
Технологические варианты сваривания изделий из чугуна
Их отличие по нескольким параметрам. Это вызвано тем, что чугун – понятие обобщенное. Разновидности данного сплава отличаются не только долевым соотношением основных компонентов, но и процентным содержанием и особенностями легирующих элементов. В качестве последних используются никель, хром, алюминий, ванадий, магний и ряд иных.
Исходя из химического состава конкретной марки чугуна, выбирается наиболее подходящий способ сварки.
Особенность сварки
Холодная (без первичного подогрева). Данный способ практикуется достаточно редко. Как правило, если образование чугуна в рабочей зоне не предполагается или нежелательно.
С подогревом (ºС) : до 450 (метод полугорячий) или 650 (горячий).
Лучшие электроды по чугуну
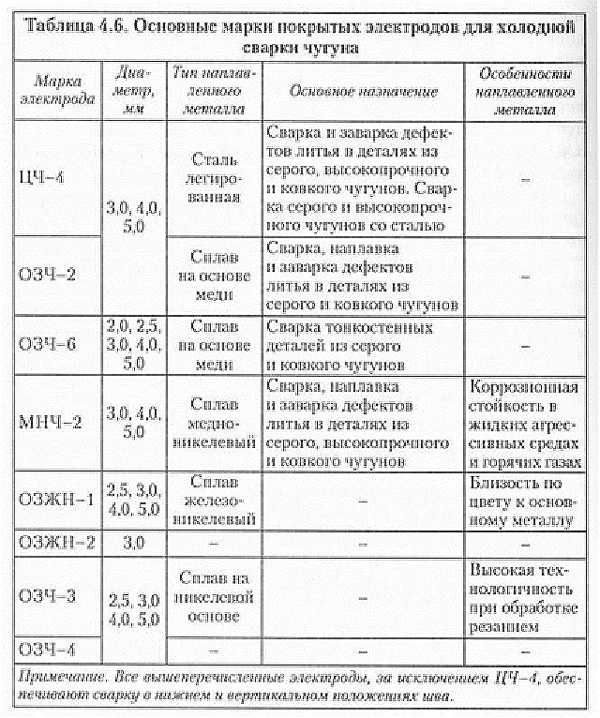
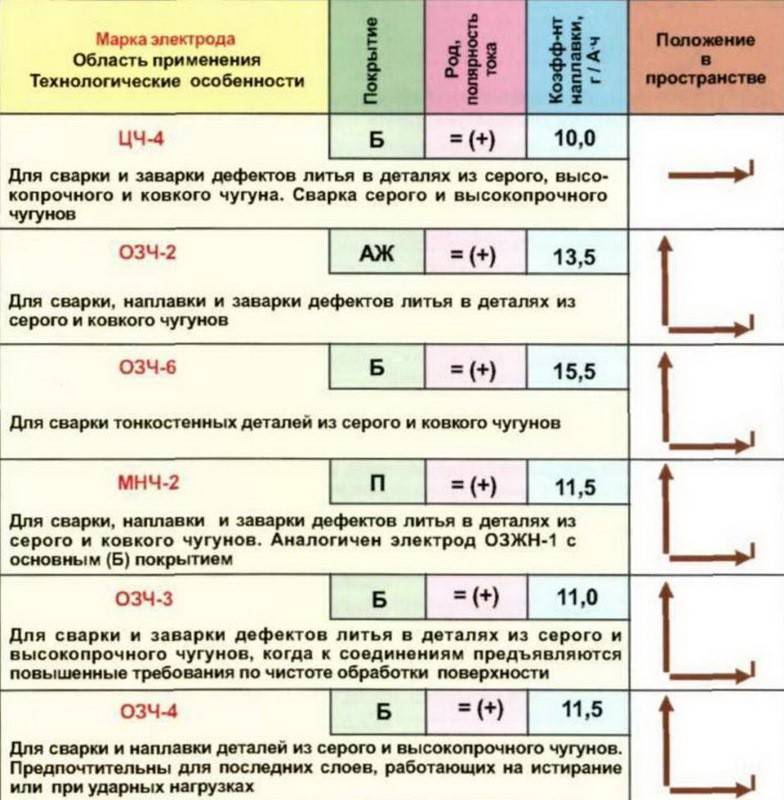
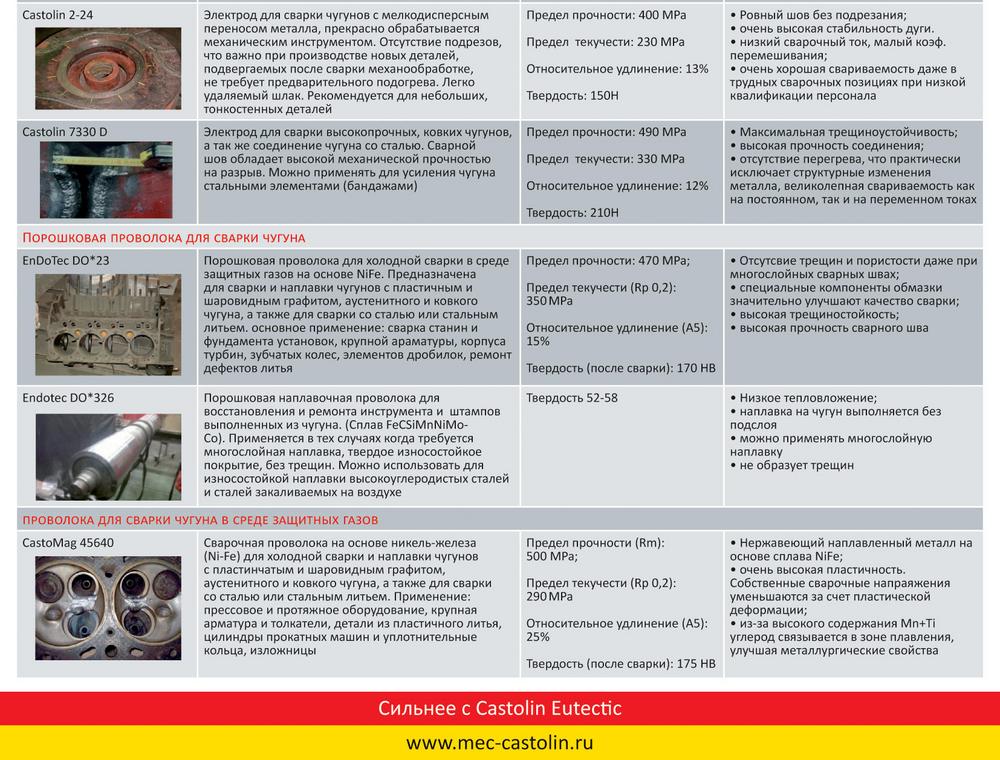
Указанные особенности требуют выбора специальных марок электродов. Они должны обеспечивать одинаковую концентрацию СО2 в основном и присадочном металле и их одинаковое время остывания. В состав электродов по чугуну часто входит медь (медно-никелевые, медно железные электроды), однако