
Общая информация
Сварочные элементы марки МР-3 подходят для соединения заготовок из углеродистых и низкоуглеродистых сталей. Их можно сваривать при плотном контакте либо оставлять небольшой зазор. В последнем случае специалисты рекомендуют очень внимательно подойти к выбору режима сварки и использовать ток меньше номинального во избежание образования дефектов или трещин на металле.
Присадочные материалы, выпускаемые под этой маркой, выгодны тем, что в процессе их использования выделяется минимальное количество веществ, поэтому можно не сомневаться в их безопасности. Они незаменимы при сварке, проводимой в особо сложных условиях, поскольку наименее требовательны к чистоте поверхности, на которой могут присутствовать ржавые пятна или влага, но на качество сварки это сильно не влияет.
Сварочные работы проводятся с применением обычных трансформаторов, которые поддерживают минимальное напряжение на уровне 50 В. Сварочный материал МР-3 также можно использовать для монтажа деталей средней или большой толщины. Металл можно с легкостью проварить по всему углублению, гарантируя высокую прочность создаваемого соединения. Если исходить из технологических условий сварочных работ, при работе с этими электродами создавать большую дугу для получения температуры, достаточной для схватывания металла с электродом, не требуется.
В рамках подготовительного этапа электроды необходимо просушить и прокалить, что только положительно сказывается на их рабочих свойствах. Электроды этой марки можно использовать в сочетании с трансформаторами, поддерживающими работу при постоянном и переменном токе. Присадочным материалом можно работать в любых положениях из-за того, что они вне зависимости от рабочих условий могут обеспечить соединение высокого качества.
По окончании сварки необходимо выполнить завершающую операцию — удалить с металла шлак. Это делается очень легко, поэтому качество соединения остается стабильно высоким. Покрытие электрода напрямую влияет на присущие для него достоинства. Материал для сварки отличается особым химическим составом, благодаря которому можно поддерживать стабильное горение дуги при работе в любой плоскости. За счет стабильности дуги качество сварки получается неизменно высоким, вне зависимости от воздействия посторонних факторов.
Это интересно: Как сделать электроды по алюминию своими руками: познаем вопрос
Строим дом своими руками
Сварочные электроды АНО-21 имеют рутил-целлюлозное покрытие. Их коэффициент наплавки составляет 8,0 г/А·ч. Изделия диаметром 3 мм имеют производительность наплавки в 1,4 кг/ч. Что касается расхода электродов на килограмм наплавленного металла, то это – 1,7 кг. Сварочные электроды АНО-21 отличаются от других тем, что имеют малую проплавляющую способность и низкий коэффициент разбрызгивания. С их помощью можно проводить работу по окисленной поверхности.
Перед началом работ электроды АНО-21 нужно прокаливать в течение часа при температуре + 120°С. Созданные с их помощью швы имеют временное сопротивление sв, МПа — 485. наплавленный металл в своем химическом составе имеет 0,09% С; 0,60 — М; 0,21 — Si; 0,025 — S и 0,03 -P. Электроды АНО-21 могут иметь длину в 300 и 350 мм, диаметр -2, 3 и 2,5мм. Самых тонких в килограмме может быть 124 штуки, самых толстых — 46.
Сварочные электроды УОНИ-13/55 предназначены для работы с особо ответственными конструкциями, изготовленными из углеродистых и низколегированных сталей. Эти расходные материалы выбирают в тех случаях, когда к металлу шва предъявляют более строгие требования относительно пластичности и ударной вязкости. Сварка ведется постоянным током обратной полярности во всех пространственных положениях.
Электроды УОНИ-13/55 имеют основное покрытие, их коэффициент наплавки равен 9,5 г/А· ч. Производительность изделий диаметром 4 мм — 1,4 кг/ч. На один килограмм наплавленного металла расходуется 1,7 кг электродов. Производители предлагают эти электроды диаметром не только 4, но и 3, 5 мм. Их длина — 350 и 450 мм. Временное сопротивление металла шва составляет 540 Мпа, предел текучести — 40 Мпа, ударная вязкость — 240 Дж/см.
Химический состав наплавленного электродами УОНИ-13/55 шва выглядит следующим образом: C — 0,09 %, Mn — 1,10%, Si — 0,4%, S — 0,024 %, P — 0,027%. Металл шва здесь будет обладать высокой стойкостью к образованию кристаллизационных трещин. Еще одна его характерная черта — низкое содержание водорода. Сварку электродами УОНИ-13/55 ведут по очищенным кромкам на короткой дуге. Прокаливать их нужно в течение часа при температуре + 350°С.
