
Среднелегированные стали
Среднелегированные стали содержат углерод в количестве от 0,4% и более. Они легированы в основном Ni, Mo, Cr, V, W. Оптимальное сочетание прочности, вязкости и пластичности достигается после закалки и низкого отпуска. Такие среднелегированные стали, как ХВГ, ХВСГ, 9ХС, пользуются большим спросом за счет своих легирующих добавок при изготовлении сверл, разверток и протяжек.
Эти стали выплавляют из чистых шихтовых материалов для повышения пластичности и вязкости. Также их тщательным образом очищают от фосфора, серы, газов и различных неметаллических включений. В этом случае стали могут подвергаться электрошлаковому или вакуумно-дуговому переплаву, рафинированию в ковше жидкими синтетическими шлаками. Хорошее сочетание прочности, вязкости и пластичности среднелегированных сталей достигается термомеханической обработкой.
Технология сварки среднелегированных металлов
Чтобы обеспечить эксплуатационную надежность сварных соединений, нужно при выборе сварочных материалов стремиться к получению швов такого химического состава, при котором их механические свойства имели бы требуемые значения. Степень изменения этих свойств зависит от доли участия основного металла в формировании шва. Поэтому следует выбирать такие сварочные материалы, которые содержат легирующих элементов меньше, чем основной металл. Легирование металла шва за счет основного металла позволяет повысить свойства шва до необходимого уровня.
При сварке среднелегированных глубокопрокаливающихся высокопрочных сталей нужно выбирать такие сварочные материалы, которые обеспечат получение швов, обладающих высокой деформационной способностью при минимально возможном количестве водорода в сварочной ванне. Это достигается применением низколегированных сварочных электродов, не содержащих в покрытии органических веществ и подвергнутых высокотемпературной прокалке. Одновременно при выполнении сварочных работ следует исключить другие источники насыщения сварочной ванны водородом (влага, ржавчина и другие).
Высокое качество сварных соединений толщиной 3…5 мм достигается при аргонодуговой сварке неплавящимся электродом. При этом для увеличения проплавляющей способности дуги применяют активирующие флюсы (АФ). Сварка с АФ эффективна при механизированных способах для получения равномерной глубины проплавления. Неплавящийся электрод при сварке с АФ выбирают из наиболее стойких в эксплуатации марок активированного вольфрама.
Газовая сварка легированных сталей осуществляется ацетиленокислородом, который обеспечивает качественный сварной шов. Газы-заменители в данном случае применять не рекомендуется. Но даже ацетиленокислород не может стопроцентно гарантировать получение качественного шва. Этого можно достичь только путем применения дуговой сварки.
Двери из металла своими руками — идеальное решение, если вы хотите сэкономить.
Из металла можно делать очень красивые изделия. Интересные идеи вы найдете по https://elsvarkin.ru/prakticheskoe-primenenie/suveniry-i-ukrasheniya-iz-metalla-svoimi-rukami/ ссылке.
Особенности сварки углеродистых сталей
Ключевое требование при сварке деталей из углеродистых сталей — прочностные характеристики металла шва и околошовной области: они должны соответствовать характеристикам основного металла. Чем выше доля углерода, тем сложнее получить соединение, которое бы строго соответствовало этому требованию. Поэтому в отношении каждой из групп углеродистых сталей существуют свои особенности сварки.
Сварка низкоуглеродистых сталей

Это группа хорошо свариваемых, наиболее пластичных углеродистых сталей благодаря низкому содержанию углерода и легирующим добавкам. Выполнять сварку можно любыми известными технологиями, включая сварку ручную электродуговую.
Однако такой химический состав металла обуславливает и свои особенности: при неправильном выборе электрода есть риски того, что металл шва будет более прочным, чем металл детали, что может негативно сказаться на общей прочности конструкции. А при выполнении многослойной сварки возможна повышенная хрупкость шовного металла.
