
Сварка нержавейки электродом в домашних условиях
Полуавтомат – достаточно дорогое удовольствие для домашнего применения. Чаще всего дома применяют обычный недорогой инвертор.
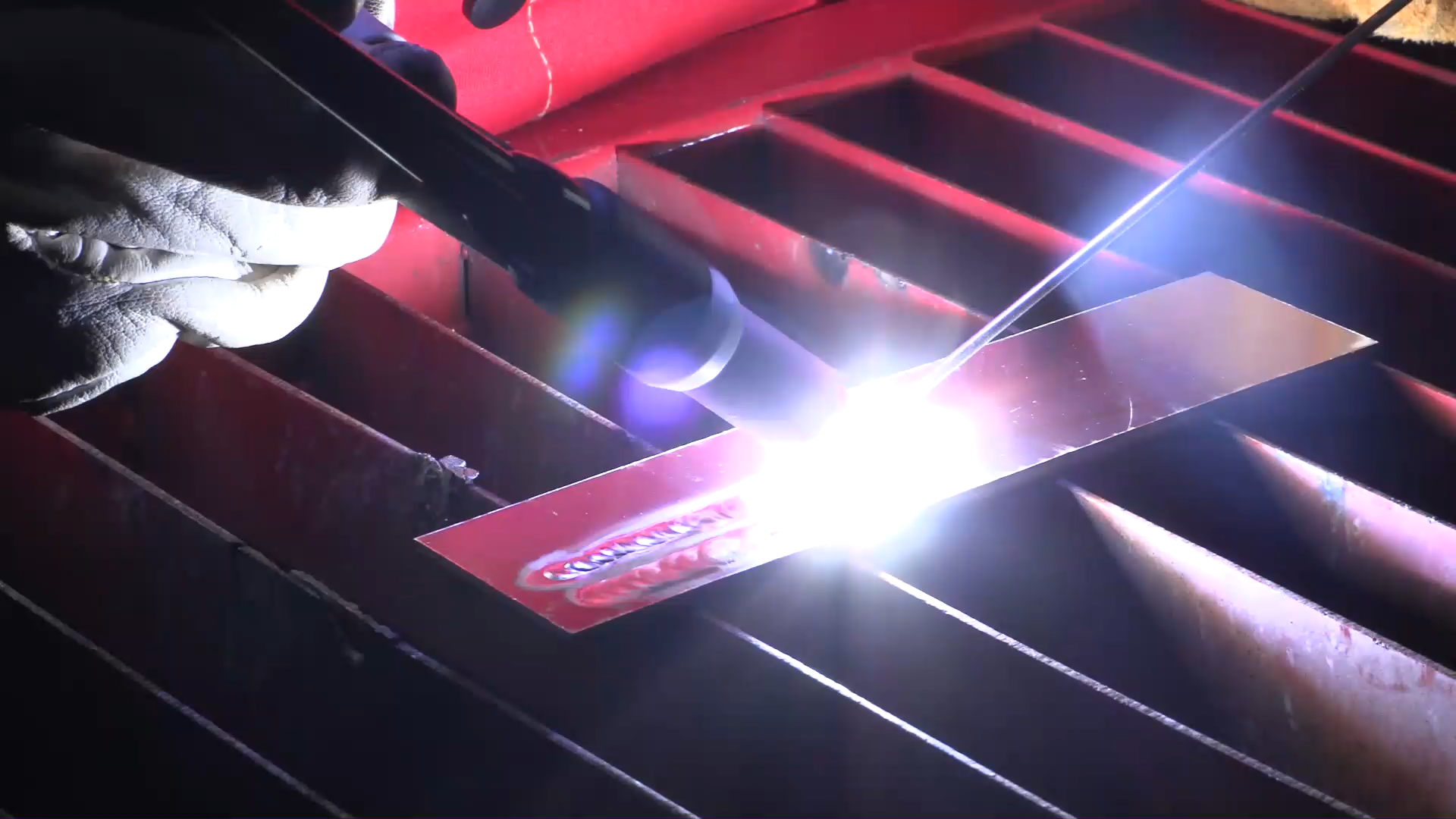
Делимся секретами или сварка нержавейки штатным инвертором — видео
Технология позволяет варить с высоким качеством, используя специальные электроды. Однако инверторная сварка по нержавейке требует определенных условий:
- Ни в коем случае не перегревать место шва и всю заготовку. Надо стараться не выходить за температуру 200°С
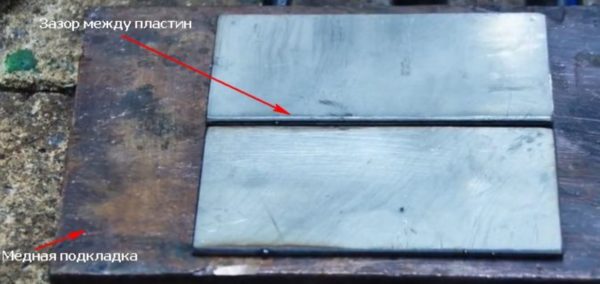
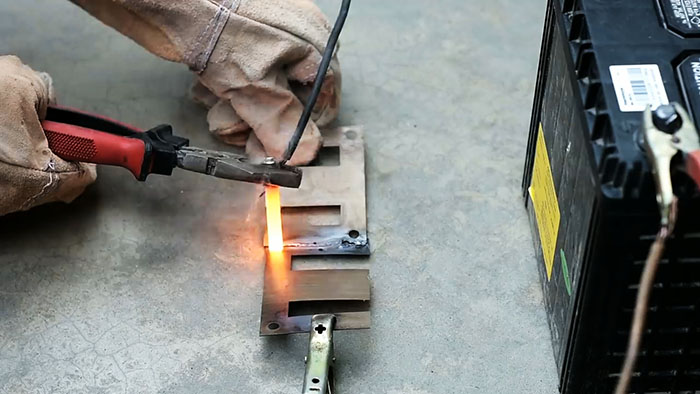
- Можно использовать толстые медные пластины для теплоотвода
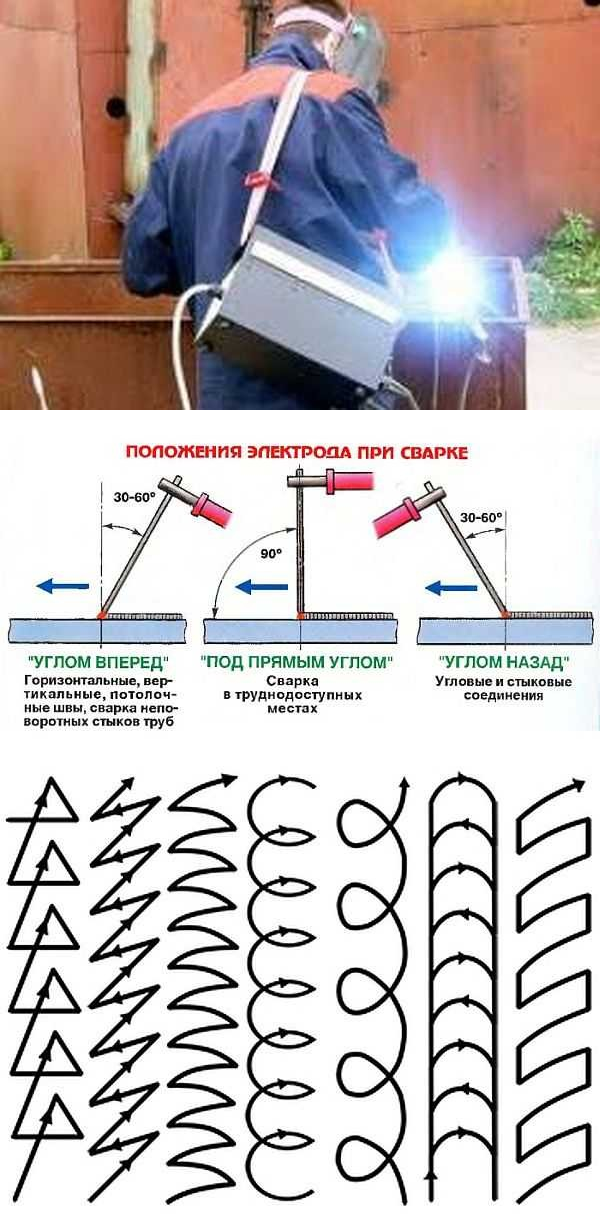
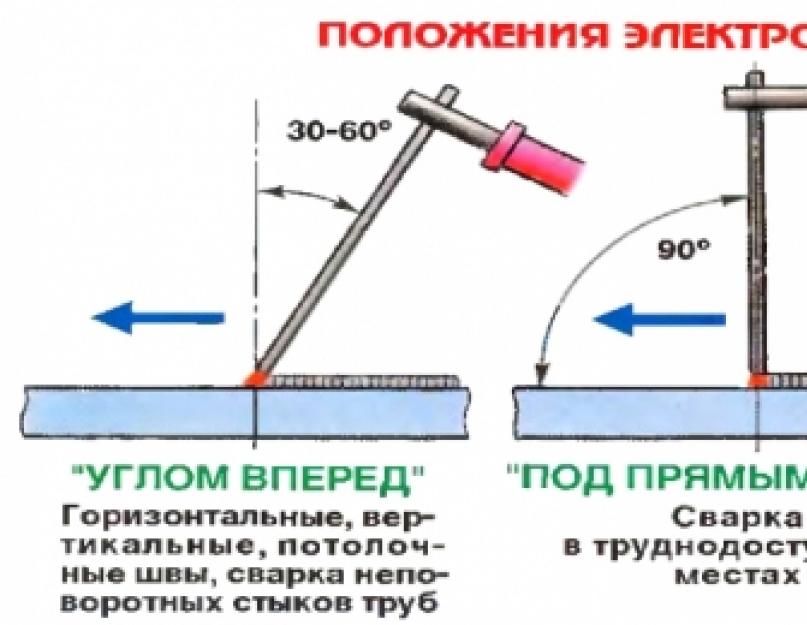
Сварка производится малыми токами, короткой дугой и без колебательных движений
Если вы работаете с материалом большой толщины, с разделкой шва – необходимо варить в несколько непродолжительных проходов
Тщательная зачистка заготовок стальной щеткой перед началом работ
Электроды обязательно прокаливаются, в соответствии с инструкцией
Сразу после зачистки шва, его необходимо обработать травильной пастой. Иначе межкристальная коррозия неизбежна.
Если вы работаете с инвертором, обязательно потренируйтесь перед началом ответственных работ. Освойте толстые заготовки из нержавейки со средними токами сварки.
Когда вы прочувствуете темп прохождения шва короткой дугой, постепенно переходите на более тонкие листы, уменьшая значение тока.
Электродами 3 мм и малыми токами работать по нержавейке достаточно сложно. Не начинайте варить «в чистовую», пока не поймете, что освоили технологию.