Электроды УОНИ-13/55 и АНО-21 используют при проведении ручной электродуговой сварки. Каждый вид этих тонких металлических стержней имеет слой специального покрытия, которое несет на себе функцию защиты и обеспечивает более высокий уровень проведения работ.
3 Особенности МР-3м и MP-3с
С помощью МР-3 производят сварку не только длинной дугой, но и короткими прихватками. Они позволяют выполнять работы без предварительной подготовки металла, который может быть:
- с влажной поверхностью;
- плохо очищенным от загрязнений и окислов;
- ржавым.

Электроды МР-3 возможно использовать для выполнения сварки по зазорам, но только на минимальном токе, иначе в шве могут образоваться поры. Изделия с добавочным буквенным индексом «м» (МР-3м) имеют рутилово-ильменитовое покрытие, а с «с» (МР-3с, синего цвета) – рутиловое, но со специальными ионизирующими добавками. По своим характеристикам оба вида практически ничем не отличаются от простых МР-3.

МР-3с за счет добавок в покрытии позволяют легче зажигать дугу при использовании маломощных (бытовых) сварочных аппаратов с напряжением ХХ около 50 В, а также обладают более высокими, чем обычные электроды МР-3, санитарно-гигиеническими показателями – при их сгорании выделяется всего 0,6 г марганца, а у простых МР-3 – 1,25 г. Кроме того, МР-3с обеспечивают образование более однородного шва, что существенно улучшает механические характеристики соединения.
Возможные трудности при сваривании
В ходе работ исполнитель может столкнуться с такими проблемами:
- Отклонением дуги (магнитным дутьем). Поле может создавать заготовка или расположенные поблизости кабели. Для предотвращения данного явления детали предварительно размагничивают, зону работ ограждают экранами. На прямой полярности следует варить в направлении к зажиму массы, на обратной – от него.
- Появлением таких дефектов, как непровар или сквозной прожог заготовки. Объясняется установкой неверного значения силы тока. В инструкции к расходникам рекомендуемый ампераж указывают в виде диапазона, например 80-140 А. Точное значение подбирают опытным путем. Непровар возникает при заниженном показателе, прожог – при завышенном.
- Вытеканием расплава из сварочной ванны при выполнении вертикальных и потолочных швов. Во избежание данного явления необходимо снизить сварочный ток и использовать специальные расходники, дающие вязкие шлаки.
- Появлением дефектов в виде кристаллизационных горячих трещин и хрупких закалочных включений. Объясняется увеличенной концентрацией карбона.
На количество углерода в шве влияет:
- Конструкция узла.
- Форма стыка.
- Предварительный нагрев заготовок.
- Состав металла.
Отсюда следует, что предотвратить появление растрескивания помогут такие меры:
- Снижение растягивающих напряжений в шве.
- Формирование стыка правильной формы с однородным химическим составом.
- Уменьшение концентрации вредных элементов.
Характеристики и свойства
К техническим параметрам электродов относят расход на наплавку заданного количества металла (сварного шва). Чтобы обработать 1 кг материала, потребуется 1,7 кг стержней типа МР-3. В результате обеспечивается производительность на уровне 1,7 кг/ч, рабочий коэффициент – 8,5 г/Ач.
Указанные электроды отличаются высокой рабочей скоростью, позволяют варить с полным касанием поверхности либо короткой дугой на дистанции. Изделия типа ЛЭЗ МР выпускаются на Лосином Острове, в Подмосковье, Костромской области, Сызрани. Ближайшие аналоги зарубежного производства изготавливаются в Кливленде (США).
Вес и диаметр
От размера электрода зависят настройка сварочного тока и пространственная позиция формируемого шва. Показатели следующие:
| Диаметр, мм | Шов вертикальный, А | Шов нижний, А | Потолочный шов, А |
| 3,0 | До 110 | 100-140 | До 120 |
| 4,0 | 150-180 | До 220 | 140-180 |
| 5,0 | До 200 | До 260 | |
| 6,0 | 300-360 |
От диаметра также зависит вес электрода МР-3 и его длина. Параметры варьируются от 30 до 92 г и от 350 до 450 мм соответственно.

Состав наплавки
Сварку осуществляют методом отрывного шва, зажигая дугу у левого края, осуществляя проводку слева направо, затем в обратном направлении. Операцию нужно выполнять быстро, чтобы шов не успел остыть. В процессе образуется много шлака, который полностью заполняет ванну и зазор по всей ширине. Температура обмазки существенно выше, чем у обрабатываемой стали.
