
Техническая характеристика АНО-21
Технические параметры изделия предусматривают возможность работы при произвольной полярности переменного тока. При правильном хранении и подготовке электродов, как правило, в процессе сварки проблем с розжигом дуги не возникает.
Сварной шов формируется за счет небольших чешуйчатых наплывов, что является оптимальным вариантом для заготовок небольшой толщины, так как не возникает термических деформаций металла.
Электроды АНО-21 с обыкновенным покрытием и без дополнительной защиты не следует использовать для сварки алюминиевых конструкций и высокоуглеродистых марок стали, так как для подобных операций необходимы специальные изделия, содержащие дополнительные присадки, компенсирующие высокое содержание углерода.
Преимущества и недостатки АНО-21
Как и большинство других марок расходного материала для проведения сварочных работ, электроды АНО-21 обладают как преимуществами, так и недостатками.
Среди преимуществ отметим следующие:
- доступность на рынке и широкую популярность;
- низкую стоимость;
- легкий розжиг дуги вне зависимости от условий работы;
- формирование гладкого слоя шлака, легко отделяемого от наплава при проведении контроля;
- образование герметичного шва из мелкочешуйчатых наплывов.
Не обойдем стороной и недостатки:
- узость сферы применения;
- недостаточно надежное покрытие, что требует применения дополнительных флюсов и подготовки заготовок;
- недостаточная прочность шва, не выдерживающего серьезных ударных воздействий и давления;
- некачественный шов при работе с заготовками значительной толщины.
Классификация сварочных электродов
В первую очередь сварочные электроды разделяют на отдельные типы по их основному назначению. Так, принято выделять следующие типы:
- те, которыми варят углеродистые и низколегированные стали;
- для соединения конструкций из высокопрочных теплоустойчивых сталей;
- для работы с высоколегированными сталями (их часто называют «электродами по нержавейке»);
- те, с помощью которых выполняют сварку алюминия, а также его сплавов;
- предназначенные для сварки меди и ее сплавов;
- для соединения деталей из чугуна;
- те, с помощью которых производят наплавку и выполняют различные ремонтные работы;
- предназначенные для соединения деталей из сталей неопределенного состава и трудносвариваемых сталей.
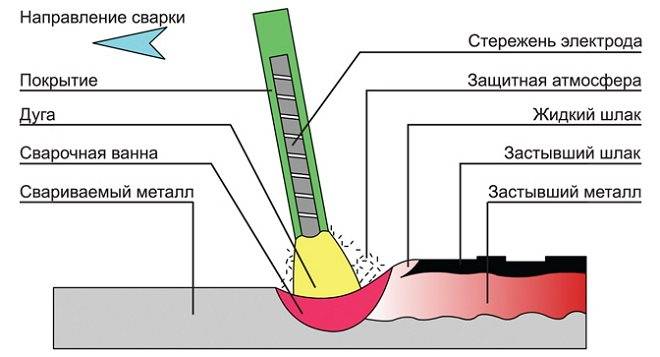
Схема процесса сварки покрытым электродом
На сварочные электроды могут наноситься различные покрытия. В соответствии с типом покрытия, их подразделяют на 4 категории. Самыми распространенными являются электроды с покрытиями двух типов.
Изделия с основным покрытием, которые так и называются — основными. Наиболее популярными являются изделия УОНИ 13/55. Выбрать их стоит, если необходимо получить сварные швы, соответствующие высокому качеству, отличающиеся исключительной ударной вязкостью, пластичностью и механической прочностью. Кроме этого, сварные швы, полученные при работе с такими электродами, отличаются высокой устойчивостью к возникновению кристаллизационных трещин. Также они не склонны к естественному старению. Их выбор стоит делать, если вам необходимо выполнить монтаж ответственных конструкций, которые планируется эксплуатировать в суровых условиях.

Сварочный аппарат WESTER IWT120 инверторный.
Есть у них и недостаток: если их покрытие увлажнено или на краях деталей, которые соединяются, присутствует ржавчина, следы масла или окалина, то в сварном шве формируются поры. Поры в шве могут образоваться и тогда, когда сварка выполняется на длинной дуге. Минусом использования таких электродов является и то, что ими допускается работать только на постоянном токе и обратной полярности.
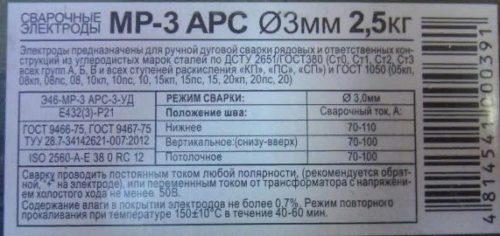
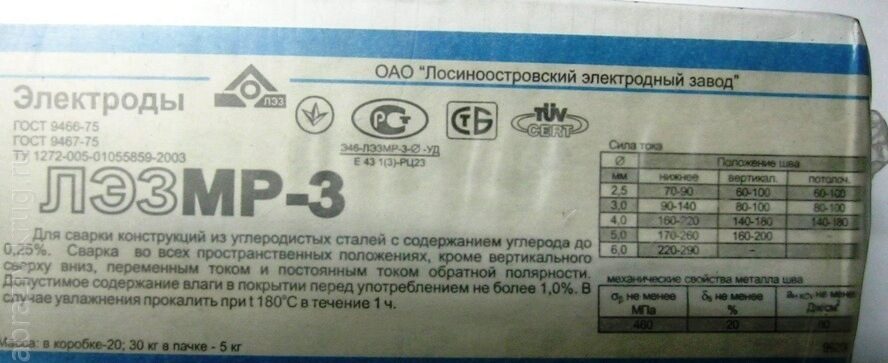
Второй тип — электроды с покрытием рутилового типа. Изделия с таким покрытием, наиболее популярной маркой которых является МР-3, успешно используются для соединения деталей, материалом изготовления которых является низкоуглеродистая сталь. Сварочные электроды данной марки отличаются следующими технологическими преимуществами:
- устойчивое горение дуги при работе как на постоянном, так и на переменном токе;
- минимальное разбрызгивание материала в процессе выполнения сварки инвертором;
- возможность получать качественные сварные швы любого пространственного положения;
- легкая отделяемость шлака;
- сварные швы отличаются прекрасными декоративными характеристиками;
- подходят для сваривания поверхностей, покрытых ржавчиной или загрязнениями.