Особенности инверторного аппарата
Для того чтобы сгенерировать требуемый сварочный ток на обычной аппаратуре, необходима очень высокая мощность. Этот фактор является серьезным препятствием использованию подобной сварки в бытовых условиях. Прежде всего, ограничения накладываются из-за слабых электрических сетей, рассчитанных на силу тока, не превышающую 30 ампер.
Поэтому домашние мастера предпочитают сваривать нержавейку инвертором. В этих устройствах большие токи достигаются за счет внутренних процессов, путем изменения первоначальной вольтамперной характеристики на входящей разности потенциалов. Входящий переменный ток изначально попадает в первичную цепочку устройства. Далее происходит его превращение в постоянный ток, движущийся ко вторичной цепочке. Здесь выполняется уже обратная процедура преобразования, и постоянный ток вновь оказывается переменным, но со значительно большей частотой и сниженным напряжением. Подобные превращения осуществляются в режиме автоматики, исходя из состояния сварочной дуги во время горения. Сила тока, при этом, возрастает от 150 до 200 ампер, в зависимости от мощности данного инвертора.
Входящий переменный ток изначально попадает в первичную цепочку устройства. Далее происходит его превращение в постоянный ток, движущийся ко вторичной цепочке. Здесь выполняется уже обратная процедура преобразования, и постоянный ток вновь оказывается переменным, но со значительно большей частотой и сниженным напряжением. Подобные превращения осуществляются в режиме автоматики, исходя из состояния сварочной дуги во время горения. Сила тока, при этом, возрастает от 150 до 200 ампер, в зависимости от мощности данного инвертора.
