
Прокалка перед использованием
Обмазка электродов имеет пористую структуру. В сыром помещении она абсорбирует влагу, и расходник становится непригодным к использованию. Его покрытие крошится и хуже горит, расплавленный металл не получает необходимой защиты от окисления.
Это прогрев в специальной печи с контролем температуры и длительности. Расходники укладывают в формы, обеспечивающие всестороннее и равномерное поступление тепла.
Параметры процедуры производитель указывает на упаковке и в описании продукции на официальном сайте.
Для электродов УОНИ они составляют:
- температура: +250…+300˚С;
- время: 4 часа;
- кратность: не более 3 раз.
Прогретые электроды кладут в специальный герметичный пенал с теплоизолированными стенками. Его можно сделать своими руками из пластиковой трубы среднего диаметра.
Обмазка УОНИ не содержит органических компонентов, поэтому допускается увеличение температуры при прокалке до 400˚С.
Вне пенала электрод остается сухим в течение 8 часов. Если он за это время не будет израсходован, процедуру следует повторить, но не более 3 раз. В противном случае покрытие растрескается и отпадет.
Рекомендуем к прочтению Где используются электроды ОЗЛ-6

Прокалка перед использованием
Обмазка электродов имеет пористую структуру. В сыром помещении она абсорбирует влагу, и расходник становится непригодным к использованию. Его покрытие крошится и хуже горит, расплавленный металл не получает необходимой защиты от окисления.
Это прогрев в специальной печи с контролем температуры и длительности. Расходники укладывают в формы, обеспечивающие всестороннее и равномерное поступление тепла.
Параметры процедуры производитель указывает на упаковке и в описании продукции на официальном сайте.
Для электродов УОНИ они составляют:
- температура: +250…+300˚С;
- время: 4 часа;
- кратность: не более 3 раз.
Прогретые электроды кладут в специальный герметичный пенал с теплоизолированными стенками. Его можно сделать своими руками из пластиковой трубы среднего диаметра.
Обмазка УОНИ не содержит органических компонентов, поэтому допускается увеличение температуры при прокалке до 400˚С.
Вне пенала электрод остается сухим в течение 8 часов. Если он за это время не будет израсходован, процедуру следует повторить, но не более 3 раз. В противном случае покрытие растрескается и отпадет.
Рекомендуем к прочтению Как используются графитовые электроды
Кромки для труб
К соединениям из труб, в частности к трубопроводам, предъявляются повышенные требования. Они являются наиболее трудными при сварке, требуют прочности, надежности и долговечности. Разделка кромок под сварку трубопроводов из стали определена требованиями ГОСТа 16037.
Большое значение придается перпендикулярности оси трубы к ее торцевой поверхности. Чтобы выдержать это требование, перед началом разделки кромок следует совершить обрезку торцов и проконтролировать получение требуемого прямого угла. Угол раскрытия должен составлять 60-70 градусов. Величина притупления кромок составляет 2-2,5 мм. Кромки под сварку труб могут обрабатываться различными способами: с помощью механической обработки, газовой резкой и другими.
При сборке соединения необходимо отслеживать, чтобы совпадали оси и поверхности стыков. Жесткое требование предъявляется к величине зазора. Его значение находится в диапазоне 2-3 мм. Чтобы не произошло перекоса соединения, зазор должен быть одинаковым по всей окружности.
Технические характеристики
Конструктивное изделие — это металлический стержень, изготовленный из электропроводной проволоки марок Св-08 или Св-08А (ГОСТ 2246-70), на котором имеется покрытие толщиной не менее 3,75 мм. Электроды ЦУ выпускаются диаметром 2,5 мм и длиной 300 мм с покрытием, относящимся к основному типу. В него входят шпат плавиковый, карбонаты кальция, магния и связующие вещества.
Рисунок 1 — Электроды ЦУ-5
Металл шва получается вязкотекучим из-за того, что перенос металла в процессе сваривания происходит крупными и средними каплями. Шов обладает повышенной пластичностью. Образующаяся защитная среда в процессе сваривания не допускает появления трещин, как холодных, так и горячих, пор в металле шва и зоне возле него.
Электроды обеспечивают раскисление и легирование сварного шва. Технические характеристики соответствуют требованиям, изложенным в ГОСТ 9466-75, 9467-75, международным действующим стандартам AWS A5.1, EN ISO 2560 и DIN 1913. Поставляются расходные материалы в картонной упаковке весом 1, 3 или 4 кг. Ориентировочно в каждом кг содержится 58 штук электродов.
