
Как варить алюминий инвертором без аргона. Соединение алюминиевых проводов
В быту используются изделия из алюминиевых сплавов, которые изредка нуждаются в ремонте.
Возможна ли сварка алюминия в домашних условиях инвертором? Да, с помощью специальных электродов домашние мастера сваривают треснувшие или новые изделия.
Как варить алюминий инвертором без аргона
Сначала приобретаются специальные электроды по алюминию для электродуговой сварки. В этой статье, вы можете познакомится с плавящимися стержнями для соединения алюминиевых сплавов.
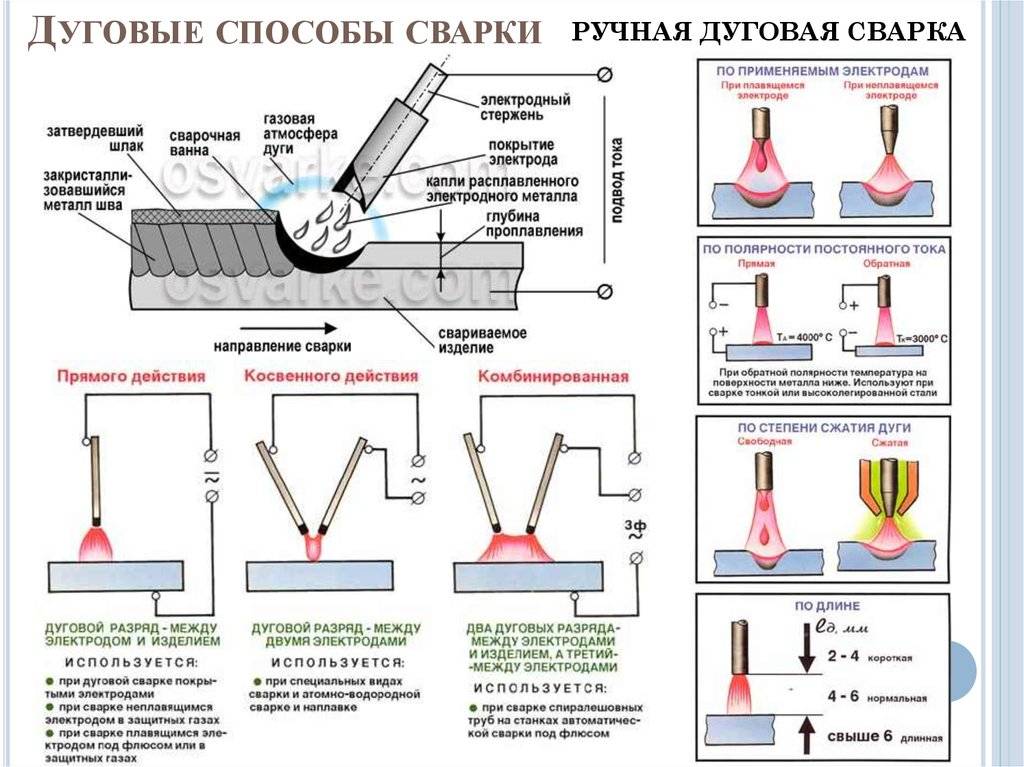
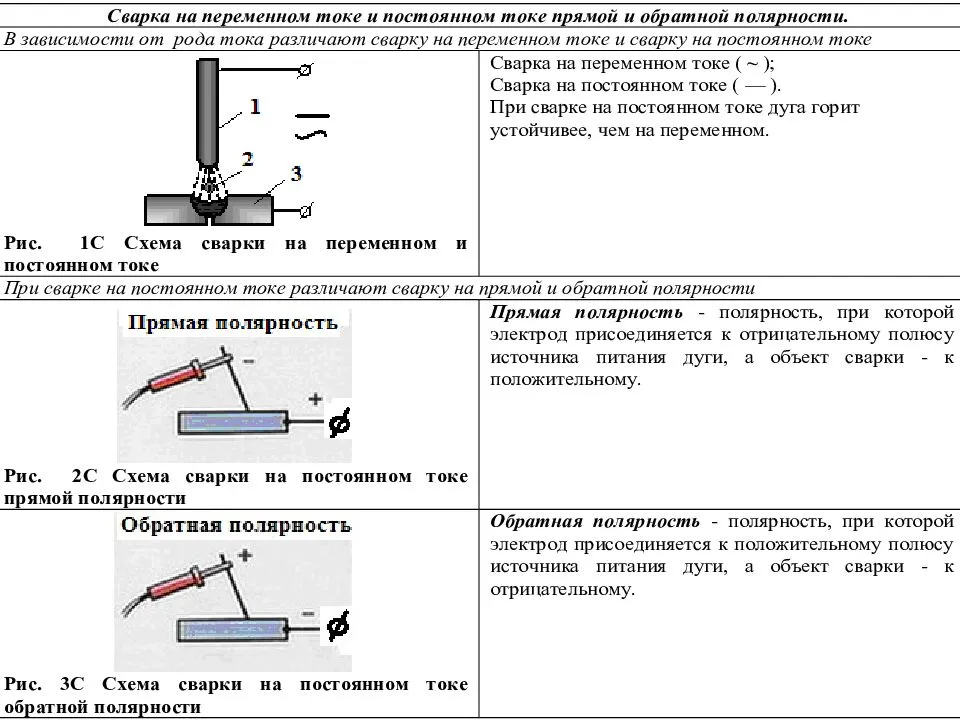
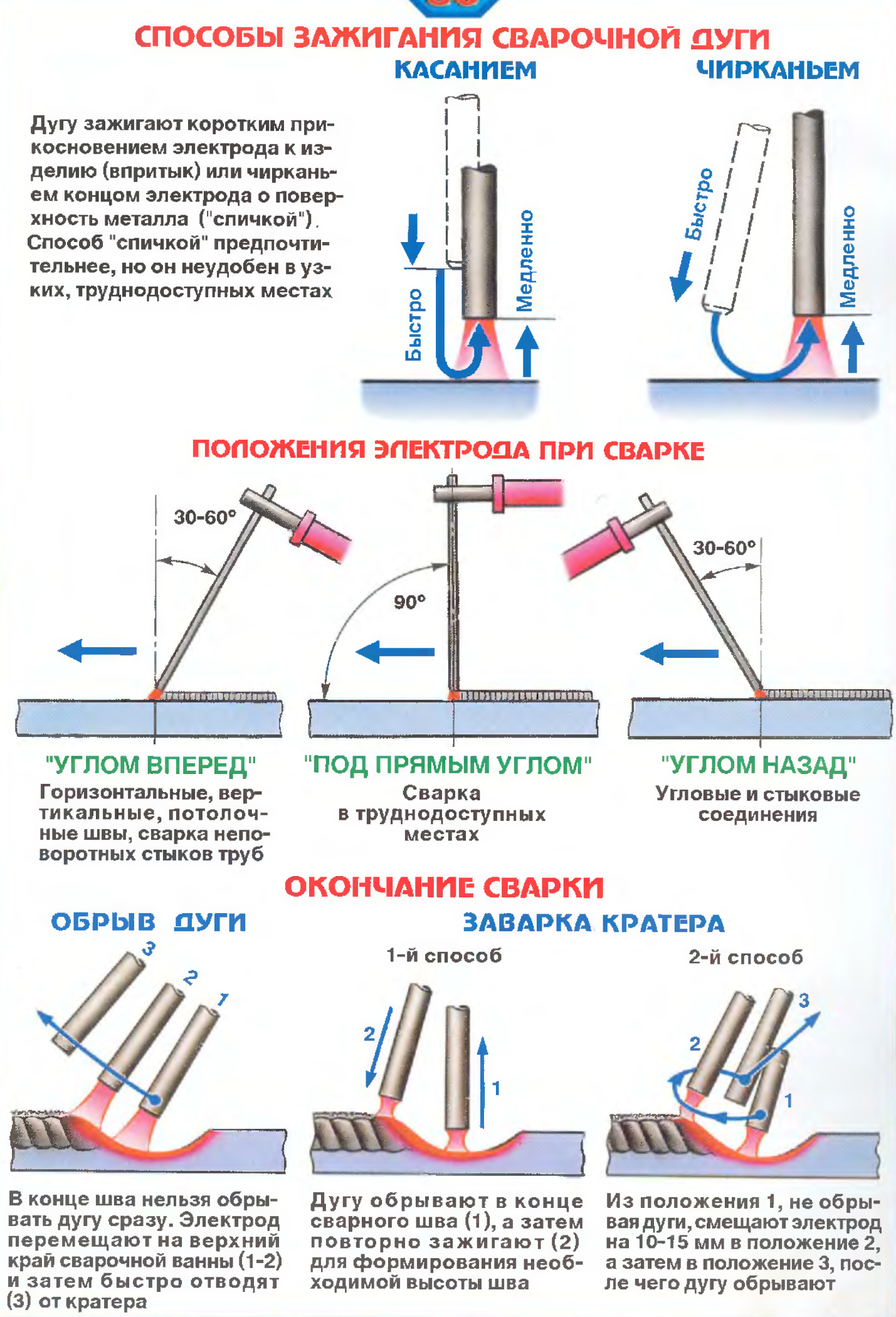
Сварка алюминия инвертором выполняется на постоянном токе обратной полярности (+ на электрододержателе). Для ходового электрода диаметром 3,2 мм, сварочный ток на аппарате выставляется в 80-100 А.
