
Проволоки сварочные ER70S-6 в Балашихе

Проволока из металлического сплава ESAB Weld G3Si1 1.2м.

Проволока из металлического сплава ELITECH 0606.010000.
Проволока сварочная омедненная Elkraft ER70S-6 (1 мм; 1.

Проволока из металлического сплава Solaris ER 70S-6 0.6.
Проволока сварочная ER70S-6 TOPWELD 0,8 мм 5 кг
Проволока сварочная ER70S-6 TOPWELD 0,8 мм 15 кг

Проволока из металлического сплава ESAB OK Autrod 12.51.

Проволока из металлического сплава Кратон ER-70S-6 1мм.
REMIX ER70S-6 Проволока сварочная 0,8мм, омедненная 5
Проволока сварочная Барс Er-70s-6 ф 0.8мм 15кг
Проволока сварочная Барс Er-70s-6 ф 1.0мм 5кг
REMIX ER70S-6 Проволока сварочная 0,8мм, омедненная 1
Омедленная сварочная проволока Барс ER-70S-6
Проволока из металлического сплава Wester FW08100 0.8мм.
Проволока сварочная ER70S-6 TOPWELD 1,2 мм 5 кг
Проволока ER70S-6 0,8 мм по 5кг в катушке DEKA
Сварочная проволока ELKRAFT ER70S-6 89732
REMIX ER70S-6 Проволока сварочная 0,8мм, омедненная
Проволока из металлического сплава BRIMA ER-70S 0.8мм 5.
Проволока сварочная омедненная ELKRAFT ER70S-6 (1,2 мм.
Сварочная проволока Сварог ELKRAFT ER-70S-6, O-1,0; 15.
Сварочная проволока ER 71Т-GS 0,8мм (кассета 5кг) BRIMA
Проволока из металлического сплава Кратон ER-70S-6 0.8м.
Проволока сварочная омедненная DEKA ER70S-6 (d=0.8 mm)
Проволока сварочная DEKA 0,8мм 1кг омедненная ER70S-6
Сварочная проволока ELKRAFT ER70S-6 89734
Проволока из металлического сплава Кратон ER-70S-6 1мм.
Сварочная омедненная проволока ELKRAFT ER70S-6
Проволока сварочная Сварог Er70s-6 (0.8мм 5кг)
Проволока из металлического сплава FoxWeld ER70S-6 1мм.
Пруток сварочный Барс Er-70s-6 ф 3.0мм 5кг
Проволока из металлического сплава Кратон ER-70S-6 0.8м.
Проволока из металлического сплава BRIDGE THQ-50C 0.8мм.
Проволока из металлического сплава Fubag Св-08Г2С-О 1мм.
Сварочная проволока СВ08Г2С / JQ.MG50-6 / ER70S-6 1.0мм.
Проволока алюминиевая BRIMA ER-5356 1.2мм 6кг
REMIX ER70S-6 Проволока сварочная 0,8мм, омедненная 5
Проволока из нержавеющей стали Wester STW08100 0.8мм 1к.
Сварочная омедненная проволока ELKRAFT ER70S-6 00000089.
Сварочная проволока Сварог ELKRAFT ER-70S-6, O-1,6; 15.
Проволока алюминиевая BRIMA ER-5356 1мм 6кг
Проволока из металлического сплава FoxWeld ER70S-6 1мм.
Сварочная проволока СВ08Г2С / JQ.MG50-6 / ER70S-6 1.2мм.
Сварочная проволока ELKRAFT ER70S-6 89735
Проволока из металлического сплава BRIDGE THQ-50C 1.2мм.
Проволока из металлического сплава Fubag Св-08Г2С-О 0.8.
Проволока из металлического сплава FoxWeld ER70S-6 0.6м.
Проволока сварочная омедненная ER70S-6 — 0,8 мм — 1 кг
Проволока из металлического сплава FoxWeld ER70S-6 1.6м.
Проволока из металлического сплава Deka ER70S-6 0.8мм 5.
Проволока из металлического сплава Deka ER70S-6 1мм 5кг
Стальная омедненная сварочная проволока ER70S-6, 0,6мм.
Сварочная проволока BRIMA ER70S-6 0,8 мм 5 кг (СВ-08Г2С.
Сварочная омедненная проволока ELKRAFT ER70S-6 00000089.
Проволока омеднен. BRIMA ER-70S-6 ф 0.8 мм (кассета 15.







Проволока из металлического сплава BRIDGE THQ-50C 0.8мм.
Сварочная омедненная проволока ELKRAFT ER70S-6 00000089.
Проволока омеднен. Барс ER-70S-6 ф 0,8 мм (кассета 5 кг.
Проволока из металлического сплава Fubag Св-08Г2С-О 1.2.
Сварочная проволока ER70S-6 (Elkraft)
Проволока из металлического сплава Solaris ER 70S-6 0.8.
Проволока из металлического сплава Кратон ER-70S-6 0.6м.
Проволока из металлического сплава FoxWeld ER70S-6 1.2м.
Сварочная омедненная проволока Барс ER-70S-6 СВ00000840.
