
Гильотина для раскроя металла
Первые установки имели ручной привод. Чтобы выполнять резание потребовалось установить не только сам нож, нужно еще иметь противорежущую пластину (неподвижный нож).
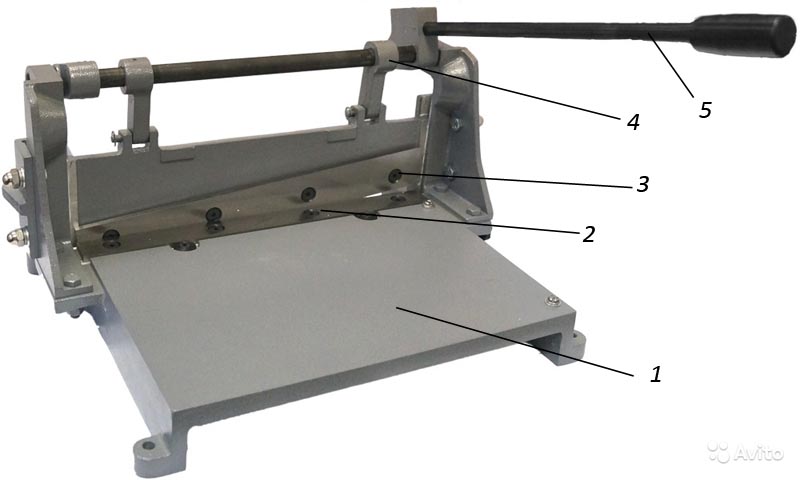
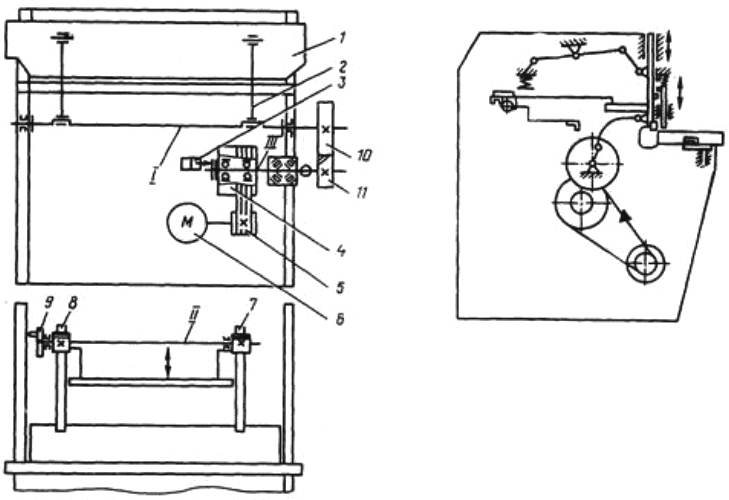
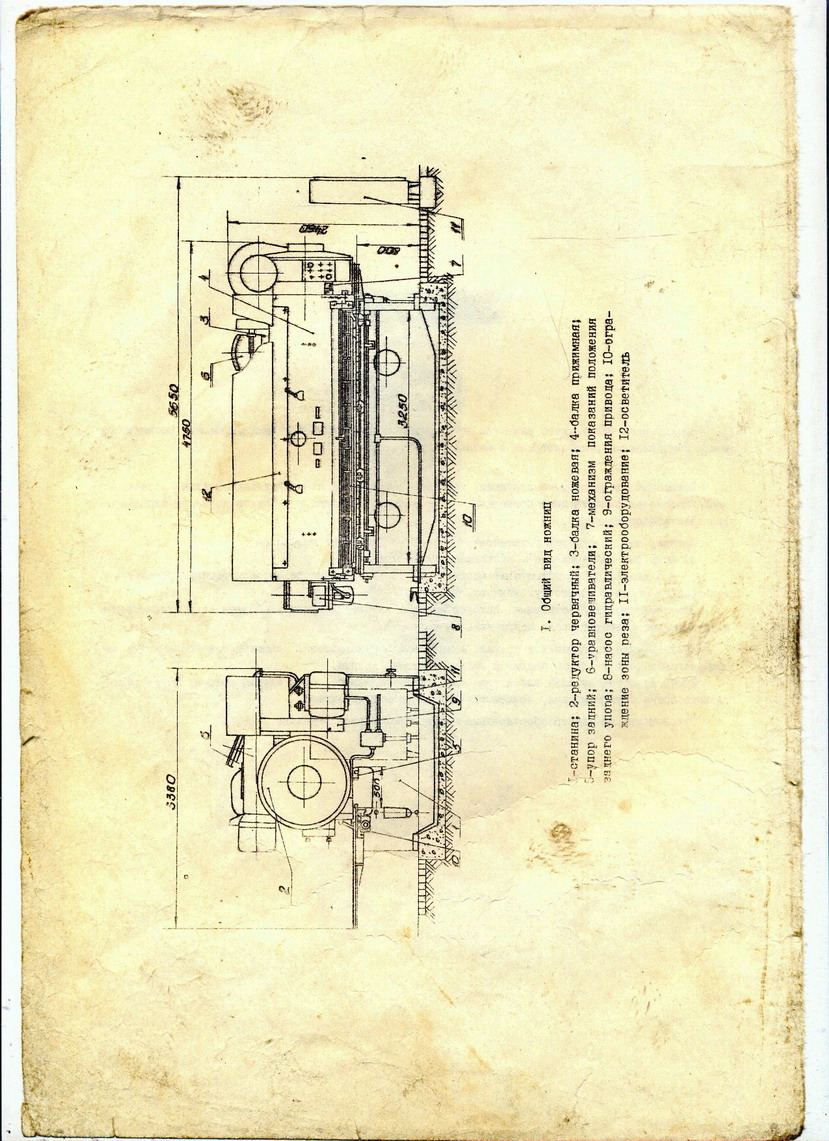
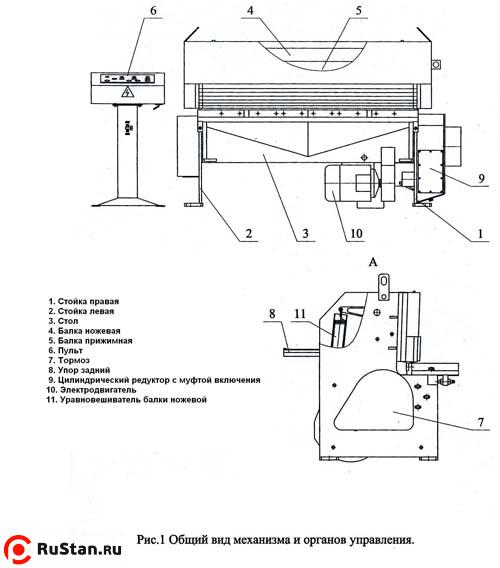
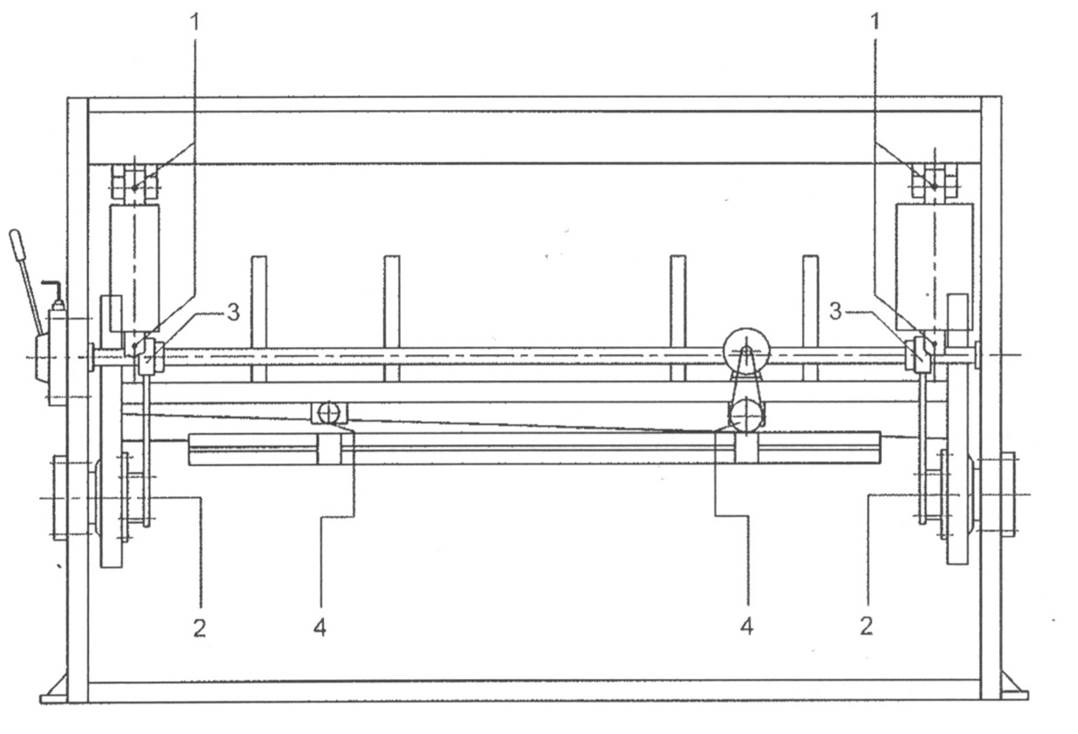
Общий вид современной ручной гильотины для раскроя металла:
1 – стол; противорежущая пластина; 3 – нож; 4 – кривошип; 5 – рычаг подачи ножа
Ручная гильотина по металлу позволяет резать сравнительно небольшие заготовки, ширина реза редко превышает 1200…1500 мм. При этом толщина разрезаемых деталей зависит от материала, использованного для изготовления.