Чтобы избежать этих проблем, для сварки обычно используют электроды с рутиловым и фтористо-кальциевым покрытием, а в обмазку добавляется доля железного порошка. В ряду широко используемых для профессиональной сварки низкоуглеродистых сталей — марки МР-3ЛЮКС, МР-3, ОЗС-4, АНО-4, АНО-21, ОЗС-12, МК-46.00, УОНИ-13/55, УОНИ 13/45, УОНИ 13/85.
Электроды по среднеуглеродистым сталям
Количество углерода в таких сплавах больше, соответственно, процесс сварки осложняется. Минус в том, что металл сварного стыка и металл детали могут получиться разной прочности. Кроме того, металл близ кромок шва может получиться очень хрупким и с характерными трещинами. Чтобы этого не было, используют электроды с достаточно низкой долей углерода.
Особое внимание — к кромкам соединяемых деталей. Они обязательно должны быть разделаны, чтобы избежать проплавления металла, которое могут вызвать высокие токи — они необходимы для разогрева соединяемых деталей

Также следует учитывать:
- для повышения качества шва детали, как сказано выше, предварительно разогреваются и прогреваются в процессе сварки;
- движения электродом лучше осуществлять не поперек, а вдоль стыка;
- сварку лучше всего выполнять на короткой дуге;
- после сварки для большей прочности шов также проковывается и подвергается термообработке.
В ряду известных электродов, которые применяют для сваривания среднеуглеродистых сталей — марки УОНИ-13/55, УОНИИ 13/55, УОНИИ 13/45А, УОНИ-13/65.
Сварка высокоуглеродистых сталей
В таких сталях — высокое содержание углерода, что практически делает их непригодными для сварки различных конструкций. Сварочные работы, как правило, выполняются лишь при необходимости ремонта.
В этом случае используются те же технологии, что и при сварке среднеуглеродистых сталей. Осуществляется предварительный прогрев металла в области шва до 250-300 °C, по завершении сварки производится проковка и термообработка шва. Необходимо соблюдать еще два условия — сварка возможно при температуре не ниже -5 градусов Цельсия в помещении, где полностью отсутствуют сквозняки.
Качественные аналоги
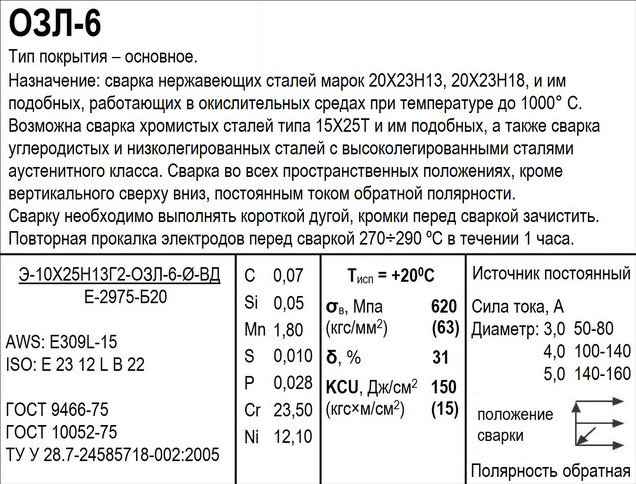