Общие рекомендации по выбору электродов
Приобретать стержни нужно только в специализированных магазинах, гарантирующих качество предлагаемой продукции. Это обусловлено не только характеристиками предлагаемых электродов, но и соблюдением правил их транспортировки и хранения, наличием всех необходимых документов и сертификатов. Отсыревшие элементы можно высушить, поврежденные использовать нельзя.
Вся необходимая информация об электродах указана на упаковке. Выбирать рекомендуется сварочные стержни с наименьшим показателем ошлакования. Не меньшее значение имеет расход электрода. Показатель параметра тоже прописывается в маркировке. Следует учитывать, что значение может изменяться в большую сторону. Это зависит от назначения и качества свариваемых поверхностей.
Сварочные стержни приобретают согласно их назначению. Если применяемые электроды предназначены для другого типа сварки, результат проделанной работы будет некачественным, а его показатели безопасности резко снизятся. Учитывать необходимо и область применения сварочного аппарата.
Если инвертором пользуются в бытовых нуждах, электроды к ним подбирают диаметром от 2 до 4 мм. Чтобы «прихватить» металлические конструкции, подойдут электроды марок МР и АНО. Качество не будет вызывать никаких нареканий. Для сварки коммунальных развилок, к примеру, труб водоснабжения или отопления, необходимо использовать обеспечивающие надежность получаемого шва стержни УОНИ.
Электроды MP-3
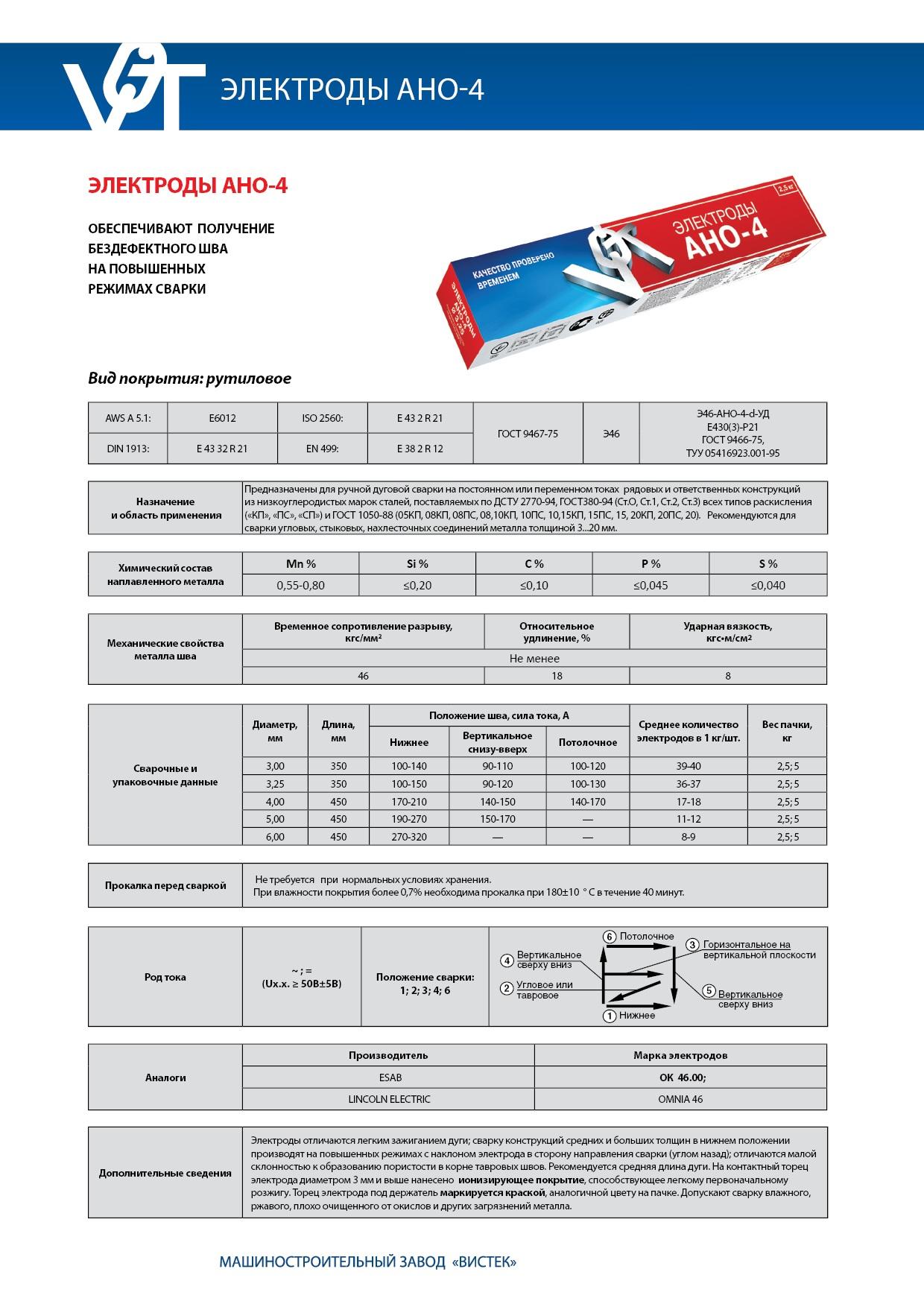
По своим достоинствам электроды МРЗ, АРС похожи на электроды марки АНО-4, но все же имеются некоторые отличия, делающие их еще более популярными. Рабочий процесс сварки с этим видом электродов протекает гораздо легче, чем при использовании других моделей. Электроды Арсенал MP-3 могут применяться в промышленном производстве и для бытового использования.
Одной из основных особенностей является отсутствие в необходимости удалять остатки шлака с поверхности шва, поскольку он отделяется самостоятельно. Останется только убрать его с места работы.
Еще одним неоспоримым достоинством является возможность использовать МР-3 Арсенал электроды для наплавки металла при зазорах достаточно большого размера. Их применение допускает сварку не только на короткой дуге, что все-таки является затруднительным, особенно для новичков в этом деле, но и на длинной.
Рутиловое покрытие, в которое входит двуокись титана, обеспечивает прочность и стойкость к образованию таких дефектов, как поры и трещины, а также понижает склонность к образованию коррозии. Обмазка обладает слегка зеленоватым цветом.