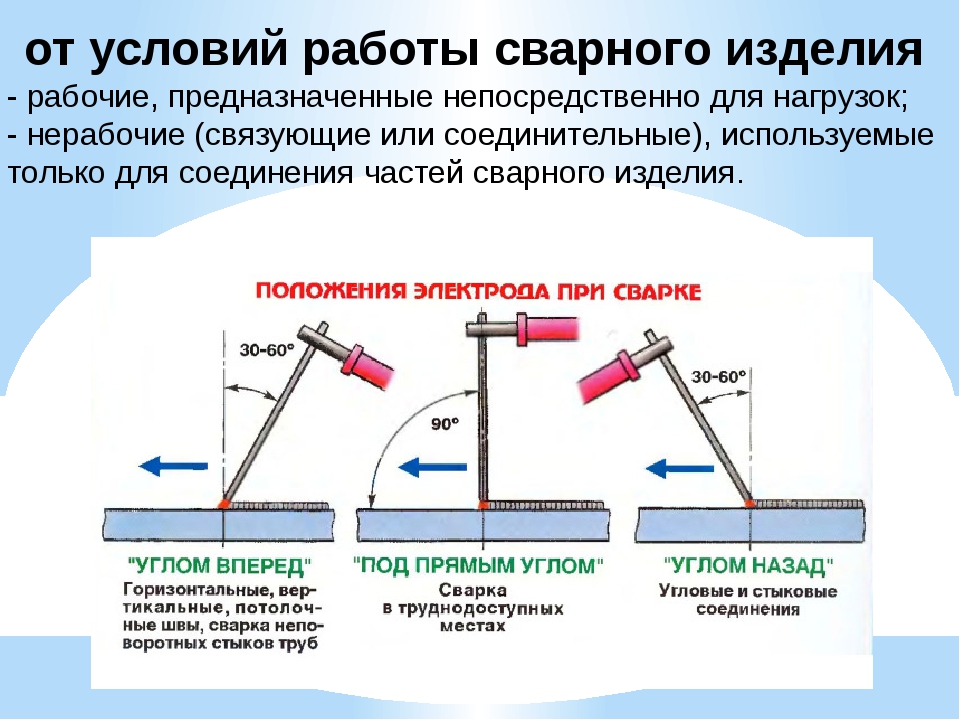
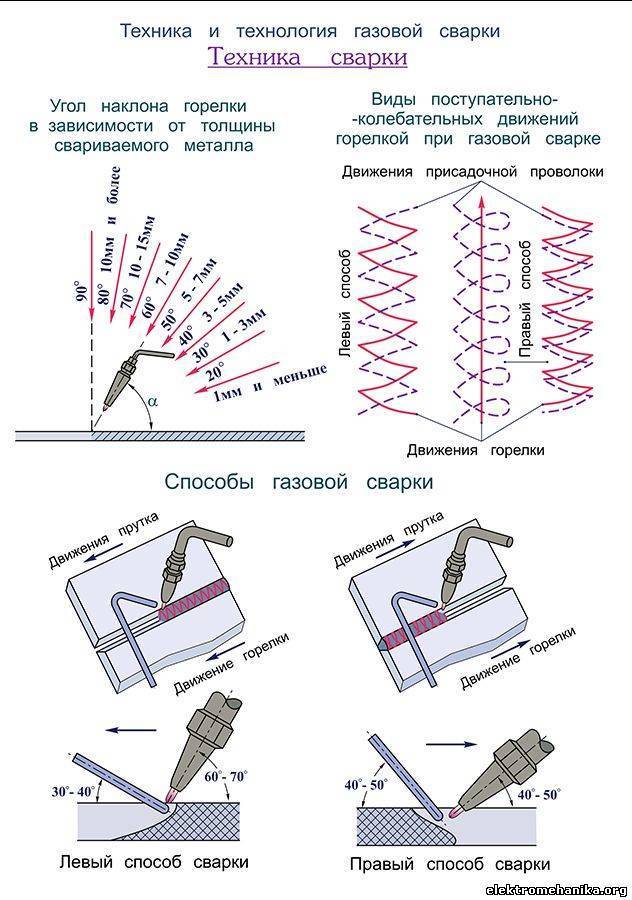
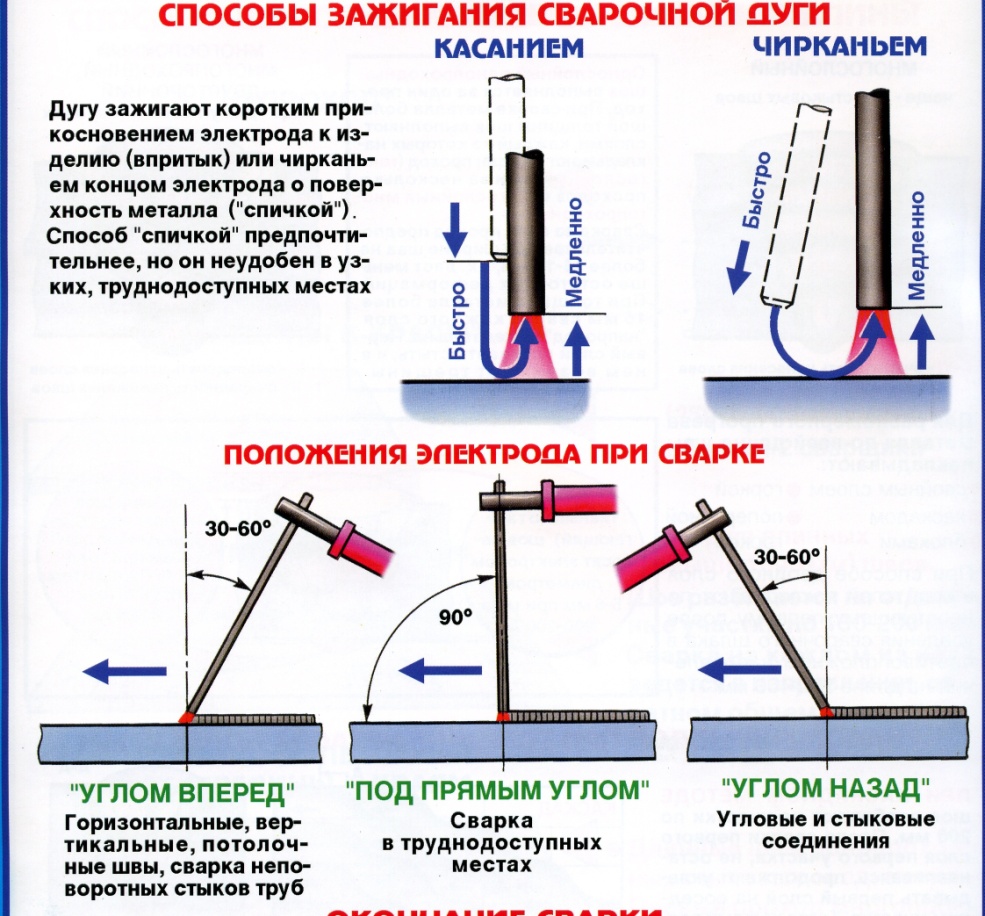
При соединении алюминиевых сплавов держак с электродом ставится под прямым углом (90 градусов). Технология выполняется короткой дугой.

Учтите: электроды по алюминию сгорают быстрее обычных в 3 раза, поддерживайте правильную скорость.
Толстый металл более 5 мм нуждается в разделке кромок. V-образная фаска вырезается со скосом 45-60 градусов.
Перед сваркой, заготовки для просушки нагревают газовой горелкой до 150-200 градусов. А электроды прокалывают в печи согласно инструкции завода-производителя.
В процессе нагрева заготовки, вы увидите, как вода выступит на поверхности и испарится.
Далее, изделия устанавливаются с технологическим зазором между ними 1-2,5 мм в зависимости от толщины пластин.