Обычно на небольших производствах применяют подобные станки для стали толщиной до 0,5…0,7 мм. Можно обрубать пластик или разные виды пленок. На фабриках, производящих напольные покрытия, режут виниловую плитку.
В типографиях перед переплетом книг, брошюр и других изданий с помощью гильотин с ручным приводом формируют блоки. В дальнейшем их отправляют на пресс, где создается печатная продукция.
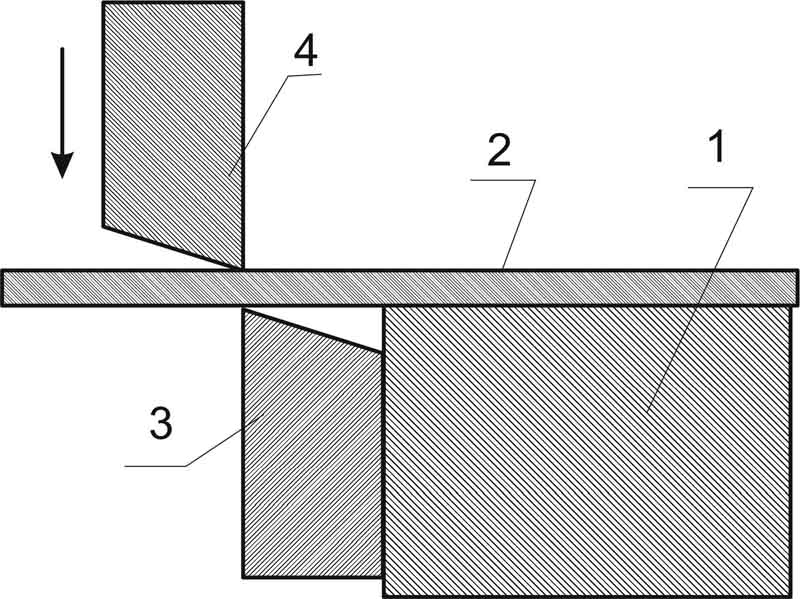
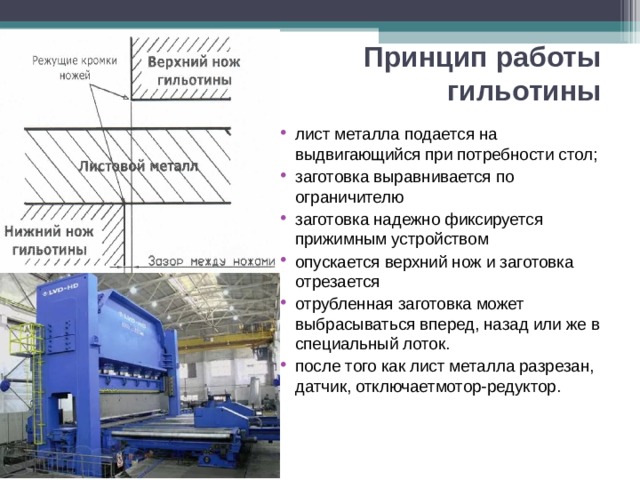
Процесс резания на гильотинном станке:
1 – стол для подачи материала; 2 – металлический лист; 3 – противорежущее лезвие; 4 – нож
Регулирование зазоров
При работе стараются уменьшить расстояние между кромками лезвий. Чем оно будет меньше, тем чище рез. Однако, при работе с металлом операторы вынуждены смещать неподвижный нож для увеличения зазора. С ростом толщины разрезаемого металла возникает необходимость в повышении расстояния.