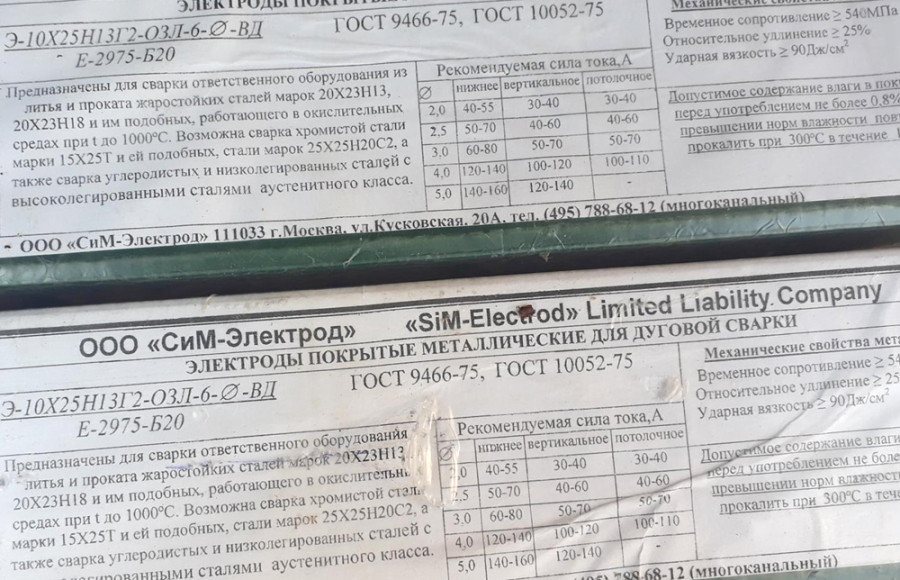
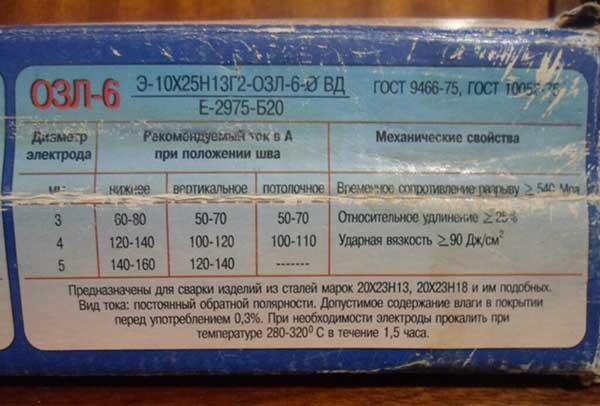
Продукцию с характеристиками как у ОЗЛ-6 выпускают такие зарубежные предприятия:
- BÖHLER, Австрия, специализирующееся преимущественно на выпуске качественных марок стали. Отдельное подразделение изготавливает также расходные материалы для их сварки. Аналогом стали электроды FOX CN 23/12-A.
- OERLICON, США с моделями INOX 25/14, VERTINOX 309 Mo, FERINOX. С 2017 г. работает в Москве и Сколково. Заказчиками сварочных комплектующих стали предприятия автомобильной, аэрокосмической, энергетической, нефтегазовой отраслей.
- LINCOLN, США, предлагающее широкий спектр сварочного оборудования для промышленности и домашнего использования. В качестве замены для ОЗЛ-6 производит электроды с маркировкой Arosta 309S, Limarosta 309S, Arosta 309Nb, Arosta 309Mo,
- UTP, Германия – работает с 1953 г. под названием Handelsgesellschaft Universal Tiefpunkt GmbH. Словосочетание universal tiefpunkt переводится как общая «нижняя» точка плавления металлов в эвтектическом сплаве. С 1956 г. началось производство сварочных материалов в Швейцарии, с 1993 г. – в Мексике, с 1969 г. – в Бразилии. В дальнейшем бренд был выкуплен компанией Böhler Welding Group. В качестве заменителя зольных электродов выпускаются изделия UTP 6824, 6824 LC, 6824 MoLC, 6824 Nb, 6824 MoNb.
- ESAB, Швеция – история возникновения началась с получения в 1904 г. патента на электрод с покрытием для сварки электрической дугой, который получил основатель компании Оскар Чельберг. Его инициалы и сейчас украшают продукцию концерна. Предприятия, выпускающие сварочное оборудование работают по всему миру, в т.ч. в России, Беларуси и Казахстане. Аналогами к ОЗЛ-6 стали OK 67.62 и OK 67.60.
- KOBE STEEL ltd., Япония – крупнейший поставщик материалов и оборудования, владелец бренда KOBELCO. Производство материалов для сварки ведется более 60 лет. В качестве замены в ассортименте есть электроды NC39, HIMELT 309, NCA-309, NC-39L, HIMELT-309L,
Швы, изготовленные иностранными аналогами, не отличаются по качеству от сваренных отечественными электродами ОЗЛ-6.


