
Какое оборудование применяют?
Применяется две большие группы плазморезательного оборудования:
- Индустриальные установки для раскроя листовых заготовок. Это высоко автоматизированные комплексы, работающие под программным управлением. Плазменные резаки крепятся на подвижных порталах или на манипуляторах.
- Ручной плазменный резак по металлу. Устройство размером со средний инверторный аппарат, справляется с листом в 1-2 см толщиной. Линией реза управляет рука оператора. Портативный резак снабжен также системой осушения и отделения масла из воздуха.
Выбор аппарата
Чтобы правильно выбрать оборудование, нужно исходить из своих потребностей. Для их оценки нужно спрогнозировать объем и номенклатуру работ, которые будут выполняться с помощью резака.
При ограниченном объеме работ подойдет инвертор для плазменной резки. Он экономичен, компактен, легко переносится к месту работы. Однако такие устройства перегреваются и требуют периодического охлаждения.
Для серьезной работы в течение всей смены потребуется трансформаторное устройство. Оно обладает серьезными массогабаритными характеристиками и может разрезать заготовки большой толщины.
По мощности
Потребляемая мощность определяет максимальный рабочий ток, и, следовательно, максимальную толщину раскраиваемых заготовок. Детали до 3 см поддадутся резаку с током 90 ампер. Более солидные детали потребуют от 100 до 170 ампер.
Соответственно мощности подбирается форма и размер наконечника сопла.
По времени и скорости разрезания материала
Скорость резания зависит от следующих факторов:
- материал заготовки;
- ее толщина;
- рабочий ток.
Так, алюминий будет разрезан существенно быстрее стали.
Если скорость резания — критически важный параметр, нужно уделить внимание времени беспрерывной работы устройства.
Горелка

Мощность горелки следует выбирать, исходя из оценок объемов работы и средней продолжительности разреза. Ее должно хватать для того, чтобы успеть выполнить этот разрез за один прием, между двумя стадиями охлаждения.
Сопло опытные резчики советуют брать медное, оно лучше других материалов охлаждается.
Рукоятка должна удобно лежать в руке и снабжена съемным ограничителем, поддерживающим постоянное расстояние до детали.
Для непродолжительного раскроя тонколистовых заготовок подойдет воздушная горелка. Для работы с толстыми деталями лучше выбрать азотную.
Внешние характеристики
Если места разрезов удалены друг от друга, как это, например, происходит при демонтаже металлоконструкций, важными параметрами становятся масса и размеры устройства.
Как вырезать заготовку круглой формы
Ровный круг легко вырезать на ЧПУ-плазморезе. Но ручным резаком сделать это достаточно тяжело. Циркуль для плазмореза решает эту ситуацию. Циркуль для плазмореза можно купить, но при наличии токарного станка его можно изготовить самостоятельно. В основе конструкции — магнит, который крепится к металлическому столу или непосредственно к заготовке, (если она магнитится).
На магните установлена шпонка с подшипником или втулкой. На подшипнике крепится подвижная наводящая со съемным керном на конце.
Керном размечается детали будущей заготовки, а затем на место съемного керна вставляется плазморез, и движение повторяется.
Циркуль для плазмореза также позволяет избавиться от необходимости в соблюдении угла в 90 градусов. И плазменная резка, осуществляемая своими руками теперь не будет казаться такой сложной, как раньше.
Схожую конструкцию имеет и линейка для плазмореза с магнитами. Единственное отличие в том, что предназначена она для ровных срезов, а не радиальных, как в случае с циркулем.
Принцип действия плазменной резки
Плазменная резка – это разделительная обработка металла с помощью термического процесса. Роль режущего инструмента здесь играет струя низкотемпературной плазмы.
Принцип действия плазменного аппарата:
- Между разрезаемым металлом и электродом или соплом плазмотрона создается электрическая дуга с температурой в 5000С.
- В сопло под давлением поступает газ, за счет чего температура электрической дуги повышается до 20 000С.
- Газ ионизируется и преобразуется в высокотемпературный газ или низкотемпературную плазму.
- От нагретой дуги возрастает ионизация, и температура газовой струи повышается до 30 000С. Во время этого процесса поток плазмы обладает высокой теплопроводностью и ярко светится.
- Плазма со скоростью в 500–1500 м/с проистекает из сопла, попадает на подготовленный металл, разогревает его и плавит в месте разреза.