Разбрызгивание металла – слабое, шлак ложится аккуратно равномерным слоем, легко отслаивается. При работе диоксидом титана остатки попадают в ванну плавления, образуя специфические раковины. Наплавка в массовых долях состоит из:
- марганца (0,08-0,12);
- кремния (0,07-0,2);
- углерода (до 0,8);
- фосфора (до 0,04);
- серы (до 0,04).
Рекомендуем к прочтению Описание электродов с рутиловым покрытием
Механические свойства шва
Отличие применения электродов МР-3 от аналогов заключается в возможности сваривания неочищенных кромок заготовок. Окислы, окалины, пыль, влага не ухудшают качество шва. Загрязнения в процессе работы испаряются и смешиваются со шлаком. При этом получается шов с хорошими технологическими параметрами:
- вязкость на удар – до 8 кгс/кв.см;
- разрывное сопротивление – около 46 кгс/кв.мм;
- показатель удлинения – до 20%.

Количество в пачке
Изготовители фасуют рассматриваемые электроды в пачки весом 1,0/2,5/5,0 кг. Длина и вес стержня зависят от диаметра элементов, как и их количество в упаковке. В таблице приведена информация по вместимости электродов в 1-килограммовой пачке с учетом указанных параметров.
| Диаметр, мм | Масса, г | Длина стержня, мм | Количество в упаковке, 1,0 кг (шт.) |
| 3,0 | 32,0 | 350 | 39,0 |
| 4,0 | 62,0 | 450 | 16,0 |
| 5,0 | 92,0 | 450 | 11,0 |
Напряжение и настройка аппарата
Характеристика электродов МР-3 предполагает подключение обратной полярности, если работы ведутся на постоянном токе. При переменном напряжении полюсность подсоединения роли не играет. Варить можно на короткой, длинной и прерывистой дуге. Отсыревшие стержни подвергают прокаливанию 45-60 минут при температуре 180 °C. Ток выбирают с учетом диаметра элемента. Для изделий сечением 3 мм хватит 140 А, модификации толщиной 5-6 мм используются при токовой силе 300 А. Работы выполняют, удерживая стержень под углом 45°.

Электроды МР-3
| Каталог / сварочные электроды МР-3, электроды для сварки МР-3 |
Электроды МР-3 ГОСТ 9466-75 предназначены для сварки конструкций из углеродистых сталей С, ВСт3сп, БСт3сп и других сталей во всех пространственных положениях, кроме вертикального сверху вниз, с содержанием углерода до 0,25%. Наплавленный металл работает в условиях пониженных температур (до -20 оС). Вид покрытия — рутиловое. Тип тока — постоянный или переменный.Электроды для сварки МР-3. Характеристики. Купить электроды МР. Назначение и длина электродов МР.
| Марка | Электроды МР-3 | ГОСТ 9466-75 ТУ 36.23.25-007-90 | |
| Назначение | Для сварки ответственных конструкций из углеродистых сталей с содержанием углерода до 0,25% | ||
| Диаметр, мм | 2,0 2,5 3,0
3,25 4,0 5,0 |
Длина, мм | 300;350 300;350 350
300;350 450 450 |
Механические свойства электродов МР. Продажа элетродов МР.









| Механические свойства, не менее | ||||
| металл шва | сварное соединение | |||
| предел прочности, Мп (кгс/мм2) | относительное удлинение, % | ударная вязкость, Дж/см2 (кгс/см2) | предел прочности, Мп (кгс/мм2) | Угол загиба, град. |
| 450(46) | 18 | 78(8) | 450(46) | 150 |
Химический состав(%):
| Массовые доли элементов, % в наплавленном металле | ||||||
| углерод, не более | кремний | марганец | никель | молибден | сера, не более | фосфор, не более |
| 0,08 0,12 (для диаметра 2,5) | 0,07-0,2 | 0,5-0,8 | — | — | 0,04 | 0,045 |
Рекомендуемый ток, положение шва в пространстве при сварке:
| Рекомендуемый ток | Положение шва в пространстве |
| ток постоянный и переменный |
Особые свойства электродов МР-3: допускают сварку влажного, ржавого, плохо очищенного от окислов и других загрязнений металла. Имеют повышенную производительность процесса сварки.
Технологические особенности сварки:
Сварку конструкций средних и больших толщин в нижнем положении производят на повышенных режимах с наклоном электрода в сторону направления сварки (углом назад). Рекомендуется средняя длинна дуги.