Свойства нержавейки
Стойкость к коррозии имеет обратную сторону – наличие легирующих добавок затрудняет сварочный процесс, что выражается в следующих признаках:
Низкая теплопроводность затрудняет отвод тепла из околошовной зоны. Варить нержавейку нужно с заниженными амперными характеристиками. Сила тока должна быть на 15-20 % меньше, по сравнению со сваркой черных металлов. При работе с тонкостенными изделиями, толщина которых меньше 2 мм, под шов подкладывают специальные пластины из меди. Они препятствуют утечкам и отводят излишки тепловой энергии.
При соединении толстых заготовок необходимо оставлять большой зазор. В противном случае вокруг шва будут образовываться микроскопические трещины, негативно влияющие на прочность соединения.
Нержавеющая сталь обладает высоким электрическим сопротивлением. Под действием электрической дуги сварочные стержни подвергаются сильному температурному воздействию. По этой причине для работы с металлом не подходят электроды универсального назначения
При выборе расходного материала следует обращать внимание на маркировку упаковки.

Разделение по покрытию
Классификация электродов для ручной дуговой сварки позволяет дифференцировать их по многим признакам. Одним из наиболее распространенных является то, какое покрытие имеется у этих расходников. Покрытие электродов для ручной дуговой сварки часто является определяющим при необходимости решить вопрос об их приобретении.

Виды покрытий электродов для ручной дуговой сварки имеют подразделения:
- Рутиловое. Этот элемент представляет собой диоксид титана. С таким видом обмазки разбрызгивание металла уменьшается, текучесть увеличивается, происходит формирование толстого слоя шлака, в дальнейшем легко отделяемого. Однако, высоким является риск образования таких дефектов, как поры. Целесообразно применение для соединения деталей небольшой толщины из низкоуглеродистой стали.
- Целлюлозное. Помимо самой целлюлозы в состав обмазки входят кремний и магний. Такое покрытие повышает газообразование, что надежно защищает сварную ванну. Разбрызгиваемость металла является повышенной. Удобно сваривать вертикальные швы, но эстетичного внешнего вида ожидать не приходится.
- Основное. Главными элементами являются производные кальция и магния. Это обеспечивает высокую механическую прочность. Металл шва получается химически чистым. Большим преимуществом является возможность сварки в любых положениях. Возможно использование для сварки конструкций ответственного назначения.
- Кислое. Применяются только для выполнения швов горизонтального расположения. Существует риск образования трещин и подрезов. Могут представлять опасность для здоровья сварщика.
Каждый вид имеет свое обозначение. Рутиловое покрытие обозначается буквой «Р», целлюлозное буквой «Ц». Если покрытие смешанного вида рутилового с целлюлозным, то используются две буквы «РЦ».
Основное покрытие имеет букву «Б», что обозначает базовое. Кислому покрытию присвоена буква «А». Буквой «П» обозначаются прочие покрытия. Буква «С» означает, что речь идет о специальном покрытии, с которым появляется возможность осуществления процесса под водой.
Что лучше переменный или постоянный ток
Ответ на этот вопрос достаточно простой— это постоянный ток. У источников переменного тока есть определенный ряд преимуществ таких как невысокий потери электроэнергии, но качество сварочного шва на переменном токе ниже. Это связано с тем, что при сварке на переменном токе дуга имеет нулевое напряжение за период 3 раза. Фактически она обрывается на долю секунды и снова разжигается.
Чтобы стабилизировать горение дуги в электронное покрытие добавляют специальные компоненты, улучшающие ионизацию. Также на переменном токе происходит смена полярности за секунду 120 раз при промышленной частоте в 60 Гц, что в свою очередь сказывается на нестабильности сварочного процесса.
Расскажем немножко о полярности. При использовании обратной полярности максимальный нагрев идёт на электрод что в свою очередь снижает количество тепла вводимая деталь, а это уменьшает деформацию.
При использовании прямой полярности соответственно ситуация обратная, максимальное тепло выводится в деталь что может обеспечивать более глубокое проплавление металла и применяется для сварки детали с большими толщинами. Также применяется для сварки тиг чтобы не ввести дополнительный перегрев вольфрамовую электрода.