Технические и механические характеристики указаны в 1 таблице.
| Наименование | Единица измерения | Показатель |
|---|---|---|
| Производительность | кг/час | 0,9 |
| Коэффициент наплавки | г/А·ч | 9,5 |
| Расход электродов на 1 кг наплавленного металла | кг | 1,7 |
| Временное сопротивление | МПа | 490 |
| Ударная вязкость | Дж/см2 | 137 |
| Относительное удлинение | % | не менее 20 |
Химический состав наплавленного металла после его остывания указан во 2 таблице.
| Наименование элемента | Процентное содержание |
|---|---|
| Углерод | 0,06 ÷ 0,12 |
| Марганец | 1,00 ÷ 1,60 |
| Кремний | 0,20 ÷ 0,50 |
| Сера, не более | 0,03 |
| Фосфор, не более | 0,035 |
Это интересно: Электроды марки ЦТ-15 — основные характеристики
Условное изображение сварных швов на чертежах согласно ГОСТ 2.312-72 «Условные изображения и обозначения швов сварных соединений»
В соответствии со стандартом ГОСТ 2.312-72 для условного изображения сварного шва независимо от способа сварки используется два типа линий: сплошная, если шов видимый или штриховая, если шов невидимый.
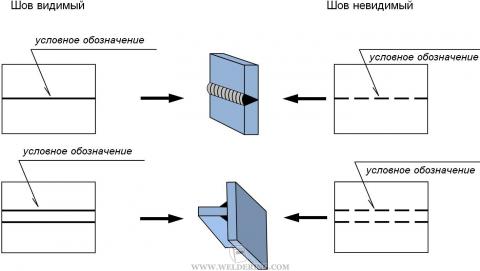
На линию шва указывает односторонняя стрелка.
Стрелка может выполняться с полкой для размещения условного обозначения шва и при необходимости вспомогательных знаков. Условное обозначение размещают над полкой, если стрелка указывает на лицевую сторону сварного шва (т.е. если он видимый), или под полкой, когда шов расположен с обратной стороны (т.е. если шов невидим). При этом, за лицевую сторону одностороннего шва сварного соединения принимают сторону, с которой производят сварку. За лицевую сторону двухстороннего шва сварного соединения с несимметрично подготовленными кромками принимают сторону, с которой производят сварку основного шва. За лицевую сторону двухстороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона.
Вспомогательные знаки.
| Шов выполнить при монтаже изделия (монтажный шов). | |||
| Шов по замкнутой линии. | |||
| Шов по незамкнутой линии. | |||
| Шов прерывистый с цепным расположением. | |||
| Шов прерывистый с шахматным расположением. | |||
| Снять выпуклость шва. | |||
| Наплывы и неровности шва обработать с плавным переходом к основному металлу. |
На приведенной ниже схеме показана структура условного обозначения стандартного сварного шва.
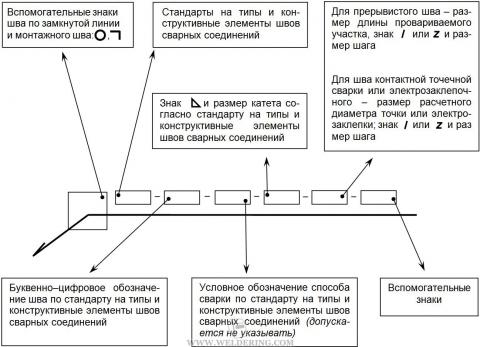
Буквенно–цифровое обозначение шва по соответствующему стандарту представляет собой комбинацию состоящую из буквы определяющей тип сварного соединение и цифры указывающей вид соединения и шва, а также форму разделки кромок. Например: С1, Т4, Н3.


Для обозначения сварных соединений используются следующие буквы:
- С – стыковое;
- У – угловое;
- Т – тавровое;
- Н – нахлесточное;
- О – особые типы, если форма шва не предусмотрена ГОСТом.
Условные обозначения швов для некоторых способов сварки представлены в таблице:
| ГОСТ 5264-80. Швы сварных соединений, ручная дуговая сварка | Стыковое | С1 — С40 |
| Тавровое | Т1 — Т9 | |
| Нахлесточное | Н1 — Н2 | |
| Угловое | У1 — У10 | |
| ГОСТ 14771-76. Швы сварных соединений, сварка в защитных газах | Стыковое | С1 — С27 |
| Тавровое | Т1 — Т10 | |
| Нахлесточное | Н1 — Н4 | |
| Угловое | У1 — У10 |
Обозначения способа сварки (А, Г, УП и другие) указывается в стандарте, по которому выполняется указанный на чертеже процесс сварки.
