
Общая информация
Проволока сварочная СВ08Г2С это одна из самых распространенных марок. Ее часто называют универсальной, поскольку можно варить углеродистые и низколегированные стали. Такая проволока подойдет как новичкам, так и практикующим мастерам. Вам под силу сварка любых стальных деталей, если вы используете проволоку СВ08Г2С. Ниже вы можете видеть состав сварочной проволоки св08г2с.
Выпускается два типа проволоки марки СВ08Г2С: омедненная и без медного покрытия. Омедненная сварочная проволока обозначается буквой «О». При ее использовании отмечается крайне незначительный износ медных наконечников.

Проволоку СВ08Г2С можно купить как в кассетах, так и в катушках. Есть и компактные варианты, например, катушки по 5 кг. Есть и кассеты для профессиональной сварки по 15 кг и более. При хранении и применении проволока не разматывается, поскольку скручена в плотные ряды.
Если вы планируете заниматься профессиональной сваркой, то лучше купить проволоки без намотки, в упаковке. Она продается весом в 250 кг, что немало. Но за то такой материал практически не изнашивает подающий механизм и при этом стоит дешевле проволоки, намотанной на бобину. Это хороший выбор для продолжительной профессиональной сварки.
Область применения
Проволока св08г2с используется для сварки углеродистых и низкоуглеродистых марок сталей, которые имеют широкое назначение. Они применяются в машиностроительной отрасли, кораблестроении, а также в строительстве, при ремонте различных изделий из углеродистых сталей.
Особенно востребованной является проволока с медным покрытием. Такое покрытие значительно увеличивает проводимость тока за счет уменьшения контактного сопротивления. Это дает возможность поддерживать равномерную дугу сварки и повышать качество сварного шва за счет отсутствия окисления.
ПОСМОТРЕТЬ Проволока сварочная на AliExpress 708 рублей → Благодаря производству разных по диаметру изделий, можно подобрать нужное сечение проволоки для сварки как тонких деталей, так и конструкций больших размеров. Например, сечение 2 мм часто применяется при ремонте небольших металлических предметов и является самым востребованным в быту. Продукция, сечением до 6 мм, применяется преимущественно в машиностроительной области для сварки конструкций.
Проволока сварочная омедненная св08г2с применяется:
- В качестве соединяющего материала при проведении аргонодуговой сварки с использованием полуавтоматических сварочных аппаратов, а также при ручной сварке в среде аргона или его смеси с углекислым газом. Проволоку вводят в область сварного соединения, где она под действием пламени горелки расплавляется, а после отвердевания образует единое целое с металлом соединяемых деталей. Для проведения аргонодуговой сварки применяются неплавящиеся вольфрамовые электроды.
- В качестве присадки для образования флюса при выполнении ванной сварки. При расплавлении проволоки и сварных торцов металла, поднявшиеся вверх шлаки после остывания расплава образуют защитную пленку и предохраняют область шва от окисления. Кроме того, с помощью сварочной проволоки можно добиться за счет дополнительного легирования улучшения сварного шва.
Related Posts via Categories
- Вес стальной, медной и алюминиевой проволоки – таблицы и формулы расчета
- Сварочная проволока для полуавтомата – выбираем правильно рабочий инструмент
- Проволока сварочная нержавейка – для неподдающихся коррозии швов
- Как выбрать и сколько надо взять вязальной проволоки для обвязки арматуры?
- Применение порошковой проволоки для полуавтомата
- Какие особенности имеет проволока оцинкованная и каковы ее разновидности?
- Стальная оцинкованная проволока как полуфабрикат для изготовления изделий
- Пружинная проволока – по каким стандартам она изготавливается?
- Стальная проволока – готовое изделие и материал для различных конструкций
- Сварочная проволока – надежное соединение металлов
Расшифровка маркировки проволоки и ее главные достоинства
Аббревиатура Св-08Г2С только на первый взгляд представляет собой непонятный набор цифр и букв. Она легко поддается расшифровке: две буквы в начале «Св» означают, что это сварочный материал. «08» указывает на содержание С в сотых долях процента, Буква «Г» установлена ГОСТом для обозначения Mn. Марганец добавлен с целью упорядочения кристаллической структуры шва. Следующая за ней цифра «2» указывает содержание этого элемента в процентах. Буква «С» означает Si, отсутствие цифр значит, что Si содержится менее одного процента. Этот элемент добавляется для улучшения физико-механических свойств.