Металлической нержавеющей щеткой удаляется оксидная пленка (абразивные инструменты не рекомендуется применять, частицы абразива создадут дефекты соединения).
После приготовлений, выполняется сварка алюминия инвертором. После каждого прохода, при толстом металле, молотком удаляется шлак. Сварка по шлаку не производится. Электроды для алюминиевых сплавов при продолжении процесса нуждаются в очистке кончика.
Видео:
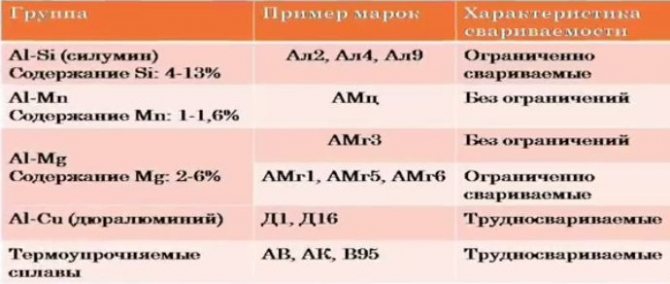
Алюминиевые сплавы подразделяются на трудно и легко свариваемые. Таблица поможет определится с характеристиками свариваемости.
Сварочный инвертор для сварки алюминия
Инверторные сварочные аппараты для сварки алюминия приобретаются разных марок и модификаций. Мы рассмотрели применение электродуговых аппаратов. Ещё на практике используются полуавтоматы и приставки для соединения в среде защитных газов.
В этой статье рассказывается, как научиться сварке алюминия с помощью аргона.