Электроды Арсенал 3мм позволяют работать с длинной дугой, что является важным при некачественной поверхности и нахождения на ней окислов. Электроды Арсенал 3 мм позволяют заполнять щели и зазоры любых размеров. Шов в результате получается качественным и ровным. Средний расход электродов за один час сварочных работ — 1,7 килограмма, то есть для того, чтобы совершить наплавку одного килограмма металла, потребуется 1,7 килограмма сварочных электродов MP-3.
Размер диаметров составляет следующий ряд: 2,5; 3,0; 3,2; 4,0; 5,0 миллиметров. Такой большой выбор упрощает условия сварки. В зависимости от диаметра электрода выставляют значение тока. Если предстоит работа с конструкциями, имеющими стенки средней и большой толщины, то режим устанавливают максимальный, а электрод перемещают по ходу сварки с небольшим наклоном. Можно выполнять сварку методом коротких прихваток.
Если свариваются толстостенные детали, то накладывается усиленный шов, а размер тока увеличивают. Электроды диаметром 5,0 миллиметра применяют для работы в нижнем и вертикальном положениях. Простота использования позволяет выполнять различные виды сварочных работ.
Какие лучше
Среди вышеприведенных марок электродов наибольшей идентичностью по техническим параметрам с расходником ОК 46 обладает марка МР-3. Ниже приводим перечень характеристик, наличие которых у обоих видов расходников позволяет считать их взаимозаменяемыми:

Электроды сварочные МР-3 Ресанта
- применяются для сварки в любых пространственных положениях, кроме вертикального «сверху-вниз»;
- универсализм в использовании источников тока (переменный, постоянный);
- у обоих марок электродов практически одинаковое разбрызгивание при сварке;
- затруднения в поджиге, как в начальном, так и в повторном, отсутствуют;
- технология сварки обеими марками электродов хорошо адаптирована к выполнению коротких швов, прихваток, сварки тонкостенных конструкций.
- отсутствует необходимость в зачистке поверхностей сварочного шва от ржавчины, тонких гальванических покрытий и других загрязнений;
- оба расходника не выделяют большого количества тепла в зоне сварочного шва, поэтому применяются для сварки кромок с большими зазорами между ними;
- одинаковые способы наложения сварочного шва (стержень располагается с наклоном в пределах 35°);
- шлак отделяется без труда;
- рутиловое покрытие расходников плохо выполняет свои защитные функции при наличии в нем следов влаги — необходимо прокаливать электроды ОК 46 при температуре 90°С около часа, а МР-3 при несколько большей температуре – 180-200°С;
- идентичный материал стержней расходников (Св-08, Св-08А) ограничивает применение сварочной технологии с материалами типа низкоуглеродистой и углеродистой сталей.
Небольшие различия вызваны отличающимся составом обмазок и особенностями технологического процесса производства. Так, например, расходники МР-3 не рекомендуется применять в отличие от ОК 46 для сварки труб.




Другие аналоги
 Кроме расходников МР, самыми близкими по техническим параметрам являются электроды марок ОЗС-4, ОЗС-12, АНО-21. Все они с рутиловым типом покрытия.
Кроме расходников МР, самыми близкими по техническим параметрам являются электроды марок ОЗС-4, ОЗС-12, АНО-21. Все они с рутиловым типом покрытия.
Некоторые российские производители («СпецЭлектрод», «Судиславский завод сварочных материалов», «Шадринский электродный завод» и другие) освоили производство аналогов марки ОК 46 на своей базе оборудования, по своей собственной технологии.
Другие компании пошли еще дальше: совместно со шведским производителем на его технологической базе создали предприятия в Санкт-Петербурге и Тюмени. Качество аналогов электродам ОК 46 питерской торговой марки ЕСАБ-СВЭЛ по параметру «цена – качество» не уступает оригиналу.
Расход, нормы расхода
Выполнение работ требует подсчета расхода количества электродов. Особенно это актуально для исполнителей, собирающихся проводить небольшие по объему сварочные работы. Грамотный подход к подсчетам обеспечивает непрерывность процесса и исключает лишние траты. Существует несколько способов расчета, для реализации которых может потребоваться различные параметры.

Электроды АНО-21 ТМ Тигарбо. Фото КОМЗ-Экспорт
Кроме этого, не следует забывать о норме расхода – статичный показатель, являющийся частью справочной информации, представленной в документах, в частности ВСН 452-84. Другая актуальная информация здесь.
Характеристики и применение
УОНИ-13/55
Стержни с основным покрытием рекомендованы при работе с низколегированной и углеродистой сталью, предназначены для сварочных аппаратов постоянного тока и инверторов. Преимущества электродов этой марки заключается в получении пластичных швов, которые с легкостью переносят ударные нагрузки и низкие температуры.
Есть у этих электродов и недостатки. Необходимое минимальное напряжение для разжигания стержня на холостом ходу должно составлять 65-70 В. Если на кромке свариваемых конструкций и деталей присутствует ржавчина, масляные и другие загрязнения, швы получаются пористыми и некачественными.