Выдерживание пропорции Si к Mn как 0,83 к 1,95 позволяет добиться стабильности химического состава на фоне повышенной прочности и долговечности сварного шва.
В состав проволоки входят и другие упомянутые выше химические элементы, такие, как никель, хром, медь, сера и фосфор. Согласно требованиям ГОСТ, поскольку их содержание менее одного процента, они в обозначении не отражаются.
Область применения
Проволока выпускается разного сечения, поэтому с её помощью соединяются тонкостенные и толстые металлы: например, в быту часто применяется диаметр в 2 мм для ремонта небольших деталей, а сечение в 6 мм — используется в машиностроительной промышленности для сварки основания станков или других мощных металлоконструкций. Проволока сварочная омедненная СВ08Г2С-О и ее применение:
- ручная сварка, когда для защиты используют аргон и его смесь с CO2, при этом применяется неплавкий вольфрамовый электрод;
- полуавтоматический вариант с защитой аргоном;
- в качестве легирующей присадки для сварочной ванны, когда плавящийся флюс образует защитное облако от возможного окисления, а застывающие шлаки — твердую поверхность с аналогичными свойствами защиты во время кристаллического формирования шва.
СВ08Г2С-О имеет лучшую совместимость со всеми выпускаемыми полуавтоматами, помогает надежно соединять вручную любые углеродистые стали с высоким качеством швов. Известные эксперты сварочных технологий отмечают особую уникальность проволоки с такой маркировкой для формирования валика шовного соединения и равномерного заполнения расплавленным металлом зазоров между кромками деталей.
Типы проволоки
По химическому составу выделяют несколько типов проволоки. Различные сорта, в зависимости от содержащихся примесей, применяют при сваривании самых разнообразных типов металлов:
- Высоколегированная проволока содержит множество дополнительных добавок.
- Среднелегированная проволока содержит меньшее количество присадок, что позволяет использовать ее в большинстве видов сварочных работ.
- Низколегированная проволока обладает минимальным содержанием примесей и содержит примерно 0.2 процента углерода, что позволяет сваривать углеродистые металлы или же стальные сплавы.
От количества и процентного содержания примесей, таких как углерод или никель, зависит приемистость проволоки к металлу.
Сварочная проволока ГОСТ 2246-70
ООО «Екатеринбург Метиз» продает стальную сварочную проволоку, изготовленную по ГОСТ 2246-70. Данный стандарт распространяется на сварочную холоднотянутую проволоку из низкоуглеродистой, легированной и высоколегированной стали, светлую и омедненную, которая применяется для полуавтоматической и автоматической сварки.
Особенности сварочной проволоки
В настоящее время сварка находит самое широкое применение в практической деятельности человека. Качественная сварка требует применения не только современных сварочных аппаратов, но и соответствующих современным требованиям расходных материалов, к которым относятся сварочная проволока и электроды.
Сварочная проволока необходима при газовой сварке в защитном газе. Так же используется она при производстве электродов для сварки. Подразделяется проволока на омедненную и светлую неомедненную.
Качество сварочной проволоки определяет качество шва, полученного при сварке. Вот почему, при необходимости купить сварочную проволоку, нужно ознакомиться с ее видами и характеристиками.
Сварочная проволока в первую очередь подразделяется по назначению. Она может служить плавящимся электродом при полуавтоматической и автоматической электродуговой сварке. Или же она служит присадкой, если сварку производят неплавящимся электродом.
ГОСТом 2246-70 определены сортамент и технические требования к изготовлению сварочной проволоки. Приведены примеры расшифровки условных обозначений изделий. Существует много марок сварочной проволоки, допускаемых ГОСТом. При сварке следует использовать сварочную проволоку, имеющую тот же состав, что и свариваемые металлы. В нашей компании можно приобрести сварочную проволоку разных диаметров марок Св08Г2С, ГОСТ 2246-70, Св08ГА, Св08А и других, светлую и омедненную, применяемую в различных целях.