При выполнении сварочных работ платы аппаратуры достаточно сильно нагреваются, что вызывает естественные потери мощности и снижение фактического КПД до 85-90%. Сам инвертор тоже сильно нагревается, поэтому работы проводятся в течение короткого времени. Этот параметр определяется как продолжительность включения, устанавливаемая индивидуально для каждой модели. Допустимый период непрерывной работы того или иного аппарата отражается в технической документации. По этим же показателям рабочие контуры устройства обеспечиваются максимально эффективной вентиляцией.

Чтобы сварка нержавейки инвертором была максимально качественной, прибор должен обязательно иметь установленный набор функций:
- Форсажный режим. Предназначен для кратковременного снижения рабочего напряжения на электрической дуге с одновременным ростом тока, при котором непосредственно выполняется сварка.
- Продолжительность включения составляет не ниже 40-45%.
- Кабельно-проводниковые соединения не должны превышать установленные размеры в 5-6 метров. Чрезмерное превышение этого показателя вызовет к существенные потери мощности непроизводительного характера и как следствие – перегрев кабеля.
- Показатели рабочего напряжения на входе используются в самом широком диапазоне. Благодаря этой функции, обеспечивается стабильная инверторная сварка нержавеющих стальных конструкций.
Еще до покупки оборудования рекомендуется внимательно изучить техническую документацию. Отсутствие нужных функций сделает невозможной качественную сварку, а некоторые модели вообще не способны соединять заготовки из нержавеющей стали.
Электроды для жаростойких и жаропрочных сталей
Жаростойкими считаются стали, которые сохраняют способность сопротивляться окислению, или появлению окалины при температурах выше 550° С. Жаростойкие стали работают при температурах до 900°С под нагрузкой в заданном промежутке времени, не изменяя физико-механических свойств. Для достижения таких свойств, при производстве сталей используются специальные легирующие добавки — Cr, Si, Al, для жаростойких сталей. Ti, Al, Mo, B, Nb для жаропрочных. А также используются особые режимы закалки и старения. Все эти факторы создают определенные сложности при проведении сварных работ. При формировании сварного шва жаростойкие стали формируют в зоне сварки защитную оксидную пленку, которая приводит к разупрочнению шва. А при остывании из-за кристаллической структуры стали вокруг зоны сварного шва высока вероятность образования микротрещин. При этом предварительный нагрев не снижает скорости остывания металла ниже критической, а только увеличивает зерно металла в районе шва, что приводит к появлению трещин уже в холодном состоянии. Бороться с этим явлением получается только применением специальных приемов при проведении сварочных работ. По ГОСТ 10052-75 задокументировано, какими электродами варить жаропрочную и жаростойкую сталь, и именно для этих сталей выделено около 30 типов электродов. Перечислим некоторые конкретные разновидности.
— ОЗЛ-25Б, ЦТ-28 – сварка жаропрочных сплавов на никелевой основе, ХН78Т;
— ЦТ-15 — Сварка жаропрочных конструкций из сталей 12Х18Н9Т, 12Х18Н12Т и Х16Н13Б;
— ОЗЛ-6 – сварка жаростойких сталей работающих в окислительных средах 20Х23Н18 и 20Х23Н13;
— ГС -1 – сварка тонколистных сталей, работающих в науглероженных средах, типа 20Х25Н20С2 , 45Х25Н20С2;
— ОЗЛ-35 – сваркажаростойких сталей на никелевой основе, выдерживающих до 1200° С, типа ХН70Ю и ХН45Ю;
— INOX B 25/20, E6018, AWS E505-15 — зарубежные аналоги для сварки жаропрочных хромоникелевых сталей.
В целом их можно сгруппировать по типам покрытия – основному, рутиловому и рутилово-основному. Рутиловое покрытие состоит в основном из диоксида титана в минеральной или искусственной форме. Расплавление происходит мелкими каплями, разбрызгивание минимальное, шов выходит аккуратным и тонким, а шлак легко очищается. Основной тип покрытия содержит в основном оксиды кальция, магния и определенную долю плавикового шпата. Формируется некоторая вялотекучесть сварной ванной, в связи с этим сварной шов формируется более выпуклыми и большими валиками. Электроды с этим покрытием хорошо подходят для сварки в любом положении.
При этом для стержня электрода используется высоколегированная сталь. Ее теплопроводность значительно ниже, а электрическое сопротивление значительно выше, что приводит к ее быстрому расплавлению. И на выходе мы получаем гораздо более высокий коэффициент наплавки, нежели у электродов для углеродистых и низколегированных сталей. Но при этом необходимо придерживаться достаточно низких значений сварочного тока, и использовать электроды небольшой длины. Иначе можно получить перегрев самого электрода, и неправильный характер расплавления последнего, вплоть до отпадения кусков от электрода.
Хорошие результаты при сварке жаростойких и жаропрочных сталей дает аргоно-дуговой сварка с неплавящимся вольфрамовым электродом. Достаточно широкое распространение получила также автоматическая сварка под флюсом с применением присадочной проволокой из легированной стали. Электроды Xuper Электроды Шадринские Электроды для закаленных сталей
Какие факторы учитываются при обработке нержавейки
При соединении заготовок из нержавеющей стали необходимо соблюдать определенные правила и быть знакомым с основными приемами работы с данным металлом. Это позволит избежать наиболее часто встречающихся дефектов и обеспечить высокое качество свариваемым соединениям.