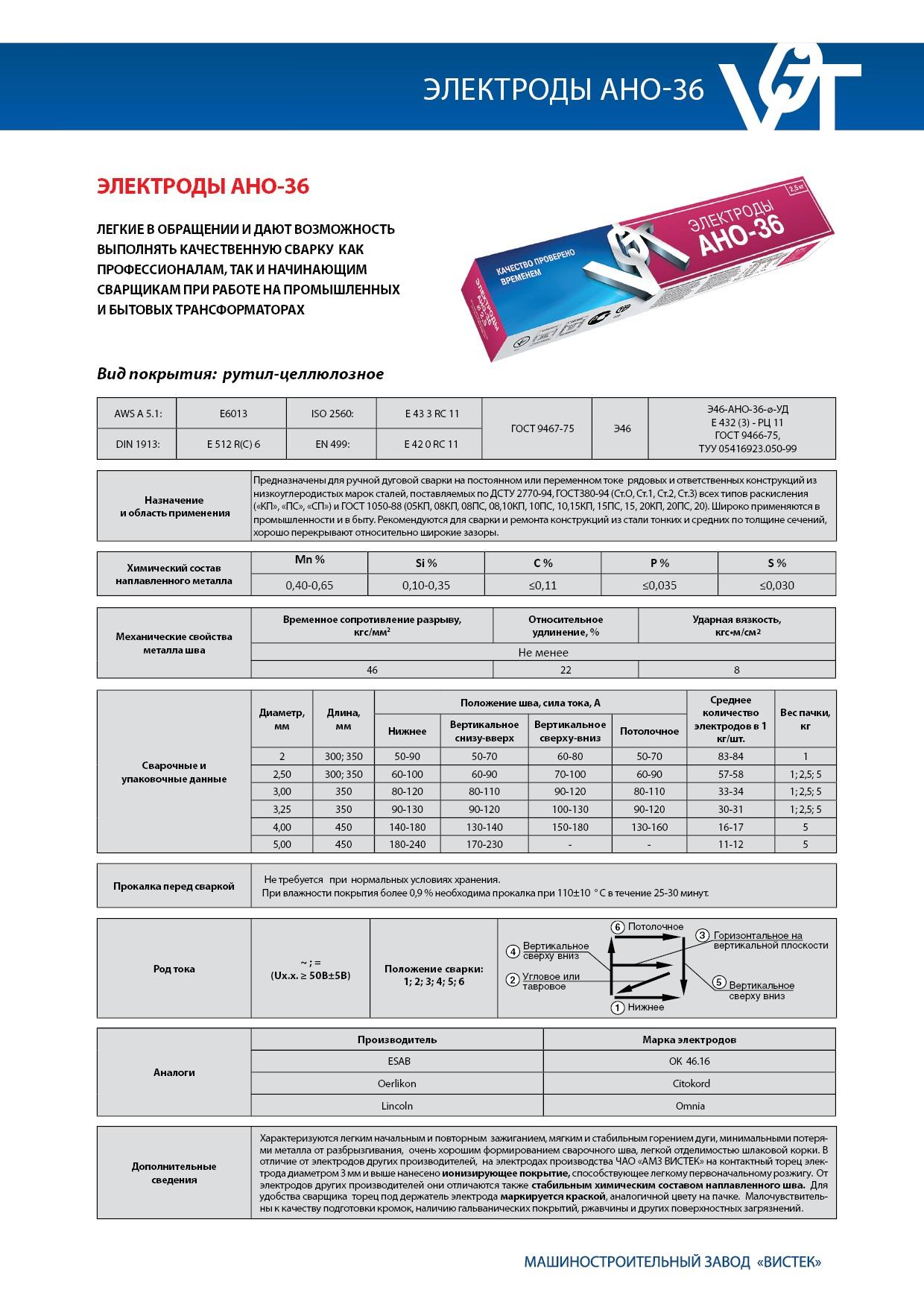
АНО-21
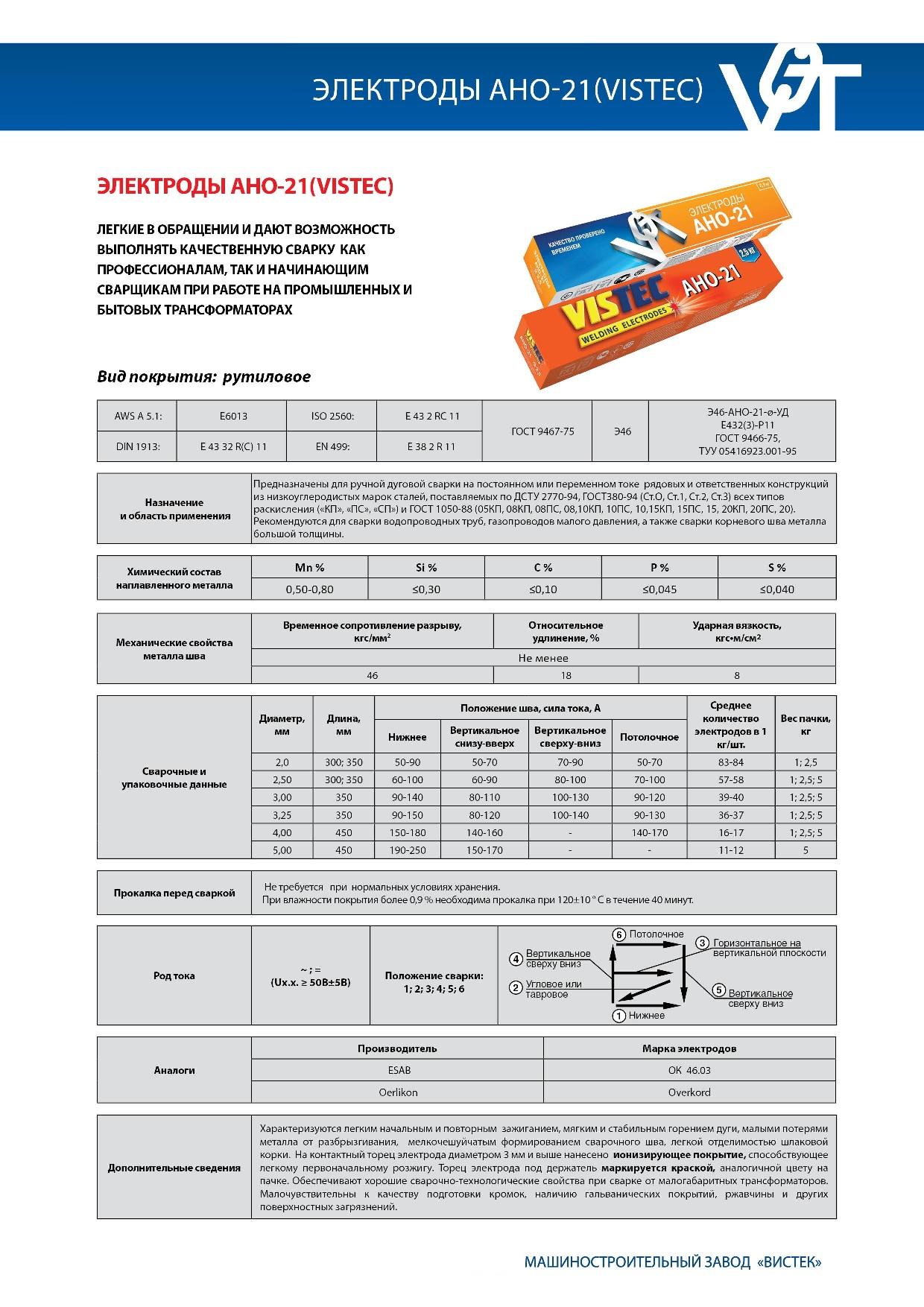
Покрытые рутиловой обмазкой электроды применяют для сваривания углеродистой стали небольшой толщины. Легко разжигаются и при первом, и при повторном использовании. Образуют мелкочешуйчатый шов из небольших волн. Работают с переменным и постоянным током любой полярности. Перед применением нуждаются в прогреве. Стержни прокаливают примерно 40 минут при температуре 120 градусов. Их использование допустимо для сварки труб водо- и газоснабжения.