Условные обозначения некоторых способов сварки представлены ниже, например:
- А – автоматическая сварка под флюсом без применения подкладок и подушек и подварочного шва;
- Аф – автоматическая сварка под флюсом на флюсовой подушке;
- ИН – сварка в инертных газах вольфрамовым электродом без присадочного металла;
- ИНп – сварка в инертных газах вольфрамовым электродом, но с присадочным металлом;
- ИП – сварка в инертных газах плавящимся электродом;
- УП – сварка в углекислом газе плавящимся электродом.
Сварочные характеристики
Особенности электродов:
- диаметр изделий – 1-5 мм;
- покрытие – рутиловое;
- разбрызгивание металла – не превышает 4%;
- часовой расход – 1,65 кг.
Горение дуги остается ровным на протяжении всего процесса сварки.
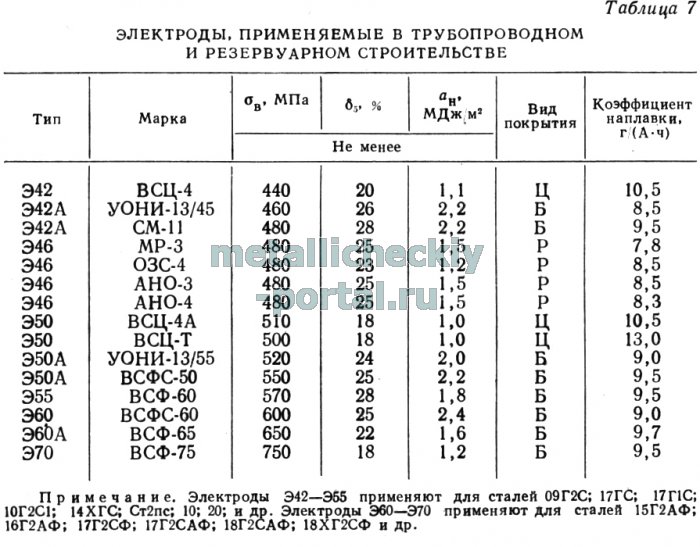
Материал шва выдерживает:
- на разрыв – не менее 460 МПа;
- удлинение – 18%;
- вязкость – 80 Дж/см²;
- угол загиба соединения – 150°.
Рекомендуем к прочтению Правила подбора электродов для сварки чугуна
Значение имеют и другие параметры.
Химический состав шва
Место соединения деталей даже у человека без опыта работы получается прочным. Расплавленный и застывший металл содержит элементы, представленные в таблице.
| Наименование | Количество в % |
| Углерод (С) | 0,1 |
| Кремний (Si) | 0,3 |
| Магний (Mn) | 0,5-0,8 |
| Сера (S) | 0,04 |
| Фосфор (Р) | 0,045 |
Приведенный перечень соответствует государственным стандартам, его требуется соблюдать при производстве электродов на всех заводах. На практике состав шва несколько отличается при сварке стержнями разных изготовителей.

Ровный сварочный шов.
Физические свойства
Рутиловая обмазка состоит из диоксида титана и других веществ: кремнезема, карбоната кальция, ферромарганца. Смесь позволяет варить влажные и поврежденные коррозией детали. Можно выполнять соединения в неповоротных стыках, часто встречающихся на трубопроводах.
В состав проволоки Св-08 (из нее сделаны электроды) входят добавки, способные повышать поверхностное натяжение в сварочной ванне. Это позволяет накладывать вертикальные и потолочные швы без вытекания металла.
Максимально допустимое содержание влаги в обмазке – 0,9%. При больших значениях стержни прокаливают 30-40 минут. Температура составляет 120°С. В дальнейшем электроды используют для сварки цветных и черных металлов, в т.ч. и алюминия.
При покупке следует выбирать сухие изделия. Не стоит останавливаться на дешевой продукции, лучше приобрести товар подороже, но популярных производителей.

При сварке электродом АНО-21 брызг почти нет.