Получить полную информацию о наличии, ценах и условиях поставки сварочной проволоки вы можете, обратившись к нашему менеджеру по телефону или выбрав другой более удобный для вас способ связи из раздела «Контакты».
ekat-metiz.ru
Проволока сварочная СВ 0,8
Главная->Справочник->Сортамент металлопроката->Проволока стальная->Проволока сварочная
Проволока сварочная СВ 1,0 Проволока сварочная СВ 1,6
Цена проволоки сварочной 0,8 мм
Диаметр проволоки, мм = 0,8
Применяется для механизированной сварки в защитных газах
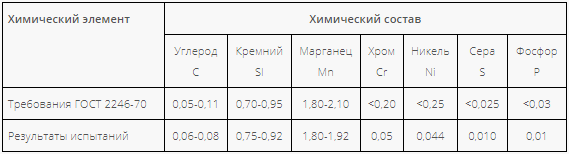
Химический состав некоторых марок сварочной проволоки ГОСТ 2246-70
| Химический элемент | Массовая доля, % | ||
| СВ-08 | СВ-08А | СВ-08Г2С | |
| P | 0,100 | 0,100 | 0,030 |
| Mn | 0,35-0,60 | 0,35-0,60 | 1,80-2,10 |
| Si, не более | 0,030 | 0,030 | 0,70-0,95 |
| P, не более | 0,040 | 0,030 | 0,030 |
| S, не более | 0,040 | 0,030 | 0,025 |
| Cr, не более | 0,150 | 0,120 | 0,200 |
| Ni, не более | 0,300 | 0,250 | 0,250 |
| Cu, не более | 0,250 | 0,250 | 0,200 |
Проволока 0,8 СВ ГОСТ 2246-70 08Г2С сварочная, омедненная
Для изготовления используется конструкционная низколегированная сталь для сварных конструкций, предел кратковременной прочности – 980 МПа, предел пропорциональности – 785 МПа, относительное удлинение 8%. Сваривается без предварительного нагрева и последующей термической обработки, эффект образования флокенов и эффект отпускной хрупкости отсутствует. Проволока СВ ГОСТ 2246-70 08Г2С д. 0,8 ом. 15кг. Катушки используется для сварочных автоматов или для ручной газосварки. По требованию потребителя проволока может изготавливаться из сталей, получаемых во время электрошлаковой выплавки, при этом все дополнительные требования по качеству металла подлежат обязательному предварительному согласованию между участниками договора. Реализация может выполняться в катушках или кассетах.









По согласованию сторон проволока СВ ГОСТ 2246-70 08Г2С д. 0,8 ом. 15кг. Катушки должна состоять из одного отрезка, ряды должны быть ровными, во время размотки не допускается перепутывания мотков. Концы проволоки в катушках должны легко находиться, для больших катушек стандарт допускает соединение контактной сваркой, качество сварки должно отвечать требованиям существующего стандарта. Временное сопротивление на разрыв должно составлять 882 МПа для проволоки, которая предназначена для наплавки металла. Колебание значений по разрыву не может превышать 98 МПа. Для легированной и низколегированной стали возможна дополнительная термическая обработка. Режимы и параметры обработки выбирает производитель, в акте качества должны указываться конечные физические характеристики. Поверхность проверяется визуальным способом, на поверхности должны отсутствовать закаты, плены, расслоения и раковины. Допускается наличие небольших вмятин и царапин, если их максимальные размеры не выводят проволоку за минусовые поля допусков.
Проволока сварочная СВ 0,8 Проволока сварочная СВ 1,0 Проволока сварочная СВ 1,2 Проволока сварочная СВ 1,6
Плюсы самозащитной порошковой
Такая проволока имеет следующие достоинства:
- При сварке электрическая дуга открыта. Таким образом, есть возможность смотреть за процессом и направлять его в нужном направлении.
- Состав сварочного шва идеальный.
- Доступны все положения для сваривания деталей.
- Оборудование компактно. Не нужно иметь с собой оборудование для подачи флюса и газа, нет необходимости привозить с собой тяжёлые баллоны с газом.
- Проволока имеет покрытие, которое позволяет переносить давление роликов в подающем механизме сварочного аппарата.