МР-3
Разжигаются при работе даже с аппаратами, имеющими не очень высокую ВАХ (вольт-амперную характеристику). Обеспечивают хорошую защиту и позволяют контролировать положение сварной ванны. Могут возникать некоторые трудности с разжиганием. Если это происходит, электрод прокаливают при температуре в 150-180 градусов в течение 40 минут. Применяются для любых типов швов, за исключением вертикальных сверху-вниз. Быстро и легко разжигаются. За это качество их еще называют «бенгальскими огнями». Профессиональные сварщики не используют их в тех случаях, когда необходимы мелкие движения для хорошего прогрева. Мягкая сварка и полное отсутствие необходимости зачищать соединяемые поверхности сделало их идеальным выбором для новичков, осваивающих азы сварки. ОК 63.34
Применяют при сварке вертикальных швов, осуществления нахлестных и стыковых соединений, многопроходной сварке. Минимальный показатель напряжения холостого хода для работы со стержнями этой марки должен равняться 60 В. Образование шлака при сварке минимально и легко отбивается. Требования к электродам для инверторной сварки
Лучшими для работы с инверторными сварочными аппаратами являются металлические стержни плавильного типа, которые обладают следующими характеристиками:
1. Обеспечивают легкость проводимых сварочных работ
Если электрод подобран неправильно, то есть не соответствует составу металла, процесс сварки значительно затрудняется.
2. Показывают качественный результат шва
Важный фактор при выполнении герметичных и наружных работ. Качественные электроды должны позволять получать как вогнутые, так и плоские швы.
3. Образуют отделяемый шлак
Качество применяемого электрода легко проверить по шлаку. Плохие швы отлетают вместе с отбиваемым шлаком. Если такое происходит, причина заключается именно в электродах, а не в умениях сварщика.
4. Отвечают санитарным нормам
Используемые электроды должны быть выполнены в полном соответствии с существующими государственными нормами и стандартами.
5. Позволяют проводить сварку по коррозийным металлам
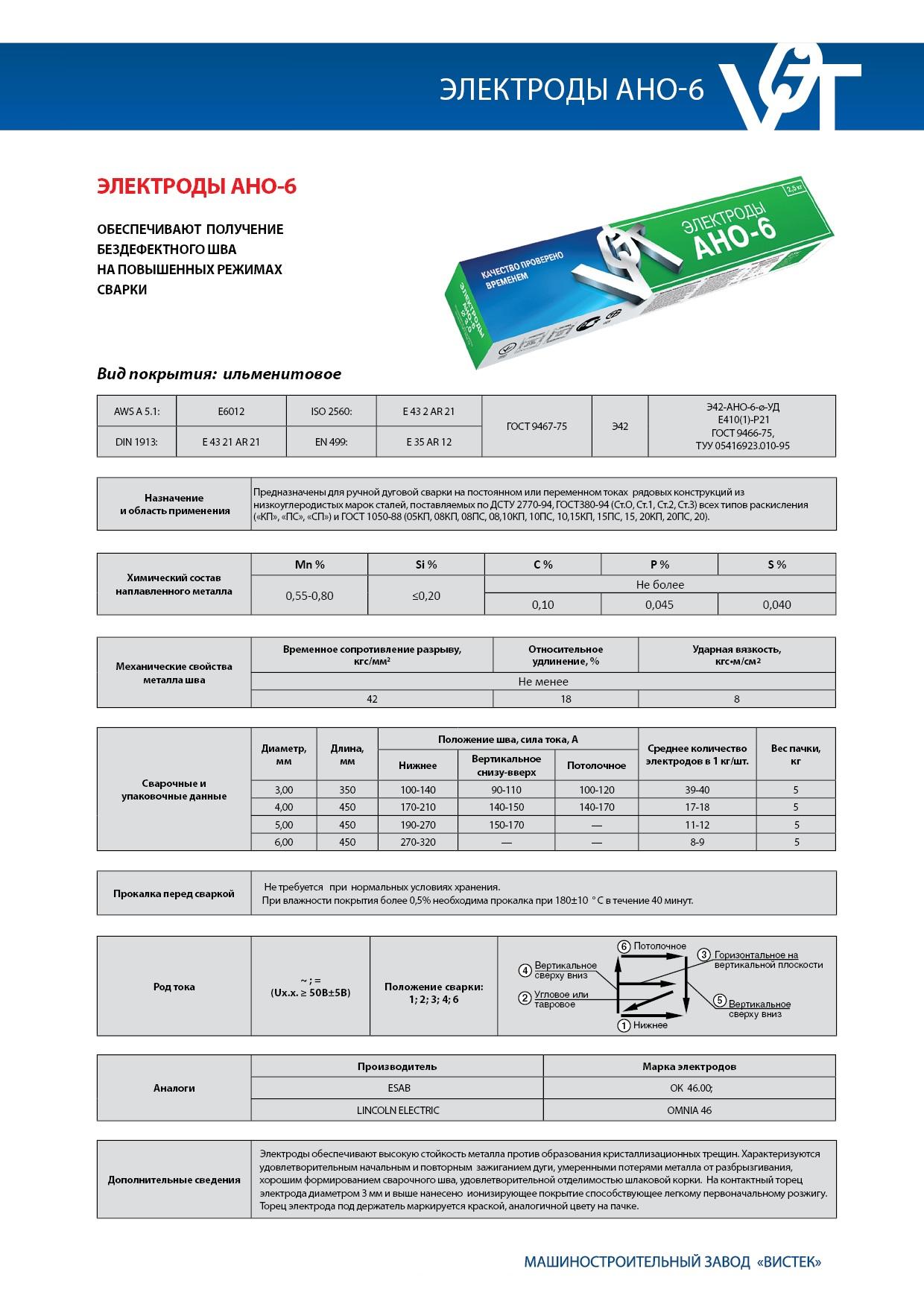
Допустимость проведения подобных работ является исключением, а не повсеместной практикой. Если такая необходимость возникает, марки УОНИ, АНО и МР-3 обеспечат качество работы и в этом случае.