Если не поступать подобным образом, то кромки лезвия будут крошиться. Металл претерпевает деформационные изменения. Он ведет себя как пластичное вещество, выдавливается между кромками.
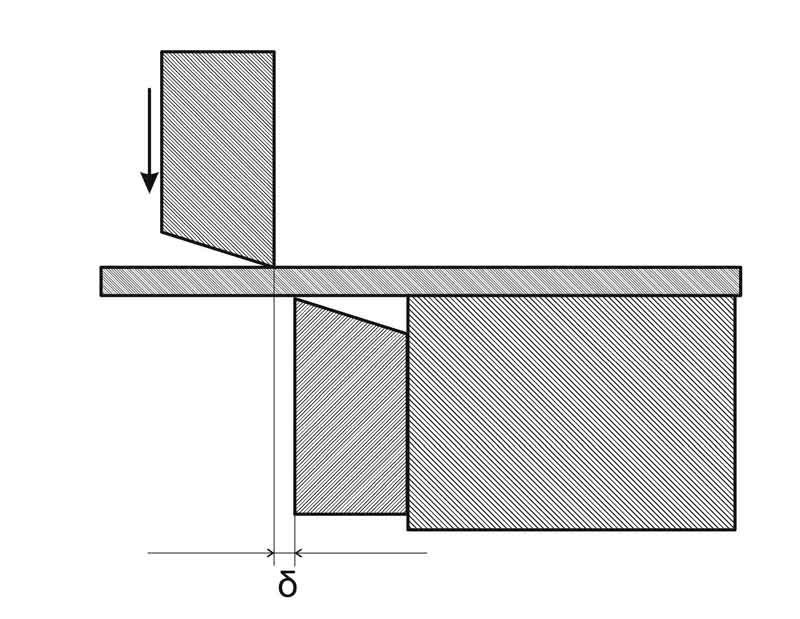
Зазор δ между режущими кромками
Чем меньше толщина заготовок, тем ближе следует размещать лезвия относительно друг друга. В таблице 1 представлены рекомендации по зазорам в зависимости от толщины стали 08 сп.
Таблица 1: Зазоры между противорежущими кромками для ручной гильотины при рубке стали 08 сп
| Толщина листа, мм | Зазор между ножом и противорежущей пластиной, мм |
| 0,08…0,095 | 0,02 |
| 0,100…0,195 | 0,03 |
| 0,200…0,295 | 0,04 |
| 0,300…0,395 | 0,05 |
| 0,400…0,495 | 0,06 |
| 0,500…0,595 | 0,07 |
| 0,600…0,695 | 0,08 |
| 0,700…0,800 | 0,09 |
При работе на установках с гидравлическим или кривошипным приводом скорость перемещения ножа выше. Поэтому требуется несколько увеличить зазор (таблица 2).
Таблица 2: Зазоры между противорежущими кромками для механических гильотин
| Толщина листа, мм | Зазор между ножом и противорежущей пластиной, мм |
| 0,080…0,095 | 0,04 |
| 0,100…0,195 | 0,06 |
| 0,200…0,295 | 0,08 |
| 0,300…0,395 | 0,10 |
| 0,400…0,495 | 0,12 |
| 0,500…0,595 | 0,14 |
| 0,600…0,695 | 0,16 |
| 0,700…0,800 | 0,18 |
При высокой скорости смещения металла (механические ножи) происходит разогрев. Если не увеличить зазор, то через несколько последовательных резов кромки могут разогреться до такой степени, что металл может привариться к ножам.
Косой рез
При создании первых машин для массовых казней иногда происходил некачественный рез. Прямое лезвие не перерубало с первого удара кожу и костную ткань. Присутствующий при испытаниях установки Людовик XVI предложил изобретателю усовершенствовать устройство, изготовив падающее лезвие с наклоном. Вхождение со скольжением позволяет оптимизировать угол резания, перераспределяет нагрузку в устройстве.
Когда происходит резание, встреча кромки с разрезаемым материалом происходит не одновременно по всей длине ножа. Он постепенно внедряется в металл. Поэтому даже небольшой наклон, всего несколько градусов позволяют заметно снизить величину силы сопротивления резанию.
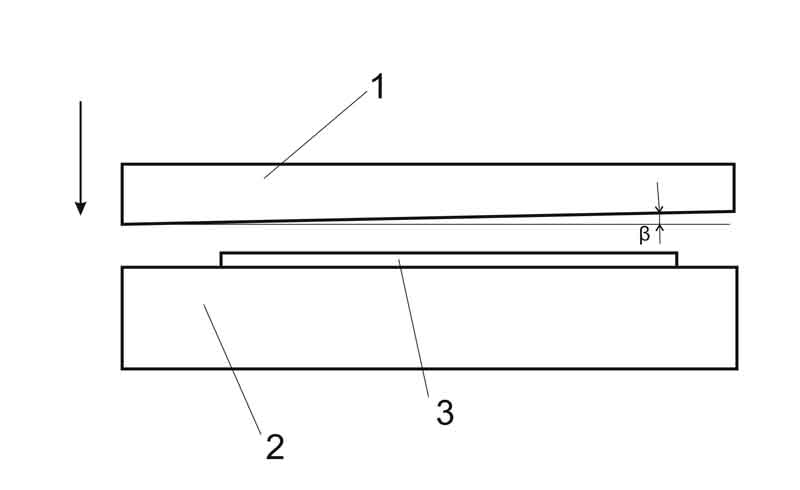
Установка активного лезвия под углом наклона β:
1 – активный нож; 2 – пассивный нож; 3 – разрезаемый материал
Современные небольшие ножницы гильотинного типа работают со значительными углами β. Так конструкторы добились заметного снижения усилий на ноже. На некоторых предприятиях на подобных малогабаритных станках работают даже женщины. Они справляются с заданием по раскрою металла.