Видео:
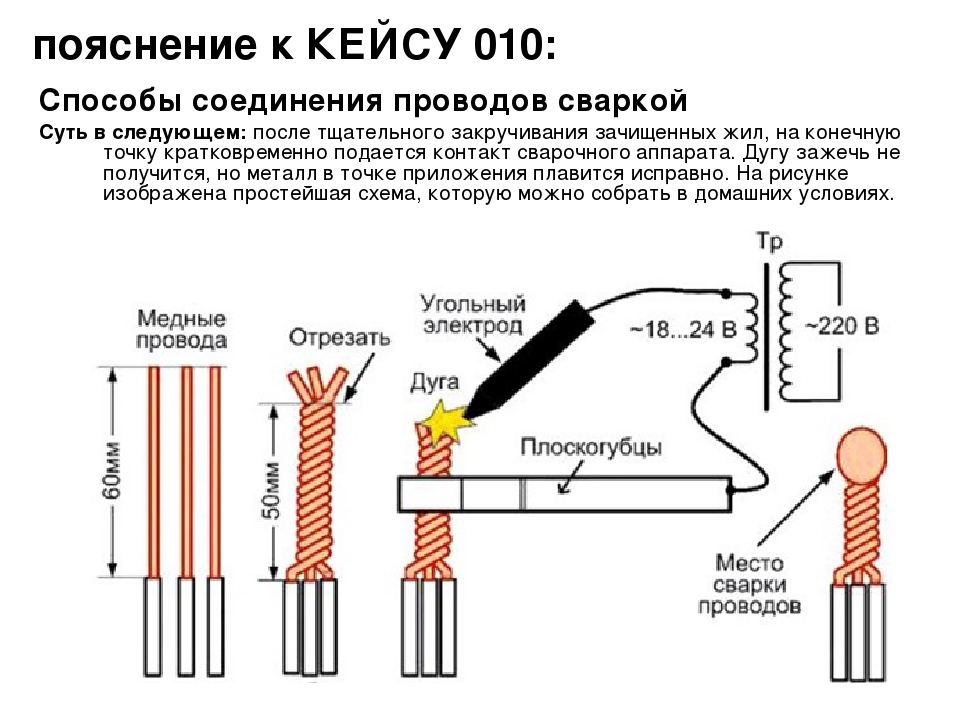
Соединение проводов сваркой
Как происходит сварка алюминиевых проводов инвертором? Суть технологии простая:
- снять с проводов изоляцию;
- сделать скрутку;
- подрезать скрутку (провода на одном уровне, длина более 30 мм);
- нанести флюс для удаления оксидной пленки.
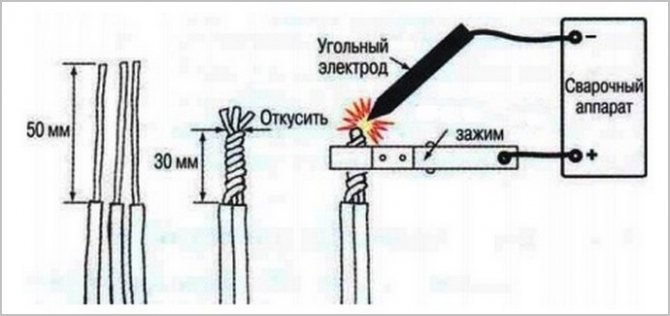
Для соединения приобретают графитовые или угольные электроды и флюс. Флюс — белый порошок, разводится водой до сметанного состояния и наносится на скрутки кистью или погружением. Флюс убирает оксидную пленку и предотвращает прилипание угольного электрода.
Кончик электрода нужно иногда очищать от шлаков и окалины. Перед ответственными работами лучше потренироваться на заготовках.
После работы, алюминиевые соединения протереть растворителем, нанести лак и заизолировать.
Видео:
P.S. Технология не сложная, на практике вы освоите процесс быстро.
Технические характеристики
Механические свойства сварочных электродов по алюминию являются одним из главных параметров, по которому подбирают материалы для той или иной процедуры. Крепость полученного шва, пластичность наплавленного металла и прочие важные параметры становятся определяющими. Во многом они зависят от состава, но в целом, в марках преобладает алюминий, так что основные свойства они получают из этого металла. На примере ОЗА 1 можно рассмотреть основные характеристики, которые присутствуют в таких наплавочных материалах.
|
Температура испытаний |
Временное сопротивление разрыву, Н/мм2 |
Угол загиба |
|
+ 20 °С |
63 |
160° |
|
Производительность наплавки (для д. 4 мм), г/мин |
Расход электродов на 1 кг наплавленного металла, кг |
|
11,70 |
2,00 |
Марки электродов для сварки алюминия
ОЗА-1 – применяется при сваривании металла в чистом виде. В таких электродах наблюдается минимальный процент примеси. При сварке может потребоваться дополнительное использование алюминиевых флюсов.






Сварочные электроды ОЗА-1
ОЗА 2 – эти сварочные материалы больше подходят для сваривания сплавов алюминия и кремния. Ни применяются для наплавки металла, заваривания брака в литейном производстве и прочих отраслях, где встречается данный сплав. Здесь также требуется дополнительное использование флюса.

Сварочные электроды ОЗА-2
ОК96.10 – покрытие здесь представлено щелочно-солевым типом. Это лучше всего подходит для технического металла, в котором нет примесей. Они чувствительны к понижению силы тока, так как при низких параметрах будет слишком частое залипание материалов. Скорость плавления здесь, примерно, около трех раз выше, чем у других металлов.

Сварочные электроды ОК96.10
ОК96.20 – тут также присутствует щелочно-солевое покрытие, благодаря чему повышается качество соединения металлопроката. Эти электроды предназначены для сварки сплавов с магнием и марганцем. Сам стержень имеет добавки марганца в составе. Благодаря высокой гигроскопичности покрытия эти материалы нужно подогревать при температуре в 220 градусов Цельсия.

Сварочные электроды ОК96.20
Обозначение и маркировка
Электрода ОЗА 1 расшифруются как наплавочные материалы с основным покрытием, предназначены для сварки технического алюминия и содержащие 1% примесей.