Особенности применения
Основная сфера использования – монтаж газопроводных и трубопроводных систем. В частности, это коммунально-сетевые, судовые и машинные трубопроводы.
- Изделия применяются в сварке тонкостенных конструкций толщиной не более 5 мм, рассчитанных на низкое давление рабочих сред (до 12 атмосфер).
- Отлично сваривают рядовые и стыковые узлы.
- Хорошо зарекомендовали себя при работе с частично дефектным металлом (окисленные поверхности стальных деталей, оксидная пленка на алюминии).
Уровень влажности изделий этой марки не должен превышать 0,5%. При несоблюдении условий хранения необходима прокалка стержней в течение 40–60 минут при температуре 120–150°C.
Одни из лучших отечественных образцов данной марки – продукция Магнитогорского электродного завода. Это в частности, электроды линейки Стандарт, которые соответствуют всем требованиям госстандартов и отлично зарекомендовали себя как у новичков, так и у профессионалов. Электроды производятся самых популярных и востребованных диаметров – 2,5, 3,0, 4,0 мм. Вся продукция сертифицирована.
Сварочные характеристики
Особенности электродов:
- диаметр изделий – 1-5 мм;
- покрытие – рутиловое;
- разбрызгивание металла – не превышает 4%;
- часовой расход – 1,65 кг.
Горение дуги остается ровным на протяжении всего процесса сварки.
Материал шва выдерживает:
- на разрыв – не менее 460 МПа;
- удлинение – 18%;
- вязкость – 80 Дж/см²;
- угол загиба соединения – 150°.
Рекомендуем к прочтению Описание электродов с рутиловым покрытием
Значение имеют и другие параметры.
Химический состав шва
Место соединения деталей даже у человека без опыта работы получается прочным. Расплавленный и застывший металл содержит элементы, представленные в таблице.






| Наименование | Количество в % |
| Углерод (С) | 0,1 |
| Кремний (Si) | 0,3 |
| Магний (Mn) | 0,5-0,8 |
| Сера (S) | 0,04 |
| Фосфор (Р) | 0,045 |
Приведенный перечень соответствует государственным стандартам, его требуется соблюдать при производстве электродов на всех заводах. На практике состав шва несколько отличается при сварке стержнями разных изготовителей.

Ровный сварочный шов.
Физические свойства
Рутиловая обмазка состоит из диоксида титана и других веществ: кремнезема, карбоната кальция, ферромарганца. Смесь позволяет варить влажные и поврежденные коррозией детали. Можно выполнять соединения в неповоротных стыках, часто встречающихся на трубопроводах.
В состав проволоки Св-08 (из нее сделаны электроды) входят добавки, способные повышать поверхностное натяжение в сварочной ванне. Это позволяет накладывать вертикальные и потолочные швы без вытекания металла.
Максимально допустимое содержание влаги в обмазке – 0,9%. При больших значениях стержни прокаливают 30-40 минут. Температура составляет 120°С. В дальнейшем электроды используют для сварки цветных и черных металлов, в т.ч. и алюминия.
При покупке следует выбирать сухие изделия. Не стоит останавливаться на дешевой продукции, лучше приобрести товар подороже, но популярных производителей.

При сварке электродом АНО-21 брызг почти нет.
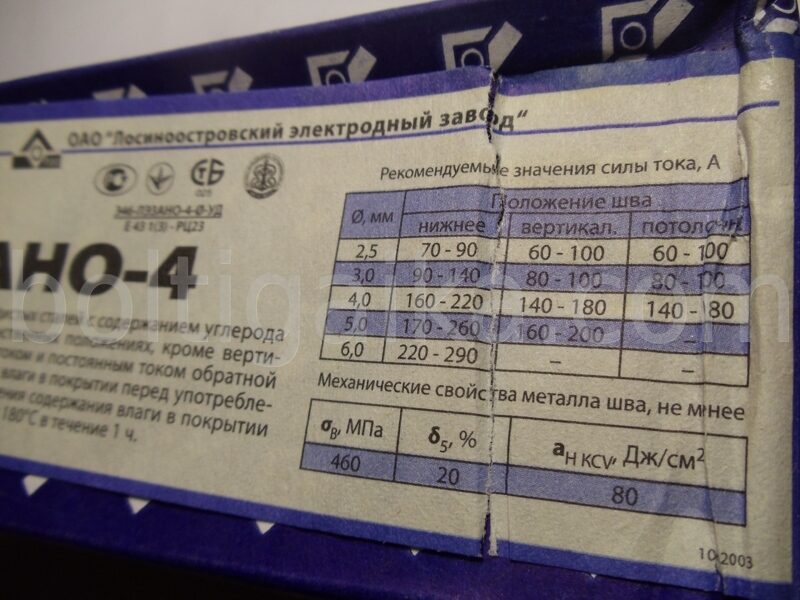
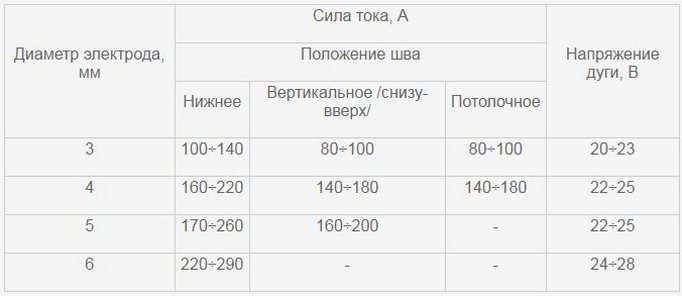
Режимы сварки
Эти показатели зависят от толщины электрода. Параметры указаны в таблице с обозначением пространственного расположения шва.
| Диаметр (мм) | Длина (см) | Количество (1 кг) | Ток (А) | ||
| Нижнее | Вертикальное | Потолочное | |||
| 2 | 30 | 95 | 60-100 | 70-80 | 80-100 |
| 2,5 | 30 | 58 | 70-120 | 70-100 | 90-110 |
| 3 | 35 | 40 | 100-150 | 90-110 | 110-140 |
| 4 | – | – | 160-190 | 150-170 | 150-180 |
| 5 | – | – | 170-220 | 150-190 | 120-160 |
Не рекомендуется сваривать заготовки толщиной более 5 мм и стыки труб с последующим нагнетанием давления.
Область применения
 Расходные материалы этой марки используются для личного применения и в промышленной области при проведении несложных сварочных процедур. Применять электроды ано-21 характеристика позволяет при производстве конструкций малой толщины. Перед использованием рекомендована термическая обработка в течение получаса при температуре 120 градусов.