Прокалка перед сваркой : 140-180 °С; 0,5 ч.
Осуществляем продажу электродов МР 3 и производим отгрузку любым видом транспорта от 100 кг все регионы России.
Как купить электроды МР-3 по низким ценам:
- заполните простую форму «Оформить заказ» вверху страницы;
- позвоните по телефону +7;
- отправьте заявку на электронную почту;
Условия продажи:
- Реализация металлоизделий оптом и в розницу;
- Безналичный расчет, путем перевода денежных средств с банковского счета;
- Возможность отсрочки платежей;
- Бесплатные консультации наших специалистов;
- Оказываем услуги упаковки товара по требованиям заказчика;
- Готовы произвести продукцию любой сложности на заказ по чертежам заказчика.
Условия доставки:
- Доставка продукции осуществляется со склада из наличия;
- При необходимости мы можем предоставить услугу ответхранения;
- Готовы предоставить скидку на доставку согласно условиям партнерских программ транспортных компаний;
- Возможность самовывоза товаров со складов.
Гарантии:
- Вся продукция сертифицирована, отпускается после технологического контроля;
- Метизы, крепеж, канаты, сетка, проволока, электроды и другая металлопродукция соответствуют ГОСТ и ТУ;
- Возможность возврата товара в соответствии с законодательством Российской Федерации;
Доставка по РФ: Москва, Санкт-Петербург, Архангельск, Астрахань, Барнаул, Белгород, Брянск, Владимир, Волгоград, Вологда, Воронеж, Екатеринбург, Иваново, Ижевск, Йошкар-Ола, Казань, Калуга, Киров, Кострома, Краснодар, Курган, Курск, Липецк, Омск, Оренбург, Пенза, Пермь, Псков, Ростов-на-Дону, Рязань, Самара, Саранск, Саратов, Севастополь, Симферополь, Смоленск, Ставрополь, Тамбов, Тверь, Томск, Тула, Тюмень, Ульяновск, Уфа, Челябинск, Ярославль и др.
Представленная на данном сайте информация содержит каталог справочной информации о более 3000 наименованиях металлоизделий, носит информационный, ознакомительный характер, может быть применена в разных областях деятельности предприятий.
Особенности сварки углеродистых сталей
Ключевое требование при сварке деталей из углеродистых сталей — прочностные характеристики металла шва и околошовной области: они должны соответствовать характеристикам основного металла. Чем выше доля углерода, тем сложнее получить соединение, которое бы строго соответствовало этому требованию. Поэтому в отношении каждой из групп углеродистых сталей существуют свои особенности сварки.
Сварка низкоуглеродистых сталей
Это группа хорошо свариваемых, наиболее пластичных углеродистых сталей благодаря низкому содержанию углерода и легирующим добавкам. Выполнять сварку можно любыми известными технологиями, включая сварку ручную электродуговую. Однако такой химический состав металла обуславливает и свои особенности: при неправильном выборе электрода есть риски того, что металл шва будет более прочным, чем металл детали, что может негативно сказаться на общей прочности конструкции. А при выполнении многослойной сварки возможна повышенная хрупкость шовного металла. Чтобы избежать этих проблем, для сварки обычно используют электроды с рутиловым и фтористо-кальциевым покрытием, а в обмазку добавляется доля железного порошка. В ряду широко используемых для профессиональной сварки низкоуглеродистых сталей — марки МР-3ЛЮКС, МР-3, ОЗС-4, АНО-4, АНО-21, ОЗС-12, МК-46.00, УОНИ-13/55, УОНИ 13/45, УОНИ 13/85.
Электроды по среднеуглеродистым сталям
Количество углерода в таких сплавах больше, соответственно, процесс сварки осложняется. Минус в том, что металл сварного стыка и металл детали могут получиться разной прочности. Кроме того, металл близ кромок шва может получиться очень хрупким и с характерными трещинами. Чтобы этого не было, используют электроды с достаточно низкой долей углерода.
Особое внимание — к кромкам соединяемых деталей. Они обязательно должны быть разделаны, чтобы избежать проплавления металла, которое могут вызвать высокие токи — они необходимы для разогрева соединяемых деталей
Также следует учитывать: для повышения качества шва детали, как сказано выше, предварительно разогреваются и прогреваются в процессе сварки;
- движения электродом лучше осуществлять не поперек, а вдоль стыка;
- сварку лучше всего выполнять на короткой дуге;
- после сварки для большей прочности шов также проковывается и подвергается термообработке.