Гильотинные ножницы для раскроя металла с ручным приводом
Характеристика ножей для гильотины и их обслуживание
Гильотинные ножницы — металлорежущий станок, использующий в своей работе комбинированное действие острого лезвия и большого механического давления. Гильотинные ножи приводятся в действие гидравлическими цилиндрами или механическими рычагами, в зависимости от вида ножниц.
Используются гильотины, в основном, для продольной и поперечной резки листового металла, толщина которого может достигать 60 мм. Многие модели промышленных ножниц по металлу могут резать как фольгу и лист толщиной 0,2 мм, так и арматуру и фасонный прокат. Промышленностью производится более 100 типоразмеров ножей для различных видов гильотинных станков.
Производство гильотинных ножей
Выпускаются гильотинные ножи не только теми предприятиями, которые производят металлообрабатывающие станки. Многие предприятия специализируются на изготовлении именно ножей для гильотин, пресс-ножниц и других металлорежущих станков.
Ножи для гильотины могут достигать длины в 2 метра, а высота — более 10 см. Нож выступает основным рабочим элементом ножниц, его лезвие непосредственно контактирует с металлом, поэтому должно иметь высокую прочность и твердость.
Производятся ножи из сталей различных марок, в основном для этого применяются марки 6ХС, 9ХС, 5ХВ2С, 6ХВ2С, Х12М, SKD-11(Х12МФ), 45NiCrMo16.
Основные ГОСТ для производства ножей — 25306-82 и 5950–73, но многие предприятия делают ножи по ТУ, в которых сохранены все основные требования государственных стандартов, но некоторые изменены в сторону улучшения в связи с появлением новых технологий и материалов.
Ножи для гильотин, кроме резки цветного, нержавеющего и черного металла, могут качественно обрабатывать:
- гофрокартон;
- бумагу;
- пластик;
- профнастил.
Применение стандартных и специальных ножей (длина их может достигать 6 м), позволяет получать ровный прямолинейный рез без деформации кромок материала, появления заусениц и загибов. Кроме стальных ножей для резки металла и других листовых материалов применяются лезвия со вставками из карбида вольфрама. Таки ножи отличаются высокой твердостью и прочностью, но ограничены в количестве заточек.






Заточка гильотинных ножей
При контакте с металлом под большим давлением кромки ножей неизбежно затупляются. Даже при высокой твердости стали (52…59 HRC для холодной резки, 40…50HRC — для горячей) они ограничены в сроке использования. Восстановление режущих свойств производится путем заточки на специальных станках. Изготовление ножей для гильотин производится таким образом, что они обладают двумя режущими кромками, заточенными под определенным углом.
После затупления одной стороны, нож переворачивается на другую. Менять положение ножей следует синхронно, как верхнего подвижного, так и нижнего, закрепленного в станине.
Таким же образом осуществляется и заточка ножей — за один проход должны затачиваться ножи, находящиеся на балке в одном положении.
Видео процесса заточки ножей на производстве:
Заточка ножей для гильотины и их шлифовка может производиться на заточных и плоскошлифовальных станках до 8 раз. Некоторые производители рекомендуют это число увеличить — улучшенные составы стали позволяют продлить срок эксплуатации. Заточка и шлифовка гильотинных ножей алмазными кругами позволяет восстановить рабочие характеристики на 100%
Важно при заточке не нарушить угол, под которым она производилась на заводе. Малейшее отклонение приводит к значительному ухудшению состояния разреза
Установка ножей на гильотину производится при отключенном от электропитания оборудовании. Нужно следить, чтобы рабочие кромки соответствовали друг другу и находились в том же положении, что и до снятия со станка. Зазор между ножами регулируется. При правильном расстоянии рез получается ровным и с минимальной высотой грата. Зазор должен обеспечивать максимальную высоту реза, при минимальной высоте лома.
Для каждой толщины листа и типа металла устанавливается свой зазор, который приводится в специальной таблице для каждой модели ножниц. У большинства он находится в пределах 0,1-0,7 мм. Зазор должен быть выставлен по всей длине ножа одинаково.
К заточке ножей для гильотины следует подходить со всей серьезностью — это сложная техническая операция, требующая применения специального оборудования и квалифицированных операторов, работающих на нем. Шлифовка ножей — не менее важна, от нее зависит качество реза и состояние кромок материала.
Ножи для гильотинных ножниц — инструмент дорогостоящий и сложный в производстве. Достаточно сказать, что на изготовление стандартного комплекта уходит от четырех до шести недель времени, а на производство нестандартных, по специальному заказу еще больше.
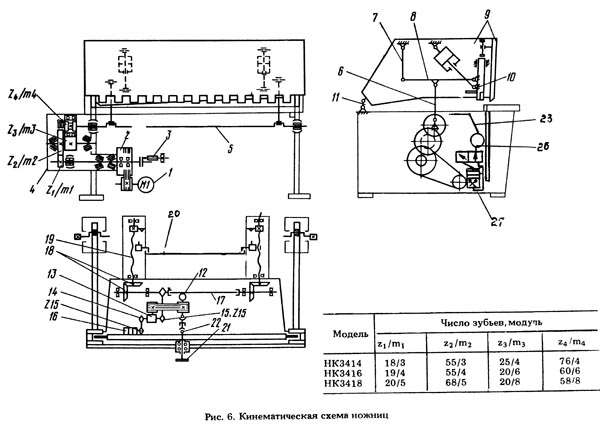
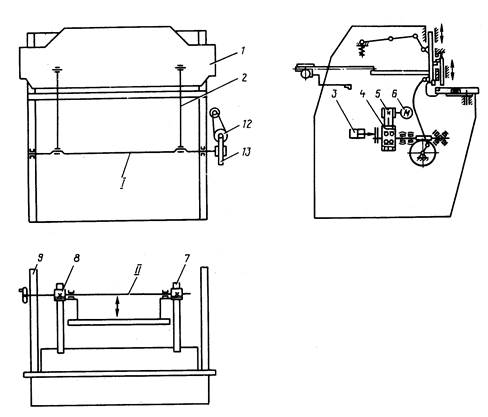
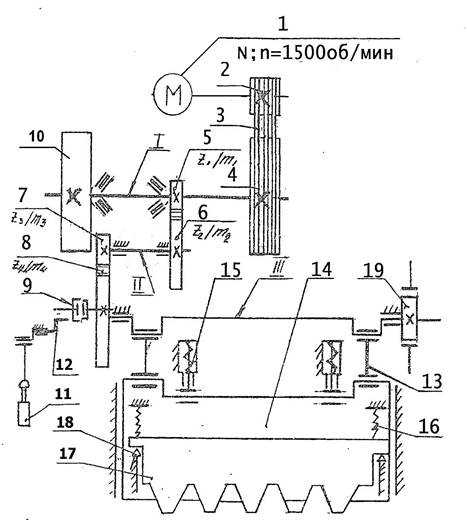
Смазка ножниц гильотинных кривошипных Н3118
- Основные трущиеся поверхности смазываются от рычажного шприца для густой смазки через масленки.