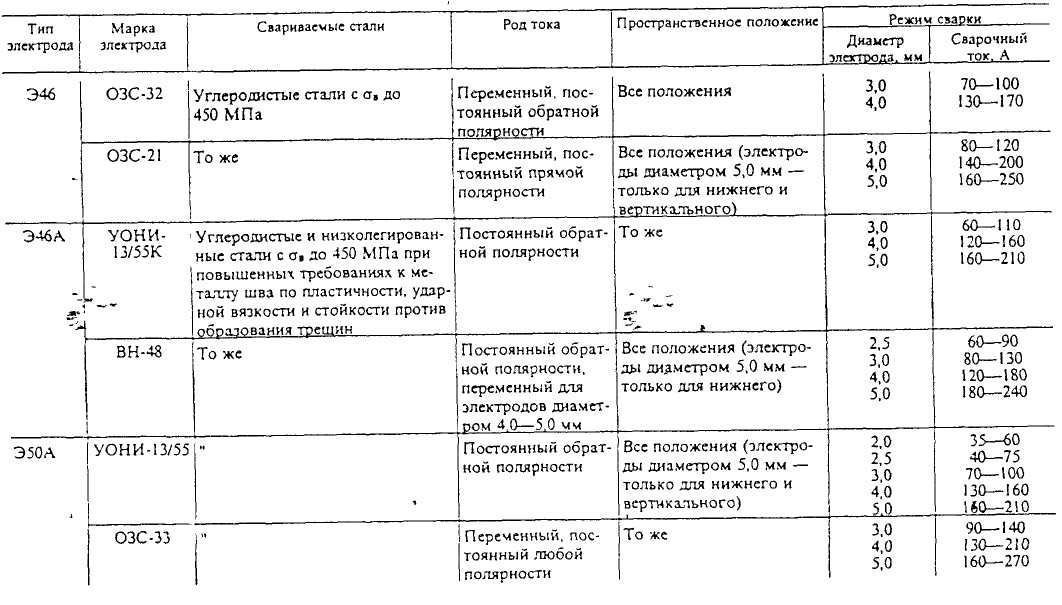
Режимы сварки
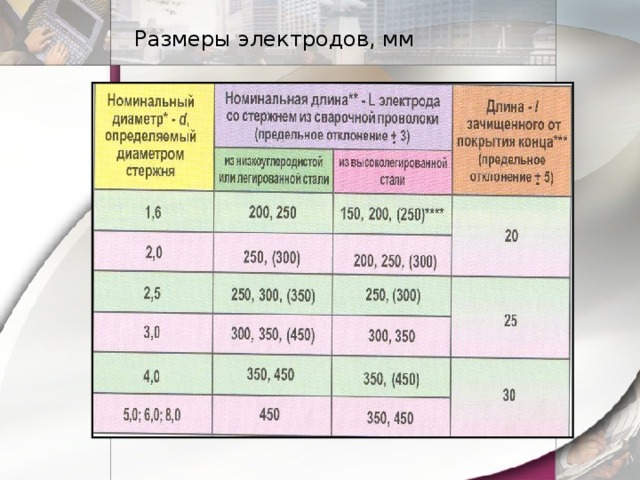
Эти показатели зависят от толщины электрода. Параметры указаны в таблице с обозначением пространственного расположения шва.
| Диаметр (мм) | Длина (см) | Количество (1 кг) | Ток (А) | ||
| Нижнее | Вертикальное | Потолочное | |||
| 2 | 30 | 95 | 60-100 | 70-80 | 80-100 |
| 2,5 | 30 | 58 | 70-120 | 70-100 | 90-110 |
| 3 | 35 | 40 | 100-150 | 90-110 | 110-140 |
| 4 | – | – | 160-190 | 150-170 | 150-180 |
| 5 | – | – | 170-220 | 150-190 | 120-160 |
Не рекомендуется сваривать заготовки толщиной более 5 мм и стыки труб с последующим нагнетанием давления.
Правила сварки
При тавровом соединении нужно избегать непроваров, следует правильно перемещать электрод, предотвращая появление дефектов. В основном электрод располагается в плоскости ровно между привариваемыми деталями. Направлять электрод нужно снизу вверх (поднимать расплавленый метал и смешивать его с электродным расплавлением) по простой причине того, что расплавленный метал будет стекать на нижний.
Лучше всего наклонить поверхности под углом 45 градусов ( сварка в лодочку), тогда шов получится правильного сечения и работать под таким углом будет проще.
Не забудьте! Так же нужно учитывать зазор, для хорошего проплавления.
Прежде чем начать сварку, обязательно делаются прихватки. Предварительно измеряется конструкция, углы соединений должны быть 90 градусов
Перед работой нужно настроить ток, подобрать нужный электрод, обратить внимание на свариваемые поверхности, запастись нужными знаниями и практикой. Обязательно ознакомиться с техникой безопасности и приобрести нужную рабочую форму
Формы скосов кромок
Стоит рассмотреть различные виды оформления торцов, зависит от толщины заготовки, физических свойств металла, способа сварки.
V-образная
V-образный скос
Самая популярная разделка, практикуется для всех видов сварки, пластин толще 3–5 мм. Заключается в симметричном скосе краев у одной и другой заготовки. Используются все существующие виды обработки.