В ряду известных электродов, которые применяют для сваривания среднеуглеродистых сталей — марки УОНИ-13/55, УОНИИ 13/55, УОНИИ 13/45А, УОНИ-13/65.
Сварка высокоуглеродистых сталей
В таких сталях — высокое содержание углерода, что практически делает их непригодными для сварки различных конструкций. Сварочные работы, как правило, выполняются лишь при необходимости ремонта. В этом случае используются те же технологии, что и при сварке среднеуглеродистых сталей. Осуществляется предварительный прогрев металла в области шва до 250-300 °C, по завершении сварки производится проковка и термообработка шва. Необходимо соблюдать еще два условия — сварка возможно при температуре не ниже -5 градусов Цельсия в помещении, где полностью отсутствуют сквозняки.
Производители: из Китая, ЛЭЗ, Монолит, Арсенал, ЭСАБ и прочие
Среди производителей электродов марки МР большое представительство как российских, так и зарубежных предприятий. Электроды российских производителей таких как ЛЭЗ (Лосиноостровский электродный завод г. Москва), СпецЭлектрод (г. Москва), Волгоградский завод сварочных материалов ХОБЭКС, Электрод (Тольятти) и других производятся согласно требования ГОСТ 9466-75 И ГОСТ 9467-75, а также имеют сертификаты НАКС (Национального Агентства Контроля Сварки), Российского Регистра Морского Судоходства и другие.
На российском рынке успешно конкурируют производители ближнего зарубежья. Белоруссия успешно реализует электроды марки МР под наименованием «Арсенал» (АРС), а украинский «ПлазмаТек» выпускает популярные в России МР под брендом «Монолит».
Дорогая, но высокого качества продукция европейских производителей, например, ЭСАБ с целью снижения ценовой нагрузки и повышения конкурентоспособности организует производство на территории России (г. Тюмень, г. Санкт-Петербург).

Электроды МР-3 ЛЮКС производства МЭЗ. Фото МЭЗ
Как и любой другой рынок сварочных материалов, российский невозможно представить без китайских электродов. Несмотря на претензии к качеству достаточно много китайских предприятий выпускают хорошую продукцию. Китайский аналог Е6013 успешно заменяет электрод марки МР-3.
Электроды Стандарт
Выбор электродов
При выборе следует обратить внимание на параметры материала:
— состав покрытия;
— расход электродов на один килограмм наплавленного металла;
— коэффициент наплавки.
Когда подбираются электроды, следует учитывать глубину провара и толщину сварочного шва. На эти факторы значительно влияют: сила сварочного тока, полярность и сечение электрода.
Виды сварочных электродов
С целью придания жесткости соединениям изделий металлопроката не всегда подходит болтовое соединение или связывание. Электросварка часто является единственным методом, позволяющим улучшить параметры стойкости конструкции. Из всех типов электросварки самая распространенная сварка электродами. Каждому типу свариваемых сплавов предназначены определенные электроды.
Сварочные электроды марки стандарт пользуются большой популярностью. Они легко зажигаются и не требуют особой подготовки, то есть прокалки. Благодаря этим особенностям, они легко поддаются начинающим сварщикам. Сварочные электроды УОНИ — более серьезные, от других марок их отличает плотность шва. Они требуют использование качественного сварочного аппарата, а также профессиональных навыков у сварщика. При работе с данным типом электродов надо на протяжении сварки выдерживать короткую дугу.
Преимущества и особенности электродов стандарт
Сварочные электроды стандарт успешно конкурируют с более дорогой продукцией производителей сварочного и паяльного оборудования практически не уступая в качестве. Электроды стандарт — это настоящая находка для новичков, так как они могут с легкостью освоить сварочные азы, используя данный материал.









Электроды стандарт изготовлены по улучшенной рецептуре, обеспечивающей отличные сварочно-технологические свойства в процессе сварки малогабаритных (бытовых) трансформаторов. Они обеспечивают легкое зажигание дуги. После формирования шва наблюдается чешуйчатое соединение и шлаковая корка удаляется самопроизвольно.
Используются электроды стандарт для прихваток, корневых и коротких швов в сети низкого напряжения. Также они широко применяются при работе с металлом, имеющим небольшую коррозию на поверхности и при сварке стали с гальваническим покрытием.