Более наглядно процесс резки металла с помощью плазмотрона можно посмотреть по видео.
Рекомендации по работе с аппаратами новичкам
Подобранный правильным образом аппарат и необходимый для сварки режим помогут осуществить работу без трещин и образования раковин даже с таким металлом как алюминий, являющимся достаточно капризным для проведения такого рода работ.
Сварка плазменная. Видео. Неопытные сварщики могут столкнуться в процессе сварки с чрезмерным разбрызгиванием металла из-за сильного давления пара. Начинающим сварщикам лучше подбирать такое оборудование, чтобы оно было с большим соплом и самым большим диаметром отверстия для работы.
Благодаря этому, давление пара будет не столь высоким, а факел одновременно сможет охватить и одну и другую кромки деталей, что увеличит вероятность получения качественного шва.
Неплохие китайские плазморезы

Конструкция аппарата воздушно плазменной резки не настолько сложная, чтобы ее воспроизводили с погрешностями. По крайней мере об этом говорят те, кто покупал резаки в Китае. Изделия из этой страны — это отличный выбор при ограниченном бюджете. И когда речь заходит о китайских моделях, чаще всего вспоминают недорогой CUT50p. Цена такого компрессора в районе 350 долларов. Он способен выдавать ток силой в 10 ампер, весит 13 килограммов и имеет режим работы 60%. (После 6 минут работы делайте перерыв на 4 минуты).
В плюсах нужно отметить следующее:
- Легкая горелка;
- Наличие расходников в комплекте;
- Все собрано в одном корпусе. (данный плазморез со встроенным воздушным компрессором);
- Питание 220/110 вольт;
- Неплохое соотношение «возможности-цена»;
Но если вы решили приобрести недорогой плазморез с готовым компрессором из Китая, лучше обратить внимание на компанию DWT. Это международная фирма со штаб-квартирами в Китае и Швейцарии
У фирмы есть представительства в России, а значит, и есть куда обращаться за сервисом.
Инверторный плазморез DWT CUT-40
Средняя стоимость заводских аппаратов
Ассортимент плазморезов для ручной резки материалов сейчас поистине огромен. Ценовые категории также различны. Цену аппаратов определяют следующие факторы:









- Тип устройства;
- Производитель и страна производства;
- Максимально возможная глубина реза;
- Модель.
Решив изучить возможность покупки плазмореза, необходимо интересоваться стоимостью дополнительных элементов и комплектующих к оборудованию, без которых полноценно работать будет сложно. Средние цены на аппараты в зависимости от толщины разрезаемого металла составляют:
- До 6 мм – 15 000 – 20 000 рублей;
- До 10 мм – 20 000 – 25 000;
- До 12 мм – 32 000 – 230 000;
- До 17 мм – 45 000 – 270 000;
- До 25 мм – 81 000 – 220 000;
- До 30 мм – 150 000 – 300 000.
Популярными аппаратами являются «Горыныч», «Ресанта» ИПР-25, ИПР-40, ИПР-40 К.
Сравнение лазерной и плазменной резки
Можно выделить основные различия между лазерной и плазменной резкой.
- Толщина металла. Это основной параметр, который отличает два способа раскроя. Лазерная резка не имеет конкурентов при работе с металлами толщиной до 6 мм. При большей толщине замедляется скорость работы, и лазерную резку редко используют для раскроя металлов толщиной более 20 мм. Плазменная резка эффективна при толщине материала 20–40 мм. Может использоваться для раскроя меди толщиной до 80 мм, чугуна – до 90 мм, алюминия и его сплавов – до 120 мм, легированных и углеродистых сталей – до 150 мм.
- Конусность реза. При лазерной резке металла толщиной более 6 мм появляется конусность кромок порядка 0,5°. По этой причине нижняя часть получаемых отверстий имеет увеличенный диаметр. Для плазменной резки этот параметр больше – 3–10°. При выполнении отверстий этим способом их выходной диаметр меньше входного.
- Температурное воздействие. Лазерная резка характеризуется малой зоной температурного воздействия. Плазменная резка воздействует на металлы высокой температурой, и листы толщиной до 0,5 мм могут покоробиться.
- Качество резки. По этому параметру лидер – лазерная резка. Для нее характерны стабильный и точный рез, а также отличное качество кромок. При использовании плазменной резки образуется окалина и нужна доработка кромок.