Выбор
Электроды для сварки дюралюминия и других сплавов подбираются под основной металл. Желательно, чтобы содержание дополнительных элементов в обоих случаях было одинаковым. Допускается присутствие небольшого количества элементов, улучшающих свойства сваривания, примерно в сотых долях процента. Зачастую в марках указано, к каким именно сортам металла и сплава они предназначаются, так что выбор не будет сложным даже для новичков
Далее следует обратить внимание на толщину электрода, так как она не должна быть слишком большой. Из-за низкой температуры плавления всегда остается риск пропалить основной металл
Расхождение между толщиной должно составлять максимум 1 мм.
Основные режимы и нюансы применения
В данном деле технология проведения процесса и подготовка оказывается не менее важной, чем выбор нужной марки. Поэтому, нужно знать особенности, как варить алюминий электродом
Прежде всего требуется заняться подготовительным этапом. Здесь наблюдается очень большая чувствительность к чистоте поверхности. Причем это касается не только физических, но и химических параметров. Перед самой сваркой нужно зачистить поверхность щеткой, а также обработать ее растворителем, чтобы снять оксидную пленку. Иным способом ее убрать не получится, так как температура ее плавления в три с половиной раза выше, чем температура плавления алюминия.
Когда все подготовлено, то можно приступать к свариванию. Главной особенностью, которую стоит учесть, является скорость плавления электрода. Она в несколько раз выше, чем при сварке стали. Тут нужно только нарабатывать опыт. Если сварщик в первый раз встречается с данным процессом, то не стоит сразу браться за тонкие листы металла, а лучше попрактиковаться на более толстых разновидностях, где меньше риск пропалить основной металл.
|
Толщина основного металла, мм |
Величина сварочного тока, А |
Скорость проведения сварки, м/час |
|
0,6 |
70 |
73 |
|
1,3 |
125 |
153 |
|
1,6 |
130 |
73 |
|
2,3 |
235 |
73 |
|
3 |
315 |
73 |
Производители
Данный тип наплавочных материалов производят многие компании, но все они придерживаются заданных стандартов, в особенности, когда речь идет об одной марке:
- Kobatek;
- UTP;
- ESAB;
- Castolin;
- Lincoln Electric.
Выбор электрода для алюминия
Алюминий — непростой металл для сварки. Это усложняет процесс выбора расходников, особенно для начинающих или неопытных сварщиков. Вот несколько советов, которые помогут выбрать наиболее подходящие электроды для проведения сварочных работ. А также парочка советов по подготовке и проведению самого процесса.




Состав электрода. Нужно отталкиваться от того, какой состав сплава у свариваемой конструкции. Расходник должен точно подходить к конкретному сплаву. Как правило, эта информация указывается каждым производителей на упаковке и маркировке
Поэтому обязательно обратите на это внимание.
Особое внимание следует уделить толщине расходника. Она не должна превышать толщину свариваемой детали более чем на 1 мм
Если сваривать тонкие конструкции толстым электродом, поверхность металла гарантировано будет прожжена.
Конечно, нужно делать прокалку электродов перед использованием. Однако тут есть один нюанс. Если изделия просушивались более одного раза, их использовать уже неэффективно. После многоразовой просушки значительно снижается качество покрытия.
Перед сваркой алюминиевых конструкций рабочую поверхность металла обязательно нужно обработать. Как правило, сначала она очищается металлической щёткой, а затем обезжиривается при помощи растворителя. Таким способом убирается оксидная плёнка и металл становится пригодным для сварки.
ВНИМАНИЕ! Новичку нужно быть очень аккуратным при сварке алюминиевых деталей. Дело в том, что алюминиевые электроды очень быстро плавятся, что значительно ускоряет процесс сварки
А так, как алюминий обладает высокой текучестью, все действия нужно выполнять оперативно, так как есть риск образования слишком толстого шва. Поэтому начинающему сварщику лучше работать с толстыми деталями, так как там легче контролировать эти моменты. А тонкие детали и прожечь легко.
Видео
Небольшой ролик, где умелец рассказывает и показывает попытку сварить алюминий.
- При сварке толстых деталей лучше всего использовать метод локального нагрева по участкам. Проварили один участок, удалили шлак, промыли и зачистили шов — и можно переходить к следующему участку.
- Для эффективной сварки алюминиевых конструкций также рекомендуется нагревать рабочую поверхность до температуры в рамках от 150 до 200оС.
- Есть также рекомендации по силе тока. Она, как правило, зависит от толщины свариваемых деталей. При этом можно учитывать следующее соотношение — 25 ампер на каждый миллиметр толщины.
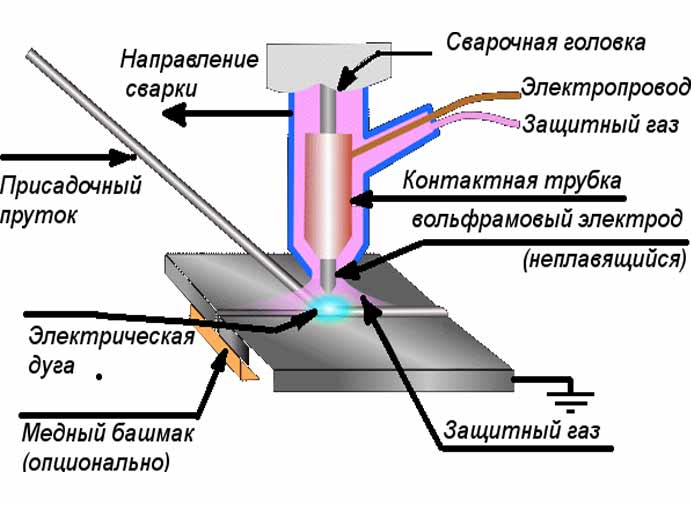
Применение вольфрамовых электродов
Аргонную сварку применяют в самых разных отраслях промышленности и сельского хозяйства. Возможность аппаратом TIG ac/dc соединить различные углеродистые, нержавеющие, конструкционные стали, а также современные сплавы металлов, характеризует эту технологию как самую востребованную в производстве на данный момент. Аэрокосмическая отрасль, как правило, является основным пользователем данного типа сварки.
В промышленности tig-сварку используют для соединения деталей различных конфигураций. Аргонную сварку применяют для создания переходов между трубами различного диаметра. Сварочные швы алюминия после tig-сварки не образовывают трещин, имеют химическую целостность металла, что позволяет использовать этот режим сварки для герметизации ёмкостей с ядерными отходами в связи с их утилизацией.