Характеристики электродов стандарт
Химический состав рутилового покрытия, а также геометрические размеры электродов марки стандарт регламентируются принятыми техническими условиями ТУ У 05416923.001-95, принятыми стандартами ISO 2560, DIN 1913, а также гостами ГОСТами 9466-75 и 9467-75. Электроды производятся с диаметрами 2,5 мм, 3,03 мм, и другие.
Электроды серии стандарт производятся в герметичной тройной упаковке, за счет чего, при соблюдении условий хранения продукции, не требуется прокалка перед работой. В случае превышения влажности покрытия от 0,9%, электроды надо прокалить при температуре 120°C не менее 40 минут.
Предназначение электродов стандарт
Сварочные электроды популярной торговой марки стандарт предназначены для выполнения ручной дуговой сварки в конструкциях и деталях из углеродистых марок стали. В процессе их изготовления используются исходные материалы высокого качества, которые отличаются пониженной концентрацией вредных выделений в составе сварочного аэрозоля. Могут применяться при сварке газо- и водопроводов малого давления.
Электроды марки стандарт обеспечивают качественное сваривание угловых и стыковых соединений. С их помощью осуществляется сварка деталей небольшой толщины «внахлест» при ремонтах водопроводов и прочих металлических конструкций. Электроды стандарт не требуют зачистки и особой подготовки кромок, а получаемый в результате сварки конечный шов не теряет качества даже при наличии на поверхности металла остатков гальванических покрытий, свариваемых деталей ржавчины и других видов загрязнений.
Электроды стандарт способны обеспечивать качественный, прочный шов при сварке различных конструкций в любых положениях в пространстве. Применяется процесс сварки с постоянным током прямой и обратной полярности и с переменным током при условии минимального напряжения холостого хода в источнике тока. Режим сварки зависит от положения сварочного шва и диаметра используемого электрода. Для сварки и наплавки чугуна Электроды по нержавейке avesta Электроды Уони 13 45 Электроды лэз-11
Популярные производители
Электроды самого разного качества производят во всем мире: начиная от России и Китая, заканчивая Америкой и Германией. Зарубежные стержни, как правило, стоят дороже отечественных, но многие сварщики считают, что наша продукция не так плоха, как принято говорить.
Приобретая, скажем, американские электроды вы можете быть уверены в их качестве и хорошем результате работы, но за это нужно платить вдвое больше. И в то же время, приобретая российские электроды вы получаете более низкую цену, но вместе с ней и менее строгий контроль качества на производстве. Электроды какой страны лучше остальных — это давняя тема для спора.
Мы не будем утверждать, что отечественные электроды однозначно хуже, предоставим вам этот выбор. Мы лишь расскажем о лучших электродах, которые нам удалось испробовать. Итак, какие электроды мы рекомендуем к покупке? Судя по отзывам и нашему опыту самые лучшие электроды для сварки производят торговые марки ESAB, Kobelco, Ресанта, УОНИ и Lincoln Electric. Какие-то производители специализируются на изготовлении электродов одного типа, а какие-то производят стержни и с основным, и с рутиловым покрытием.
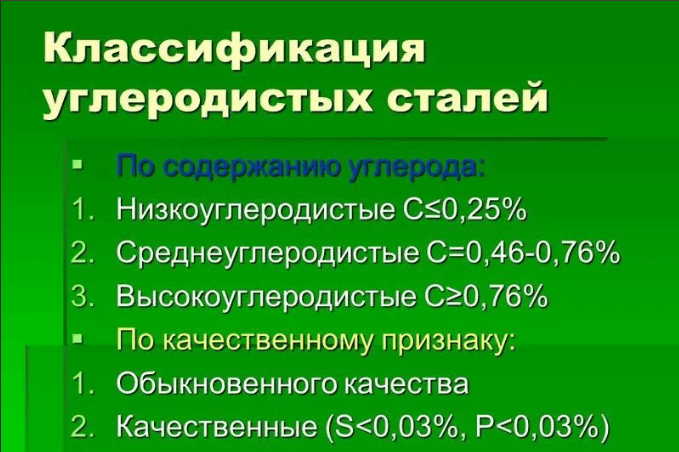
Особенности углеродистых сталей
Материал производят на основе железа с добавкой карбона в количестве, не превышающем 2,07%.
Максимально допустимая концентрация примесей составляет:
В составе могут присутствовать водород, азот и кислород.
В зависимости от количества нежелательных примесей, материалы делятся на виды:
- обыкновенные;
- качественные;
- высокого качества;
- особо высокого качества.
В основном свойства сплава определяются долей углерода.