При сварке на переменном токе полярность пол периода прямая, а после меняется на обратную что в свою очередь негативно сказывается на качестве сварки.
Критерии выбора электродов
Подобрать подходящие электроды поможет знание основных критериев выбора. Представленные ниже факторы в различной степени влияют на выбор конкретной марки, в совокупности составляя полную картину. Итак, на выбор сварочных материалов оказывают влияние:
- свариваемый металл – его вид, тип, толщина и вытекающие из этого требования, предъявляемые к характеристикам сварного соединения.
- условия, в которых выполняются работы и будет происходить дальнейшее эксплуатация конструкций и сооружений.
- опыт и навыки сварщика влияют на возможность использования некоторых марок.
- качество электродов, способных обеспечить необходимые характеристики металла шва.
Остановимся на некоторых факторах и рассмотрим их более подробно.
Сегодня существует большое количество металлов и сплавов, отличающихся своими характеристиками и сферами применения
Поэтому важно подбирать электроды, которые обеспечивают получение металла шва схожего по характеристикам, механическим свойствам и химическому составу с основным металлом. Это достигается за счет использования специальной проволоки (сердечника) и состава обмазки
Среди основных характеристик металлов выделяют: прочность, твердость, упругость, пластичность и вязкость. Для сталей, использующихся в некоторых отраслях промышленности важны также показатели жаростойкости, износостойкости и усталости. Как правило, на упаковке изделий присутствует краткое описание, для каких сталей предназначена та или иная марка.
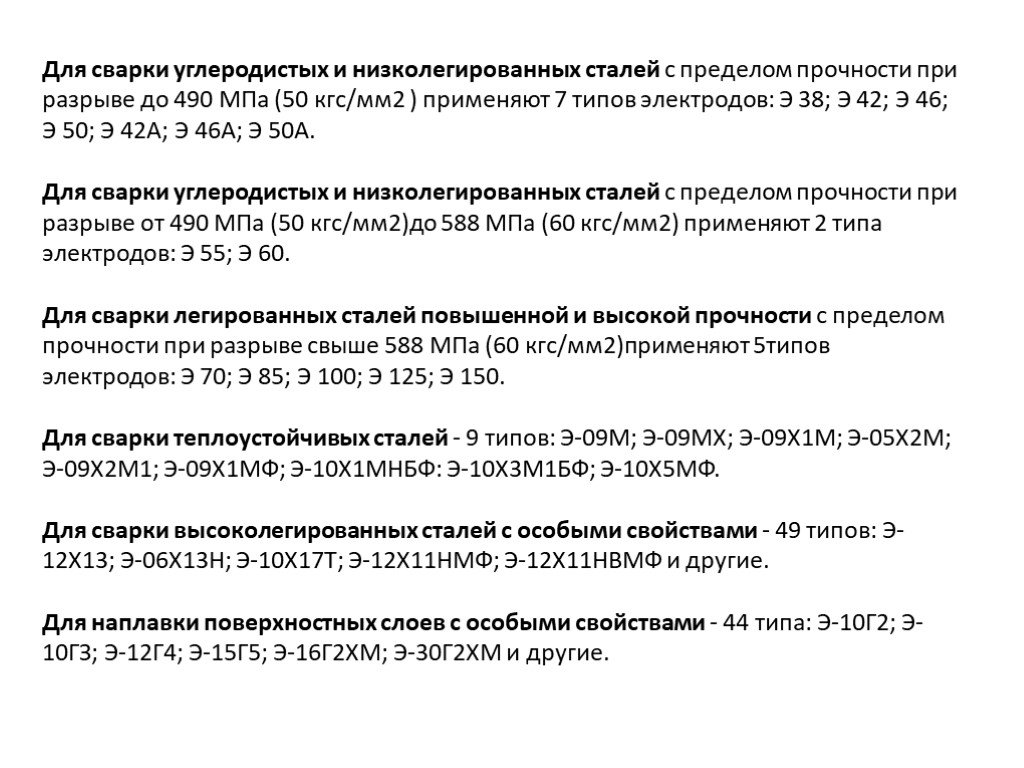
По назначению выделяют электроды: для ручной дуговой сварки углеродистых и низколегированных сталей, легированных теплоустойчивых сталей, высоколегированных сталей с особыми свойствами, чугуна, меди и сплавов на ее основе; для ручной электродуговой наплавки поверхностных слоев с особыми свойствами; для электродуговой резки.