Чтобы наплавить метал открытой дугой, принято пользоваться проволокой диаметром от двух до трёх миллиметров, наплавлять металл под флюсом, диаметр проволоки составляет 3,6 миллиметра. Чтобы сваривать крупногабаритные изделия, применяется проволока диаметром 5 миллиметров. Сама технология сварки самозащитной проволокой такая же, как и технология сварки присадочной проволокой, но есть различие: сварочный аппарат полуавтомат должен иметь режим работы «Без газа», тогда он подойдёт для работ с обоими видами проволоки.
Проволока для сваривания стали. Проволоку марки СВ-08Г2С можно использовать для трубопроводов, различных ёмкостей, котлов.
Проволоки для сварки: требования стандарта и виды
Стандарт и обозначение
Для проведения качественных сварочных работ при строительстве или ремонте применяется сварочная проволока ГОСТ 2246-70. Он введен 01.01.1973 года и в настоящее время действует с изменениями и дополнениями. Он распространяется на холоднокатаную изготовленную из низкоуглеродистой, легированной и нелегированной стали. Определяет технические условия, марки и классификацию.
В тексте приводятся примеры условных обозначений для сварочной проволоки с расшифровкой. Например, проволока сварочная Св-08Г2С–0 ГОСТ 2246–70.
- Она предназначена для сварки, что обозначается «Св».
- Имеет омедненную поверхность – литера «О».
- Цифра «08» говорит о низком – 0,08% содержании углерода, то есть низкоуглеродистая.
- «Г2» определяет содержание марганца – 2%.
- «С» — кремния, после которого нет цифры, это значит его доля менее 1%.
- Итоговая сумма легирующих, то есть добавленных для придания определенных качеств и свойств, элементов составляет более 2,5%. В этом случае она считается легированной.
Она применяется при работах с автоматическими и полуавтоматическими аппаратами, как правило, в судо-, самолето-, машиностроении и строительстве. Применяется также при дуговой сварке в защитных газах.
Характеристики
Сварочный шов сделанный полуавтоматической сваркой Сварочная проволока обеспечивает надежное сваривание с ровным и чистым швом, а также заполняет зазор между краями металла. У этой марки небольшое содержание примесей: фосфора и серы. Это вредные вещества, которых в совокупности менее 0,03%. Также в ее составе незначительное количество хрома – 0,2% и никеля – до 0,25%. Практически нет титана и молибдена.
Как устанавливать новую бухту проволоки в полуавтоматический сварочный аппарат Диаметр ее может быть от 0,8 до 5 мм. Медное покрытие — до 0,15 мм. По времени сопротивления разрыву делится на две группы.
По ГОСТ она сворачивается, в зависимости от сечения, в мотках прямоугольной формы или крупногабаритных катушках весов до 1 тонны. И в таком виде поставляться потребителю. В мотках она должна быть одним отрезком и свернута рядами. Мотки перевязаны в трех местах. К каждому крепится ярлык с название производителя, маркой и номером партии. К каждой партии сварочной проволоки – сертификат, в котором указывается также состояние ее поверхности, химический состав, результат испытаний и масса.
Другие маркировки и виды
Проволока сварочная Св-08Г2С–0 ГОСТ 2246–70 за рубежом имеет
Подача проволоки из рукоятки полуавтомата
аналоги, которые маркируются по требованиям страны изготовителя — ER70S-6 или ER49-1.
Материал изготовления изделия, предъявляет требования к химическому составу проволоки, которой его предполагают сваривать. В энергетике и пищевой промышленности в основном применяются изделия и детали из алюминия или нержавеющей стали. Для них применяется соответственно сварочная проволока алюминиевая или нержавеющая. Работы с такими материалами требуют специального оборудования и навыков.
Умение и опыт сварщика во многом влияет и на расход сварочной проволоки.
Область применения
СВ08Г2С широко применяется на машиностроительных производствах, в судостроении, при разнообразных ремонтных работах — везде, где требуется сваривать детали из углеродистых стальных сплавов широкого назначения. Приобретает она популярность и среди владельцев небольших автомастерских и просто среди домашних мастеров.