С низким содержанием
В низкоуглеродистой стали доля карбона находится в пределах 0,02%-0,3%. Это мягкие и ковкие сплавы, используемые для изготовления малоответственных деталей и конструкций. Также они широко применяются в строительстве.
По степени раскисления делятся на 3 вида:
- кипящие (в марке присутствуют литеры кп);
- полуспокойные (пс);
- спокойные (сп).
Первая разновидность – наименее качественная, последняя – наиболее.
Примеры: Ст3кп, Ст5сп, сталь 10.

Со средним содержанием
Сталь с концентрацией карбона от 0,3 до 0,6% называют среднеуглеродистой.
Увеличение данного показателя влечет за собой следующий результат:
- Возрастание прочности и твердости.
- Снижение пластичности и ударной вязкости.
Материал широко применяется в машиностроении для изготовления ответственных деталей и конструкций, работающих в условиях больших нагрузок:
- пружин;
- рессор;
- контактных пластин;
- деталей спецтехнологической оснастки (штампов, пресс-форм и пр.);
- колес и осей вагонов, рельсов.
Некоторые марки используют для изготовления деталей приборов и инструментов.
Она состоит в существенном повышении твердости и снижении пластичности после нагрева до высокой температуры и резкого охлаждения в воде или масле.

С высоким содержанием
При концентрации карбона от 0,6 до 2,07% сталь относят к высокоуглеродистым.
Это твердые и хрупкие сплавы, используемые для изготовления:
- Режущего инструмента.
- Абразивной крошки.
- Подшипников.
- Измерительного инструмента.
- Тросов.
Все марки данной группы проявляют способность к закалке.
Особенности использования МР-3
Если характеристики электродов МР3 стали ясны, стоит обратить внимание на их особенности. Благодаря универсальному стержню они с легкостью справляются со сваркой грязных и необработанных металлов
Но не стоит забывать, что такой материал будет менее прочным. Если сравнить УОНИ и МР-3, то УОНИ более пластичны. Однако у них гораздо сложнее зажигается сварочная дуга.
На работе стараются использовать зарубежные марки электродов. Но не так давно столкнулись со ржавым материалом. Именно тут нам пригодились старые, добрые МР-3. В то время как зарубежной маркой не могли даже зажечь сварочную дугу.
Столкнулся со сварочным инвертором малоизвестной фирмы. Использовал и УОНИ, ЦЛ, ЦУ-5. Но никаким из них не смог поставить даже прихватку. Последняя надежда была на МР-3, и как оказалось, не зря. Напряжение в доме было понижено, и только на их стержнях получилось заварить деталь.
После начала дождя, по своей глупости, оставили все электроды на улице. Промокли они не сильно, но варить было практически невозможно. УОНИ сразу убрали сушиться, а МР-3 еще работали. Пусть не так хорошо, но продолжали варить.








В стержень МР-3С добавляют больше рутила, что способствует более качественному шву. Но с избытком этого элемента стержни имеют большее количество брызг при сварке.
Обозначение
Буква «Э» свидетельствует о том, что речь идет об электродах, предназначенных для дуговой сварки ручным методом. Цифры «46» дают информацию о значении сопротивления разрыву, которое измеряется в кгс/мм2. МП-3 — это марка обозначаемых электродов. «ЛЮКС» — торговое название, которое присваивает своей продукции производитель.
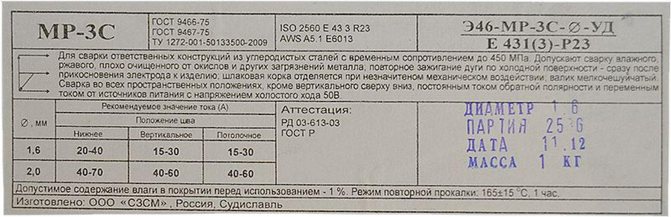
Далее следует диаметр поперечного сечения электрода. Буква «У» показывает, что сварке этими электродами подлежат низколегированные стали с небольшим содержанием углерода. Следующая буква «Д» означает, что электрод имеет толстое покрытие. Буква «Е» относится к обозначению плавящихся электродов, имеющих покрытие, согласно международной классификации.
Число «43» — это значение сопротивления разрыву уже после окончания сварочного процесса. «0» означает, что относительное удлинение не превышает 18 процентов. (3) относится к значению ударной вязкости наплавленного металла.