X-образная
X-образный скос
Такая разделка толстых пластин проводится при двухстороннем соединии. По сути – это два встречных V-образных соединения, металл проваривается на всю глубину. Образуется шов, способный работать под нагрузкой. Шов наплавляется слоями, валики образуются широкими. Рекомендованный угол скоса – 45 или 60° в зависимости от физических свойств заготовок. Для вязких нужен большой скос, текучие варят с наименьшим углом скоса.
Х- и К-образные скосы делают на заготовках толщиной от 12 до 40 мм. При ручной сварке стальных заготовок плавящимися электродами скашивают кромки свыше 5 мм, при односторонней или симметричной разделке совокупный угол должен быть не менее 60°, но не более 80°. Наклон влияет на прочность шва.
U-образная
U-образный скос
Края разделывают с одной или двух сторон. Сделать углубление правильной формы новинкам бывает сложно, для этого требуется практика. Особенностью такой разделки заготовок толщиной от 20 до 60 мм считают экономию расходных материалов, быстрый провар. При U-образном оформлении скоса образуется ровный шовный валик, зона термического влияния меньше, чем при V-образной разделке.
K-образная
K-образный скос
Этот способ оформления краев толстостенных деталей схож с Х-образной разделкой. К-образная предусматривает скос кромок только одной из заготовок, метод применяется при двухсторонней сварке. Нужно учитывать, что деталь со скошенными гранями прогревается сильнее.
Односторонняя применяется для стыковых и угловых швов (V или U), двухсторонняя при стыковой, когда заготовки проваривают снизу и сверху (K или X). Угол скоса кромок под сварку зависит от вида сварочного оборудования:
- для газовой рекомендуемый угол наклона в пределах 45°;
- электродуговой – 30-35°.
Притупление краев делается на высоту от 1 до 3 мм.
Подготовка кромок технологических трубопроводов (НГДО4,12, ОХНВП16, МО2, ГДО)
Отклонение от перпендикулярности торца трубы относительно образующей: 05мм. для Dу до 65мм.; 1,0мм. для Dу св.65мм. до 125мм.; 1,5мм для Dу свыше 125мм. до 500мм.; 2,0 мм для Dу свыше 500мм.(п. 7.1.18. ПБ 03-585-03)
Кромки труб (элементов) и прилегающие к ним участки по внутренней и наружной поверхностям шириной не менее 20 мм. должны быть очищены от ржавчины и загрязнений до металлического блеска и обезжирены (п. 7.1.19. ПБ 03-585-03)
Газовую, воздушно-дуговую или плазменную резку труб из закаливающихся теплоустойчивых сталей необходимо производить с предварительным подогревом 200-250 С и медленным охлаждением. После резки кромки должны быть проконтролированы капиллярной или порошковой дефектоскопией. Обнаруженные трещины удаляются механической зачисткой по всей кромке. (п.п. 7.1.16., 7.1.17 ПБ 03-585-03)
После термической резки кромки труб из закаливающихся сталей должны быть зачищены на глубину не менее 3 мм., а из углеродистых и аустенитных сталей на глубину не менее 0,5 мм. от наибольшей впадины реза (п.п. 18.20,18.21 РД 38.13.004)
Подготовка кромок трубопроводов котельного оборудования (КО1,2)
Концы труб из углеродистых и низколегированных сталей разрешается обрабатывать кислородной, плазменно-дуговой или воздушно-дуговой резкой с последующей зачисткой кромок режущим или абразивным инструментом до удаления следов огневой резки.Подготовленные к сборке кромки должны быть без вырывов, заусенцев, резких переходов и острых углов.