Среди множества правил и требований, следует выделить три, которые нужно обязательно учитывать при выполнении работ:
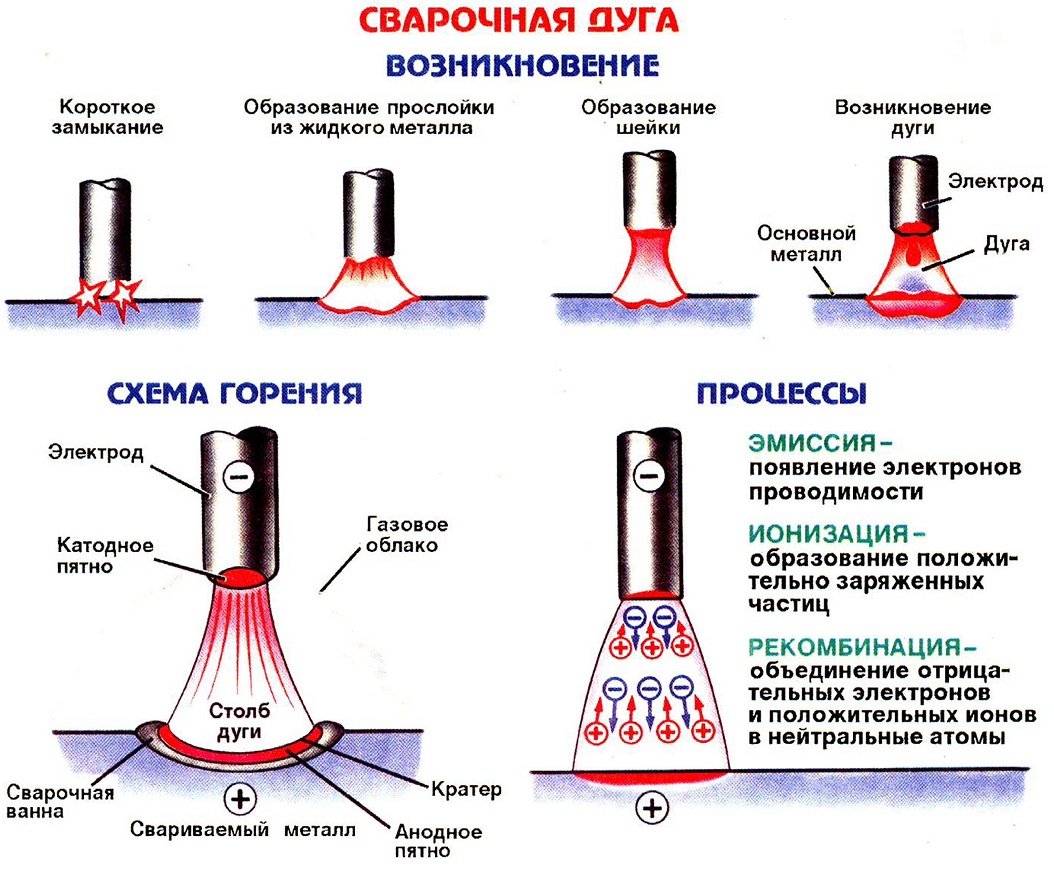
- Физические свойства легированных сталей. Эти материалы активно взаимодействуют с окружающей средой и чутко реагируют на все изменения. Расплавленный металл, соприкасаясь с кислородом, вызывает реакцию с выделением углерода и последующим образованием по шву крупных пор. В связи с этим, жидкий металл требуется защитить от соприкосновения с внешними газами. Поэтому для работы применяются электроды, покрытые обмазкой, создающей в местах сваривания облако газа, выполняющее функции изоляции. Сквозь него сварщик может нормально просматривать шов и состояние сварочной ванны.
- Перегрев участка. Это случается при больших объемах работ или при длительной фиксации дуги в одной точке. Под действием высоких температур легирующие элементы выгорают и на металле, при попадании на него влаги, появляется ржавчина. Коррозия постепенно разрушает этот участок, и через некоторое время здесь может появиться течь. Специальные настройки позволяют снизить ток до 20%, от сварочного тока, используемого для соединения обычных сталей, и защитные качества нержавейки против коррозии остаются без изменений.
- Нержавеющая легированная сталь отличается более высокими показателями линейного расширения по отношению к обыкновенным черным металлам. В случаях нарушения каких-то правил, внутри нержавейки могут активно происходить многие негативные процессы, незаметные со стороны. Температура электрической дуги приводит к образованию расширенных размеров детали в конкретном месте сварки, а в процессе снижения температуры металл постепенно возвращается на свое место. В результате таких движений образуются микроскопические поры и трещины, нарушается герметизация и целостность в сварочном шве. В связи с этим, рекомендуется не только правильно настраивать аппаратуру, но и выбирать электроды с наиболее подходящими параметрами и со всеми необходимыми присадками. Как правило, они органично сочетаются со структурой нержавеющей стали и не дают возможности появиться разрывам при увеличении и сужении материала.
Какой инвертор подойдет для сварки нержавейки
Для сварки нержавейки используется инверторный сварочный аппарат любой марки. Для работы дома выбирается самая простая модель. Умельцы мастерят даже самодельные аппараты по характеристикам не уступающие заводским аналогам. Инвертор должен быть с режимом ручной сварки (ММА) и регулировкой тока в пределах 20 — 200 А. Для сварки нержавейки желательно наличие следующих опций:




- режима «Форсаж», позволяющего кратковременно понижать напряжение дуги с одновременным увеличением величины тока;
- ПВ (длительность непрерывной работы, указано в инструкции) не меньше 40%;
- длина кабелей не больше 6 м, иначе из-за большой потери мощности они будут сильно нагреваться;
- сохранение работоспособности при значительных изменениях напряжения в электросети.
Как варят нержавейку инвертором в бытовых условиях?
Люди, которые впервые услышали об использовании для сварки инвертора, часто задаются вопросом, может ли применяться этот метод для соединения нержавеющей стали в домашних условиях
Также их интересует и то, каким моментам следует уделить особое внимание
Еще до начала сварочных работ важно провести основательную обработку и подготовку поверхности к соединению
В технологическом плане подобная обработка ничем не отличается от той, которую проводят с низкоуглеродистыми сталями:
- с поверхности заготовки необходимо удалить загрязнения;
- обязательной процедурой является обработка кромок и поверхностей, для чего используют растворители. За счет этой операции можно убрать жир, негативное воздействие которого заключается в ухудшении стабильность дуги;
- в обязательном порядке на обрабатываемую поверхность необходимо нанести препарат от налипания брызг.
Следует отметить, что сварной стык должен иметь зазор, благодаря которому удастся создать благоприятные условия для оптимальной усадки.