они могут быть и стальными, ферро-никелевыми или никелевыми. Тип покрытия стержня — основной, реже кислый. В ряду наиболее популярных марок, которые используются для сварки по чугуну, — МНЧ-2, ОЗЧ-4, ОЗЧ-6, ОЗЧ-2, ОК 92.18, ОЗЖН-1. Часть из них универсальна по назначению, позволяет работать со всеми типами чугунов (кроме указанного выше белого), часть имеет более узкую специализацию (об этом — ниже).
| Название (маркировка) | Виды (типы) чугуна | Положение электрода | Технологические свойства |
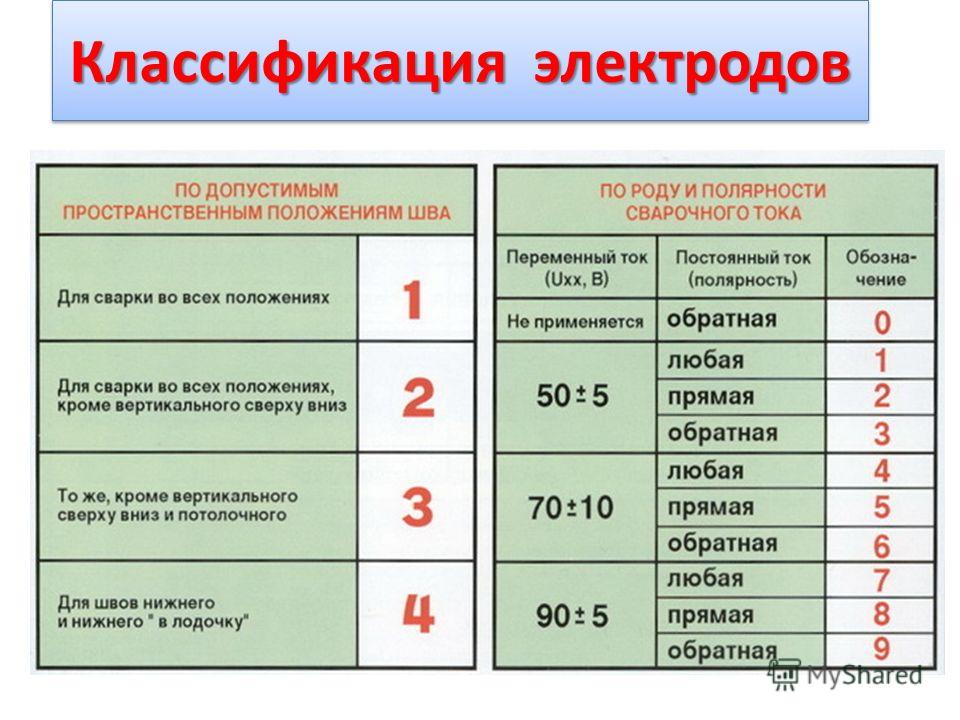
| ЦЧ-4 | Высокопрочный, ковкий и серый | Нижнее | Используются для сварки чугуна со сталью, соединение возможно с предварительным нагревом и без. Соединение постоянным током обратной полярности, при высоком напряжении — ток переменный |
| МНЧ-2 | Вертикальное, полу потолочное, нижнее | Лучшие свойства сварного соединения и стойкость к появлению трещин. Сварка постоянным током обратной полярности | |
| ОЗЧ-2 | Ковкий и серый | Вертикальное, нижнее | Сварной шов с улучшенными требованиями по плотности. Постоянным током обратной полярности без подогрева |