Проволока сварочная омедненная Elkraft ER70S-6 (0.8 мм;.
Сварочная проволока СВ08Г2С / JQ.MG50-6 / ER70S-6 0.8мм.
Проволока из металлического сплава Solaris ER 70S-6 0.8.
Проволока из металлического сплава Fubag Св-08Г2С-О 1мм.
Омеднённая сварочная проволока Св-08Г2С-О d 1,2мм К-300.
REMIX ER70S-6 Проволока сварочная 0,8мм, омедненная 4
Проволока алюминиевая Wester ALW 08045 0.8мм 0.45кг
Проволока сварочная Барс Er-70s-6 ф 0.8мм 5кг
Проволока из металлического сплава Sturm! WW0805 0.8мм.
Сварочная проволока Сварог ELKRAFT ER-70S-6, O-0,8; 15.
Проволока из металлического сплава FARINA ER70S-6 1.2мм.
Проволока сварочная Барс Er-70s-6 ф 0.6мм 5кг
Марки нержавеющей сварочной проволоки
1. Св-08Х20Н9Г7Т (аналог проволок: Св.-08Х21Н10Г6, Св.-08Х20Н9Г7Т) ER-307Si Коррозионностойкая хромоникелевая сварочная проволока для сварки полуавтоматом разнородных аустенитных нержавеющих сталей c содержанием хрома ~18% и никеля ~ 8% типа 03Х17Н14М2, 03Х18Н11, 06Х18Н11, 08Х18Н10Т, 12Х18Н10Т, 304 и т.п. Св-08Х20Н9Г7Т можно использовать как буферный слой перед наплавкой твердосплава. Устойчива к высоким температурам (850°C). Наплавленный металл 307Si обладает высокой коррозионной стойкостью. Незначительное содержание углерода снижает риск возникновения межкристаллической коррозии, а наличие кремния обеспечивает высокое качество шва. Проволока применяется в машиностроении, нефтяной, химической и пищевой отрасли, для изготовления трубопроводов, емкостей, бойлеров, при сварке пружинных сталей, конструкционных сталей, проведении судостроительных и судоремонтных работ, при производстве инструментов, рельсов, ремонте дробильных машин, трубопроводов, емкостей, бойлеров и т.п. Упаковка – пластиковые катушки D-300 (15 кг) или же мотки, пруток упакован в пластиковые пеналы (5 кг), каждый пруток промаркирован.
2. Св-04Х19Н9 (аналог проволок: Св.-06Х19Н9Т, Св.-01Х18Н10, Св.-01Х19Н9) ER-308LSI Коррозионностойкая хромоникелевая сварочная проволока для полуавтоматической сварки аустенитных нержавеющих сталей c содержанием хрома ~18% и никеля ~ 8% типа 03Х17Н14М2, 03Х18Н11, 06Х18Н11, 08Х18Н10Т, 12Х18Н10Т, 304 и т.п., в среде защитных газов. Наплавленный металл 308LSi обладает высокой коррозионной стойкостью. Незначительное содержание углерода снижает риск возникновения межкристаллической коррозии, а наличие кремния обеспечивает высокое качество шва. Проволока применяется в машиностроении, нефтяной, химической и пищевой отрасли. Для изготовления трубопроводов, емкостей, бойлеров и т.п. Упаковка – пластиковые катушки D-300 (15 кг) или же мотки, пруток упакован в пластиковые пеналы (5 кг), каждый пруток промаркирован.
3. Св-07Х25Н13 ER-309LSi Коррозионностойкая хромоникелевая сварочная проволока для полуавтоматической сварки разнородных сталей (нержавеющих сталей c не- и низколегированными сталями), а также для сварки аустенитных нержавеющих сталей, содержащих Cr – 24%, Ni – 13% и незначительный % С в среде защитных газов (Ar). На постоянном токе DC. Применяется в машиностроении, нефтяной, химической и пищевой отрасли. УПАКОВКА: пластиковые катушки D-300 (15 кг) или же мотки, пруток упакован в пластиковые пеналы (5 кг), каждый пруток промаркирован.
4. Св-04Х19Н11М3 ER-316LSi Хромоникелевая коррозионностойкая сварочная проволока для полуавтоматической сварки аустенитных нержавеющих сталей c содержанием Cr -18%, Ni – 8% и Mo – 3% таких, как: 10Х17Н13М3Т, 03Х17Н14М2, 316 и др. в среде защитных газов (Ar). На постоянном токе DC. Наплавленный металл типа 316LSi обладает высочайшей стойкостью к коррозии в кислотной и хлорсодержащей среде. Легирование кремнием и молибденом обеспечивает высокую стойкость против межкристаллической коррозии и высочайшее качество шва. Применяется в нефтяной, химической и пищевой отрасли, а также в машиностроении и многих других отраслях. Упаковка – пластиковые катушки D-300 (15 кг) или же мотки, пруток упакован в пластиковые пеналы (5 кг), каждый пруток промаркирован.