Кромки и прилегающие к ним участки поверхностей деталей должны быть зачищены до металлического блеска и обезжирены на ширину: по наружной поверхности не менее чем на 20 мм. от кромки разделки, –по внутренней не менее 10 мм. При установке штуцера поверхность со стороны наложения шва должна быть зачищена на ширину 15-20 мм. от отверстия, а поверхность очка на всю глубину. (п. 6.2.4. РД 153-34.1-003)
Кислородную резку труб из хромо молибденовых и хромо ванадиевых сталей с толщиной стенки более 12 мм. при температуре воздуха ниже 0 С необходимо производить с предварительным подогревом 200 С и медленным охлаждением. (п. 6.1.5. РД 153-34.1-003)
При термической резке высоколегированных сталей (мартенситного мартенситно-ферритного и аустенитного классов)должен быть предусмотрен припуск не менее 1 мм. на последующую механическую обработку (п. 6.1.4. РД 153-34.1-003)
Подготовка кромок строительных конструкций
Непосредственно перед сваркой кромки и прилегающие к ним участки на ширину 20 мм. при ручной или механизированной дуговой сварке и не менее 50 мм. для автоматической, а также места примыкания начальных и выводных планок должны быть тщательно очищены от окалины грязи, краски, масла, ржавчины,влаги, снега и льда. (п. 5.6. РД 3415.132, п.1.4.2 ОСТ 36-58, п. 6.5 ОСТ 36-60)
Огневую резку кромок деталей из стали С345 и более прочных при температуре окружающего воздуха ниже минус 15 С нужно проводить с предварительным подогревом металла в зоне реза до 100 С. (п. 5.5. РД 3415.132)
После термической (кислородной, воздушно-дуговой, плазменной)
резки поверхности реза должны быть механически обработаны:
- на элементах из сталей С235 до С285 – до удаления следов резки
- на элементах из сталей С345 до С375 – с удалением слоя толщиной не менее 1 мм.
- на элементах из сталей С390 до С440 — с удалением слоя толщиной не менее 2 мм.
При обработке абразивным инструментом следы зачистки должны быть направлены вдоль кромок (п. 5.3. РД 34 15.132).
§ 59. Расчет режимов ручной дуговой сварки.
Для расчета режима ручной дуговой сварки необходимо знать: диаметр электрода; силу сварочного тока; напряжение на дуге; площадь поперечного сечения шва, выполняемого за один проход; число проходов; род и полярность тока.
Диаметр электрода определяют в зависимости от толщины листов свариваемого металла:
При выполнении угловых швов диаметр электрода выбирают от размера катета шва:
Максимальное поперечное сечение металла, наплавленного за один проход, составляет 30-40 мм 2 , поэтому для определения числа проходов необходимо площадь поперечного сечения сварного шва разделить на 30-40 мм 2 .
Силу сварочного тока для ручной дуговой сварки определяют по формуле I=(πd 2 /4)i, где I — сила сварочного тока, А; π — число 3,14; d — диаметр электрода, мм; i — плотность тока, А/мм 2 .
Допускаемая плотность тока на электроде, А/мм 2 :
Обозначение на чертеже
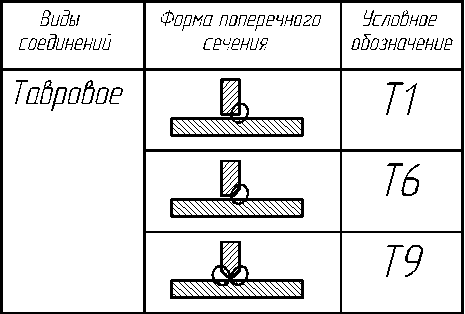
По стандартам для всех видов сварки на чертежах тавровое соединение обозначается буквой Т, далее идет классификационный номер шва, предполагающий тип его создания. Для наглядности все условные обозначения сведены в таблице.
| Обозначение углового шва | Вид углового шва | Скосы кромок |
| Толщина свариваемых деталей от 2 до 40 мм | ||
| Т1 | Односторонний простой. | — |
| Толщина свариваемых деталей от 15 до 100 мм | ||
| Т2 | Односторонний прерывистый. | — |
| Т3 | Двухсторонний. | — |
| Т4 | Двухсторонний с шахматным расположением. | — |
| Толщина свариваемых деталей от 30 до 120 мм | ||
| Т5 | Двухсторонний прерывистый. | — |
| Толщина свариваемых деталей от 3 до 60 мм | ||
| Т6 | Односторонний; | скошена со стороны шва. |
| Т7 | Двухсторонний; | скошена с одной стороны. |
| Толщина свариваемых деталей от 8 до 100 мм | ||
| Т8 | Двухсторонний; | криволинейно скошена с одной стороны на 2/3 толщины детали. |
| Т9 | Двухсторонний; | симметричные с 2 сторон. |
| Толщина свариваемых деталей от 12 до 100 мм | ||
| Т10 | Двухсторонний; | симметричные с 2 сторон. |
| Т11 | Двухсторонний; | симметричные с 2 сторон криволинейно скошенные. |
Криволинейные скосы с неровной поверхностью обеспечивают формирование сложного шовного валика таврового стыка. При шахматной укладке величина второго зазора больше, чем первого. При двухсторонней разделке кромок образуется прочное тавровое соединение, работающее на излом.
Виды тавровых швов, указанные в таблице, применяются при монтаже различных сварных конструкций. Существует система дополнительных знаков, обозначающих дополнительную обработку швов, размер катета, длину провариваемого участка. Эта информация указывается на выносных стрелках.