Условия сварки и эксплуатации соединенной конструкции, также влияет на выбор. Для сварки в условиях севера к изделиям существуют определенные требования. Например, электроды GOODEL-52U способны обеспечить работоспособность при температуре до -50 градусов Цельсия.
Толщина свариваемого металла влияет на выбор диаметра изделия. Для соединения деталей малой толщины применяются не большие диаметры электродов. Это позволяет избежать прожига и порчи детали. Соответственно с увеличением толщины заготовки увеличивается и диаметр электрода. А это в свою очередь ведет к увеличению силы сварочного тока, для обеспечения большей глубины проплавления. Сегодня выпускаются электроды различных диаметров, в основном от 2 до 6 мм. Более подробно о том, как выбрать диаметр электрода и силу сварочного тока в зависимости от толщины металла поговорим чуть ниже.
Совет: если не знаете или забыли, как выбрать силу сварочного тока можете посмотреть рекомендации производителя на упаковке с материалами. Как правило, там указываются допустимые режимы сварки.
Опыт и навыки сварщика также оказывают влияние на выбор марки. Существует ряд различных классификаций, помимо разрядов. Например, аттестация в НАКС на доступ к определенным видам сварочных работ. Чем опытнее сварщик, тем проще ему вести сварку различными типами электродов. Новичкам же рекомендуется начинать с расходников рутилового типа и после их освоения начинать практику с изделиями основного типа. Это связано с тем, что основные электроды требуют определенных навыков и сноровки, однако после освоения дают прекрасные результаты. Высокое качество шва и стойкость к образованию кристаллизационных трещин, также такие электроды обладают низким содержанием водорода.
![§ 64. технология сварки легированных сталей [1981 фоминых в.п., яковлев а.п. - ручная дуговая сварка]](https://takorest.ru/wp-content/uploads/5/1/f/51f04c2466ab5d032710d7924a9851ed.jpeg)



Качество сварочных материалов непосредственно влияет на характеристики сварного соединения и на сам процесс ведения сварки. Необходимо выбирать электроды у надежных производителей, гарантирующих качество выпускаемой продукции. Также следует остерегаться подделок некоторых популярных брендов. Как правило, отличить оригинал от контрафакта можно внимательно изучив пачку. Настоящая упаковка всегда будет лучшего качества: плотнее, герметичнее, без явных нарушений целостности и следов «кривой» склейки. Можно проверить и сам электрод. Если обмазка не равномерного цвета или имеет неоднородное нанесение, с большим количеством сколов, то стоит подумать, прежде чем покупать такую пачку. В любом случае перед покупкой стоит прочитать несколько статей на эту тематику.
Переменным или постоянным током
Сваривание переменным и постоянным током обладает своими особенными характеристиками.
Основные преимущества постоянного напряжения: экономия сварочных материалов за счет низкого уровня разбрызгивания; комфорт и легкость проводимых работ; качественный шов; высокая производительность сварки; отсутствие непроверенных участков. Недостатком является высокая стоимость оборудования, способного выдавать постоянный ток. Подробнее здесь.
Главные достоинства переменного тока: легкость и доступная цена оснащения, работающего на переменке; удобство проведения сварочных работ; гарантия качественного соединения. Основные минусы: меньшая стабильность дуги; большое количество брызг способствует значительному расходу материалов. Подробности тут.
Коррозионностойкие стали можно сваривать различными способами. Однако, чаще всего, для сварки нержавейки используются два метода соединения:
- Ручное сваривание покрытыми электродами.
- Сварка вольфрамовым электродом в среде защитных газов.
В зависимости от метода сварки используется различный вид напряжения, а соответственно применяются электроды, подходящие для переменного или постоянного тока.