5. Св-07Х19Н10Б ER-347 Проволока 07Х19Н10Б изготавливается из низкоуглеродистых и легированных марок стали и обеспечивает хорошее качество сварного шва. СВ-07Х19Н10Б предназначена для сварки хромоникелевых сталей типа 12Х18Н10Т, 12Х18Н9Т, 08Х18Н12Т, 08Х18Н12Б и им подобных, когда к металлу шва предъявляют жесткие требования стойкости к межкристаллитной коррозии. Также проволока СВ-07х19н10б используется для наплавки и для изготовления электродов. Упаковка – пластиковые катушки D-300 (15 кг) или же мотки, пруток упакован в пластиковые пеналы (5 кг), каждый пруток промаркирован.
6. Св-06Х19Н9Т ER-321 Сварочная хромоникелевая проволока для полуавтоматической сварки нержавеющих сталей типа 08Х18Н10, 12Х18Н9Т, 08Х18Н10Т (304, 308, 321, 347) и им подобных, в среде защитных газов, на постоянном токе. Проволока, легированная титаном, обеспечивает высокую антикоррозийность межкристаллической решетки и высочайшее качество сварного шва. Находит широкое применение в машиностроении, нефтехимии и пищевой промышленности, в энергетике и т. п. Упаковка – пластиковые катушки D-300 (15 кг) или же мотки, пруток упакован в пластиковые пеналы (5 кг), каждый пруток промаркирован.
Преимущества омедненной сварочной проволоки
Как известно, одним из недостатков традиционных сварочных процессов с применением плавящихся электродов считается интенсивное разбрызгивание металла, которое происходит непосредственно в зоне сварного шва. Это приводит к излишнему расходу материалов (причем не только проволоки, но и соединяемых деталей), ухудшению качества самого шва и насыщению поверхности вокруг рабочей зоны атомарным кислородом. Он впоследствии активно взаимодействует с металлом заготовки и образует оксид закиси-окиси железа, в результате чего прочность в месте соединения не превышает 80-85% от исходных механических характеристик свариваемых металлов.
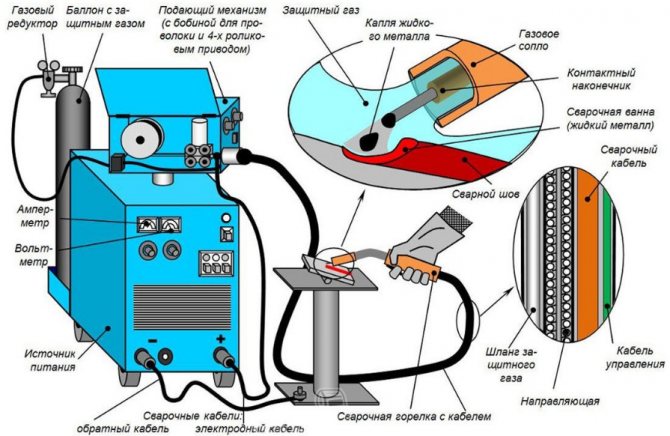
Избежать разбрызгивания, применяя обычные сварочные электроды, можно лишь производя сварку в среде инертного газа, но такая технология более сложная, требует специальной оснастки, поэтому по показателю себестоимости она уступает своим конкурентам. Отечественный аналог сварочной проволоки ER 70 S-6 — материал Св 08Г2С О.
- Во время сварки выделяется значительное количество тепла, которое полностью не попадает в рабочую зону, а рассеивается в окружающую среду. Медь, являясь материалом с высокой теплопроводностью, снижает такие потери.
- В период между сварками электроды из обычной стали могут корродировать. Это невозможно для омедненных электродов, поэтому исходный состав сварочной проволоки марки ER 70 S-6 остается стабильным, независимо от условий ее хранения.
- Проволока рассматриваемой марки производится по специальной технологии Advanced Surface Characteristics, которая подразумевает наличие поверхностных пор, куда вводятся специальные технологические смазки. Являясь своего рода разделителем между сварочной дугой и металлом соединяемых деталей, эти смазки способствуют стабильности горения дуги. Это происходит за счет улучшения контакта между поверхностью изделия и наконечником сварочной горелки. Данное расстояние не рекомендуется принимать более 20 мм.
- Медь, являясь химически малоактивным металлом, препятствует науглероживанию металла соединяемых изделий, которое интенсивно происходит в имеющихся порах. Насыщение стали водородом особенно вероятно, когда сварка ведется при повышенной влажности окружающего воздуха, либо электродами, длительное время находившимися при пониженных температурах. С увеличением процентного содержания связанного водорода в стали хрупкость металлов возрастает.
Таким образом, применение омедненной сварочной проволоки повышает качество сварного соединения и расширяет практические возможности применения обычной электродуговой сварки.
Отличительные особенности, достоинства и недостатки
Алюминиевые сплавы имеют большую склонность к окислению. На поверхности всегда присутствует окисная пленка, которая препятствует нормальному процессу сварки заготовок. Температура плавления окисной пленки много выше, чем этот показатель основного металла. При формировании сварочного шва окисная пленка, будучи тяжелее основного металла, не всплывает на поверхность и остается в нем после кристаллизации, нарушая его сплошность. Это значительно ухудшает герметичность, прочностные, коррозионные свойства шва.