Отдельной популярностью заслуженно пользуется омедненная проволока. Медный слой способствует росту проводимости по причине снижения сопротивления в точке контакта. Это свойство значительно повышает стабильность электродуги и увеличивает прочность и, главное, долговечность шовного материала. Это происходит благодаря подавлению окислительных процессов в шве и околошовном пространстве.
Широкий диапазон выпускаемых сечений позволяет подобрать наиболее подходящий сварочный материал и для мелких или тонколистовых деталей, и для массивных заготовок и крупногабаритных конструкций. Двухмиллиметровая модель зачастую используется для ремонта мелких изделий, став популярной в домашних мастерских. Шестимиллиметровая модель применяется в индустриальной обстановке, поскольку требует мощных источников тока.

Полуавтоматическая сварка проволокой
СВ08Г2С применяется:
- В ручном режиме в атмосфере чистого Ar, а также совместно с CO2 – в качестве присадки. Вводится в рабочую область вручную, плавится и входит в шовный материал после кристаллизации. Сварка при этом ведется вольфрамовым неплавким электродом.
- В полуавтоматической сварке в атмосфере Ar .
- Как легирующая присадка в сварочную ванну. Флюс образует облако защитных газов, а шлаки — твердую поверхность, предохраняющую материал сварочной ванны от окисления во время кристаллизации.
СВ08Г2С обладает наилучшей сочетаемостью с промышленными автоматическими и полуавтоматическими аппаратами. Она помогает сваривать вручную практически любые углеродистые стали с высоким качеством. Шов отличается отличной геометрией и стабильностью химического состава. Эксперты особо отмечают уникальность свойств проволоки для таких операций, как формирование шовного валика и равномерного заполнения сварочного зазора между кромками заготовок.
Где нужны сварочные работы
Вполне даже может быть, что сварочные работы некоторым людям могут потребоваться и в бытовых условиях, но подавляющее количество сварочных работ требуется в производственных условиях, там сварка числится практически как неотъемлемая функция производства. Когда возникает ситуация, при которой требуется сварить между собой металлы, также возникает вопрос о том, как следует эту работу выполнить, каким сварочным аппаратом и материалами это делать и тому подобные моменты.
Существуют различные способы сварки металлов, различные расходные материалы. Выбираются они в зависимости от того, какие металлы нужно сварить. Если нужно варить цветные или тугоплавкие металлы, следует использовать присадку сварочную определённого вида.
Каким образом выбирается марка материала?
Такой вопрос вполне может серьёзно озадачить новичка, но если во всём последовательно разобраться, то ничего сверхсложного в этом деле нет. Существует список, в котором указано, каким видом нужно варить определённые металлы.








Маркировка легированной проволоки
Проволока для сварки маркируется буквенно-цифровым кодом. Первые буквы СВ означают — сварочная проволока. Следующие две цифры — количество углерода в сотых долях процента, затем буква, обозначающая легирующую добавку и цифры соответствующие количеству легирующей добавки в процентах. Если количество легирующей присадки менее половины процента, то после буквы цифра не ставится.
Поскольку химически чистый металл используется крайне редко, а сварочные работы производятся со сплавами, то наибольшее распространение получила сварочная легированная проволока. В качестве легирующих элементов используются следующие металлы:
- Б — ниобий
- В — вольфрам
- М — молибден
- Д — медь
- Т — титан
- Х — хром
- Н — никель
- Ф — ванадий
- Ц — цирконий
- Ю — алюминий
- Г — марганец
Так же в качестве легирующего элемента используется кремний. Он обозначается буквой «С». Таким образом, марка СВ06Х19Н9Т обозначает — сварочная проволока с содержанием 0,06% углерода, 19% хрома, 9% никеля и
Везде, где применяется, сварочная легированная проволока ГОСТ определяет, для каких видов сплавов подходит тот или иной тип сварочной проволоки. Например, 2СВ30Х25Н16Г7 — сварочная легированная проволока диаметром 2 мм с высоким содержанием хрома, никеля и марганца, должна использоваться для сварки нержавеющих высокоуглеродистых сталей.
Химический состав сварочной проволоки оказывает основное влияние на качество сварного соединения. Исходя из этого и в соответствии с ГОСТ, и выбирают марку проволоки в зависимости от химического состава свариваемого сплава.