Сравнительные характеристики обоих способов раскроя металлов приведены в таблице ниже:
| Параметр | Лазерная резка | Плазменная резка |
| Ширина реза | Стабильна в пределах от 0,2 до 0,375 мм | Меняется из-за нестабильности дуги в пределах от 0,8 до 1,5 мм |
| Точность реза | Высокая ± 0,05 мм | Меняется в зависимости от износа оборудования в пределах от ± 0,1 до ± 0,5 мм |
| Конусность реза | Не более 1° при толщине металла более 6 мм | От 3° до 10° |
| Перпендикулярность реза | Обеспечивается | Рез сужается в нижней части, поэтому кромка плавно закругляется |
| Качество кромок | Высокое | Нужно удалять окалину |
| Температурное воздействие | Невысокое на ограниченном участке | Высокое. Тонкие металлы могут покоробиться |
| Производительность | Высокая для металлов не толще 6 мм. Снижается при увеличении толщины листа | Высокая при толщине металла до 40 мм. Снижается при увеличении толщины листа |
Как работает плазменная резка
устройство плазменной резки
Плазма представляет собой ионизированный газ, который обладает электропроводностью и содержит в себе заряженные частицы. В качестве плазмообразующих могут использоваться активные газы (кислород или смесь газов — воздух) и неактивные газы (водород, аргон, азот). Их нагревание и ионизация при помощи дугового разряда происходят в плазмотроне. Чем выше поднимется температура газа, тем больше он будет ионизирован. Температура плазменного потока достигает до 6000 градусов по Цельсию.
Чтобы осуществить плазменную резку пластин металла, сперва нужно их надежно закрепить на станке. Затем между обрабатываемым материалом и форсункой происходит короткое замыкание, в результате которого зажигается электрическая дуга. Чтобы зажечь основную дугу, может использоваться дежурная. Она образуется при помощи осциллятора и имеет силу тока 25-60 А. Затем под большим давлением в сопло подается газ, который под воздействием электричества превращается в плазму, которая выходит из аппарата со скоростью 500 – 1500 м/с. Технология плазменной резки металла предполагает, что металл в области разреза расплавляется и выдувается во время перемещения резака.
плазмотрон
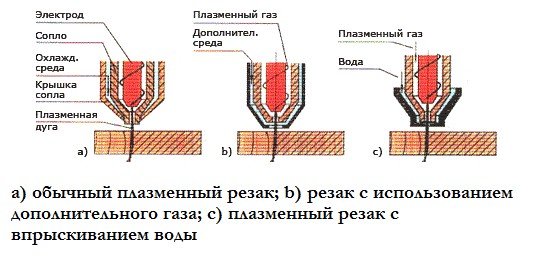
Знаете ли вы, что принцип плазменной резки металла несколько отличается для каждой из ее разновидностей? Это обстоятельство стоит учитывать, так как грамотный подбор инструментов и материала – залог энергоэффективности проводимых работ.
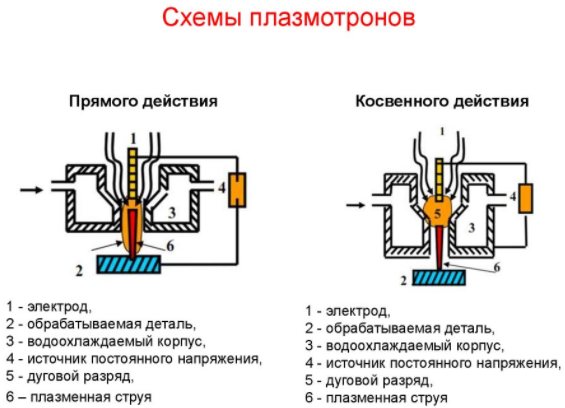
- При ручной резке плазменной струей электрод и детали сопла, даже если источник питания отключен, соединены. Если нажать триггер, через этот контакт пойдет постоянный ток, который также запустит поток плазменного газа. Электрод и сопло разомкнутся только тогда, когда давление плазменного газа будет оптимальным. Затем возникнет электрическая искра, и под действием высоких температур образуется плазма. Электрический ток переместится на контур, охватывающий электрод и разрезаемый металл. Если триггер отпустить, подача тока и воздуха прекратится.