В связи с простой технологией аргонной сварки алюминия, её можно применить в быту, используя домашние инверторы TIG ac/dc. В бытовых условиях возможно организовать даже сварочный процесс нержавейки. Надёжность получаемого шва не вызывает сомнений, так как сварочный шов являет собой единое целое со свариваемым металлом. Современные технологии сварочных работ ставят аргонодуговую сварку с применением вольфрамовых электродов на одно из первых мест в мире по качеству производимых работ.
Керно. Сверлим там, где надо!
Технический эндоскоп. Увидеть всё изнутри
Маркировка и характеристики вольфрамовых электродов
Вольфрамовые электроды разделяют на классы, облегчающие работу сварщиков по подборке прутков, подходящих под условия сварки. Так, чтобы получить качественный шов на постоянном токе прямой и обратной полярности нужны разные неплавящиеся электроды, а ведь есть еще и переменный ток. Эти и другие критерии и обуславливают существующую классификацию вольфрамовых стержней.
Все существующие обозначения электродов вольфрамовых подходят под международные стандарты DIN EN 26848 , а значит, независимо от места производства, согласно маркировке вы можете подобрать нужный материал.
Всегда первый символ в маркировке «W» – обозначающий металл вольфрам. Второй символ обозначает тип металла, или металлов. Первым числом идет число, обозначающее долю лигатур на 1000 долей вольфрама, то есть число 20 будет означать 2% примесей, 8 – 0.8% и так далее. Второе число обозначает длину электрода, самым распространенным размером считается пруток 175 мм, но на рынке доступны изделия длиной 50, 175, 150 мм.
Чистые вольфрамовые электроды с трудом используют сварочные аппараты TIG, поэтому к сплаву добавляют различные примеси. Лигатуры нужны, чтобы придать электроду требуемых характеристик плавкости, дугообразования, проводимости, прочности и др.
- “WP” – международное обозначение электродов из чистого вольфрама, а точнее в таком изделии не меньше 99.5% металла. Как уже говорилось ранее изделие специфическое имеет ряд условий для использования и заточки. Маркируются зеленым цветом.
- “C” – данный символ в маркировке обозначает примесь Церия (нерадиоактивного редкоземельного металла). Маркируются изделия серым цветом. WC неплавящиеся электроды – универсальные и подходят как для работы с постоянным, так и с переменным током.
- “Т” — диоксид тория. Такие стержни маркируют красным цветом. Их используют для большей части работ с цветными металлами, низколегированными сталями, углеродистыми сплавами, нержавейкой. Благодаря длинному перечню доступных для работы сплавов ториевые стержни стали одними из наиболее используемых. Но есть один весомый недостаток, связанный с радиоактивностью лигатуры. Именно поэтому стержни маркируются ярким цветом. Чтобы избежать неприятных последствий рекомендую строго соблюдать все требования безопасности, начиная с использования защитной одежды и маски, заканчивая тщательной вентиляцией рабочего помещения. Еще один плюс WТ прутков – прочность, которая даже больше, чем сварка вольфрамовым электродом из чистого металла.
- “Y” — диоксид иттрия. Стержни применяемые при работах на прямой полярности постоянного тока, маркируются темно-синим цветом. Ими варят конструкции, которые должны выдерживать высокую силу тока. Подходит электрод Y неплавящийся для работы с титаном, медью, высоколегированными и низколегированными сталями.
- “Z” — оксид циркония. Используется при работе переменным током с алюминием и медью. Изделия маркируются белым цветом. Сплав в котором всего 0.8% оксида циркония позволяет получать идеально стабильную дугу, но с условием должной зачистки сварочной плоскости.
- “L” — оксид лантана. Данный металл в изделиях продается с различной маркировкой, обозначающей 1.5% примеси (наконечник окрашен в цвет золота) и 2% лантана (наконечник светло-синего цвета). Изделия относят к универсальным, способным работать с переменным и постоянным током. Характеризуют высокой прочностью самого сплава, способностью работать при высоких мощностях и стойкостью к удерживанию заточки прутка. Применение данных стержней на аргоновой сварке позволяет реже проводить ревизию заточки.
Рекомендуем! Маркировка электродов для сварки на переменном токе
Предлагаем ознакомиться с особенностями применения каждого вида электродов посредством сравнительной таблицы.
Таблица сравнения вольфрамовых электродов
Хочется отметить ,что на рынке встречаются отечественные электроды длиной 1000 мм и диаметров 1.6; 2,0, 3.0, 4.0 мм. Их маркировка отличается от международной:
- “ВЛ/ЭВЛ-2” -Универсальный вольфрамовый электрод с оксидом лантана La2O3 сварка всех типов сталей и сплавов на переменном и постоянном токе.
- “ЭВИ-1/СВИ-1” – Иттрированный электрод. Сварка особо ответственных конструкций из углеродистых, низколегированных и нержавеющих сталей, титана, меди и их сплавов на постоянном токе
Особенности сварки инвертором
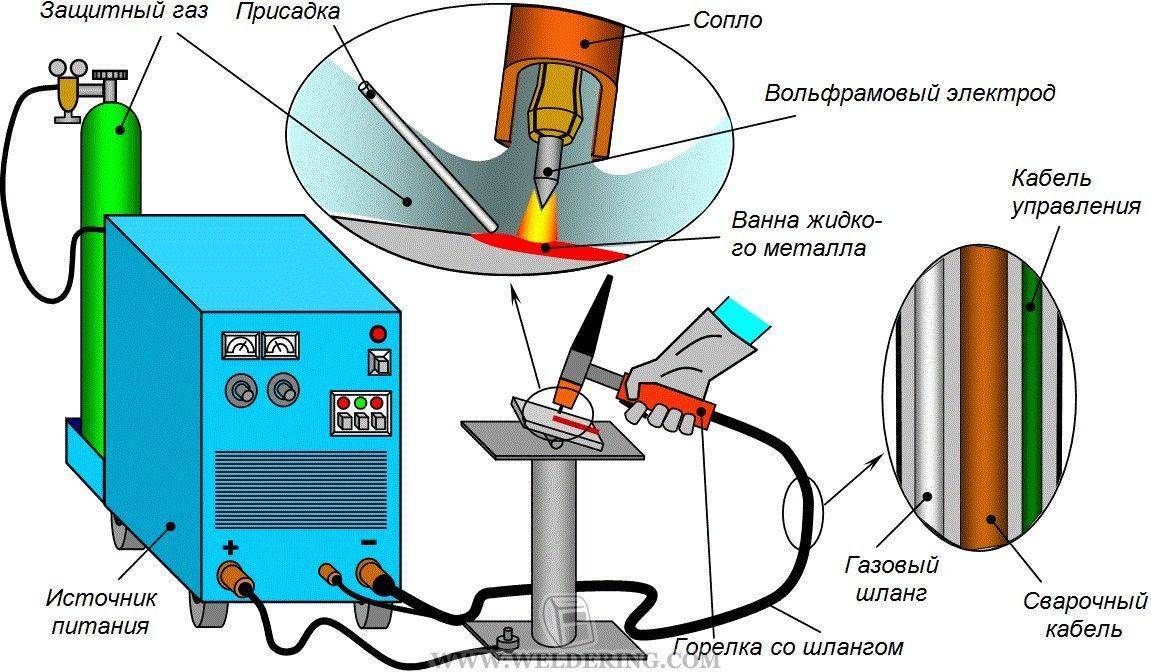
Инверторная сварка является самой подходящей и лучшей для изделий из алюминиевой основы. Процесс сварки металла выполняется в специальной оболочке из защитного газа, которая зачастую состоит из аргона. Обязательно используются вольфрамовые электроды с неплавящейся структурой.