Так для сварки низколегированных сталей применяют малоуглеродистые марганцевые и кремнемарганцевые сварочные проволоки марок — СВ-08ГС, СВ-08ГА, СВ-10Г2, СВ-08Г2С. Для производства сварочных работ с высоколегированными сталями применяют специальную сварочную проволоку легированную: ванадием, титаном, ниобием, молибденом, хромом и никелем.
Металл легирующей присадки, и его процентное содержание определяется химическим составом свариваемой стали.
Сварочная легированная проволока применяется как присадочный материал при проведении сварочных работ ручным методом или используя полуавтоматическую или автоматическую сварки.
Стальная нержавеющая легированная проволока, которую выпускает со своего производственного предприятия изготовитель, должна соответствовать требованиям, описанным в ГОСТ 2246-70.
1 Где используется легированная сварочная проволока
Чаще всего СВ08Г2С применяют при работе со сварочными автоматами и полуавтоматами в промышленности. С ее помощью можно выполнять ручную сварку любых изделий из стали. Она гарантирует прочное высококачественное соединение, характеризуемое чистым и очень ровным сварочным швом. Св-08Г2С незаменима для выполнения двух важных операций:
- образования на соединительном шве валика;
- заполнения пространства между краями свариваемого изделия.
Сварочная проволока Св-08Г2С
Рекомендуем ознакомиться
Данная сварочная проволока является основным элементом комплексных технологических процессов в таких отраслях промышленности наших дней, как строительство, самолето-, машино- и кораблестроение. Также СВ08Г2С может выступать в качестве эффективного присадочного материала при сварке. А высокий коэффициент наплавки, которым она описывается, обеспечивает качественное выполнение сложных наплавочных мероприятий.
Проволока Св-08Г2С для сварки в газовой атмосфере
Обычно такая среда создается чистым аргоном или же смесью этого газа с другими. Популярным является и углекислый газ (абсолютно чистый с точки зрения своего химсостава), имеющий меньшую по сравнению с аргоном стоимость. Сварочная операция в атмосфере углекислого газа ведется на постоянном токе, она рекомендована для соединения углеродистых сталей.
Проволока порошковая и газозащитная порошковая
Для того чтобы делать работу в полевых условиях или в открытых зданиях, была разработана порошковая сварочная проволока. Швы получаются качественные, механизация процесса занимает меньше времени, также меньше времени уходит на очистку металла от брызг. Такая проволока имеет два подвида: самозащитная порошковая и газозащитная порошковая.
Газозащитная создана для варки сварочным аппаратом полуавтоматом и автоматом, варить можно низколегированные и углеродистые стали, сварка проводится в среде газа защитного. Это может быть углекислота, аргон, их смеси. Такой способ имеет высокую степень проплавления металла, что позволяет проводить сварку нахлёсточных, угловых, стыковых соединений даже за один проход, в зависимости от конкретного случая каждый раз.
Типы
Существует несколько типов низкоуглеродистых сталей с:
- сердечником из флюса;
- высокой степенью наплавки;
- сердечником из флюса;
- сердечником из металлического порошка.
 Это новые виды проволоки сварочной, при их помощи имеется возможность делать высокого качества сваривание металлических деталей, повышается скорость проведения сварки, уменьшается степень разбрызгивания металла, коэффициент наплавления высок, дымление при сварке наблюдается слабое. Этот факт также очень важен, особенно мал эффект дымления при сваривании металлов в среде аргона или в среде защитного газа, который состоит из смеси газов с высоким содержанием аргона.
Это новые виды проволоки сварочной, при их помощи имеется возможность делать высокого качества сваривание металлических деталей, повышается скорость проведения сварки, уменьшается степень разбрызгивания металла, коэффициент наплавления высок, дымление при сварке наблюдается слабое. Этот факт также очень важен, особенно мал эффект дымления при сваривании металлов в среде аргона или в среде защитного газа, который состоит из смеси газов с высоким содержанием аргона.