Для уменьшения отрицательного воздействия окисной пленки требуется тщательно проводить подготовку поверхности свариваемых материалов. Шлифовальные машинки, металлические щетки и другие подобные приспособления применяются для чистки околошовной поверхности. После чистки обязательно обезжирить, например, ацетоном. Сварочную проволоку после распаковки необходимо сразу же запускать в производство, чтобы не дать ей покрыться окисной пленкой.
Применение во время сварки обратной полярности (сварочная ванна как катод) способствует разрушению окисной пленки.
Важной особенностью использования алюминиевой проволоки является организация ее подачи в зону сварки. Лучшими показателями здесь обладают «жесткие» проволоки
«Мягкая» может застревать при прохождении через подающие ролики полуавтомата. Сам роликовый механизм также подвергается модернизации. Для более равномерного распределения нагрузки на алюминиевую проволоку он может выполняться на базе четырех роликов вместо двух.
Недостатки
- Материал не пригоден для сваривания нержавеющей стали, несмотря на то, что сам имеет антикоррозионные свойства;
- Требуется надежная защита газом, что повышает себе стоимость сварки;
- Наибольший диаметр проволоки только 1,6 мм;
- Перед использованием основной металл нужно подготавливать, так как проволока чувствительна к загрязнениям на поверхности.
Физико-химические свойства
Сварочная проволока Deka 1.2 при изготовлении проходит жесткий контроль. Поэтому, практически всегда ее состав является одинаковым. Естественно, что допускаются небольшие отклонения, но в том случае, если это не повлияет на свойства наплавленного металла и его технические характеристики. Ведь даже небольшое отклонение в десятую долю процента может привести к осложнениям. Основным составом является:
|
Углерод |
Марганец |
Кремний |
Сера |
Фосфор |
Медь |
|
0.06-0.15 |
1.4-1.85 |
1.5-1.85 |
0.035 |
0.025 |
0.5 |
Данная продукция выпускается в нескольких видах упаковки, которая может меняться, в зависимости от диаметра изделия:
|
Диаметр проволоки (мм) |
Масса (кг) |
0.6 |
0.8 |
0.9 |
1.0 |
1.2 |
1.6 |
| Пластиковая катушка (евро) |
1 |
• |
• |
• |
• |
• |
• |
| Пластиковая катушка (евро) |
5 |
• |
• |
• |
• |
• |
• |
| Пластиковая катушка (евро) |
15 |
• |
• |
• |
• |
• |
• |
| Каркас металлический |
15 |
• |
• |
• |
• |
• |
• |
| Бочка |
100 |
• |
• |
• |
• |
• |
• |
| Бочка |
250 |
• |
• |
• |
• |
• |
• |
| Бочка |
300 |
• |
• |
• |
• |
• |
• |
Технические характеристики
Характеристики присадочного материала определяются его составом. При выборе проволоки для сварки тех или иных вещей специалисты ориентируются именно на такие показатели, которые имеет наплавленный металл. В большинстве случаев, марка пригодна для промышленных сталей, но перед использованием лучше все же ознакомиться с основными характеристиками:







| Предел прочности (МПа) | Предел текучести (МПа) | Удлинение относительное (%) | Вязкость ударная (%) | Рекомендуемый защитный газ | |
| 500 | 420 | 22 | 28 | 90 | CO2 |
Особенности сварки
Сварка данной проволокой производится в обыкновенном режиме. Перед применением следует подготовить поверхность, зачистить ее от лишнего мусора, жировых пленок и других налетов. Если толщина слишком высокая, то следует обработать края, чтобы они были под углом. Желательно прогреть место сварки перед началом действия, чтобы избежать температурной деформации. Ведь проволока чаще всего используется для сварки тонкого металла, поэтому, следует действовать очень аккуратно. Прогревание горелкой актуально и после сварки, так как это помогает избежать горячих трещин. При выборе режимов для каждого диаметра электрода следует ориентироваться на следующую таблицу:
| Диаметр сварочной проволоки, мм | Ток, А | Сила напряжения, В | Скорость подачи, м/ч | Расход газа, л/мин |
| 0,8 | 50-155 | 13-21 | 260-400 | 7 |
| 1 | 70-190 | 16-24 | 170-400 | 9 |
| 1,2 | 90-340 | 19-34 | 160-400 | 10 |
| 1,6 | 140-350 | 17-32 | 100-350 | 14 |
Производитель
Производитель сварочной проволоки Deka попутно производит сверлильные и токарные станки, фрезерное оборудование, обрабатывающие центры. Она же производит кузнечные прессы и аппараты для обрабатывания листового металла. Из области сварки, помимо проволоки, это маски и сварочные аппараты.
Нержавеющая проволока и ее особенности
Чтобы изготовить какие-либо изделия из нержавеющей стали, ее подвергают самым разным методам механического воздействия: методом пластической деформации, обработке на металлорежущих станках. А как быть, если необходимо в случае необходимости соединить отдельные детали сваркой? Попытка использовать обычные электроды для электросварки окажется плачевной. Металл начинает кипеть, выделяются газы, начинается активное взаимодействие расплавленных металлов с кислородом воздуха. Качественного сварного шва добиться практически невозможно. Есть ли выход из создавшейся ситуации?