| ОЗЧ-3 | Серый и ковкий | Вертикальное, нижнее | Низкая проплавляющая способность, применяются для получения шва с повышенными требованиями к чистоте изделия |
| ОЗЛ-27 | Всех видов чугуна | Горизонтальное, нижнее, потолочное, вертикальное сверху вниз, вертикальное снизу вверх | Сварка и наплавка разнородных сталей и чугуна. Сварочный ток: переменный, постоянный обратной полярности |
| ОЗЖН-1 | Высокопрочный и серый | Вертикальное, нижнее | Цвет наплавленного металла близок к цвету чугуна. Электроды для холодной сварки чугуна постоянным током обратной полярности |
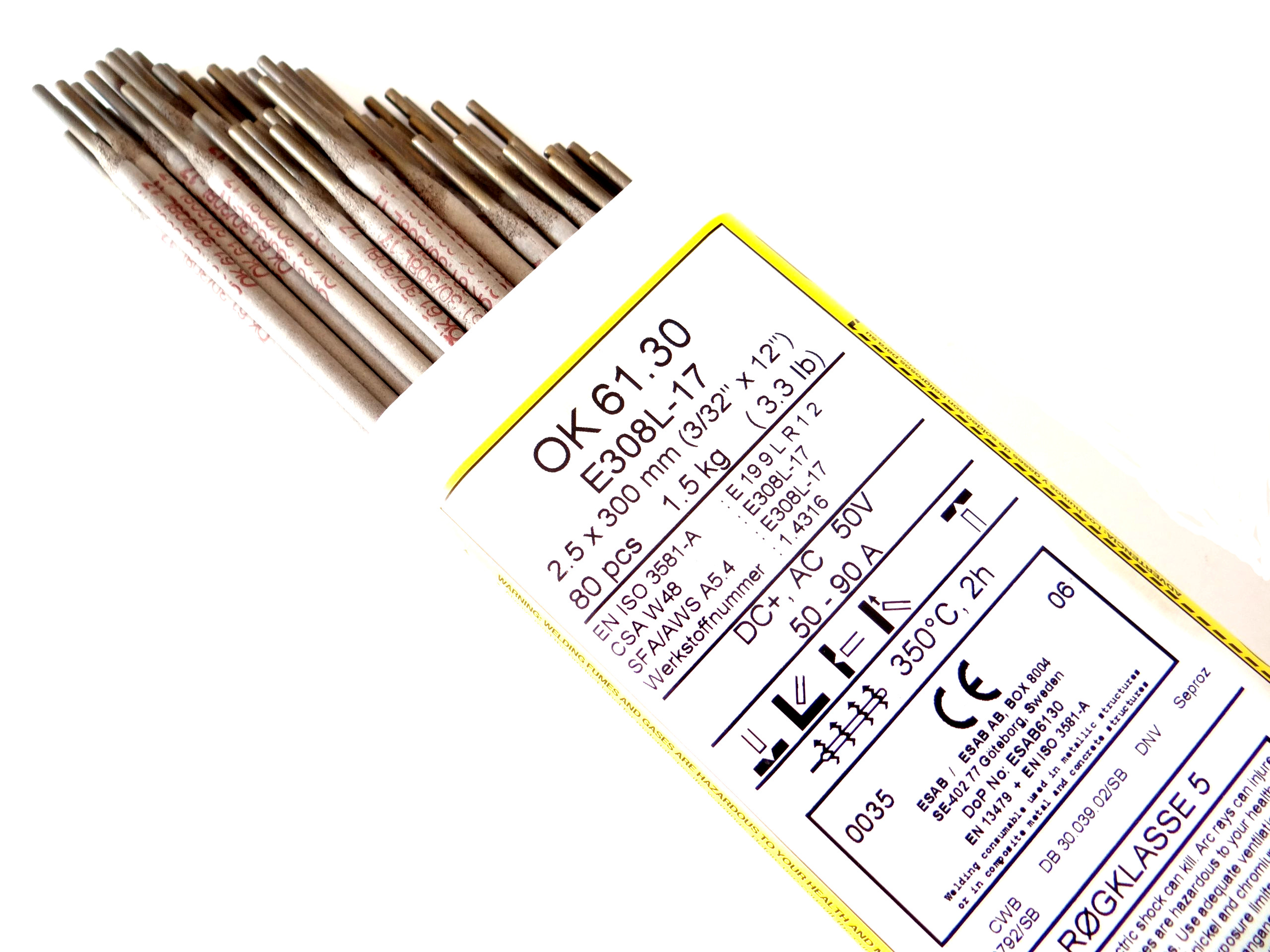
| ОК 92.18 | Высокопрочный, ковкий и серый | Во всех пространственных положениях | Стержень на никелевой основе для соединения чугуна с небольшим предварительным подогревом (150-300°С) или без. Ток: переменный, постоянный +. Широко применяется для ремонта блока двигателей и коробок передач |
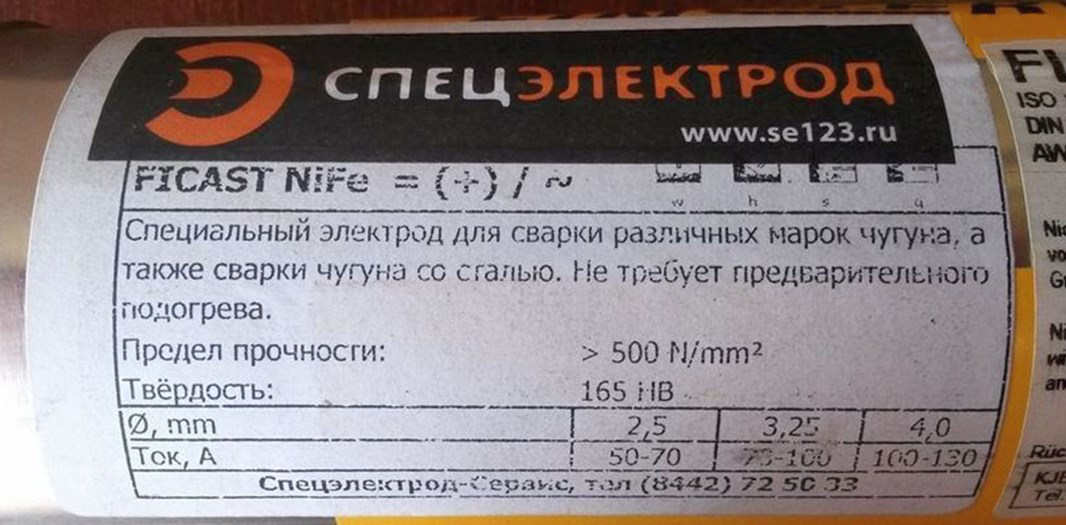
| Ficast NiFe K | Серый, ковкий | Горизонтальное, нижнее, потолочное, вертикальное сверху вниз, вертикальное снизу вверх | Железоникелевый электрод Ficast NiFe K предназначен для холодной сварки чугуна со сталями. Ток: переменный, постоянный — плюсовой и минусовой полюс. Наплавляемый металл стоек к образованию трещин и легко обрабатывается |