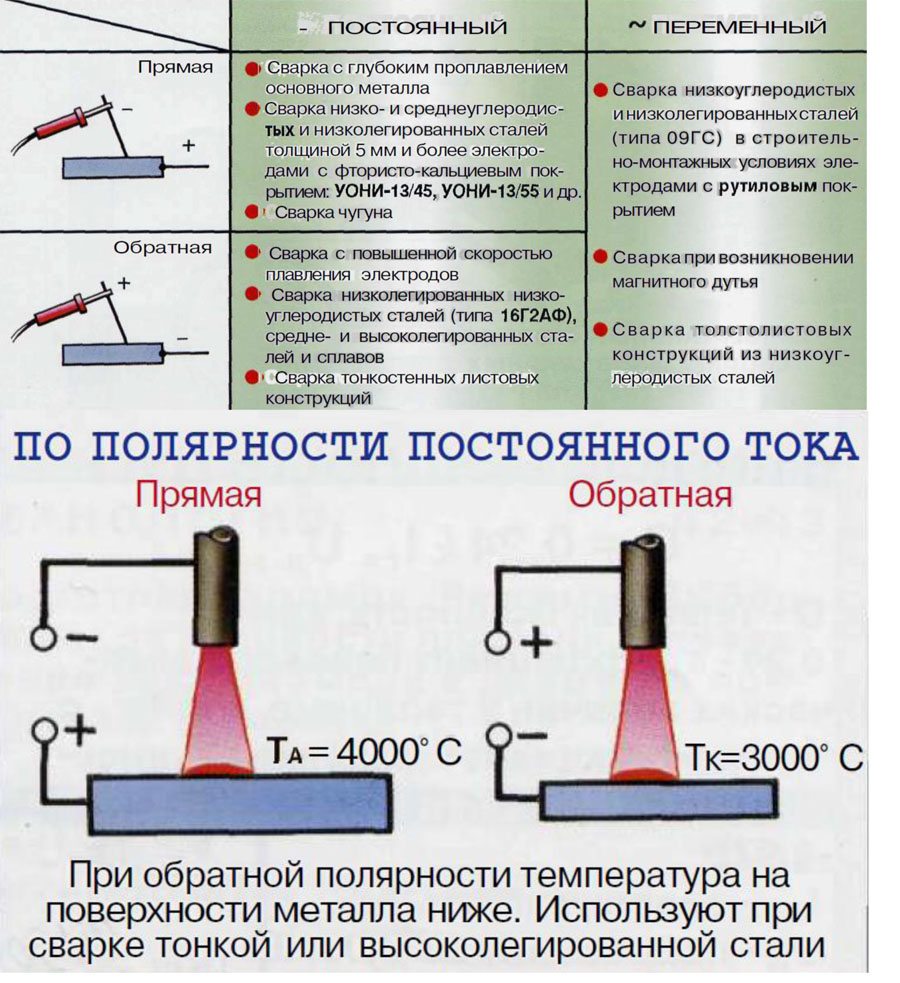
Для соединения нержавеющих сталей используют ток обратной полярности
Во время выполнения сварки важно следить за тем, чтобы шов проплавлялся как можно меньше
для этих работ обычно не используют электроды, имеющие большой диаметр. Ими можно работать тогда, когда возникает задача по сварке толстых поверхностей.
При выборе электрода для металла определенной толщины рекомендуется использовать специальные таблицы, где приведены все необходимые данные. Если допустить ошибку с выбором электрода, то это приведет к нарушению герметичности шва, создаст риск возникновения микротрещин, раковин и пор. Причиной их появления является вскипание металла.
Чтобы качественно сварить нержавеющие стали следует применять ток со значением ниже на 20% от того, который применяют для сварки низколегированных сталей. Если планируется работать инвертором, предназначенным для эксплуатации в бытовых условиях и частном строительстве, то можно ограничиться выставлением диапазона 60-160 А. Благодаря наличию плавной регулировки можно с максимальной точностью установить ток сварки, что положительным образом скажется на качестве шва. Специальные таблицы позволяют легко определить рекомендуемые значения для сварочного тока, которые определяются таким параметром, как толщина соединяемого материала.
Закончив работу с созданием шва, необходимо дать ему остыть, что позволит высоколегированной стали успешно противостоять воздействию коррозионных процессов.
Проблему охлаждения решают посредством медных прокладок. Если приходится иметь дело с аустенитной сталью, в качестве подобного решения может выступать обычная вода.
Преимущества и недостатки сварки нержавейки инвертором
При сравнении сварки нержавеющей стали инвертором с иными способами отмечаются следующие достоинства:
- невысокая цена аппарата;
- небольшой вес и габариты позволяют переносить инвертор даже в сумке;
- ручной дуговой сваркой можно соединять заготовки толщиной до 20 мм из сплавов, черных и цветных металлов;
- работа проводится без флюса или инертного газа;
- выполнение сварки в труднодоступных местах.
Недостатки:
- образование шлака;
- из-за большого электрического сопротивления нержавейки возможен перегрев электрода с разрушением покрытия, поэтому сварочный ток ограничивается;
- большие затраты времени при сравнении с другими методами.
Методы сварки
Технологии, в которых допустимо применение сварочных электродов для конструкций из нержавеющей стали:
- импульсно-дуговая для приваривания конструктивных элементов толщиной менее 0,1 мм, требуется применение электродов для сварки с определённым составом покрытия;
- короткодуговая для приваривания конструкций, толщина которых составляет менее 3 мм;
- плазменная – универсальный метод позволяющий сваривать нержавейку любых составов;
- струйная дуговая – используется для соединения крупных деталей с подводом плавящейся проволоки.
Рекомендации по сварке:
- если перегревать металл выше +500 С, то растёт вероятность появления кристаллизационных трещин;
- при прогреве нержавейки в диапазоне +350 С — +500 С наступает охрупчивание детали, что может привести к потере прочностных свойств;
- получение качественного сварного шва гарантировано при прогреве заготовки до +1200 С с последующим охлаждением в течение 180 минут;
- длительный прогрев нержавеющей стали не рекомендуется, так как она частично теряет свои свойства;
- при послойной наварке необходимо каждый предыдущий слой доводить до +100 С;
- для схватывания двух конструкционных элементов нужно уменьшить зазор между ними.
Сварка нержавейки в большинстве случаев проводится в защитной газовой атмосфере. При выборе состава покрытия электрода требуется учёт его толщины, прочности, свойств.
При формировании шва не нужно резко перемещать электрод вдоль поверхности. Обычно в результате неправильных действий могут возникать внутри него деформации, трещины или другие дефекты, а также формироваться окислы.
Важно придерживаться следующих правил:
- недопустимо проникновение в сварную ванну вольфрама или соединений на его основе, для этого дуга зажигается отдельно;
- шов следует защитить струёй аргона.
Сварочный процесс
Сварочный процесс при осуществлении изготовления изделий из нержавейки, как и в случаях со сваркой других металлов, делятся на три этапа – подготовительный, этап собственно сварки и завершающий.