В результате длительных исследований установлено, что сварки изделий из нержавеющей стали следует использовать присадок. Таким присадком является нержавеющая проволока по ГОСТ 18143-72.
В чем особенности нержавеющей проволоки? В состав металла кроме стали входят такие элементы, как хром, никель, титан, ванадий и другие, которые и придают металлу нержавеющей проволоки противостоять агрессивному воздействию от кислот и щелочей.
Кроме использования в качестве присадочного материала нержавеющая проволока используется для изготовления пружин, например, в наручных часах. Во всех часах швейцарского производства пружины изготовлены из нержавеющей стали. Поэтому эти часы не боятся выделений пота человеком в процессе длительной носки – человеческий пот содержит много кислот, разрушающих обычные стали.
При выполнении сварочных работ нержавеющая проволока автоматически подается в зону сварки. Сам процесс сварки происходит следующим образом:
• подается инертный газ аргон, который вытесняет из зоны сварки окружающий воздух; • на титановом электроде зажигается электрическая дуга, которая разогревает свариваемые металлы и присадочную нержавеющую проволоку; • в результате разогрева металлы расплавляются, и присадочная нержавеющая проволока в расплавленном состоянии заливается в пространство между свариваемыми металлами; • после охлаждения зоны сварки создается сварной шов, который и соединяет два разных изделия в единую конструкцию.
После выполнения сварки шов несколько выделяется над поверхностью сваренных деталей. Поэтому выполняются работы по зачистке шва, шлифовки и финишной полировке. Если все работы выполнены грамотно, то создается впечатление, что имеется единое изделие безо всяких швов. Так выглядят сварные ограждения из нержавеющей стали. Когда смотришь на них, то кажется, что все сделано из одной трубы, которую выгнули над лестницей соблюдая контур лестничных маршей и площадок.
При сварке нержавеющей стали с помощью нержавеющей проволоки важно не допускать движения воздуха (ветра), так при ветре аргон выдувается из зоны сварки и ухудшается качество сварного шва, могут образовываться раковины или просто припой не заполнит пространство и останутся незаваренные отверстия
Что значит проволока. Как ее изготовляют?
Проволокой называется нить разного сечения, изготовленная из различных металлов и их сплавов. Сечение обычно круглое, но бывает овальное, квадратное, трапециевидное. Ее назначение – сварка металлов и сплавов.
Изготавливается проволока на заводе путем протяжки заготовки через постепенно уменьшающиеся отверстия волочильного стана. Поэтому она получила второе название – катанка. Чтобы предупредить повреждение катанки во время растяжки, волочильный стан смазывается. При производстве катанки ее травят в серной кислоте, чтобы предупредить окисление и образование налета на ней. Для повышения прочности и обеспечения равномерной толщины изделия, катанку отжигают в специальных печах. Изготавливают ее также способом литья и проката. После изготовления катанки происходит ее испытание на разрыв.
Омеднённая проволока СВ08Г2С
AWS: A5.18 ER70S-7/ISO 14341-А G 46 4 М21 G4Si1/ГОСТ 2246-70 Св08Г2С-0
ГОСТ 2246-70
Назначение и область применения
Проволока сварочная омеднённая марки СВ08Г2С применяется для автоматической и механизированной сварки углеродистых и низколегированных конструкционных сталей марок 10ХСНД, 15ХСНД, 14ХГС, 09Г2 и др. в среде защитных газов.
Имеет универсальное применение в котлостроении, монтажных роботах, изготовлении сосудов под давлением, строительстве металлоконструкций, автомобильной отрасли, сельскохозяйственном машиностроении.
Условия применения
Сварочная омедненная проволока используется для сварки (наплавки) изделий, деталей и конструкций из углеродистых и низколегированных сталей в нижнем, вертикальном и потолочном положении.
Сварку возможно проводить как в газовых смесях (миксах) так в чистом СО2.
Для получения качественного шва окалину, ржавчину и различные оксидные покрытия необходимо удалить. При многопроходной сварке поверхность предыдущего валика необходимо очистить от шлака.
Особые свойства
В процессе производства плазменная вакуумно-дуговая обработка проволоки, обеспечивает эффективную очистку поверхности. В результате этого поверхность обработанной проволоки приобретает характерный серебристый цвет и высокую адгезионную способность, что при последующем меднении обеспечивает сплошное и прочное покрытие. Благодаря качественному покрытию и стабильному диаметру проволоки по всей длине обеспечивается равномерная подача и экономный расход медных токопроводящих наконечников. Рядная намотка существенно увеличивает период эксплуатации дорогих сварочных полуавтоматов. Обеспечивается возможность работы с различными видами сварочного оборудования.
Отмечено устойчивое горение дуги, которое наблюдается при широких диапазонах режимов сварки, минимальное разбрызгивание металла, отсутствие наплывов и пористости в сварочном шве.