| ZELLER 855 | Для всех видов чугуна | Во всех пространственных положениях | Применяется для сварки чугуна со сталью без подогрева. Варит промасленные и загрязненные примесями и ржавчиной изделия. Наплавленный металл пластичен и стоек к растрескиванию |
Этот список не полный, на рынке можно найти дешевые расходники из Китая, качество которых хромает.
Цена на электроды по чугуну
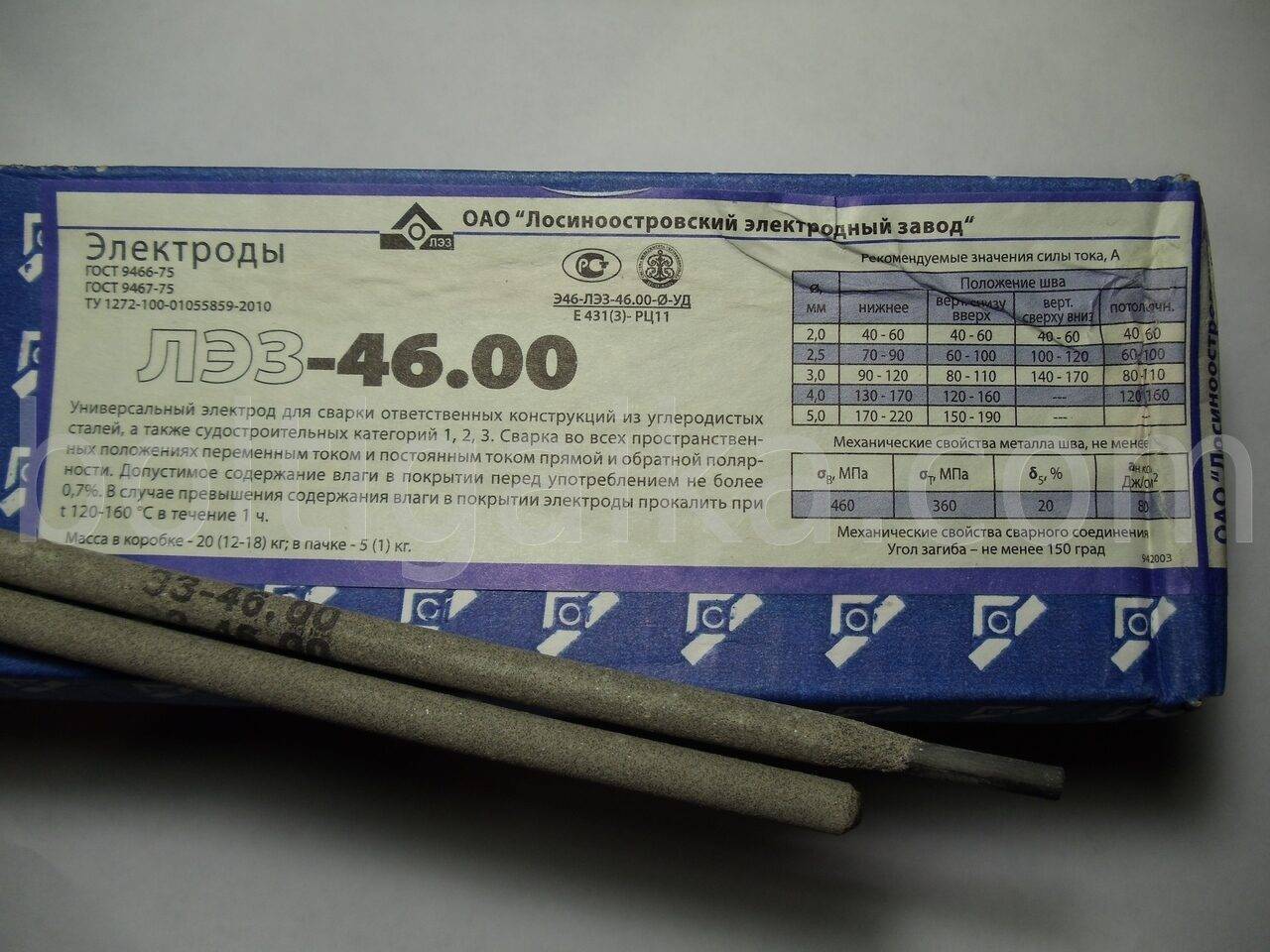
Стоимость стрежней ЦЧ-4 ЛЭЗ (Лосиноостровский электродный завод) смотрите в таблице:
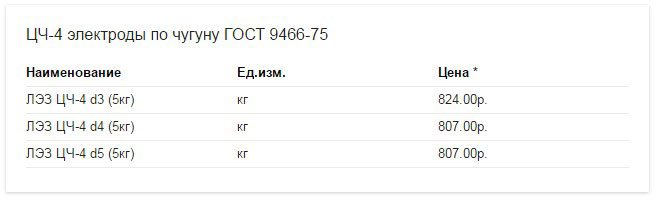
Ходовой диаметр 3 мм можно приобрести за 824 руб/кг.
- за электроды МНЧ-2 (3,0 мм) просят 660 рублей за 1 кг;
- ОЗЧ-2 (3,0 мм) — 788 руб/кг;
- ОЗЧ-3 (3,0 мм) — 875 руб/кг;
- ОЗЛ-27 диаметр 3 мм — 500 руб/кг;
- ОЗЖН-1 (4,0 мм) — 650 руб/кг;
- ОК 92.18 3,2мм VP (ESAB, Швеция) — 3 500 руб/кг;
- Ficast NiFe K (Kjellberg, Германия, 4,0 мм) цена 2 500 руб/кг;
- ZELLER 855 2,5×300мм (Германия) — 8 640 руб./кг.
Видео:
Цены могут отличаться от места проживания потребителя.
Как сделать сварочные электроды по чугуну своими руками
Если не хочется платить деньги за заводские расходники, то их можно сделать в домашних условиях.

Быстрый способ комбинированного стержня , что понадобится:
- электроды для стали (АНО-4, УОНИ 13/45 и др.); медная проволока намотанная на катушку, советуют диаметром 2 мм, но можно взять тонкую из старой бытовой техники;
- дрель.
Сам процесс: берем дрель, зажимаем в ней электрод, на кончик расходника плотно наматываем медную проволоку. Включаем дрель на медленные обороты и придерживая пальцем проволоку наматываем её вдоль электрода.
Да что я рассказываю, лучше посмотрите видеоролик, рассказывающий про изготовление расходника для сварки чугуна.
Опытные сварщики не наматывают медную проволоку на стержень, а применяют её в качестве присадочного прутка. Берут толстую (2 мм) одинарную проволоку.
Сварочные работы в домашних условиях
Чугун — это такой материал, который относится к категории металлов и сплавов, подвергающейся низкой технологии сваривания. Именно поэтому необходимо придерживаться основных рекомендаций, которые помогут упростить технологию самостоятельной реализации сварочных работ:
- Тщательно очистить поверхность сварки: материал подвержен окислению. Мастеру следует удалить имеющуюся оксидную плёнку.