Электроды постоянного тока по нержавейке
Приступая к работе мастер должен решить какими электродами можно варить нержавейку. Сварочные материалы с обмазкой без особых проблем обеспечивают оптимальное качество соединения. Ручное сваривание осуществляется, как правило, постоянным напряжением обратной полярности. Поэтому используются нержавеющие электроды следующих марок:
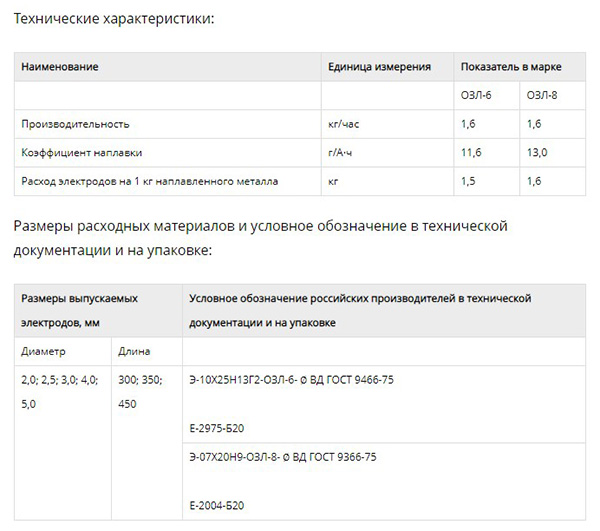
Электроды ОЗЛ-8 предназначены для сварки конструкций, которые будут эксплуатироваться в условиях высоких температур – до 1000°С. При это достоинства данной марки во многом схожи с ЦЛ-11.
НЖ-13 успешно используются для сваривания деталей из пищевой стали. Расходники данной марки отлично сваривают сплавы, где присутствуют хром, никель и молибден. Главная отличительная особенность таких электродов – образование тонкого слоя шлаковой корки, которая отделяется самопроизвольно.

Электроды НИИ-48Г.
Ниже приведен перечень ещё нескольких востребованных электродов по нержавеющим сталям:
ЗИО-8 предназначены для жаростойких коррозионностойких сталей.
Электроды НИИ-48Г используются для работы с ответственными конструкциями.
ОЗЛ-17У подойдут для нержавейки, работающей в средах, где присутствуют серная или фосфорная кислоты.
В соответствующем разделе представлены остальные марки электродов для сварки нержавейки.
Электроды для переменного тока для нержавейки
Не все исполнители располагают оснащением, работающим на постоянном напряжении. Из-за чего возникает вопрос: можно ли варить переменным током нержавейку?
Есть такие электроды, например, это марки ОЗЛ-14, ЛЭЗ-8, ЦТ-50, ЭА-400, ОЗЛ-14А, Н-48, АНВ-36 и другие.
Сваривание вольфрамовыми электродами (на картинке) в среде газов также можно проводить переменным током прямой полярности. Данный метод соединения применяется в следующих случаях:
- сваривание тонкостенных изделий;
- повышенные требования к сварочному шву.
Данные сведения помогут исполнителю любого уровня определить какие электроды для сварки нержавейки переменным током следует использовать при решении конкретных задач.
В качестве вывода, следует отметить, что электроды для нержавейки переменного тока менее востребованы. Данный факт обусловлен меньшей популярностью переменного напряжения по сравнению с постоянным.
Постоянка обладает большим спектром достоинств и используется профессионалами намного чаще.
Электроды для сварки железнодорожных рельс
Люди, которые ведут масштабное строительство или просто привыкли все делать мощно, то они, наверняка, сталкиваются с проблемой сваривания рельс. Сваривание рельс является проблемой, потому что они имеют большой диаметр и, как следствие, создают препятствия для комфортного сваривания. Поэтому для сваривания рельс Вам нужно использовать качественные электроды, которые позволяют Вам быть полностью уверенными в качестве сваренного изделия.Одними из тех электродов, которые можно использовать для сваривания рельс, являются УОНИ 13/45 или УОНИ 13/55. Да, действительно, сварочные электроды УОНИ являются прекрасным выбором для сваривания таких толстотелых конструкций как рельсы.