Тип
омедненная
Химический состав проволоки,%
С
| Mn | Si | P | S | Cr | Ni | |
| Не более | ||||||
| 0.05-0.11 | 1.8-2.1 | 0.70-0.95 | 0.030 | 0.025 | 0.20 | 0.25 |
Суммарное содержание меди не более 0,35 %
Временное сопротивление разрыву сварочной проволоки
| Диаметр проволоки (мм) | Временное сопротивление разрыву (МПа) |
| 0,8 | 882-1323 |
| 1 | |
| 1,2 | |
| 1,6 | 882-1274 |
Механические свойства металла шва
| Ударная вязкость -400С | Прочность на разрыв | Предел текучести | Относительное удлинение |
| Не меньше 47ДЖ | 530-680Н/мм2 | Не меньше 460 Н/мм2 | Не меньше 20% |
Режимы сварки
| Номинальный диаметр проволоки, мм | Сила тока, А | Напряжение, В | Скорость подачи, м/час | Расход защитного газа, л/мин |
| 0,8 | 50-150 | 13-21 | 260-400 | 6-8 |
| 1,0 | 70-200 | 16-24 | 160-400 | 8-10 |
| 1,2 | 90-350 | 19-34 | 150-400 | 8-12 |
| 1,6 | 140-370 | 17-32 | 100-350 | 12-16 |
Сварку проводить на постоянном токе обратной полярности.
Упаковочные данные:
1. Прочная картонная коробка
2. Катушка с проволокой герметично упакована в плотный полиэтиленовый пакет
3. Пакет силикагеля внутри для защиты от воздействия атмосферной влаги
| Металлическая катушка | Пластиковая катушка |
| BS 300 | D 200 |
| 0,8; 1; 1,2; 1,6 мм | 0,8; 1; 1,2 мм |
| Вес 18 кг. | Вес 5 кг. |
Аналоги: Huatong HTW-49-1, Esab OK Aristorod 12.63.
Показатель коэффициента наплавки св08г2с
При проведении сварки успех работы и ее скорость во многом зависит от показателя коэффициента наплавки проволоки. Он обозначает количество наплава металла за единицу времени при заданной величине силы тока. Для св08г2с он бывает не менее 8,5 г/А*ч и зависит от состава химических элементов проволоки, ее типа (омедненная или без покрытия), а также характера тока при выполнении работ (постоянный или переменный, в этом случае важна его полярность). Показатель наплавления проволоки влияет на скорость проведения сварки, потери плавящегося электрода при испарении (показатель испарения), разбрызгивание расплава, а также на окисление сплава.
Лучшая активированная сварочная проволока
Активированная проволока чаще всего применяется для сварки в среде с углекислым газом, а также его смесями и в газовой среде. Она состоит из порошка, который наполняет электрод всего лишь на 7% от общего веса оболочки. Активирование проволоки СВ-08Г2С, являющейся основой, происходит с помощью солей щелочноземельных и щелочных металлов, которые могут легко ионизироваться.

СВ-08Г2С-О
- выпускается в форме мотков, пластиковых или каркасных кассет до 18 кг;
- химический состав: Mn — от 1,81% до 2,10%; С — от 0,051% до 0,12%; Si — от 0,71% до 0,95%; P — до 0,031%; S — до 0,026%;
- упаковка — продается в водонепроницаемой двухслойной бумаге, тарной ткани, деревянных контейнерах;
- диаметр — от 0,8 мм до 4,0 мм;
- применение — обработка в защитных газах конструкций из стали низкоуглеродистых и углеродистых.
ER 5356
- выпускается в форме пластиковых кассет по 1, 5, 7 кг, пластиковых тубусах 5 кг;
- химический состав: Mn — до 0,151%; Si — до 0,26%; Cr — до 0,12%; Fe — до 0,41%; Mg — до 5,1%;
- упаковка — продается в двухслойной водонепроницаемой бумаге, тарной ткани;
- диаметр — от 0,8 мм до 5,0 мм;
- применение — обработка алюминиево-магниевых металлический конструкций с защитном газе.
Плюсы: Плюсами сварки с помощью активированного вида считаются:
- увеличение устойчивости горения дуги, что значительно улучшает шов и его качество формирования;
- этот вид может подвергаться многократным перегибам, не сплющиваясь и не сминаясь при этом в подающем ролике;
- благодаря низкой теплопроводности щелочного металла, который входит в состав, происходит защита от потери тепла сварочной зоны.
Стальная
Проволоку различают по назначению: для сварки или наплавки.
Всего выпускается около 80 марок проволоки.
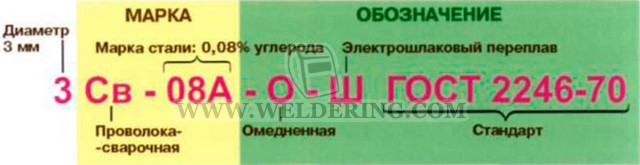
Буквы «Св» означают, что проволока сварочная. Через дефис указывают марку стали, из которой изготовлена проволока. Первая цифра соответствует содержанию углерода в сотых долях процента. Буквы означают наличие легирующих элементов в процентах, которые указываются числом, следующим за буквенным обозначением.