- Для приготовления формы можно использовать песок. Стоит учесть, что в месте непосредственного контакта со сваркой желательно подложить прочную графитовую вставку. Некоторые мастера предпочитают изготавливать все необходимые приспособления из огнеупорного кирпича в опоке. В этом случае можно быть уверенным, что расплавленный материал не вытечет через образовавшееся отверстие или трещину.
- Кромка должна быть тщательно отшлифована. Наличие каких-либо дефектов (трещин, сколов, неровностей) может привести к тому, что расплавленная масса просто вытечет наружу. Лучше всего отдать своё предпочтение надёжным графитовым вставкам.
- Тщательное разогревание заготовок. Чугун начинает плавиться при довольно низких температурах (от 1200˚ до 1500˚С). Изначальная температура нагрева должна быть в пределах 600˚С. Нагревать нужно не только рабочее место, но и пространство вокруг него. Именно эти манипуляции предотвратят в будущем растрескивание металла. В промышленных условиях проводить эту процедуру гораздо проще, так как под рукой всегда есть специальные тигли. В домашнем гараже эту функцию может выполнить обычная газовая горелка. Так как работа довольно кропотливая, её лучше выполнять вместе с напарником.
- Поэтапное охлаждение заготовки. Когда все необходимые работы со сварочным аппаратом выполнены, необходимо подготовить большое количество песка или же мелкого древесного угля. Чем дольше будет остывать заготовка, тем меньше будет вероятность того, что на её поверхности образуются трещины и выделится цементит.
 В связи с тем, что в домашних условиях обеспечить нагревание заготовок до температуры 600˚С сложно, можно использовать более доступный полугорячий способ. В этом случае достаточно будет 400˚С. Этот способ широко востребован в тех ситуациях, когда нужно соединить какие-либо ответственные детали или провести реставрацию несущих конструкций. Во всех остальных случаях можно ограничиться холодной сваркой. Когда нужно соединить две отдельные заготовки или провести наплавку, швы укладываются последовательно (шов за швом). Нижнюю часть изделия можно охладить простой водой.
В связи с тем, что в домашних условиях обеспечить нагревание заготовок до температуры 600˚С сложно, можно использовать более доступный полугорячий способ. В этом случае достаточно будет 400˚С. Этот способ широко востребован в тех ситуациях, когда нужно соединить какие-либо ответственные детали или провести реставрацию несущих конструкций. Во всех остальных случаях можно ограничиться холодной сваркой. Когда нужно соединить две отдельные заготовки или провести наплавку, швы укладываются последовательно (шов за швом). Нижнюю часть изделия можно охладить простой водой.
Виды стержней
Электроды по чугуну маркировка в первую очередь зависит от материала изготовления стержня. Это может быть:
- Сварочная проволока из углеродистой стали;
- Проволока из легированных сталей;
- Прутки из чугуна;
- Медная проволока (или из сплавов меди).
Стержни из стали покрываются особым составом, обязательно содержащим ферросилиций. Использование этой присадки для обмазки электрода позволяет получить сварочный шов из серого чугуна. Обычно с помощью таких электродов сваривают несложные детали, не испытывающие при эксплуатации серьезные нагрузки. Такие электроды нередко используются для сварки чугуна в домашних условиях. Перед выполнением такой сварки лучше ознакомиться с обучающим видео, дающим представление о нюансах процесса. Опытный специалист получит плотный надежный и с такими электродами.
Электроды из стальной проволоки маркируются как Св-08 и Св08А. Также используются электроды марок:
- ЭМЧС — стержни с сердечником из низкоуглеродистой стали, чье многослойное покрытие одновременно выполняет несколько функций: образует газ, защищает зону сварки, легирует металл, формирует шлак. С применением таких электродов отпадает необходимость предварительного нагрева чугунных деталей. Между тем эти электроды могут использоваться только для соединения деталей толщиной не более 10 мм.
- ЦЧ-4 — самые распространенные электроды для соединения чугунных деталей. Покрытие их содержит в составе компоненты, активно вступающие в химическую реакцию с углеродом, что ведет к образованию карбидных соединений, которые не растворяются в железе.
- МНЧ-1 — электроды со стержнем из монель-металла, который представляет сплав меди (25−30%) и никеля (60−70%). Сварочный шов из такого металла имеет повышенную устойчивость к образованию трещин и хорошую обрабатываемость. Эти электроды способствуют графитизации металла шва и сокращают количество в нем растворенного углерода, благодаря чему минимизируется риск формирования отбеливания, то есть цементитной структуры.
- Электроды с чугунными стержнями выпускаются с покрытием двух типов. Первый представляет смесь карборунда (55%) и углекислого бария (24%), соединяющиеся с жидким стеклом. Второй тип изготовлен из компонентов графитообразующей группы.
https://youtube.com/watch?v=AoRkP_DqEKs
Еще электроды делают из стержней комбинированного типа. Это могут быть:
- Стержни из меди и сплава железа, в качестве покрытия для них используют специальную смесь УОНИ-13, которая соединена с железным порошком;
- Стержни из одного-двух медных прутков, которые соединены в пучок со стальной проволокой;
- Медные, имеющие жестяную оплетку.