- При высокоточной резке плазменной струей электрод и детали сопла не соприкасаются. Для их изоляции предназначен завихритель. Когда включается источник тока, начинается предварительная подача газа в плазмотрон. Вспомогательная дуга в это время служит для питания сопла (подключение к «+» потенциалу) и электрода (подключение к «-» потенциалу). Затем вырабатывается высокочастотная искра, и ток от электрода к соплу идет уже через образованную плазму. Плазменная струя начинает разрезание металла, и контур тока переходит от электрода на обрабатываемую поверхность. После этого источник тока устанавливает оптимальную силу тока, происходит регулировка потока газа.
Зная, как работает аппарат плазменной резки, а также специфику работ, которые вам предстоят, можно собрать устройство плазменной резки своими руками, благо инструкции для этого широко представлены на просторах интернета. Наиболее подходящий для преобразования механизм — сварочный инвертор. Бытовым плазморезом можно не только разрезать металл, но и произвести плазменную сварку.
Какой плазморез купить
Возможность проведения резки таких металлов, как алюминий, медь, нержавеющая сталь, делают плазморезы востребованными. Качество и точность обработки выгодно отличает оборудование в сравнении с аппаратами, работающими при помощи газокислородного пламени. Для обработки разрезанных предметов требуется минимальное количество времени.
Выбирая плазморез, будущему владельцу инструмента необходимо учитывать следующие критерии.
Вид устройства
Существуют ручные и автоматические плазморезы. Первые нужны для резания деталей толщиной до 10 мм в гараже, в небольших мастерских, где объёмы работ невелики. Автоматы применяются на предприятиях, в больших сервисных центрах.
Сила тока
Чем больше толщина заготовки, тем мощнее потребуется плазморез. Например, для работ с медью и её сплавами, латунью, алюминием толщиной 1 мм, необходимо 6 А, для чёрных металлов и нержавейки этой же толщины – 4 А. Для работ с железом солидной толщины необходимо приобрести мощную модель, для несложных ремонтных работ, нужен бюджетный вариант.
Мощность
Качественную резку обеспечит мощная подача воздуха. Устройство большей мощности обеспечит высокую производительность и точность выполнения работы.
Длина кабеля
Изделие с небольшим размером кабеля придётся переключать при переходе на другое место работы, что приводит к потере производительности и времени.
Преимущества ручного плазмореза
Когда речь заходит о резке металла, многие традиционно делают выбор в пользу болгарки, пилы по металлу и газорезке. Это объясняется низкой ценой инструмента, простотой в эксплуатации и относительно неплохим качеством конечного продукта. Но те, кто однажды взял в руки плазменный резак, вряд ли в будущем снова обратятся к механической резке. Давайте рассмотрим основные преимущества плазмореза:
- Срез высокого качества;
- Не нужны подготовительные работы;
- Вы не рискуете искривить заготовку;
- Возможность делать изделия любой геометрической формы;
- Широкий диапазон металлов для резки;
- Скорость резки;
Ниже мы рассмотрим каждый из пунктов подробнее:
- Высококачественный срез. Болгарка оставляет множество заусенцев и диском в ряде случаев невозможно сделать ровный срез. Тогда мы обращаемся к автоматической пиле по металлу, но проблема не решается. Газорезка не спасает, ведь после нее приходится исправлять множество наплывов. Аппарат для плазменной резки не оставляет ни заусенцев ни окалин. После плазмы редко требуется доработка
- Отсутствие необходимости в подготовительных работах. Резать болгаркой металл со следами краски или ржавчины — сомнительное удовольствие. Мелкие осколки травмируют кожу, а пыль и грязь не дают следить за качеством среза. В то же время, принцип работы плазмореза таков, что подготовительные работы не требуются вовсе.
- Минимальный риск искривить заготовку. Плазма, как и механическая резьба, разогревает металл. Но поверхность нагревается лишь в очень малом радиусе от линии среза. Металл остается жестким и риск искривить изделие минимален.
- Отсутствие ограничений в геометрических решениях. Болгаркой сложно сделать фигурный вырез за счет геометрии диска. Резка металла плазморезом чем-то похожа на работу с фрезой. Поэтому, он легко справляется там, где нужна фигурная резка. Например, в декоративной металлообработке.
- Возможность работы практически с любым металлом. Механическим способом легко резать мягкие металлы, такие как медь или аллюминий. Немного сложнее — сталь и чугун. И практически невозможно резать твердые металлы, такие как титан. Плазма легко справляется с любыми металлами и сплавами.