Электроды УОНИ используются для сваривания ответственных конструкций из металла, когда к металлическому шву предъявляются высокие требования по ударной вязкости. Многие профессиональные сварщики рекомендуют электроды УОНИ для сваривания конструкций, работающих под нагрузками, давлением и другими воздействиями факторов окружающей среды.
Сваривание электродами УОНИ позволяет обеспечить получение металла высокого качества, который имеет высокую устойчивость к образованию трещин и содержанием водорода. Сваривание электродами УОНИ можно производить во всех пространственных положениях. Для сваривания нужно использовать постоянный ток обратной полярности.




Материалом для изготовления сварочных электродов УОНИ является сварочная проволока Св-08А, которая полностью соответствует государственным стандартам, принятым в нашей стране. На поверхности покрытия сварочных электродов УОНИ допускаются небольшие трещины, которые могут быть на покрытии сварочного электрода. Однако если покрытие сварочного электрода сильно повреждено, то Вам нужно проверить, в каком месте Вы их храните, потому что из-за попадания влаги Вы можете испортить сварочный электрод.
В покрытия сварочных электродов УОНИ есть некоторые особенности, которые требуют обязательной прокалки перед использованием. Прокаливание электродов УОНИ производится при температуре от 350 до 400 градусов по Цельсию.
Прокалка электродов перед свариванием облегчает работу с ними и позволяет сделать сварочный шов, нанесенный ними, более прочным. Также прокалка или просушка электродов при указанной температуре позволяет сделать их менее восприимчивыми к влаге.
Как видите, использование сварочных электродов УОНИ позволяет производить сваривание высокого качества. Благодаря их высокому качеству и особенностям сваривания, Вы можете в краткие сроки начинать производить сваривание рельс.
Сварка рельс – это сложная работа, поэтому для того чтобы Вы могли ее как можно быстрее и качественнее сделать, Вам нужно использовать электроды УОНИ. Также для того чтобы Вы могли производить прокалку электродов УОНИ и хранить их в подходящем месте Вам лучше всего приобрести специальную печь для прокалки электродов.
- Для профильных труб
- Электроды постоянного тока
- Для сварки по ржавчине
Сварочные электроды озл-6 Электроды для сварки Меди инвертором Постоянные и переменные электроды
Методы сварки
Технологии, в которых допустимо применение сварочных электродов для конструкций из нержавеющей стали:
- импульсно-дуговая для приваривания конструктивных элементов толщиной менее 0,1 мм, требуется применение электродов для сварки с определённым составом покрытия;
- короткодуговая для приваривания конструкций, толщина которых составляет менее 3 мм;
- плазменная – универсальный метод позволяющий сваривать нержавейку любых составов;
- струйная дуговая – используется для соединения крупных деталей с подводом плавящейся проволоки.
Рекомендации по сварке:
- если перегревать металл выше +500 С, то растёт вероятность появления кристаллизационных трещин;
- при прогреве нержавейки в диапазоне +350 С — +500 С наступает охрупчивание детали, что может привести к потере прочностных свойств;
- получение качественного сварного шва гарантировано при прогреве заготовки до +1200 С с последующим охлаждением в течение 180 минут;
- длительный прогрев нержавеющей стали не рекомендуется, так как она частично теряет свои свойства;
- при послойной наварке необходимо каждый предыдущий слой доводить до +100 С;
- для схватывания двух конструкционных элементов нужно уменьшить зазор между ними.
Сварка нержавейки в большинстве случаев проводится в защитной газовой атмосфере. При выборе состава покрытия электрода требуется учёт его толщины, прочности, свойств.
При формировании шва не нужно резко перемещать электрод вдоль поверхности. Обычно в результате неправильных действий могут возникать внутри него деформации, трещины или другие дефекты, а также формироваться окислы.
Важно придерживаться следующих правил:
- недопустимо проникновение в сварную ванну вольфрама или соединений на его основе, для этого дуга зажигается отдельно;
- шов следует защитить струёй аргона.