Самозащитную порошковую проволоку ещё называют флюсовой, или самозащитной. Она имеет сердечник, в котором есть нужные шлакообразующие и защищающие сварочный шов присадки. Это избавляет от использования баллонного газа, что тоже выгодно, так как с использованием газа в баллонах связаны траты времени, транспортные расходы, трата денег и повышенная опасность на рабочем месте, потому как баллоны находятся под высоким давлением. Кроме этих проблем, баллоны требуют периодической аттестации.
При сварке полуавтоматом с помощью газа образовывается защитная ванна, газ выходит из сопла и попадает на расплавленный металл свариваемых деталей и создаёт условия для качественной сварки. Проволока в случае, когда сварка происходит без применения газа, создаёт защиту и качественное сваривание металла другим путём. Во время плавления проволоки, одновременно плавится и флюс, который входит в состав, образует в свариваемом месте защитный слой, который потоком воздуха не удаляется. Таким образом, этот вид сварки целесообразно применять на открытой местности при высокой скорости потока ветра, т. е. в полевых условиях.
Температура плавления присадки
 Это тоже важный факт для достижения качества. Дело в том, что температура плавления присадки в идеале должна быть немного ниже, чем температура плавления свариваемых элементов, в крайнем случае — одинакова. Это требуется вследствие того, что сначала прогреваются электрической дугой свариваемые элементы вплоть до плавления кромок свариваемых деталей, а затем подводится присадочный материал, который начнёт плавиться немного позже. Если температура плавления присадочного прутка будет выше, чем у основного металла, то металл может прогореть.
Это тоже важный факт для достижения качества. Дело в том, что температура плавления присадки в идеале должна быть немного ниже, чем температура плавления свариваемых элементов, в крайнем случае — одинакова. Это требуется вследствие того, что сначала прогреваются электрической дугой свариваемые элементы вплоть до плавления кромок свариваемых деталей, а затем подводится присадочный материал, который начнёт плавиться немного позже. Если температура плавления присадочного прутка будет выше, чем у основного металла, то металл может прогореть.
При соблюдении нижеперечисленных правил сваривания будут гладкий шов, высокая прочность и качество. Если температура плавления подобрана неправильно, есть риск появления трещин в металле.



Основные правила для качественной сварки:
- Присадка должна иметь одинаковую толщину металла с толщиной свариваемых деталей.
- Большую роль играет чистота проволоки: на ней не должно быть окалины, краски, масла, различных загрязнений.
- Плавление проволоки должно проходить плавно, без рывков, это задача качественного сварочного аппарата и отчасти сварщика.
- Класть шов нужно ровно, он не должен иметь пор и трещин, металл должен быть цельный, без разрывов.
Обычно сварка металла сварочной проволокой проводится в среде углекислого газа или аргона, но есть и другие варианты сваривания металла. Защитный газ нужен для того, чтобы защитить ванну свариваемого металла от кислорода, в этом случае шов получается гораздо аккуратнее и ровнее. При варке какого-либо цветного металла нужно подбирать проволоку с максимально похожим составом металла.
Чтобы варить алюминий, нужна проволока СВ-97, СВ-А85, также можно подобрать её аналоги зарубежного производителя, например:
- ER 1100;
- OK Autrod 1070;
- OK Autrod 18.01.
Чтобы варить низколегированные стали, нужно иметь много проволоки. Дело в том, что востребованность сварки низколегированных металлов намного выше, чем цветных, высоколегированных или каких-либо других видов. Пожалуй, самой наиболее распространённой проволокой является марка СВ-08Г2С. Этот вид производители изготавливают в двух вариантах:
- Без защитного покрытия;
- Покрытие медью. Этот вариант считается более качественным, получается более ровное горение дуги, уменьшается износ расходных материалов сварочного аппарата, например, медного наконечника. Ещё медное покрытие предохраняет сварочную проволоку от появления на ней коррозии в случае длительного хранения.
Если при сварке металлов использовать присадочные прутки или присадочную проволоку, можно использовать флюс. Флюс имеет свойство влиять на структуру шва, шов получается ровный и гладкий, без флюса же шов будет подвержен преждевременному разрушению
Ещё, и это тоже очень важно для качества сварки свариваемых изделий, флюс делает сварочный шов более растяжимым, что увеличивает надёжность и долговечность изделия