляться как в инертной среде (обычно это аргон), так и в активной (углекислый газ). В первом случае, процесс носит название MIG (metal inert gas), во втором – MAG (metal active gas).
Еще одной отличительной чертой сварочных полуавтоматов является использование в процессе сварки среды защитных газов. Сварка может осуществляться как в инертной среде (обычно это аргон), так и в активной (углекислый газ). В первом случае, процесс носит название MIG (metal inert gas), во втором – MAG (metal active gas).
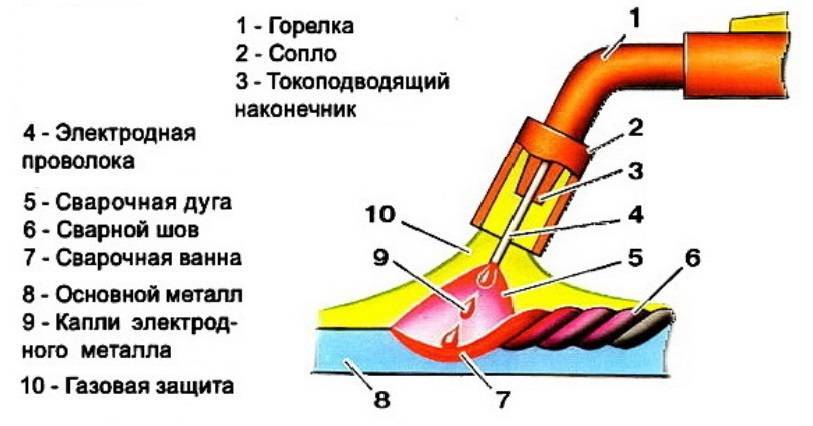
Канал подачи газа в зону сварки располагается в рукаве вместе с трубкой, в которой перемещается проволочный электрод. Рукав соединяет корпус сварочного полуавтомата с горелкой, которую сварщик удерживает в руке.
Название «горелка» закрепилось за этим аналогом держателя электрода ручной сварки из-за его внешнего сходства с горелками, применяемыми в газосварочном оборудовании. Функционально, это совершенно разные устройства.
Управление подачей газа, проволочного электрода и включением источника сварочного тока осуществляется нажатием одной кнопки, удобно расположенной на рукоятке горелки, под пальцем сварщика.
Значительно реже применяется режим работы сварочного полуавтомата без использования защитного газа. В этом случае используется специальная проволока, представляющая собой тонкую трубку, внутренняя полость которой заполнена флюсом.
Так как флюс имеет порошкообразную структуру, такую сварочную проволоку в обиходе часто называют порошковой. При плавлении стальной оболочки в процессе сварки сгорающий флюс обильно выделяет газ, образующий необходимую защитную среду.
Какой газ нужен для сварки полуавтоматом
При выборе газа для полуавтоматической сварки необходимо ознакомиться со свойствами каждого вида. Для полуавтомата применяются следующие субстанции:
- Аргон. Используют при соединении активных металлов и их сплавов, так как он является инертным. Обеспечивает защиту шва от появления микротрещин и дефектов.
- Гелий. С его помощью получают соединения большого размера. Является инертным, защищает соединение от окисления.
- Углекислотная смесь. Применяется для сварки полуавтоматом с короткой дугой.
Критерии выбора
Применение газа для полуавтомата зависит от факторов:
- значение критических температур которая может быть обеспечена при горении смеси защитного вещества;
- количество тепла, образуемое в месте соединения при сварке металлических заготовок;
- способность обеспечивать защиту сварочного шва при соединении определенных металлов и их сплавов.
Преимущества
Любые виды защитных веществ сохраняют ряд преимуществ:
- варить полуавтоматом без применения дорогого оборудования;
- соединения производят в труднодоступных местах там, где нельзя применить электродуговую сварку;
- в процессе можно регулировать номинальную мощность пламени из горелки, производят стыковку металлов с различными техническими характеристиками, например, титана с медью;
- помимо сварки можно выполнять закалку металлических конструкций, а также их резку;
- повышается качество шва в результате защиты от окисления;
- снижаются затраты на производство соединения, ускоряется процесс;
- увеличивается эффективность технологии;
- плавление металлических деталей в зоне действия дуги происходит быстрее, снижается время на сварку;
- исключается разбрызгивание расплавленного металла в месте стыковки;
- увеличивается свойства пластичности соединения, а также его плотность, исключается разрушение шва при эксплуатации;
- обеспечивается стабильность электрической дуги;
- снижается уровень задымления, тем самым понижается вред от сварки.