Этап подготовки
На подготовительном этапе следует разметить детали, которые планируется сваривать, зачистить их, обезжирить с помощью специального химического состава. В случае если это продиктовано толщиной соединяемых деталей, потребуется также разделать кромки для лучшего формирования сварочного шва.





Основные работы
Основной этап сварки состоит из следующих шагов:
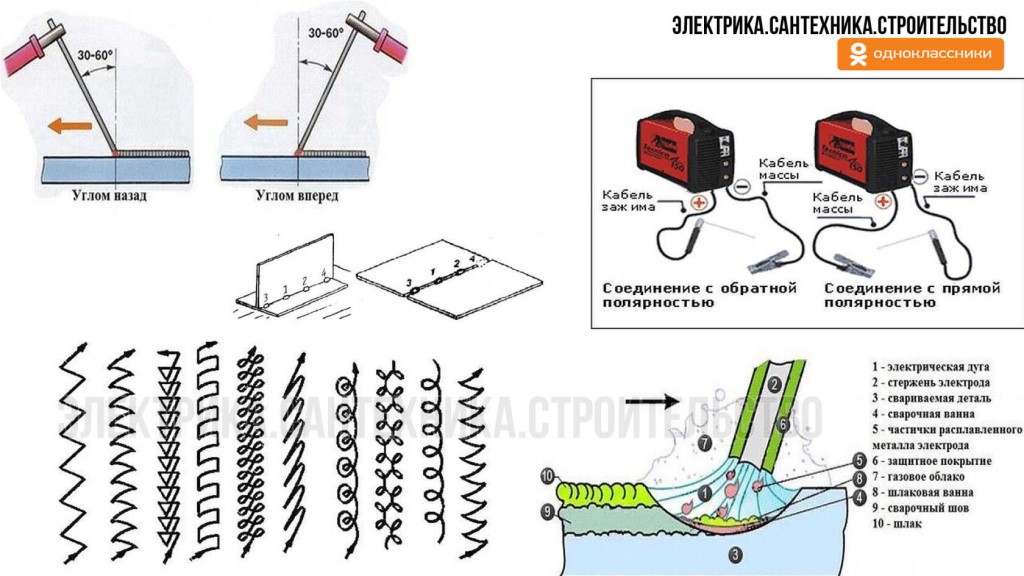
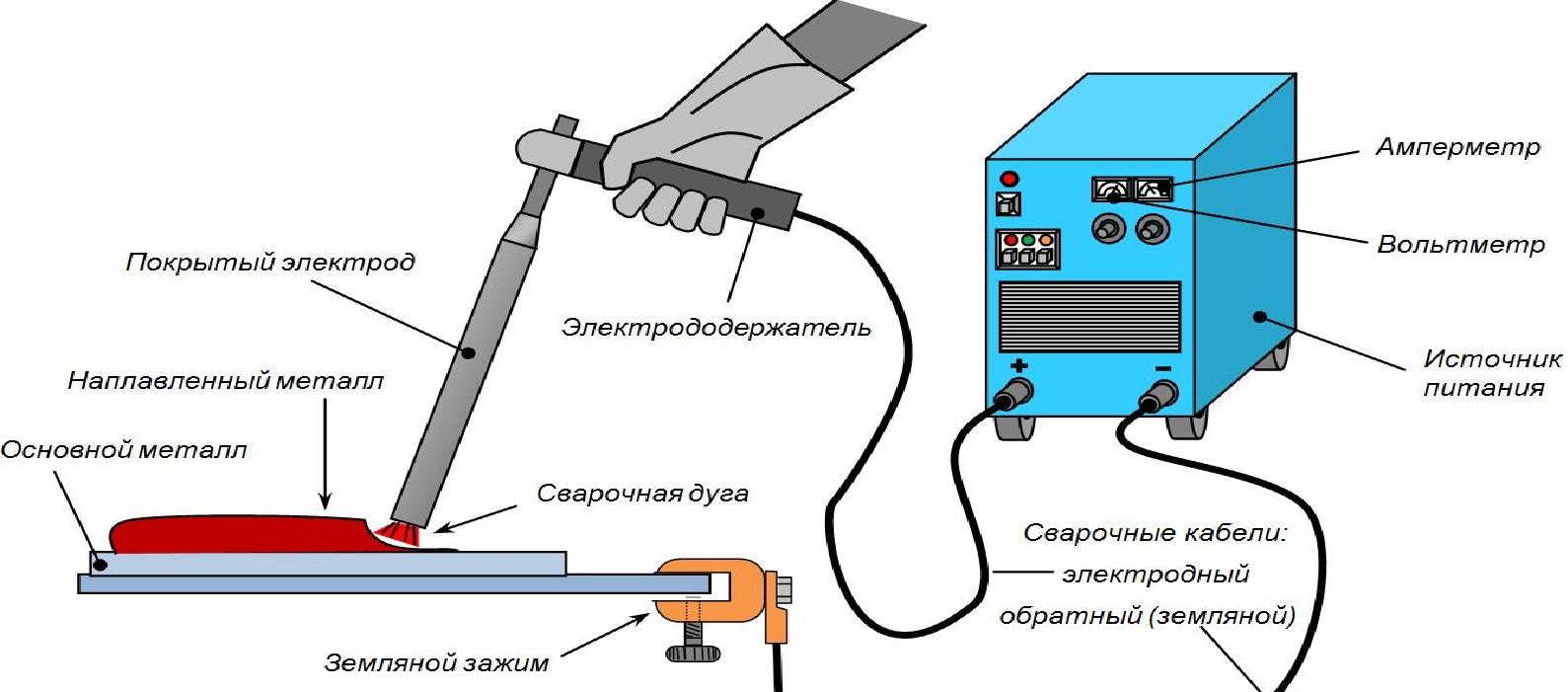
- подключение инвертора путем создания обратной полярности (кабель с электродержателем электрода подключается на разъем «+», а кабель массы – на разъем «-»). Такое подключение позволит обеспечить большее плавление электрода по сравнению с подключением в прямом режиме, а также избежать прожога материала за счет снижения проплавления деталей;
- после того как детали закреплены в тех положениях, в которых они будут свариваться, следует выполнить первичные прихваточные швы. Длина таких швов и их расположение по контуру планируемого сварного шва определяется в зависимости от того, каков размер шва, а также в зависимости от толщины свариваемых деталей;
- в том случае, если речь идет о создании сварочного шва большой протяженности, следует выполнять ступенчатый способ, в ходе которого сварка осуществляется с противоположных сторон короткими швами;
- если необходимо выполнить несколько слоев в одном шве, то после каждого нового слоя следует подождать некоторое время, чтобы предыдущий слой успел остыть перед наложением нового;
- в случае большого шва (протяженного по расстоянию) либо если у него сложная конфигурация, потребуется сделать большее количество прихваток по сравнению с простыми или короткими швами, каждая из которых будет отличаться небольшой длиной, расположенными вдоль кромок шва. Данное действие позволит сократить риск деформации деталей возле шва.