- Высокая скорость обработки изделия. При резке металла толщиной до 10 миллиметров, преимущества плазмы не так очевидны. Но в случае обработки металлов большей толщины, скорость резки, по сравнению с механическим способом возрастает до 10 раз.
Конечно, говоря о преимуществах, нельзя оставлять в тени и недостатки. Их меньше, но о них также необходимо знать.
Какие есть недостатки и ограничения?

Силовой трансформатор
Основным недостатком инвертора является невозможность его использования для нарезания металлических изделий большой толщины.
Трансформатор эффективно используется при резке толстостенного металла, с которым не справится инвертор. Он выдерживает перепады сетевого напряжения, но отличается низким КПД. Неудобны трансформаторы по причине своего большого веса.
Компрессор представляет собой устройство, подающее воздух к электродуге. Механизм способствует созданию вихревых воздушных потоков, направляемых к ней. Компрессором обеспечивается четкое нахождение катодного пятна дуги в центре электрода. При нарушении процесса возникают последствия в виде:
- образования сразу двух электродуг;
- слабого горения дуги;
- поломки плазмотрона.
Через компрессор в процессе работы обычного непромышленного плазмореза пропускается только сжатый воздух. Он создает плазму и охлаждает электроды. На промышленных агрегатах применяют смеси газов на основе кислорода, гелия, азота, аргона, водорода.
Плазмотрон выполняет основную функцию аппарата — режет изделие. В его устройство входят:
- охладитель;
- электрод;
- колпак;
- сопло.
Внутри плазмотрона содержится гафниевый электрод, возбуждающий электродугу. Применяются циркониевые, реже бериллиевые и ториевые электроды. Их оксиды токсичны и даже радиоактивны.
Через плазмотронное сопло проходит плазменная струя, разрезающая изделия. От его диаметра зависят качество резки, технология, скорость работы агрегата, ширина разреза и скорость охлаждения.
Через кабель проходит ток, идущий от инвертора или трансформатора. По шлангам движется сжатый воздух, образующий плазму в плазмотроне.
https://youtube.com/watch?v=NC4d3GFq3V4
Стоимость оборудования и расходников для обоих видов резки
Выбирая плазменный или лазерный способ резки металла, необходимо учитывать, что цена на портальную плазменную установку в 5-6 раз меньше, чем на аналогичную лазерную. Однако при сравнении обоих способов следует рассчитывать не только начальную цену, но и затраты на дальнейшее обслуживание.

Сюда включают затраты на электроэнергию, на использование вспомогательных газов и стоимость расходных материалов. Определяясь с выбором плазменной или лазерной резки, необходимо учитывать, что в сметную стоимость расходов на эксплуатацию лазерного реза вводят:
- Цену на газы:
- чистый кислород или воздух – для обработок сталей с повышенным содержанием углерода;
- азот – при использовании заготовок из алюминия (или его сплавов) и коррозионностойких (нержавеющих) сталей и сплавов.
- Расходы по энергопотреблению:
- затраты по энергопотреблению непосредственно самой установки;
- стоимость электроэнергии, израсходованной на лазер и охладитель.
- Расходные материалы, к которым относятся:
- внутренняя и внешняя оптика;
- замена изношенных сопл;
- чистка и замена фильтров.
Интенсивность эксплуатации лазерных установок оказывает значительное влияние на периодичность замены расходных материалов: от одного раза в несколько недель или лет.
Без информации по эксплуатационным расходам на установку плазменной обработки ответить на вопрос о том, в чем отличие плазменной резки от лазерного реза, было бы затруднительно. По этой причине продолжаем подробнее изучать затраты на альтернативные виды оборудования.









В плазменном способе резки применяется воздух или кислород. Электроэнергия расходуется только на создание плазмы и питание самого станка. Если говорить о расходных материалах, то их необходимо столько же, сколько и при использовании лазера. К ним относятся:
- защитный экран;
- электрод;
- сопло.
Сокращения затрат на плазморез можно достичь применением слаботочных сопл и электродов, но это приведет к снижению производительности станка, однако не повлияет на качество реза.