- Шестерни привода и подшипники смазываются путем закладывания смазки соответственно на зубья шестерни и в стаканы подшипников.
- В процессе работы ножницы нужно смазывать так, чтобы смазка выступала с боковых мест расположения подшипников. Выступающую из зазоров смазку нужно вытирать.
- Необходимо периодически проверять состояние масленок и маслопроводящих отверстий в деталях и обязательно их прочищать.
- Не реже одного раза в три месяца смазочные отверстия промывать чистым керосином.
Точки смазки ножниц Н3118
| С1 С6 | Опоры коленчатого вала |
| С2С5 | Шатунные шейки коленчатого вала |
| С3 С4 | Ось шатуна |
| С7 | Приводной вал |
| С8 | Муфта |
| С9 | Направляющая ножевой балки |
Режим смазки ножниц Н3118
| Способ смазки | Шприцевание |
| Режим смазки | Периодически во время работы |
| Марка смазочного материала | Солидол марки УС-2 ЦИАТИМ-201ГОСТ 6762-59 |
Характеристика ручного прибора
Существует также ручная гильотина, или механическая. В данном случае раскрой металла осуществляется за счет усилий от нажатия на педаль, от давления на рычаг и т. д. Такие станки используются на промышленных предприятиях, а также довольно часто в частных мастерских. Востребованность в данном оборудовании не пропадает, несмотря на то что существуют серьезные ограничения по толщине обрабатываемого материала. Как и в других моделях, ручная гильотина использует в качестве основного режущего элемента два ножа. Однако отличие заключается в том, что нижний нож у такого оборудования полностью неподвижен. Основная работа ложится на верхний нож, который либо перемещается вертикально вниз, либо вращается вокруг оси при помощи направляющих. У таких приспособлений на одном из концов балки имеется точка вращения, а на другом рычаг.
Если устройство способно разрезать заготовки с толщиной более чем 1 мм, то оно обязательно использует редуктор. Ручная гильотина для резки может использовать два типа привода, которые заставляют включаться в работу редуктор. Первый тип — ножной, включение осуществляется за счет нажатия на педаль. Второй тип — ручной, включение осуществляется за счет рычага. Стоит добавить, что некоторые модели механических станков могут быть оснащены обоими типами привода для включения мотора. Для того чтобы обеспечить точный разрез, необходимо установить станок на идеально ровной поверхности. Также нужно озаботиться тем, чтобы оборудование имело хорошую устойчивость.
3 Виды гильотинных ножниц по металлу
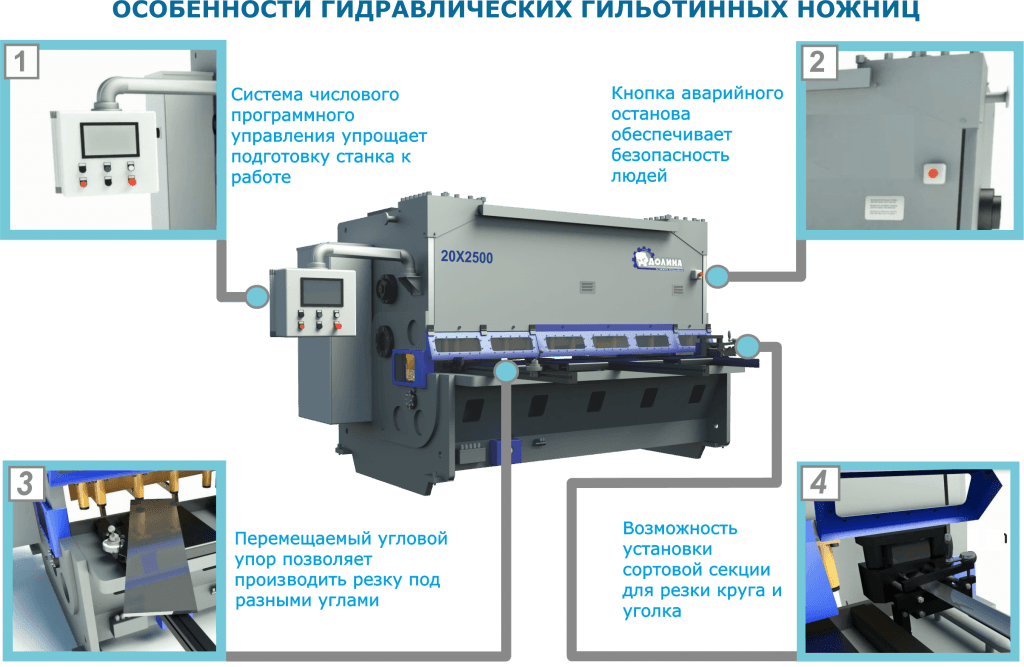
В зависимости от толщины, размеров и свойств разрезаемого материала, интенсивности эксплуатации станка в ряде случае достаточно использовать ножницы гильотинные ручные, а в других – требуется установка гидравлического или электромеханического оборудования. На сегодняшний день производители предлагают большой ассортимент разнообразных моделей станков с различными опциями.
Самые мощные установки оснащены электроприводом и используются на крупных предприятиях в серийном производстве. Управление таким оборудованием осуществляют с помощью системы ЧПУ или контроллера. Качество резки отличное в обоих случаях, но гильотинные ножницы с ЧПУ позволяют полностью автоматизировать рабочий процесс и более функциональны. Цена на станки по металлу, соответственно, также варьируется в очень широких пределах. Но по принципу работы на сегодняшний день выделяют 5 типов данных установок:
- Гильотинные ручные ножницы по металлу – простейшее оборудование, которое применяется в производстве наиболее широко. Станок разрезает тонкие металлические листы, оргстекло, пластмассу, плотный картон и резину. Так как для функционирования этого оборудования электроэнергия не нужна, то подведение дополнительных коммуникаций не требуется, и его можно разместить в любом помещении. Благодаря этому, стоимость производственных процессов гораздо меньше, чем при использовании других типов гильотинных установок. Работу станка обеспечивает механизм рычажно-пружинного действия.