Буквы «РЦ» расшифровываются как рутилово-целлюлозное покрытие. Одна буква «Р» будет означать, что покрытие чисто рутиловое. Последние две цифры «11» свидетельствуют о том, что сварку этими электродами можно осуществлять во всех положениях, исключая движение электрода сверху вниз. Обозначение наносится на бирку, наклеенную на упаковку. Это позволяет узнать, какие электрод МР-3С имеет характеристики и сделать правильный выбор.
Характеристики
В строительных магазинах без труда можно найти электроды ЛЭЗ МР-3С, производителем которых является хорошо себя зарекомендовавший Лосиноостровский электродный завод. Они соответствуют требованиям ГОСТа 9466.

Электроды ЛЭЗ МР-ЗС обладают рутиловой обмазкой, которая состоит в основном из диоксида титана, которым и является минерал рутил. Помимо этого в покрытие могут входить другие элементы, повышающие вязкость наплавляемого металла. Это снижает вероятность появления в сварном шве таких дефектов, как поры и трещины. Рутиловое покрытие обеспечивает быстрый поджог дуги, как первичный, так и повторный.
Сварочная ванна при этом оказывается надежно защищенной от вредоносного действия кислорода и азота. ЛЭЗ электроды МР-ЗС имеют технические характеристики:
- Электрод с рутиловым покрытием относится к разряду плавящихся расходных элементов.
- Внутренние стержни изготовлены из проволоки Св-08.
- Основные легирующие элементы, входящие в стержень, — углерод и кремний. В небольшом количестве содержатся марганец, сера и фосфор.
- Сварка может осуществляться во всех положениях, за исключением движения электродом сверху вниз.
- Возможность работы при различных видах тока.
- Допустима сварка удлиненной дугой.
- Коэффициент разбрызгивания находится в пределах 9-13 процентов.
- Хорошая расплавляемость кромок свариваемого металла.
- Электродами могут свариваться детали толщиной от 3 до 20 миллиметров.
Диаметры электродов находятся в диапазоне 3-6 миллиметров. С увеличением размера поперечного сечения увеличивается длина электродов.
Ток при сварке выставляется в зависимости от диметров используемых электродов и пространственного положения при сварочном процессе. Так, например, если используются электроды МР-ЗС 3мм, то при вертикальном положении выставляется ток силой 90-110 Ампер. При нижнем и потолочном положении эти значения могут быть повышены.
Электроды сварочные МР-ЗС 3мм имеют различную расфасовку. Например, при необходимости использовать большое количество расходников, имеет смысл приобрести сварочные электроды МР-ЗС 3мм 5кг. От веса зависит количество электродов, которое помещается в одной упаковке. Вес одного электрода диаметром 3 миллиметра составляет 30 грамм. Если приобретается пачка, вес которой составляет два с половиной килограмма, то в ней будет находиться 86 электродов с поперечным сечением три миллиметра. В пятикилограммовой упаковке поместится 54 электрода диаметром 5 миллиметров.
Сварка постоянным током
Сварка постоянным током, как и сварка переменным током, имеет свои преимущества, и используется в случаях, когда сварка переменным током не может обеспечить должного результата, например, вертикальная сварка, пайка одним припоем или TIG-сварка нержавеющей стали.
Сварка на постоянном токе имеет более высокую скорость осаждения, она лучше всего подходит для сварщиков, которым требуются большие размеры наплавленного слоя. Несмотря на то, что сварка переменным током обеспечивает лучшее проплавление, она имеет более низкую скорость осаждения, что может быть непригодно.
При сварке постоянным током образуется также меньше брызг, чем при сварке переменным током, что делает сварочный шов более равномерным и гладким. Постоянный ток также является более надежным, и поэтому с ним легче работать, так как электрическая дуга остается стабильной.
Сварка постоянным током часто используется для сварки тонких металлов. Оборудование, работающее с этим типом тока, также дешевле, что помогает сократить расходы.
Однако, несмотря на то, что само оборудование имеет более низкую стоимость, процесс фактического использования постоянного тока немного дороже.
Это происходит из-за того, что необходимо специальное оборудование для преобразования переменного тока на постоянный, потому что это не предусмотрено электрической сетью. Однако, поскольку постоянный ток лучше подходит для большинства видов сварочных процессов, эти затраты считаются необходимыми.
Хотя сварка постоянным током лучше для многих металлов, она не рекомендуется при работе с алюминием, так как для этого требуется выделение тепла высокой интенсивности, что невозможно при использовании постоянного тока. Кроме того, если при работе с постоянным током будет создаваться магнитное поле, то возрастет риск дугового разряда, что может быть опасно.