Расходные материалы этой марки используются для личного применения и в промышленной области при проведении несложных сварочных процедур. Применять электроды ано-21 характеристика позволяет при производстве конструкций малой толщины. Перед использованием рекомендована термическая обработка в течение получаса при температуре 120 градусов.
Применение этих электродов недопустимо при изготовлении конструкций, несущих высокую нагрузку и ответственность. В промышленности и быту электроды ано используют для изготовления трубопроводов для воды и газа, при работе под низким давлением. Их можно применять для соединения стали с гальваническим покрытием.
В быту использование этого расходного материала возможно для соединения металлических швов с толщиной металла от 3 до 20 миллиметров. Электроды с успехом используются для сваривания стыковых, угловых и нахлесточных соединений. Они позволяют осуществлять сварку металлоконструкций в разных пространственных положениях.
В случае использования пятимиллиметровых расходников можно создавать соединения в нижнем, горизонтальном, вертикальном положении. При работе с электродуговой сваркой можно использовать ток любой полярности. При работе на постоянном токе, полярность выбирают обратную. Во время осуществления работ с трансформатором может использоваться переменный ток.
При работе с этими расходными материалами следует помнить про их технические характеристики и применять эти материалы соответственно условиям. Оптимальные показатели рабочего тока также следует соблюдать для качественного выполнения работ. Они показали отличные результаты даже при соединении металлов с незначительной коррозией поверхности.
https://youtube.com/watch?v=hSHjiIMkipc
Специфика использования электродов с инверторами
Инверторная сварка — лишь одна из технических разновидностей ручной дуговой сварки. Это значит, что для нее пригодны все типы сварочных электродов — разного состава, диаметра, с разным покрытием и т. д.
Но у аппарата есть один особый параметр. В отличие от трансформаторов, которые варят только на переменном токе, инверторы вырабатывают исключительно ток постоянный (об этом мы упомянули выше в другом контексте). НО! Благодаря тому, что они могут менять его полярность, сегодня возможно сваривать и теми электродами, которые раньше работали только на переменном трансформаторном токе.
Отсюда и особенности, характерные для инверторной сварки.
1. Всеми электродами переменного тока можно варить на токе постоянном. Популярные марки:
- ОК 46.00 (МК-46.00 производство ООО «МЭЗ») — марка широкого универсального применения. Можно использовать любую полярность, варить детали из низколегированных, углеродистых сталей, заваривать швы, делать прихватки.
- АНО-21 — сварка также возможна на любой полярности (варятся тонкостенные детали, трубы, сосуды).
- ОЗС-12 — рекомендуется обратная полярность (углеродистые, низколегированные стали, цветные металлы).
- МР-3 — та же полярность, что у предыдущей марки (конструкции из углеродистых, низколегированных сталей).
2. В противоположность этому электропроводники постоянного тока не применимы в трансформаторах (т. е. источниках переменного тока). Это, в частности, медные электроды по чугуну (например, МНЧ-2) и некоторые другие:
- 48Н-1, 48Н-11 (конструкции из высокопрочных теплоустойчивых сталей);
- АНВ-2 (высокохромистые жаростойкие стали);
- АНВ-26 (хромоникелемолибденовые сплавы)
- УОНИ-13/55Г (конструкции из низколегированных и углеродистых сталей);
- ОЗЛ-14 (высоколегированные, жаропрочные стали);
- ОЗЛ-12 (коррозионностойкие стали);
- ОК 78.16 (закаленные и отпущенные стали);
- ИТС-4 (судовые стали) и т. д.
Какими же электродами варить инвертором и только им? Всеми перечисленными во втором пункте, поскольку они работают только на постоянном токе.
Что еще следует учитывать при выборе?
- Тип стали — от него зависит химический состав сердечника, тип покрытия.
- Толщина изделий, тип и сложность конструкции (ответственные и т. д.) — они во многом определяют диаметр стрежня, параметры тока.
- Специфика, уровень работ — бытовое, профессиональное или промышленное применение в тяжелых условиях.
- Торговая марка — общепризнанные бренды представляют наиболее широкий ассортимент изделий для инверторной сварки наилучшего качества.
Примеры последних — продукция старейшего профильного российского производителя МЭЗ, вся продукция которого подходит для электросварки таким способом.
Итак, какими сварочными электродами лучше варить инвертором? Мы выяснили: любыми, подходящими для РДС, но при этом — в соответствии с требованиями к технологическим параметрам, металлу конструкций, условиям работ.
Инвертор стал принципиально новым словом в технологии сварки. Он в разы расширил возможности и сферы использования электродной продукции, сделав ее более универсальной и востребованной.
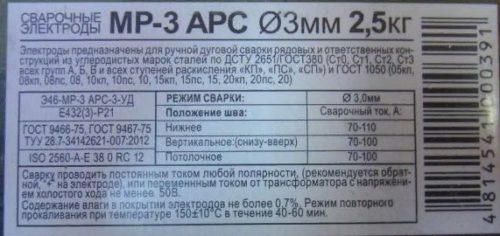
Расшифровка маркировки
Символы, находящиеся в составе полного названия изделия – Э46-АНО-21-d-УД Е 430/3/- Р 11, имеют следующие значения:
- Э46 – тип изделия;
- АНО – марка;
- D – диаметр;
- У – предназначен для углеродистых сталей;
- Д – толстое защитное покрытие;
- 43 – уровень разрыва шва;
- 0 – удлинение 18%;
- 3 – вязкость;
- Р – рутиловая обмазка;
- 1 – сварочное положение – любое;
- 1 – переменный ток.
Стержни разработаны учеными Института электросварки.
Буквенные обозначения:
- А – Академия;
- Н – Наук;
- О – обмазанный;
- 21 – модель.
Данные помогут новичкам выбрать электродную продукцию.