- Гидравлические ножницы – используют преимущественно на средних и крупных предприятиях. Их отличает высокая точность разреза, а также возможность обработки металла различной толщины. Нож приводится в действие гидравлическим приводом. Фиксация листа производится по всей длине разрезания прижимными гидравлическими цилиндрами, а регулировка зазора между верхним и нижним режущими ножами осуществляется механическим способом. Высокая точность реза достигается за счет высокоточной линейки и большой массы конструкции станка.
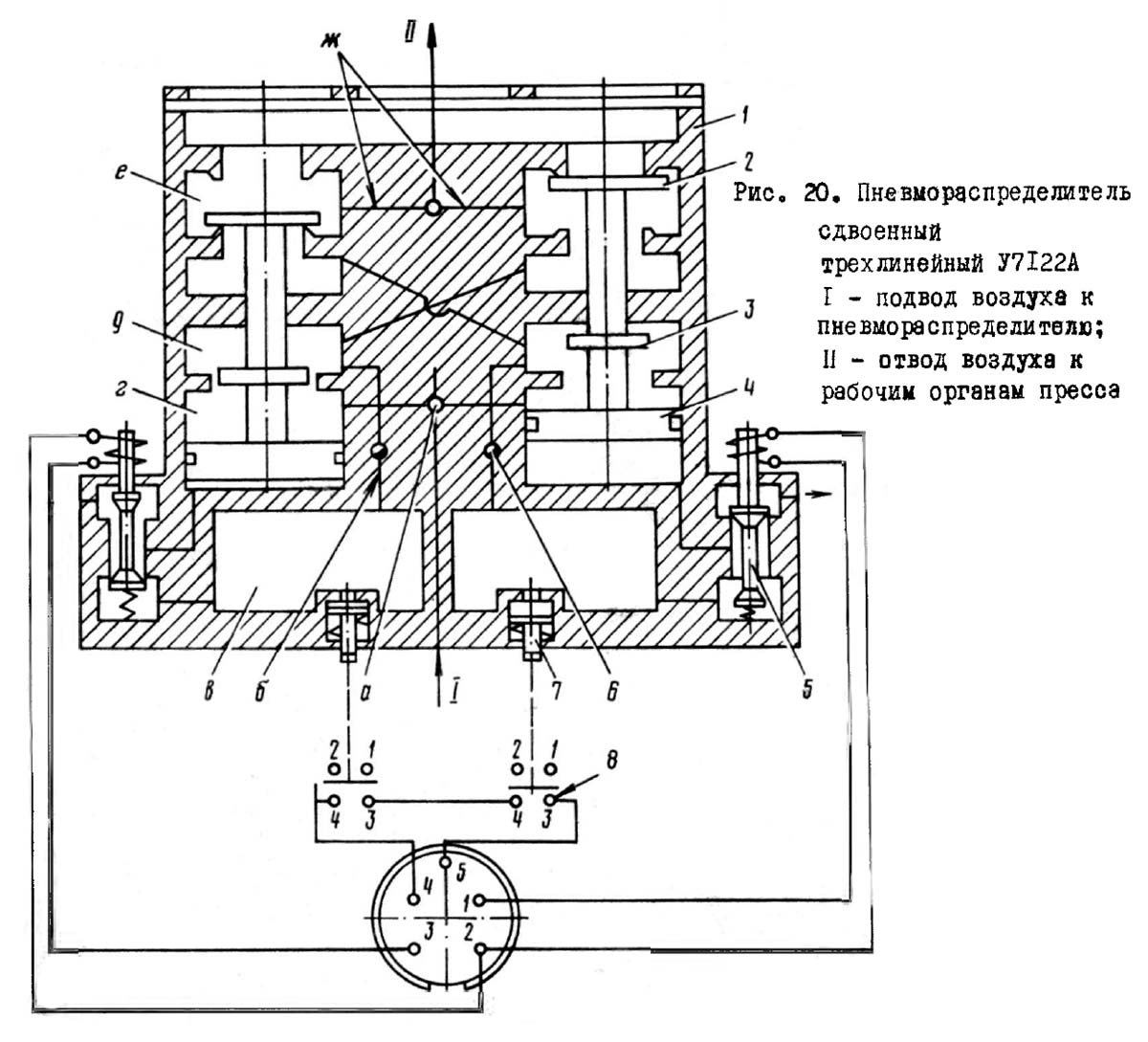
- Ножницы пневматические – принцип действия этого оборудования идентичен принципу гидравлических установок, но в них используется сжатый воздух, а не рабочая жидкость. Высокую точность резки обеспечивает задняя встроенная линейка. Работа механизма, основанная на давлении сжатого воздуха, позволяет обрабатывать заготовки большой толщины.
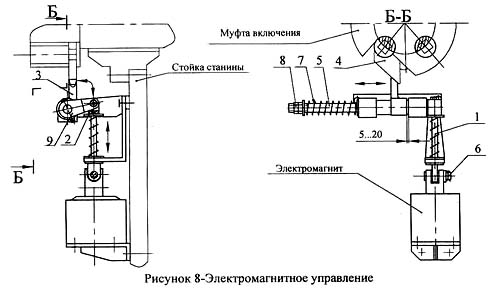
- Механические станки – это оборудование зарекомендовало себя как качественное и надежное, способное выполнять поставленные задачи. В то же время, они характеризуются низким уровнем электропотребления. Нож приводится в действие посредством карданного вала, получающего крутящий момент от электрического двигателя через промежуточную муфту.
- Электромеханическая гильотина – этот вид является самым продуктивным, потому что отличается значительным КПД и большой точностью разрезания, высчитываемого в микронах встроенным компьютером.
Существуют также комбинированные модели станков. Наиболее распространенная и популярная модель – пневматические ножницы НА3214 с наклонным ножом. Они надежны, просты в эксплуатации и ремонте. Предназначены для высокоточного разрезания листовых материалов с предельными характеристиками:
- прочность до 50 кгс/мм2 (500 МПа);
- ширина до 1,6 м;
- толщина до 2,5 мм.