Электроды – устройство и принцип действия.
Появление новых видов сварок (MIG/MAG, TIG) немного расширило ассортимент материалов, применяемых для сварки, но основным расходным материалом сварочных работ до сих пор остаются плавкие штучные электроды для ручной сварки (MMA). Это неудивительно – снижение цен на компактные сварочные трансформаторы и сварочные инверторы привело к тому, что сварка перестала быть уделом специалистов и сварочный аппарат сегодня есть у многих. Соответственно, обилие различнейших электродов на прилавках может вогнать в ступор даже опытного мастера.
Вообще, большинство характеристик электродов имеет рекомендательный характер. Вполне можно при сварке переменным током железных деталей использовать электроды для нержавейки, да еще и предназначенные для постоянного тока. Но при неправильном использовании электродов качество шва будет намного хуже, да и процесс сварки может вызывать немалые затруднения. Поэтому, прежде чем начать использовать свежекупленный сварочный аппарат, надо разобраться, какие электроды подойдут к нему и к каждому конкретному свариваемому материалу.
Устроен электрод достаточно просто – металлический стержень из электропроводного материала, покрытый обмазкой (покрытием). Назначение стержня – создавать электрический контакт между анодом и катодом для поддержания электрической дуги и (в случае плавкого электрода) служить источником металла для шва. Основное назначение обмазки – создавать при горении газовую защиту для предотвращения окисления расплавленного металла. Кроме того, компоненты обмазки могут служить для стабилизации горения дуги, облегчения розжига дуги и изменения свойств металла шва.
Особенность использования покрытых электродов – в образующейся поверх сварочной ванны пленке продуктов сгорания обмазки — шлака. Шлак легче расплавленного металла, и, пока металл находится в жидком состоянии, шлаковая пленка покрывает его сверху, улучшая защиту сварочной ванны. Но если шов делается в несколько проходов, перед каждым последующим проходом остывший шлак следует счищать, иначе вкрапления шлака могут остаться в глубине шва, что очень сильно снизит его прочность. Также шлак следует счищать после окончания сварки, особенно, если предполагается последующая покраска сваренных деталей.
Различают три вида ручной сварки плавким электродом: переменным током, постоянным током прямой полярности и постоянным током обратной полярности.
При сварке переменным током анод и катод меняются местами с частотой питающей сети, дуга нестабильна и требует не только использования подходящих электродов, но и немалого опыта сварщика. Плюсом сварки переменным током является минимальное магнитное отдувание электрической дуги – отклонение дуги в сторону под действием электромагнитных сил, возникающих в свариваемых деталях. В большинстве случаев это преимущество не будет заметно, но иногда стыковые и угловые швы проще варить переменным током.
Кроме того, сварка переменным током оптимальна при сварке алюминиевых сплавов. Хотя наилучший эффект дает сварка алюминия TIG-методом в среде аргона, существуют и электроды по алюминию для MMA-сварки без создания защитной газовой среды, и ими лучше варить переменным током. В то же время сварка алюминия простой ручной сваркой сложна и требует от сварщика особых навыков и немалого опыта.

При сварке постоянным током следует иметь в виду, что анод (положительный полюс) всегда нагревается сильнее катода. Поэтому сварку током прямой полярности (когда вывод «+» подведен к детали, а «-» — к электроду) применяют при сваривании толстостенных элементов и при резке металла. А сварку обратной полярности – наоборот – при сварке тонкостенных элементов и при сварке металлов, не любящих сильного нагрева. Следует иметь в виду, что форма дуги при прямой и обратной полярности разная и пятно контакта дуги с металлом в случае обратной полярности имеет меньшую площадь. Вследствие этого при сварке постоянным током обратной полярности глубина проплавления больше, но площадь сварочной ванны меньше, шов тоньше.
Сертификация качества
Электроды, предназначенные для промышленного применения или для соединения ответственных конструкций, подлежат обязательной сертификации.

Электроды подлежат обязательной сертификации.
Официальный документ на территории РФ выдается Национальным Агентством Контроля Сварки (НАКС) производителям инструментов и имеет ограниченный срок действия (3 года).
В документе указываются:
- тип аттестации (первичная или периодическая);
- марка и диаметр электродов;
- методики тестирования и дополнительная информация.
При оформлении сертификата контролирующий орган получает тестовую партию электродов и проводит сварочные работы с последующим разрушающим контролем шва. Полученные результаты подтверждают соответствие продукции стандартам, при отклонении параметров свидетельство не выдается. Наличие сертификата позволяет использовать электроды для сварки ответственных конструкций, но в случае повреждения шва из-за недостаточной прочности металла шва производитель несет материальную и уголовную ответственность в соответствии с законодательством РФ.