Выбирая стержни, учитывайте характеристики металла деталей, геометрические их характеристики и требования, предъявляемые к готовым соединениям. В процессе электросварки соблюдайте положенные требования и выполняйте положенные для выполнения сварочных работ правила безопасности.




Технические характеристики
Электроды для сварки чугуна не отличаются особо качественными характеристиками, которые выдвигаются к другим металлам, так как сам чугун обладает уникальными свойствами твердости, тянущими за собой хрупкость и прочие негативные моменты. К примеру, здесь достаточно высокий расход материала при наплавки, так как на 1 кг шва нужно на 80% больше электродов, но для чугуна это вполне приемлемо. На примере электрода марки ЦЧ4 можно рассмотреть, какими свойствами обладают данные изделия:
| Сопротивление временное на разрыв, Н/мм2 | Твердость, НВ |
| 480–510 | 160–190 |
| Производительность наплавления, г/мин | Выход металла наплавки, % | Расход количества электродов на 1 кг металла наплавки, кг |
| 18,0 | 115,0 | 1,80 |
Марки
Существуют различные марки электродов для сварки чугуна. Здесь указан перечень основных из них, которые встречаются в практике сварщиков, а также разъясняется, зачем каждая из них предназначена и какими особенностями обладает.
МНЧ2 – это универсальная марка, которая подходит практически для любой разновидности чугуна. Их применяют для ликвидации бракованных участков литья. Они хорошо подходят для наплавки металла. Это электроды для постоянного тока на обратной полярности. Они подходят для применения в любом пространственном положении.

Электрод для сварки чугуна МНЧ-2
ОЗЧ2 – данная марка лучше всего проявляется при сваривании серого и ковкого чугуна. Главной особенностью является возможность использования без предварительного подогрева. Но для них недоступна потолочная сварка, так что приходится использовать только вертикальную и нижнюю.

Электрод ОЗЧ-2
ЦЧ4 – подходит как для горячей, так и для холодной сварки. Они используются сугубо в нижнем положении. Они используются как электроды для сварки чугуна со сталью. Сварка проводится при постоянном токе, кроме случаев с высоким напряжением, когда лучше применять переменный.

Электрод ЦЧ-4
ОЗЖН1 – данная марка применяется исключительно при холодной сварке. С ее помощью можно соединять высокопрочный и серый чугун. В вертикальном и нижнем положении можно проводить соединение при больших объемах металла.

Электрод ОЗЖН-1
ОК92.18 – эта марка используется только с предварительным подогревом. Может свариваться как на постоянном, так и на переменном токе. Очень чувствительна к выбору режима.

Электрод ОК92.18
Обозначение и маркировка
Маркировка электродов для чугуна зачастую содержит информацию о составе, что входит в изделие. Ведь железо хоть и является основным металлом для большинства марок, но помимо него встречаются и другие весомые примеси, не говоря уже о тех случаях, когда в качестве основы выступает никель. На примере марки МНЧ2 можно рассмотреть принцип формирования маркировки:
- М – в электроде содержится медь, которой в данном случае около 30%;
- Н – в электроде содержится никель, которого в данном случае 66%;
- Ч – материал предназначен для сваривания чугуна;
- 2 – номер марки, так как в серии есть и другие изделия с похожим составом, но различным соотношением элементов.
Выбор электрода для сварки чугуна
Электроды для сварки чугуна подбираются под конкретную марку. Существует много сортов данного металла, которые отличаются по свойствам. Это может быть обыкновенный, ковкий, серый и прочие. Естественно, что под состав каждого из них и требуется подбирать свой металл стержней, хотя и вытрясаются универсальные марки, которые подходят практически для любого случая. Таким образом, состав является первоочередным фактором, который влияет на выбор расходного материала.
Помимо этого нужно обращать внимание на обмазку. Ее подбирают сразу к тем условиям, для которых предназначены изделия
Но с учетом того, что основное и кислое покрытие оказываются достаточно различными по свои свойствам, об этом факторе не стоит забывать. Здесь также играет роль его толщина, особенно если речь идет о наплавке. Здесь нужно останавливаться на как можно более толстых моделях.
Толщина стержня также становится определяющим фактором, если сварка проводится с тонкими изделиями. Здесь нужно подбирать максимально точно, чтобы толщина диаметра совпадала с толщиной основного металла. В ином случае может появляться залипание или же в некоторых местах детали будут пропаливаться, что испортит заготовку.