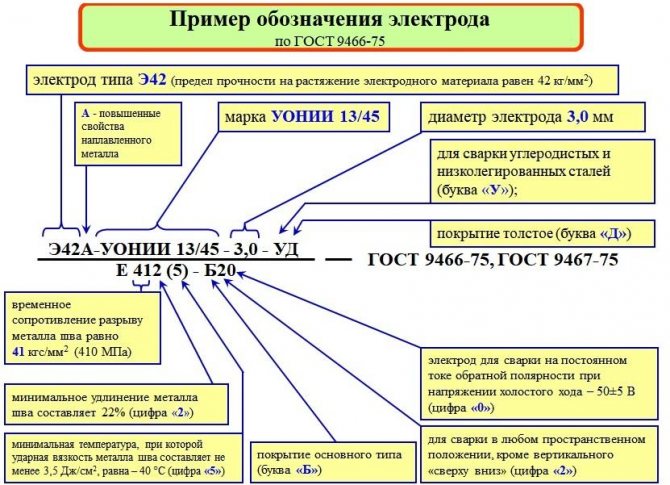
Пример расшифровки обозначений электрода.
Сферы применения
Изделие применяется в ходе ручной электродуговой сварки (ММА) заготовок из углеродистых сплавов. Наиболее частые сферы применения, следующие:
- монтаж и полевой ремонт трубопроводов и сосудов, работающих под невысоким давлением;
- сборка ответственных конструкций с выполнением швов встык, в угол и внахлест;
- проварка корневых швов на толстых заготовках.
АНО-21 используется на промышленных предприятиях в области судостроения, машиностроения, распределительных сетей в жилищно-коммунальном хозяйстве. С удовольствием применяют электроды и ремонтные мастерские, и домашние умельцы.



Это интересно: Сварка нержавеющей стали маркировки 12х18н10т: познаем со всех сторон
В чем разница и общность с Э42, Э50, Э50А
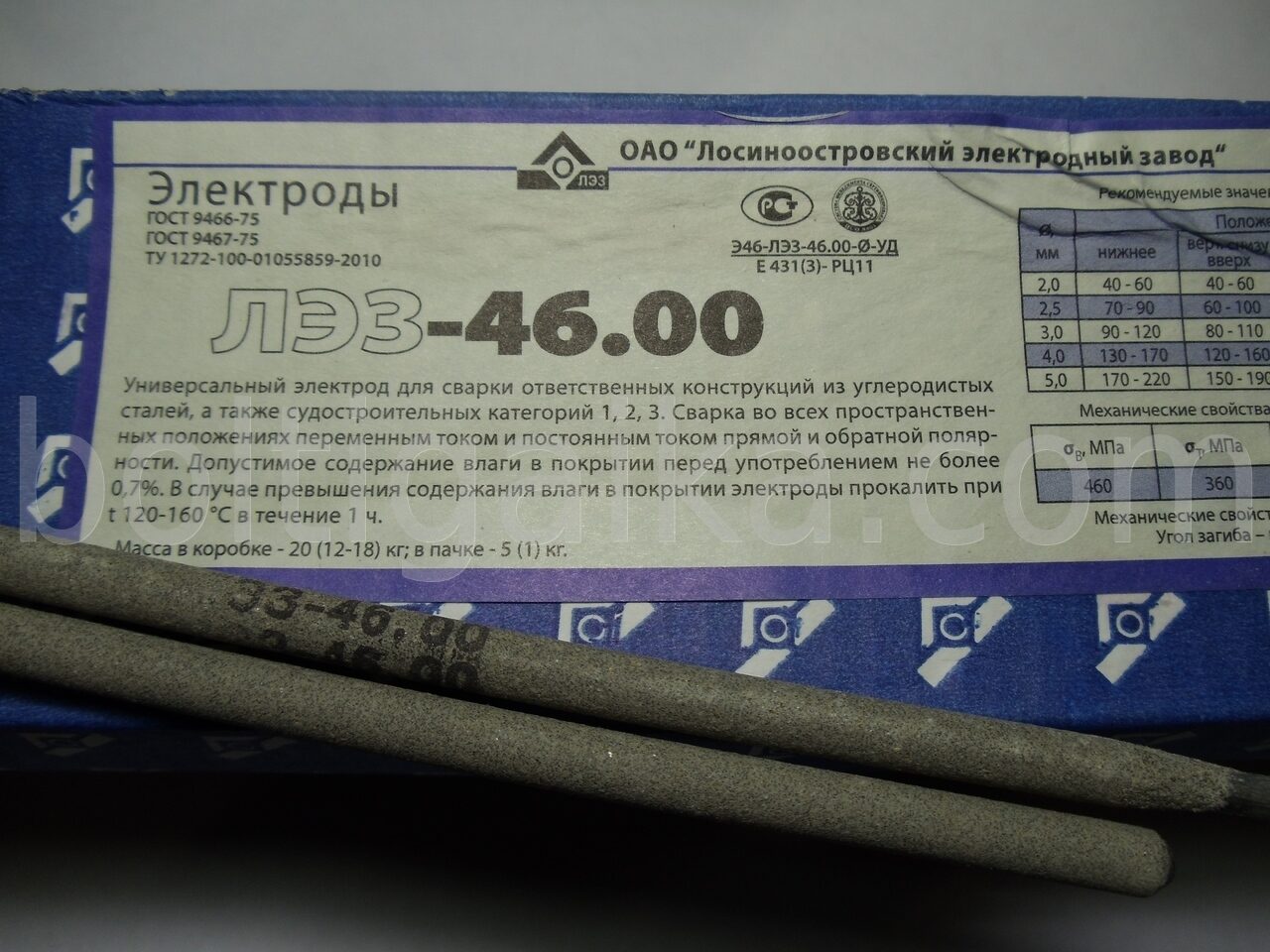
Взаимозаменяемость расходных материалов по механическим свойствам отражается в буквенно-цифровом обозначении типа «Э46». В нем цифрами указывается величина временного сопротивления на разрыв в кгс/кв. мм. Это важный параметр для аналогии, так как от него зависит работоспособность конструкции. По механическим свойствам расходнику ОК 46 соответствуют следующие марки электродов: АНО-21, АНО-32, МР-3, ОЗС-12 и другие.
Упаковка сварочных электродов ОК 46.00
Расходники типа Э42 имеют несколько меньшую механическую прочность, чем расходники Э46. Однако при наличии соответствующих сварочных характеристик их можно использовать вместо электродов марки ОК46 для неответственных соединений.
Разница в прочностных свойствах между Э50 и Э46 достаточно большая. Э50А к тому же обладают повышенной пластичностью. В отличии от рутилового покрытия расходников ОК 46 электроды типа Э50 имеют основное покрытие. Из линейки электродов ЕСАБ к типу Э50 подходят марки ОК 48.00, ОК 48.04, ОК 53.70.