Рекомендуем к прочтению Общие характеристики и конструктивные особенности наплавочных электродов типа Т590
Электроды для сварочного инвертора
Для выполнения сварочных работ необходимо правильно выбрать не только сварочный инвертор, но и правильно подобрать к нему сварочные электроды. Электроды для ручной дуговой сварки изготавливают в виде стержней, выполненных из холоднотянутой калиброванной сварочной проволоки. На поверхность стержня наносят слой покрытия, обеспечивающего устойчивое горение дуги и защищающего сварочную ванну от атмосферного воздействия. Большое разнообразие электродов, а также принципов классификации, может затруднить их правильный выбор начинающим сварщиком.
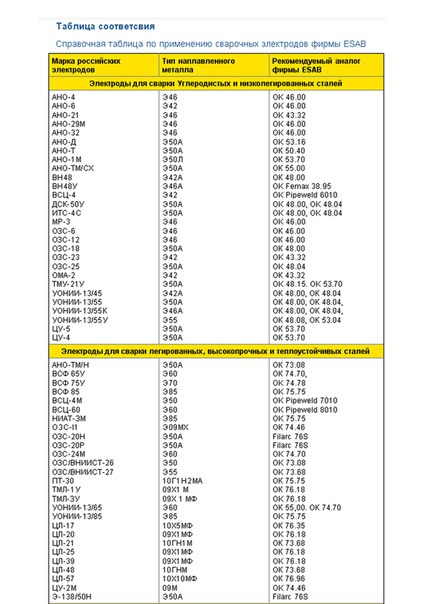
Наиболее распространенные и качественные марки электродов, применяемые для сварки сварочными инверторами, это электроды ОК-46.00 ОЗС-12 и УОНИИ-13/55 производства (Санкт-Петербург, Россия), а также электроды АНО-4, АНО-21 , ОЗС-12, а для особо ответственных конструкций УОНИИ-13/55 производства «Судиславского завода сварочных материалов» (ООО «СЗСМ» г. Судиславль, Россия).
АНО-4 СЗСМ – универсальный электрод для сварки корпусных конструкций из углеродистых сталей. Легкая отделяемость шлака. Покрытие – рутиловое. Диаметр — 3мм и 4мм.
АНО-21 СЗСМ – универсальный электрод общего назначения для сварки конструкций из низкоуглеродистой стали как переменным, так и постоянным током. Сварка производится преимущественно на короткой длине дуги. Диаметр — 2мм и 2,5мм.
ОЗС-12 СЗСМ — электрод отличает легкое зажигание и высокая эластичность дуги, возможность сварки по окисленным поверхностям. Сварка конструкций из углеродистой стали. Диаметр 3,0мм. ОК-46.00 ЭСАБ-СВЭЛ – универсальный электрод, обеспечивающий высокие свойства шва. Легко поджигается, в том числе и повторно. Не чувствителен к ржавчине и поверхностным загрязнениям. Рекомендуется для сварки углеродистых конструкционных и судовых сталей. Диаметр 2,0мм, 2,5мм, 3мм и 4мм.
ОЗС-12 ЭСАБ-СВЭЛ — электрод отличает легкое зажигание и высокая эластичность дуги, возможность сварки по окисленным поверхностям. Сварка конструкций из углеродистой стали. Диаметр 2,5мм, 3мм и 4мм.
УОНИИ-13/55 ЭСАБ-СВЭЛ — электрод для сварки особо ответственных конструкций из углеродистых и низколегированных сталей на постоянном токе, когда к металлу сварных швов предъявляют повышенные требования по пластичности и ударной вязкости. Покрытие – основное. Диаметр — 2,5мм, 3мм, 4мм и 5мм.
Для односторонней сварки трубопроводов большого диаметра применяют низководородные электроды пр-ва Япония — KOBELCO LB-52U или Nittetsu-16W.
При покупке электродов обращайте внимание на срок их годности. Просроченные электроды не обеспечат качественной сварки, т.е
надежного соединения деталей! Хранить электроды необходимо в сухих помещениях в специальной упаковке, которая предотвратит попадание влаги. Если все же электроды отсырели, то поможет их просушка или прокалка. При сварке ответственных конструкций или трубопроводов для прокалки электродов применяют печи — переносные типа ЭПСЭ-10/400 или стационарные типа ПСПЭ-50/400, а для хранения прокаленных электродов на рабочем месте — термопеналы ТП-5/150.