Однако во время проведения сварочных работ поверхность данного электрода всегда требуется чистить. Дело в том, что на них скапливаются наросты, которые состоят из окисей вольфрама. В результате этого сильно ухудшается качество сварного шва.
Для удаления наростов применяется абразивный диск. При помощи него производится заточка электродов. Это позволяет сделать их поверхность чистой и гладкой, на ней не возникают заусенцы и канавки. Для заточки рекомендуется использовать отдельный диск, которые не применяется для других элементов.
Кроме этого можно самостоятельно снизить появления больших наростов на поверхности вольфрамовых электродов. Для этого данные элементы рекомендуется подвергнуть сильному охлаждению при помощи газа.
Инвертор для работы с алюминием
Изучая вопрос, чем сваривают алюминий стоит обратить внимание на функциональные устройства — инверторы. Данные приборы для сварки этого металла могут быть разными — они могут отличаться по конструкции и по модификациям
Чаще всего применяются полуавтоматические модели, но иногда могут использоваться электродуговые установки.

Основное преимущество инверторных устройств состоит в том, что они всегда подают стабильное напряжение. Именно это обеспечивает высокое качество сварного шва. Также как и у полуавтоматических устройств, у инверторного оборудования предусмотрена специальная приставка, которая обеспечивает высокую защиту во время работы в газовой среде.
Обычно данная приставка имеет маркировку TIG. Зачастую на многих аппаратах предусмотрена функция, которая позволяет производить быстрый переход в режим эксплуатации в среде защитных газов.
При проведении сварки алюминиевых труб и других элементов из данного цветного металла при помощи инверторного оборудования важно помнить несколько важных рекомендаций:
на поверхности изделий из алюминия всегда образуется оксидная пленка, которая может затруднить сварочный процесс
Именно по этой причине важно предварительно поверхность обработать при помощи абразивного диска, он поможет полностью устранить пленку;
при нагревании алюминий и его сплавы не изменяют цвет. Именно это намного усложняет процесс контролирования состояния сварочной ванны;
важно помнить, что сварочные работы с использованием инвертора, которые проводятся дома, должны выполняться правильно
В этом деле не стоит спешить, необходимо выждать время, чтобы было нужное прогревание;
если металл прогреть слишком сильно, то это может привести к деформированию детали. При проведении сварки алюминия с медью и другими цветными металлами в домашних условиях требуется дополнительно вместе с инвертором использовать специальную приставку, она позволит обеспечить контроль над проведением работы и предоставить возможность создать качественный, прямой и прочный шов;
способы и особенности сварки алюминия и его сплавов практически ничем не отличаются от сварки черных металлов. Для того чтобы справиться самостоятельно с процессом обработки алюминия достаточно иметь минимальные навыки. Дополнительно можно изучить специальную литературу и видеоматериалы.
Конечно, если соблюдать вышеперечисленные рекомендации при сварке алюминия в домашних условиях, все равно не получится получить шов высокого качества. Стоит учитывать, что процесс сваривания достаточно тяжелый и затратный. Самым лучшим вариантом будет приобретение осциллятора. Данный прибор позволит выдавать необходимые параметры тока.
Если при сварке будет применяться осциллятор, то обязательно дополнительно потребуются вольфрамовые электроды. Могут использоваться плавящиеся и неплавящиеся расходники. Все зависит от вида шва, который требуется получить в результате, а также от материала, применяемого в процессе работы.
Обычно самые прочные сварные алюминиевые конструкции получаются при проведении термического сваривания. Однако данный способ невозможно выполнить в домашних условиях. Для него потребуется подготовить специальную смесь, которая должна состоять из свинцовой стружки, марганцовки, алюминиевой пудры, канифоли.
Для этого обязательно требуется знать точные пропорции всех компонентов. Полученная смесь высыпается в область трещины и поджигается, это все приводит к возникновению небольшого взрыва, который и вызывает сплавление шва.
Нюансы инверторной сварки алюминия

Алюминий бывает техническим и очищенным, его температура плавления составляет 658-660°C, что для сварки несущественно. При интенсивном нагреве и без него возникают условия для взаимодействия с кислородом, и в результате образуется пленка из Al2O3 (оксида алюминия). А вот у этой самой пленки температура плавления уже достигает 2000-2200°C, что не позволяет формироваться полноценному шву. Еще одним неприятным моментом при сварке алюминия можно назвать высокую текучесть этого металла.
Конечно, все эти проблемы вполне разрешимы на техническом уровне. Чтобы не возникал Al2O3, место сварки (кончик электрода и сварочную ванну) ограждают подачей He или Ar (гелия или аргона). Но подача и использование такого защитного облака не относится к недорогим установкам, хотя, на промышленном уровне или просто при больших объемах работ покупка такого оборудования вполне себя оправдывает.
Конечно, в домашних условиях, когда потребность в сварке алюминия возникает один раз в два-три месяца, такое оборудование никто покупать не станет – слишком накладно. Для этого применяются электроды со специальным покрытием, состоящим из Li (лития), K (калия), Mg (магния), NaF (фтористого натрия) и т.п.