Для сварки низкоуглеродистых сталей используют шесть марок: Св-08, Св-08А, Св-08АА, Св-08ГА, Св-10ГА, Св-10Г2,
Для низко- и среднелегированных сталей — 30 марок, например: Св-08ГС, Св-08Г2С, Св-18ХГС и др.
Для сварки высоколегированных сталей применяют 41 марку проволоки Св-08Х14ГНТ, Св-12Х13 и др.
Если после буквы цифра отсутствует, то количество данного элемента не превышает 1%. Буква «А» в конце маркировки свидетельствует о пониженном содержании серы и фосфора, а буквы «АА» — о еще меньшем их количестве.
Низкоуглеродистую и легированную проволоки выпускают неомедненными и омедненными (условное обозначение — О). Омеднение защищает проволоку от окисления и улучшает токоподвод.
В конце маркировки может стоять буква «Э». «Э» означает, что проволока служит для изготовления электродов. Буквы «Ш», «ВД» или «ВИ» говорят о том, что сталь для проволоки изготовлена соответственно электрошлаковым, вакуумно-дуговым переплавом или в вакуумно-индукционных печах.
Пример условного обозначения сварочной проволоки диаметром 3 мм марки Св-08А с омедненной поверхностью из стали, полученной электрошлаковым переплавом:
|
Условия сварки |
Рекомендуемая проволока |
|
Низкоуглеродистые и низколегированные стали в углекислом газе и смесях активных газов |
Св-08Г2С |
|
Низкоуглеродистые и низколегированные стали в аргоне и гелии |
Св-08ГС |
|
Сварка в углекислом газе на открытом воздухе |
Св-20ГСЮТ |
|
Строительные металлоконструкции из стали 16Г2АФ в углекислом газе |
Св-10ХГCН2MЮ |
|
Металлоконструкции из стали 10ХСНД в углекислом газе |
Св-08Г2СДЮ |
|
Высокопрочные низколегированные стали (типа 14ХГНМ) в углекислом газе |
Св-10ХН2Г2СМА |
|
Стали 08Х22Н6Т и 08Х18Г8Н2Т в углекислом газе |
Св-08Х20Н9С2БТЮ |
Проволока для сварки среднеуглеродистых и теплоустойчивых сталей
|
Марка стали |
Марка проволоки при сварке |
|
|
в азоте, гелии |
в углекислом газе |
|
|
20ХГСА |
Cв-15XMA, Св- 18ХГСА |
Св-08Г2С |
|
30ХГСА |
Cв-15XMA, Св- 18ХГСА |
Св-10ГСМ, Св-10ГСМТ, CB-08X2CMA, Cв-15XMA, Св-18ХГСА, Св-08ХЗГ2СМ |
|
12XM |
Cв-08XM |
Св-10ХГ2СМА |
|
15ХМ |
Св-08ХМ |
Св-08ХНСМА, Св-08ХГ2СМ, Св-08ХГСМА |
|
12Х1МФ |
Св-08ХМФА |
Св-08ХГСМФА |
|
15Х1МФ |
Св-08ХМ |
Св-08X1М1ГСФ |
|
15X5M, 15X5, 15Х5ВФ |
Cв-10X5M, Св-08Г2С |
Св-08Г2С |
Стальная сварочная проволока выпускается следующих диаметров (мм): 0,3; 0,5; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0; 10,0 и 12,0, Проволока поставляется в мотках диаметром 150-750 мм, массой от 1,5 до 40 кг, а также намотанной на катушки и кассеты.
Поверхность проволоки должна быть чистой и гладкой, без трещин, расслоений, плен, закатов, раковин, забоин, окалины, ржавчины, масла и других загрязнений.
При необходимости проволоку очищают пескоструйным аппаратом или травлением в 5%-ном растворе соляной кислоты. Можно очищать проволоку, пропуская ее через специальные механические устройства, а также шлифовальной бумагой до металлического блеска. Перед очисткой бухту проволоки рекомендуется отжечь при температуре 150-200°С в течение 1,5-2 часов.
Обязателен сертификат с указанием предприятия-изготовителя, условного обозначения проволоки, номера плавки и партии, состояния поверхности и ее химического состава. При утере сертификата проволока может быть использована только после определения ее химического состава.