Рассматривая вопрос о том, сколько отверстий должно приходиться на одну заготовку, чтобы снизить часовую стоимость работы, можно смело сказать, что преимущество на стороне лазера, поскольку электроды и сопла, применяемые в плазменных установках, рассчитаны на заданное количество стартов и прошивок.
Чем большее количество отверстий необходимо изготовить, тем выше расходы на эксплуатацию плазменного оборудования.

Преимущества и недостатки резки плазмой
Технология плазменного раскроя имеет много разных преимуществ перед другими способами резки плавлением:
- Быстрый прожиг материала и большая скорость резания – при работе с тонколистовым металлом практически в 10 раз выше, чем при воздушно-кислородной резке аналогичных заготовок.
- Минимальная деформация заготовок, вырезаемых из тонколистового металла – обеспечивается благодаря высокой скорости реза и минимальной зоне термического влияния.
- Максимальная точность – достигается за счет минимальной ширины реза и возможности использования разных приспособлений, позволяющих автоматизировать процесс и получить деталь с предельно точными размерами и формой.
- Универсальность – с помощью аппарата можно выполнять как прямолинейный, так и фигурный раскрой практически любых материалов, проводящих электрический ток.
- Предельно высокое качество реза – процесс вырезания заготовок струей плазмы характеризуется минимальным количеством шлака и окалины, поэтому кромки металлических деталей обычно не требуют дополнительной обработки перед сварочными работами.
- Возможность резки таких материалов, как чугун, титан, а также другие цветные металлы и их сплавы.

Фото 9. Резание тонколистового металлопроката
К недостаткам можно отнести только удорожание себестоимости процесса при разделительном резании металлов большой толщины – свыше 60 мм. Также при работе ручными аппаратами следует учитывать, что качество и стабильность резки будет напрямую зависеть от правильности выбора рабочих параметров – силы тока, зазора между соплом и заготовкой, вида используемого газа.
Рабочий стол
Плазменная резка металла применяется для обработки листового проката довольно больших размеров. Стол должен иметь большие размеры и регулироваться по высоте. Для самодельного станка воздушно-плазменной резки достаточно размеров 1300х1300 мм или чуть больше. Как правило, в непрофильных мастерских более крупные листы не используются. Но при постройке станка своими руками чертежи можно изменить под конкретные потребности.
Платформа сваривается из профильной трубы (квадрат) 80х80х4 мм или 10х10х4 мм. Можно использовать и прямоугольный профиль, но квадрат получается дешевле, и варить его проще. Форма основания — обычный стол на четырех ножках. Каждая ножка должна быть оборудована винтовой системой регулировки высоты — для точного горизонтирования.
Направляющие делаются из трубы диаметром 1 или 1,5 дюйма. На них установлены ролики на подшипниках, которые можно без труда выточить самостоятельно из мягкой стали. Станок плазменной резки металла с ЧПУ будет отличаться высокой производительностью только в том случае, когда подача и перемещение заготовок не будет вызывать затруднений.
Самодельный рабочий плазморез, несмотря на рекламу в интернете и советы «знатоков», сделать невозможно. Слишком сложные процессы происходят в плазмотроне, и поддержать постоянный уровень температуры и стабильную дугу, которых требует ЧПУ станок на кустарном изделии невозможно. Потребуется купить одну из моделей плазмотронов, рассчитанных на длительную работу.
При высокой стоимости оборудования для сварки, лучше всего остановиться на инструментах известных брендов, например, Brima, TBi или ESAB. Покупать элитное оборудование для самодельного станка нет необходимости — уровень продукции этих компаний вполне профессиональный, а цена доступная даже для домашнего производства. Китайские дешевые плазмотроны не нужно покупать даже из соображений экономии. Лучше отказаться от идеи плазменного станка с ЧПУ своими руками, чем держать его в мастерской в качестве мебели.
Генератор тока выбираем инверторный. Трансформаторы отличаются невысоким КПД и невысокой стабильностью тока. Они вполне работоспособны в составе ручных плазморезов, но для серийного производства не подходят — пульсации тока могут отрицательно повлиять на точность резки. Кроме того, энергозатраты при использовании трансформатора на порядок выше, чем у инвертора. Если приходится работать на станке часто и длительное время, то разница весьма ощутима.
Принцип действия установки
Конструктивно оборудование для плазменной разделительной резки металлов включает следующие компоненты:
- Источник питания – служит для подачи тока и напряжения для возбуждения дежурной и режущей дуги. Он может иметь крутопадающую вольтамперную или постоянную токовую характеристику.