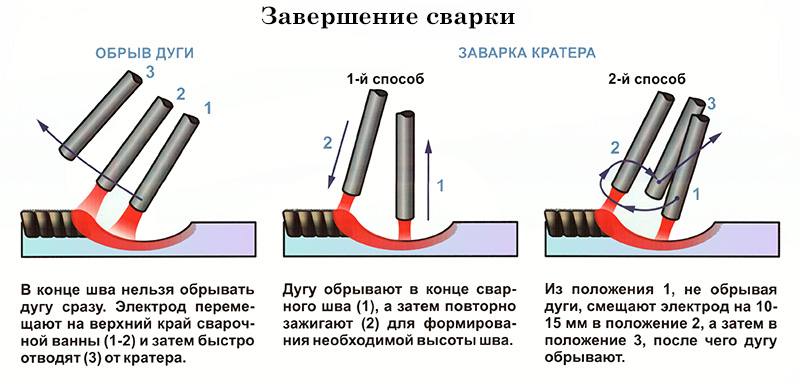
Завершающий этап
После того как сварочные работы завершены, следует переходить к завершающему этапу. На этом этапе происходит зачистка шва от образовавшегося шлака с целью определения визуальным способом его качества. Кроме того, на этом этапе происходит определение мест, где есть непровары. Если такие места обнаружены, следует выполнить ремонт или полностью вырезать стык и выполнить сварку, повторив весь алгоритм.
ТЕСН TIG 200 Р АСDС (Е101)

Фото:https://beru.ru
Полуавтомат для алюминия имеет возможность продувки газом, до и после сварки, а также кратковременную подачу импульсного тока, что в значительно мере облегчает возможность возбуждения сварочной дуги. Из плюсов следует выделить наличие режима импульсной сварки с возможностью регулировать частоту импульса. Также есть уже популярный режим сварки АС/DC с возможностью регулировки нарастания тока по времени. Сварочные аппараты для алюминия нашли широчайшее применение в автомастерских. Из недостатков следует отметить большое количество настроек, так что неподготовленному сварщику можно легко запутаться.
Сварочный аппарат TECH TIG 200 P AC/DC (E101) (TIG, MMA)
Электроды по нержавейке – в чем особенности
Осуществление сварки деталей из нержавеющей стали является достаточно сложным процессом. Выполнение работ требует от исполнителя наличия соответствующих опыта, знаний и навыков. Для предупреждения наполнения сварочной ванны азотом следует придерживаться минимальной длины дуги. Кроме этого, коррозионностойкие стали обладают плохой свариваемостью, которая в значительной степени затрудняет соединение. Причины этого кроются в следующем:
- теплопроводимость нержавейки в два раза меньше, чем у обычных углеродистых стальных сплавов. Это приводит к перегреву изделий, поэтому проводить данный технологический процесс необходимо на меньшем сварочном напряжении.
- при сваривании массивных элементов, между ними нужно оставлять достаточно широкий зазор. Невыполнение этого требования может привести к образованию микротрещин, снижающих качество и надежность шва.
- в рабочей зоне присутствует сильное электрическое сопротивление, которое приводит к нагреву стержня электрода.
Именно поэтому, а также из-за вышеперечисленных особенностей сварки, необходимо использовать специальные сварочные электроды по нержавейке. Неверный выбор сварочных материалов может привести к межкристаллитной коррозии – опасному виду разрушения. Такое явление является причиной значительного снижения надежности сварного шва.
Методика с использованием инвертора
Работа требует опыта и не каждому новичку доступна.
Преимущества сварки нержавейки обычным электродом:
- низкая стоимость оборудования;
- малый вес и размеры аппарата;
- способность заварить детали до 2 см толщиной;
- возможность работы без защитных газов и флюсов.
Недостатки способа:
- образование большого количества шлака;
- разрушение покрытия с последующим перегревом электрода;
- ограничение величины тока;
- увеличенные временные затраты.
Работа ведется тремя способами:
- С помощью ручных методов. Стык между деталями заполняется расплавленным материалом электрода. Для работы используется только инвертор.
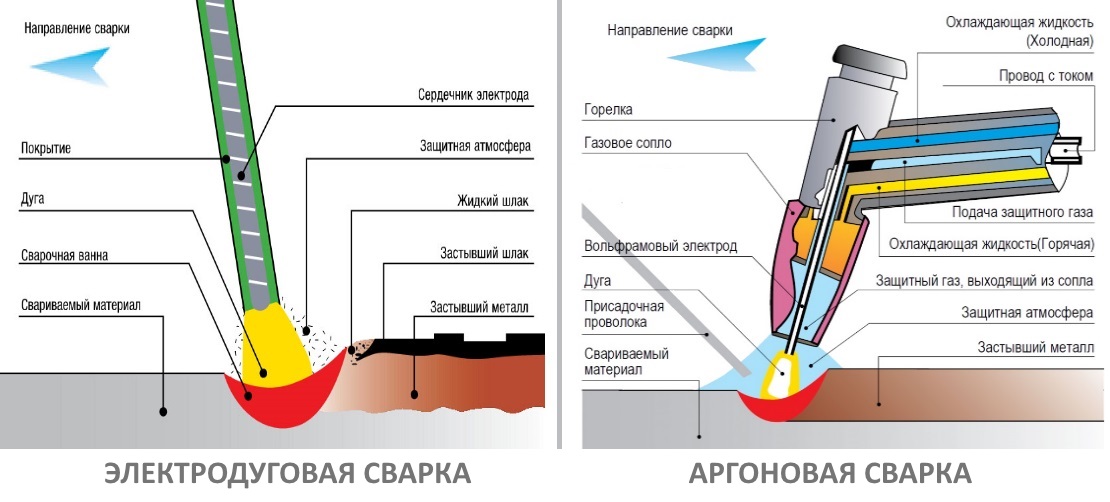
- Соединение заготовок вольфрамовым электродом, применяемым для тонких листов. Шов получается в результате плавления заготовки и присадочной проволоки. Место сварки защищается слоем газа.