Виды сплавов алюминия
В сталелитейной промышленности на сегодняшний день производят пять алюминиевых сплавов широкого потребления:
- Силумин. На маркировке металла есть две или три буквы, где первая «А» указывает на алюминий, вторая, к примеру «К» на кремний и третья «Ц» — цинк. Дальше следуют цифры, указывающие на процентное содержание добавок. Например, АКЦ9, что соответствует K-7% и Zn-9%.
- АМц (Al+Mn) – ограничения по сварке отсутствуют;
- АЬг (Al+Mg) – ограничения по сварке отсутствуют;
- Дюралюминий – сваривается сложно;
- Термоуплотняемые сплавы — сваривается сложно.
Как получить качественный шов

Для получения прочного и красивого шва на алюминиевых изделиях нужно учитывать следующие факторы:
- Все изделия из любых алюминиевых сплавов покрыты Al2O3 – пленкой из оксида, о котором уже упоминалось выше. Так как для неё нужна температура плавления 2000-2200°C, то её проще очистить щеткой по металлу и работать при температуре 558-600°C. Помимо механической зачистки также применяют метод протравливания поверхности.
- Учитывая тот фактор, что воздействие O2 на Al достаточно интенсивно, обработку кромок для соединения на заготовках следует производить непосредственно перед сварочными работами.
- Вам не удастся следить за температурой сварочной ванны визуально, как на стали, так как алюминий не меняет цвет при нагреве и плавлении.
- Нагрев алюминия может оказаться катализатором для такого побочного явления, как кристаллизация, поэтому не стоит этим злоупотреблять, чтобы не утратить прочность конструкции.
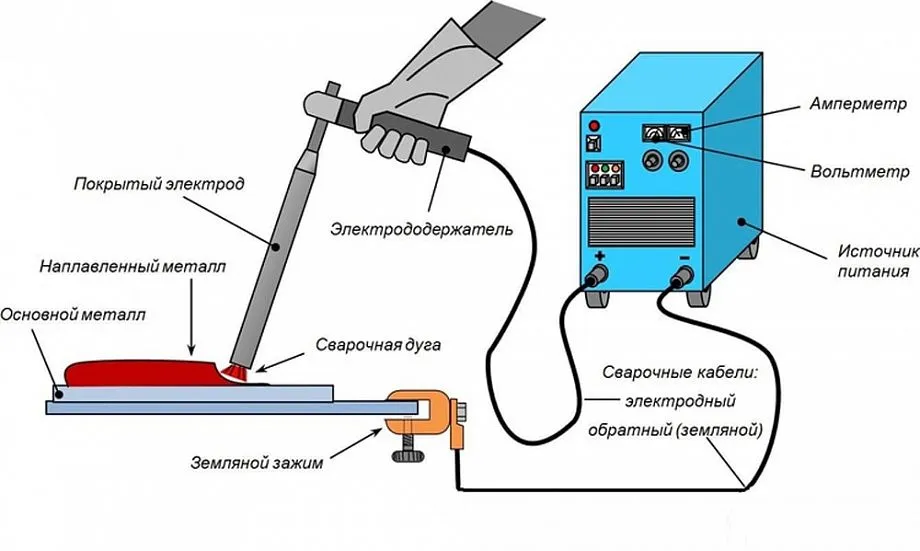
Инвертор для сварки алюминия

Если вы только собираетесь покупать инверторную сварку, то основное внимание следует обращать на объем предполагаемых работ, то есть, как часто вы намерены пользоваться данным агрегатом. Если его активность ограничится применением не более двух-трех раз в месяц, что, собственно и подразумевается в этой статье, то можно просто смотреть на цену и выбирать самый дешевый, с силой тока 200 A
Но в том случае, когда вы хотите получать шов высокого качества, нужно приобретать аппарат с функциями ММА и TIG – такие модели рассчитаны не только на электроды с покрытием, но и на аргонодуговую сварку.
Специфика сварки
Если говорить начистоту, то качество выполняемых работ очень мало зависит от стоимости инвертора – дорогой агрегат, это повышенная производительность и удобство. А вот соблюдение технологии вкупе с зачисткой поверхности и тщательным подбором качественных заготовок имеет решающее слово в красоте и прочности шва.
Для домашних нужд как нельзя лучше подойдут электроды из серии ОЗАНА-1 и ОЗАНА-2. Для успешного применения при сварке заготовок толще 10 мм электроды в обязательном порядке нужно прогреть в течение получаса при температуре 200°C. Они имеют солевую обмазку и используются двух положениях – нижнем горизонтальном и вертикальном. ОЗАНА рассчитаны на переменный ток обратной полярности.
Для постоянного тока с обратной полярностью используют электроды ОЗА, которыми можно работать в двух положениях – нижнем горизонтальном и вертикальном. Они также прогреваются в течение получаса для сварочных работ с заготовками более 10 мм, только здесь температура прокаливания должна быть 250°C.
Электроды УАНА имеют почти одинаковые возможности и требования с ОЗАНА – здесь тоже нужен прогрев и есть возможность работать с чистым алюминием и его сплавами. Только сварочные положения меняются, хотя их тоже два – верхнее горизонтальное (потолочное) и нижнее (без вертикального).
Виды электродов для сварки алюминия
Несмотря на обилие различных электродов, используемых для соединения алюминиевых деталей, выделяются несколько марок, завоевавших наибольшую популярность:
Щелочно-солевые электроды марки ОК. Самое широкое распространение получили модели: 96.10, 96.20, 96.50. Данные электроды рекомендуется использовать для сварки технического алюминия и изделия из сплавов данного металла с марганцем и магнием. Электроды марки ОК характеризуются высокой гигроскопичностью, в связи с этим хранить их необходимо в местах с максимально низким уровнем влажности.

- Электроды марки ОЗАНА. Самые распространенные из этой серии — ОЗАНА-1 и ОЗАНА-2.
- Электроды ОЗА. Изготавливаются из сварочной алюминиевой проволоки марок СвА 1,3,5,10. В основном используются для соединения изделий, выполненных из чистого алюминия или его сплавов с кремнием.
- Электроды марки УАНА. Они нашли свое применение в сварочных работах по заготовкам из деформируемых и литейных сплавов алюминия.