- Плазмотрон – устройство для образования и стабилизации плазменной струи. Имеет сложную конструкцию, основными элементами которой являются сопло, катод, завихритель.
- Система охлаждения – предназначена для охлаждения кабелей и плазмотрона, которые подвержены чрезмерному нагреву. Установки мощностью от 100 А оборудуются водяным охлаждением, менее мощные аппараты – воздушным.
- Система воспроизведения или ЧПУ (числовое программное управление) – комплекс, обеспечивающий автоматическое движение суппорта с плазмотроном по заданному специальной программой контуру.
- Стол для резки (актуально для автоматических машин с ЧПУ) – представляет собой стальной настил для размещения металлопроката, который будет резаться.
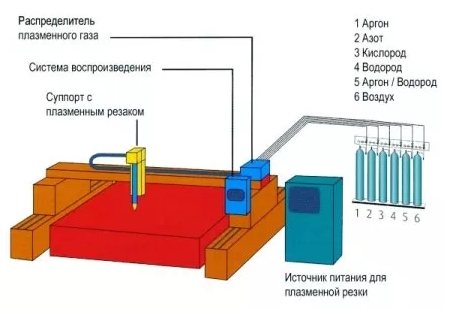
Рисунок 1. Примерная схема оснащения участка по автоматической плазменной резке
Принцип работы заключается в образовании плазмы, которую плазмотрон формирует в струю направленного действия. Плазменная дуга прямого действия возникает при протекании тока от катода (неплавящийся электрод) на анод (стальную заготовку). За счет высокой плотности энергии и большой температуры (до 5000-30000 °C) плазма расширяется, что приводит к ее высокоскоростному (до 3 км/сек.) истеканию по направлению к металлопрокату.
Струя плазмы формируется небольшим отверстием в сопле и, благодаря направленному воздействию, мгновенно нагревает металл до температуры плавления, выдувая его из зоны реза.
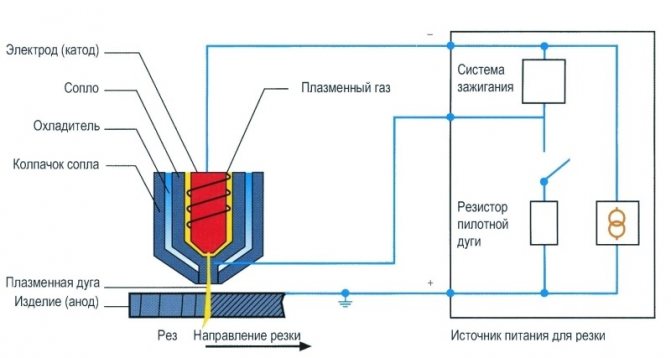
Рисунок 2. Принцип работы устройств
Последовательность работы с установками следующая:
- Подготовка – укладка металлического листа на рабочий стол, к которому подведен «плюсовой» провод, подключенный к источнику питания. «Минусовой» провод подключен к электроду в плазмотроне. Проверка работоспособности оборудования, целостности шлангпакетов и т.д.
- Поджиг дежурной дуги за счет подачи высокого напряжения и возбуждение режущей дуги при касании пилотной к разрезаемому материалу.
- Прожиг металла и движение плазмотрона по заданному контуру с постоянной скоростью и расстоянием между заготовкой и соплом.

Фото 3. Процесс разделительного резания струей плазмы
Как правильно выбрать инструмент для плазменной резки
Любой работавший с плазменной резкой сварщик отметит, что чем выше сила подающего на электрод тока, тем быстрее проходит процесс. Но есть определенные условия, на которые влияют и другие параметры оборудования.
Тип металла и толщина среза. От этих параметров будет зависеть выбор оборудования, с которым придется работать. А именно такой параметр, как сила тока. Внизу таблица соотношений.
| Вид металла | Сила тока для резки металлического листа толщиною 1 мм, А |
|---|---|
| Цветные металлы | 6 |
| Черные металлы и нержавейка | 4 |
Чтобы разрезать медный лист толщиною 2 мм, потребуется резак плазменный с силой тока 12 А. И так далее.
Физика процесса плазменной резки
Чтобы аппарат плазменной резки работал, нужны всего лишь воздух и электрическая энергия. На режущую часть аппарата подается ток с высокой частотой. В результате в плазмотроне формируется дуга с очень высокой температурой: около 8000°С.