- Работа на полуавтомате с подачей проволоки. Скорость увеличивается вместе с производительностью. В аргон рекомендуется добавлять углекислоту (до 2%).
Перед тем как варить нержавейку инвертором в домашних условиях, необходимо правильно подготовить аппарат и материалы.
Рекомендуем к прочтению Как варить нержавейку полуавтоматом
Необходимые расходники
Используя инвертор, нужно подготовить все необходимое для работы:
- агрегат соответствующего типа;
- растворитель;
- щетка со стальной щетиной;
- защитные индивидуальные средства;
- электроды;
- крокодилы – зажимы для заземления;
- кабели длиной от 2 до 6 м.
Соединить листы толщиной 3 или 4 мм и получить качественный шов становится сложной задачей, выполнить которую можно с помощью инвертора с осциллятором и с возможностью проведения аргонодуговой сварки (АДС).
Таким аппаратом может стать популярное устройство Aurora PRO INTER TIG 200 PULSE. АДС позволяет создавать красивые и прочные швы на тонких листах или трубах.
Настройка инвертора
Перед сваркой аппарат правильно настраивают. Делается это переключателями на панели прибора. Нужные значения можно посмотреть в таблице:
| Толщина заготовки | Величина тока (А) | Напряжение (В) | Диаметр электрода |
| 1,5 | 40 – 60 | 13 | 2 |
| 3,0 | 75 – 85 | 15 | 3 |
| 4,0 | 90 – 100 | 16 | 3 |
| 6,0 | 140 – 150 | 18 | 4 |
| 8,0 | 150 – 180 | 20 | 4 |
| 12,0 | 180 – 220 | 22 | 5 |
| 15,0 | 220 – 260 | 26 | 6 |
При работе в режиме полуавтоматической или аргонодуговой сварки устанавливается расход инертного защитного газа. Делается все опытным путем. Оптимальные значения – 6-12 л/мин. Движение проволоки при автоматической подаче регулируется до максимальной скорости, дающей качественный шов.
Процесс пошагово
Перед работой мастер должен выполнить следующие действия:
- с заготовки рядом с будущим швом счистить грязь стальной щеткой или наждачной шкуркой до натурального блеска;
- место сварки обработать растворителем или ацетоном для удаления следов жира;
- с заготовок, имеющих толщину от 4 мм, снять фаски для заполнения стыка расплавленным металлом;
- остальную часть металла обработать раствором мела в воде, чтобы горячие капли не прилипали;
- между деталями оставить компенсационный промежуток в 1-2 мм;
- тонкие листы соединять без зазора;
- под заготовки подкладывать пластины, отводящие тепло;
- толстые детали сначала нагревать до достижения 150-170°С.
Рекомендуем к прочтению Как приварить нержавейку к чермету
При работе с постоянным током устанавливают обратную полярность.
Обработка после сварки
По окончании работы детали остужаются естественным образом. Нельзя ускорять процесс, обливая их водой. Это приведет к образованию микротрещин. Шов после очистки от шлака подвергают шлифовке с последующей полировкой.









Чтобы место стыка оставалось прочным и эстетичным, его покрывают пастой с антикоррозийными свойствами. При несоблюдении этих рекомендаций качество изделия снижается из-за возникновения очагов ржавчины.
Вместо заключения: ручная сварка часто используется при небольших бытовых и производственных проблемах. Ее применяют для соединения труб, нержавеющих баков и других изделий на даче, в доме, в гараже. Отремонтированные вещи служат еще долгие годы.
Модели аппаратов для сварки нержавейки
Чтобы принять верное решение в пользу необходимого инвертор для РДС, при выборе следует обращать внимание на ряд моментов:
Этот параметр имеет важность по той причине, что отдельные модели не рассчитаны на выполнение своих функций в условиях низких температур в процессе проведения сварочных работ на улице.
мощность и сила сварочного тока аппарата. Если планируется варить нержавейку в бытовых условиях, то выбор можно остановить на оборудовании для сварки, обеспечивающим выходной ток с показателем 180 А
Значение в 200 А и выше смогут обеспечить более профессиональные модели сварочных аппаратов.
отклонение от номинального напряжения сети не должно превышать 20%, что не скажется на качестве сварки.
следует обращать внимание на присутствие дополнительных функций, среди которых наибольший интерес представляют Hotstart, Arcforce, Antistick.
Сварка MIG и MAG, что это?
Понятия MIG и MAG сварка начали повсеместно использовать после введения международных стандартов ISO 4063 или ГОСТ Р ИСО 4063 и массовой поставки на рынок импортных сварочных полуавтоматов. Но это лирика, давайте все-таки дадим ответ на вопрос: «Что такое MIG и MAG сварка?»
MIG в переводе на понятный язык – полуавтоматическая сварка в среде инертного газа или их смесях. При этой разновидности процесса используются только инертные газы, т.е. такие которые не реагирует химически с металлом сварочной ванны, например аргон или гелий. Как правило, при MIG сварке в чистом инертном газе, несмотря на хорошую защиту зоны сварки от воздействия окружающего воздуха, формирование сварного шва ухудшается, а дуга становится нестабильной. Этих недостатков можно избежать если применять смеси инертных газов с небольшими добавками (до 1 — 2%) таких активных газов, как кислород (O2) или углекислый газ (СО2).
MAG простыми словами – полуавтоматическая сварка в среде активного газа или их смесях. К этой разновидности полуавтоматической сварки в защитных газах относится сварка в смесях инертных газов с кислородом или углекислым газом. При содержании кислорода или углекислого газа смесь становится активной, т.е. она влияет на протекание физико-химических процессов в дуге и сварочной ванне. Сварку малоуглеродистых сталей можно производить в среде чистого углекислого газа (СО2). В некоторых случаях использование чистого углекислого газа обеспечивает лучшую форму проплавления и снижает склонность к порообразованию.