Приводятся в действие кривошипным механизмом, лист фиксируется пневматическими цилиндрами. Задний упор имеет ручной привод, зазор между верхним и нижним режущими ножами настраивается вручную. В отличие от гидравлических ножниц, их возможно эксплуатировать при низких температурах, а благодаря отсутствию подтеков масла рабочая зона станка всегда чистая.
Конструктивные особенности электрических ножниц по металлу
Изучая, какие бывают ножницы, следует рассмотреть преимущества и недостатки электрифицированного инструмента. По внешнему виду электрические ножницы по металлу схожи с болгаркой. Небольшие модели оснащены узким корпусом продолговатой формы, благодаря чему их удобно держать в руке. Более габаритные, мощные варианты для удобства использования имеют выносную рукоятку.
Корпус электроножниц по металлу изготовлен из ударопрочного конструкционного ABS-пластика, во внутренней полости которого расположен двигатель. Передняя часть имеет многоступенчатый редуктор в металлическом кожухе. В данном узле осуществляется преобразование вращательного движения шпинделя в возвратно-поступательное, благодаря чему начинает работать режущая оснастка.

С виду электрические ножницы по металлу напоминают болгарку
Рабочий орган электроножниц работает по тому же принципу, что и у ручных моделей. При прохождении листового металла между статичным и подвижным элементами происходит его разрезание.
Статья по теме:
Электрические ножницы по металлу характеризуются рядом преимуществ перед ручным инструментом. Во время обработки листового металла не нужно прилагать никаких усилий, поскольку процесс выполняется автоматически, благодаря чему увеличивается производительность. Поскольку в процессе работы отсутствует необходимость тактильного контакта, вероятность получить травму сводится к минимуму.
Электроножницы можно использовать для резки толстых металлических заготовок толщиной до 5 мм. При этом обеспечивается ровный и чистый рез. Исключается вероятность деформации или повреждения целостности заготовки. Такой инструмент способен обработать цветные сплавы, композитные и полимерные материалы, с которыми не может справиться ручное приспособление. Электрические ножницы могут разрезать не только гладкие листы, но и профильные материалы. При помощи инструмента можно изготовить по шаблону сложные криволинейные элементы.

Электроножницами по металлу можно резать заготовки толщиной до 5 мм
Виды гильотин
Среди станков такого типа встречаются разные модели, отличающиеся принципом действия, конструкцией, назначением, степенью автоматизации, мощностью и другими параметрами.
К самым простым относятся ручные гильотины, которые обычно используются в небольших мастерских. С их помощью обрабатываются металлические элементы, толщина которых не превышает 1,5 мм., а длина ограничена 150 см.

Механическая настольная гильотина для резки металла приводится в действие с помощью электропривода. Ее использование дает больше возможностей, и позволяет работать с материалами толщиной до 3 мм., и шириной от 1,5 до 3 м. Одними из самых мощных считаются гидравлические машины, которые в свою очередь делятся на два вида:
- гильотинные маятниковые ножницы;
- гидравлические гильотинные ножницы.
Последние, в настоящее время являются наиболее функциональным решением, из представленных на рынке. Оснащение устройств такого типа также, может быть, расширено за счет использования многочисленных дополнительных элементов (специальных лезвий, поддонов, контроллеров ЧПУ, бамперов и так далее).
Чертеж ножа гильотинных ножниц Н3121-11-402
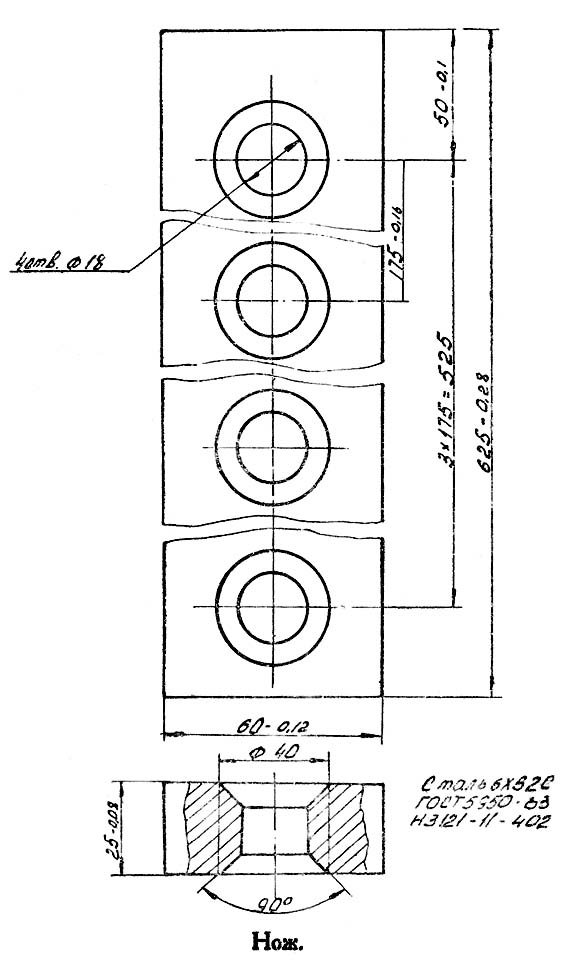
Чертеж ножа гильотинных ножниц Н3121-11-402
Нож для гильотинных ножниц 25 х 60 х 625
- Ножи должны изготавливаться из стали марок 5ХВ2С, 6ХВ2С и 6ХС по ГОСТ 5950—73
- Твердость ножей — HRC 54 … 58
- Допуск плоскостности поверхности Б — не более 0,1 мм на длине 100 мм
- Поле допуска размеров s а В комплекта ножей — по h11
- Допускаемая разность размеров ножей комплекта в месте стыка не более 0,03 мм
- H14; h14; ±IT14/2
- На ноже должна быть нанесена следующая маркировка: товарный знак предприятия-изготовителя, обозначение ножа, клеймо ОТК, шифр (номер) комплекта (для составных ножей).
- Остальные технические требования для комплекта ножей Н3121-11-402 по ГОСТ 25306-82 Ножи плоские к листовым ножницам. Основные и присоединительные размеры. Технические требования
Гидравлические гильотинные ножницы
Промышленное оборудование, предназначенное для раскроя металла, в котором используется гидравлическая система привода, обладает большим запасом мощности и отличается высокой производительностью. Его используют преимущественно в серийном или штучном производстве заготовок с прямолинейными кромками из металлопроката толщиной от 2 до 20 мм и длиной реза от 1 до 3 м.