Проволока для дуговой сварки в инертных газах
|
Марка стали |
Марка проволоки |
|
Хромистых |
|
|
08X13 |
Св-12Х13, Св-08Х14ГНТ |
|
08X17Т |
Св-07Х25Н13, Св-06Х25Н12ТЮ, Св-08Х25Н12ТЮ, Св-10Х17Т |
|
15X25T |
Св-06Х25Н12ТЮ, Св-08Х25Н13БТЮ, Св-10Х17Т |
|
0X13 1X13 |
Св-10Х13, Св-06Х14 |
|
2X13 |
Св-08Х14ГТ |
|
Высоколегированных |
|
|
12X18H10T, 12X18H12T, 08Х19Н10Т |
Св-06Х19Н9Т |
|
03X18H11 |
Св-01Х19Н9 |
|
08Х22Н6Т |
Св-07Х25Н13 |
|
08Х18Н12Б |
Св-07Х19Н10Б |
|
10Х17Н13М2Т, 08Х17Н15М3Т, 08X21Н6М2Т |
Св-06Х19Н10М3Т |
|
08Х20Н14С2 |
Св-04Х19Н9С2 |
|
10Х23Н18 |
Св-10Х20Н15, Св-07Х25Н13 |
|
06Х23Н28МДТ |
Св-01Х23Н28М3Д3Т |
|
03X16H15M3 |
Св-04Х19Н11МЗ |
|
08Х18Г8Н2Т |
Св-08Х20Н9С2БТЮ |
Проволоки для сварки: требования стандарта и виды
Стандарт и обозначение
Для проведения качественных сварочных работ при строительстве или ремонте применяется сварочная проволока ГОСТ 2246-70. Он введен 01.01.1973 года и в настоящее время действует с изменениями и дополнениями. Он распространяется на холоднокатаную изготовленную из низкоуглеродистой, легированной и нелегированной стали. Определяет технические условия, марки и классификацию.







В тексте приводятся примеры условных обозначений для сварочной проволоки с расшифровкой. Например, проволока сварочная Св-08Г2С–0 ГОСТ 2246–70.
- Она предназначена для сварки, что обозначается «Св».
- Имеет омедненную поверхность – литера «О».
- Цифра «08» говорит о низком – 0,08% содержании углерода, то есть низкоуглеродистая.
- «Г2» определяет содержание марганца – 2%.
- «С» — кремния, после которого нет цифры, это значит его доля менее 1%.
- Итоговая сумма легирующих, то есть добавленных для придания определенных качеств и свойств, элементов составляет более 2,5%. В этом случае она считается легированной.
Она применяется при работах с автоматическими и полуавтоматическими аппаратами, как правило, в судо-, самолето-, машиностроении и строительстве. Применяется также при дуговой сварке в защитных газах.
Характеристики
Сварочный шов сделанный полуавтоматической сваркой Сварочная проволока обеспечивает надежное сваривание с ровным и чистым швом, а также заполняет зазор между краями металла. У этой марки небольшое содержание примесей: фосфора и серы. Это вредные вещества, которых в совокупности менее 0,03%. Также в ее составе незначительное количество хрома – 0,2% и никеля – до 0,25%. Практически нет титана и молибдена.
Как устанавливать новую бухту проволоки в полуавтоматический сварочный аппарат Диаметр ее может быть от 0,8 до 5 мм. Медное покрытие — до 0,15 мм. По времени сопротивления разрыву делится на две группы.
По ГОСТ она сворачивается, в зависимости от сечения, в мотках прямоугольной формы или крупногабаритных катушках весов до 1 тонны. И в таком виде поставляться потребителю. В мотках она должна быть одним отрезком и свернута рядами. Мотки перевязаны в трех местах. К каждому крепится ярлык с название производителя, маркой и номером партии. К каждой партии сварочной проволоки – сертификат, в котором указывается также состояние ее поверхности, химический состав, результат испытаний и масса.
Другие маркировки и виды
Проволока сварочная Св-08Г2С–0 ГОСТ 2246–70 за рубежом имеет
Подача проволоки из рукоятки полуавтомата
аналоги, которые маркируются по требованиям страны изготовителя — ER70S-6 или ER49-1.
Материал изготовления изделия, предъявляет требования к химическому составу проволоки, которой его предполагают сваривать. В энергетике и пищевой промышленности в основном применяются изделия и детали из алюминия или нержавеющей стали. Для них применяется соответственно сварочная проволока алюминиевая или нержавеющая. Работы с такими материалами требуют специального оборудования и навыков.
Умение и опыт сварщика во многом влияет и на расход сварочной проволоки.
Проволока из нержавейки: актуальное использование
Каждый вид нержавеющей проволоки имеет своего потребителя в определенной области. Оксидированная используется преимущественно в энергетической промышленности для производства проводов и токопроводящих деталей. Светлая проволока практически универсальна — спектр ее применения довольно большой.
Нержавеющую проволоку применяют:
- Для сварки нержавеющей стали. Нержавейка — незаменимый материал для работ, требующих повышенной точности и прочности соединения, особенно в таких отраслях, как авиа- и судостроение.
- В энергетике и электротехнике. Нержавеющие кабели и провода отличаются прочностью, стойкостью к высоким температурам и провисанию между опорами.
- Для изготовления тросов, пружин, оплеток. Нержавеющая «ткань» устойчива к растягиванию и другим формам механического воздействия, поэтому тросы и пружины надежно проявляют себя и самостоятельно, и в составе сложных конструкций.
- Для производства сетки. Из проволоки любого сечения получается нержавеющая сетка для различного применения. В качестве материала для рабицы используют проволоку 3–6 мм, выдерживающую большие нагрузки. Сетка из тонкой проволоки широко применяется для производства предметов бытового обихода: дуршлагов, корзин.
Сечение нержавеющей проволоки обычно круглое, однако в целях конкретной производственной необходимости оно может иметь форму прямоугольника, квадрата, овала, шестигранника и даже звезды.