Разновидности плазменных резаков.
Туда же, в плазмотрон, поступает и проходит через раскаленную дугу воздух в сжатом состоянии, который впоследствии ионизируется. В результате этот воздух становится отличным проводником тока, он становится той самой плазмой.
Плазма под большим давлением выходит из сопла и разогревает металлическую деталь до начала плавления. Расплавленный металл частицами выдувается воздухом, выходящим из сопла под большим давлением. Это и есть та самая резка металла.
Скорость потока плазмы зависит от расхода воздуха: если его увеличить, скорость потока плазмы повысится. При силе переменного тока в 250 А скорость плазменного потока составляет примерно 800 м/сек.
Какой компрессор нужен для плазменной резки
При покупке компрессора для плазменной резки важно представлять себе список актуальных минимальных требований. В этом случае вы сможете не беспокоиться о корректности работе выбранного устройства
Любой компрессор характеризуется двумя качественными показателями — производительностью и давлением. Минимальный уровень производительности компрессора для плазменной резки составляет 400 л/мин, тогда как для давления этот показатель находится на уровне от 4 бар.









Большинство компрессоров продаются с «преднастроенным» изготовителями давлением на уровне 8 или 10 бар. То есть данный показатель можно при необходимости понизить. Тогда как при оценке производительности компрессора существуют свои тонкости. Также не стоит забывать еще об одном минимальном требовании — наличии ресивера, рассчитанного не менее чем на 50 л.
Чтобы не ошибиться при выборе модели компрессора, рекомендуется изучить паспорт, прилагающийся к выбранному вами плазморезу. В нем прописывается необходимая для данной модели производительность компрессора. Также стоит отталкиваться от таких характеристик, как:
Характер проводимых работ.
Если вы не используете плазменную резку в профессиональных целях, высока вероятность, что у вас любительский плазморез. А значит, нет необходимости в покупке дорогого компрессора. Вам будет достаточно и «поршневого китайца» для успешного выполнения кратковременных работ в течение нескольких лет.
Но в этом случае необходимо прибавлять примерно 50 % к указанной в документах производительности компрессора, поскольку обычно она не соответствует действительности. Нужно понимать, что существует разница в пределах 30 % по производительности на входе и на выходе сжатого воздуха. Также среди изготовителей считается нормальным завышать технические показатели в документации, чтобы опередить других представителей рынка.
При покупке профессионального плазмореза необходим промышленный компрессор. В противном случае работа устройства будет оставлять желать лучшего и вам придется обзавестись новым компрессором.
Режим работы.
Если предполагается, что в процессе резки аппарат будет время от времени включаться и выключаться в течение одной рабочей смены, лучше остановить выбор на поршневом компрессоре. Он действует в повторно-кратковременном режиме, то есть нагнетает сжатый воздух в ресивер через определенные интервалы: если уровень давления в ресивере снижается до минимального, компрессор снова его повышает.
Для крупного производства, работа на котором предполагает практически непрерывный раскрой металла, больше подойдет винтовой компрессор. Дело в том, что такая модель может использоваться круглые сутки.
Бюджет.
Может показаться, что выбор компрессора зависит от выделенной на эту цель суммы. Но, помимо самого устройства, придется приобрести хотя бы минимальную систему воздухоподготовки. Она позволит очищать воздух, в том числе удаляя из него избыток влаги, который вызывает износ сопла и катода горелки.
Роль устройства минимальной воздухоподготовки может играть комплект фильтров для удаления влаги. Если есть такая возможность, стоит задуматься о покупке безмасляного компрессора, так как он сможет обеспечить более качественный сжатый воздух. Отметим, что в продаже есть безмасляные модели спирального и поршневого промышленного типа.
Тип компрессора.
Поршневые и винтовые аппараты могут быть масляными и безмасляными. Грамотный выбор в данном случае является гарантией поступления качественного сжатого воздуха в устройство для плазменной резки. Здесь работает одно правило: чем выше качество воздуха, тем лучше функционирует плазморез и тем дешевле вам обойдется воздухоподготовка
Немаловажное достоинство безмасляного компрессора — относительно низкий уровень шума. А это может стать решающим фактором при выборе, если оператор вынужден весь рабочий день проводить около аппарата для плазменной резки