Промышленные предприятия в своей производственной деятельности используют гидравлические станки, позволяющие производить раскрой листов шириной до 6 м и толщиной более 20 мм. Это оборудование обладает значительным весом и габаритами, и чаще всего его производят в единичных экземплярах.
При использовании гидравлических станков гильотинного типа режущее устройство создает давление, превышающее 400 мПа, по всей длине разрезаемого листа. В качестве основного рабочего элемента используются ножи, которые могут двигаться по прямой благодаря вертикальным направляющим или же по дугообразной траектории. Последний вариант в состоянии даже при оказании со стороны гидравлического привода меньшего усилия разрезать заготовки из более толстого металла или сплава повышенной прочности. Причём на точность реза это никоим образом не влияет.
Для контроля зазоров между ножами используется специальная таблица, а корректировка их расположения может осуществляться как в ручном, так и в полуавтоматическом или автоматическом режиме. Достаточно востребованной разновидностью гидравлических станков является оборудование с ЧПУ. Главными его достоинствами является минимальное время настройки и простота смены режима изготовления любого из десятка возможных видов продукции, для чего нужно нажать всего лишь на одну кнопку. Благодаря тому, что вся информация хранится в памяти станка, эта задача максимально упрощается.
Гидравлические ножницы гильотинного типа отличаются от аналогичных устройств бесшумностью в работе — во время раскроя металла ножи совершают движения плавно, не оказывая сильных воздействий ударного типа, которыми сопровождается рубка металла при использовании электромеханических и пневматических машин.
В решении вопроса безопасности эксплуатации гильотинных ножниц помогают фотодатчики, установленные в рабочей области, защитные экраны и ограничители хода подающего механизма. Для своевременного возврата балки в начальное верхнее положение используются пружины или накопительные амортизаторы.
Основные характеристики гильотин
Все ручные и автоматические устройства, которые предназначены исключительно для резки металла, имеют свои принципиальные характеристики работы. Например, большое значение имеют ножи для гильотинных ножниц, ведь от их качества зависит итог работы.
Ножи для гильотинных ножниц производятся, преимущественно, из твердых сплавов, обладающих повышенной прочностью.
И гидравлические, и электрические, и ручные гильотинные инструменты обязательно оснащаются фиксаторами, что минимизирует возможность получения различных травм и дает возможность делать рез максимально ровным.
Так, ручные гильотины оснащаются специальной педалью, которая приводит в действие ножевой механизм.
Такой же принцип имеют и кривошипные устройства. В свою очередь, и электрические, и гидравлические гильотинные ножницы приводятся в действие либо за счет программируемых аппаратов, либо при помощи механических приводов.
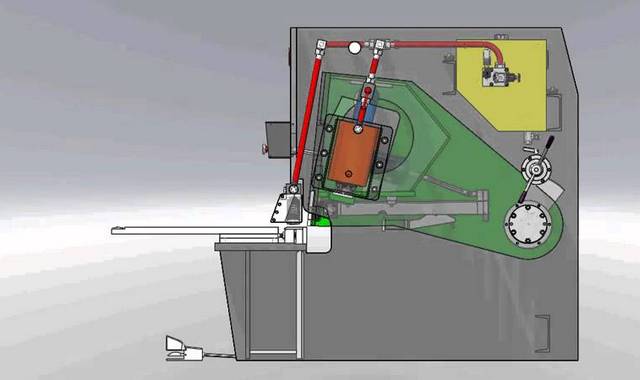
На фото, которое размещено ниже, можно увидеть гильотину с гидравлическим приводом.

Характеристики ножей у гильотин одинаковы для всех видов устройств.
На их поверхностях не должно быть зазубрин и других дефектов, кроме этого, кромка должна быть максимально острой, в противном случае произойдет изгибание материала, могут образоваться сколы.
Гильотина должна быть максимальной устойчивой и иметь жесткий и капитальный корпус станины.
Кривошипные гильотины, предназначенные для получения при резке крупных сечений материала, которые используются на крупных предприятиях, также имеют капитальный и максимально жесткий корпус станины.
Кривошипные гильотины и кривошипные ножницы могут также применяться для пробивки технических отверстий, для чего используется особая схема работы.
Все кривошипные устройства состоят из трех исполнительных механизмов, обеспечивающих выполнение ими задач по прямому назначению. На фото ниже можно увидеть кривошипные гильотины ручного действия.
ВАЖНО ЗНАТЬ: Описание станков гидроабразивной резки

Станок для резки металла своими руками
Резка металла может производиться не только на производстве.
Если возникает необходимость разреза листов металла, например, листов профильного алюминия, и получения ровного и гладкого среза, то ручная резак-гильотина может быть сделана самостоятельно.
Такой станок основным элементом имеет винтовой пресс-струбцина, к которому подсоединяется разрезающий инструмент.
Видео:
Стальное несущее основание у пресса должно быть не менее 10 миллиметров. Для того чтобы закрепить нижний нож и стол к основе, в нем делают сверлом пазы для фасонных болтов.
![Гильотинные ножницы резки металла [характеристики, изготовление]](https://takorest.ru/wp-content/uploads/f/1/0/f10edbd10717360c8521dc09e16a7573.jpeg)


ВАЖНО ЗНАТЬ: Обзор аппаратов плазменной резки металла
На эти болты надеваются направляющие трубки и привариваются к основе. Верхний нож, а точнее его лезвие, должно быть изготовлено из инструментальной стали.
Крепят его своими руками к головкам фасонных болтов и усиливающему ложементу. К основе нижний нож крепится с помощью пяти болтов.
Материалом, из которого делают стол, крышку пресса, может быть десяти миллиметровая фанера, текстолит, стеклотекстолит.
Резак должен быть устойчив, а для придания точности резки строго перпендикулярно к кромке нижнего ножа приклеивают линейку к столу пресса.
Работает станок, собранный своими руками, следующим образом.
Лист алюминия или другого листового металла нужно разместить на выдвижном столе и прижать к линейке. Зафиксировать своими руками, затягивая на стяжных шпильках пресса гайки, и привести в действие верхний нож с помощью гаек.