Основные режимы и нюансы применения
Главной особенностью применение является работа с подогревом. Большинство марок требуют предварительного подогрева, а также поддержание шва в теплом состоянии с постепенным остыванием. Это помогает избавиться от возможных вкраплений кислорода и водорода, из-за чего образуются трещины, поры и другие виды брака.
| Величина диаметра, мм | Сила тока в нижнем положении, А |
| 3 | 65–80 |
| 4 | 90–120 |
| 5 | 130–150 |
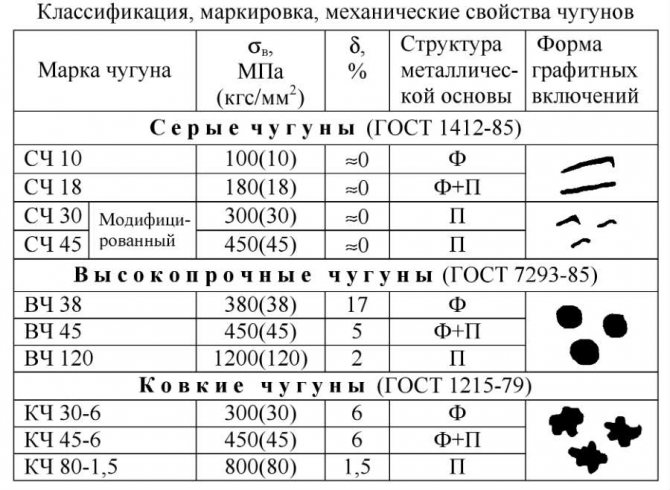
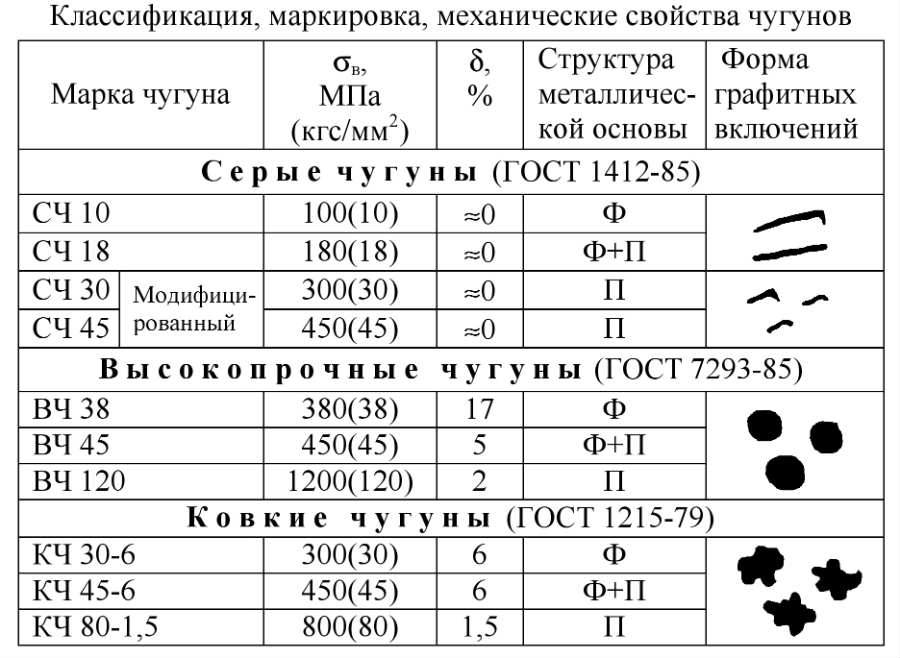
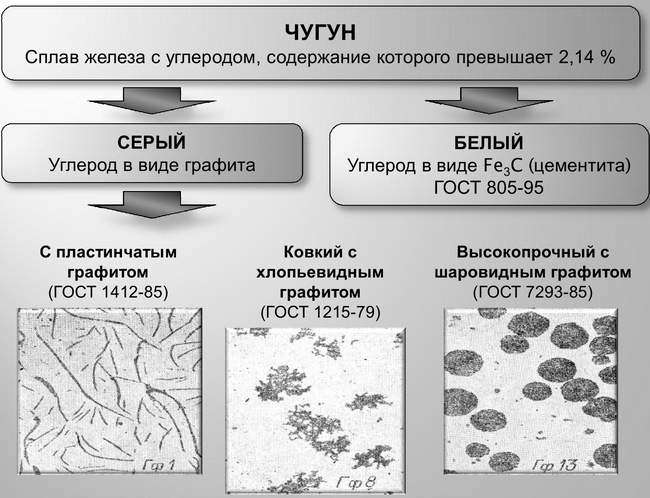
Особенности материала
Чугун — это сплав углерода с железом, где содержание углерода 2,14%. Что отрицательно сказывается на качественном соединении.
Процесс трудоемок ввиду:
- образования трещин и пор;
- при обработке появлению каленых структур и быстрому затуплению инструмента;
- тонкий материал рассыпается от перегрева.
По составу чугун подразделяется на серые и белые:
- Белые не свариваются ввиду хрупкости и твердости. Подаются шлифовке;
- Серые (высокопрочный, ковкий) легко обрабатываются и ограниченно свариваются.
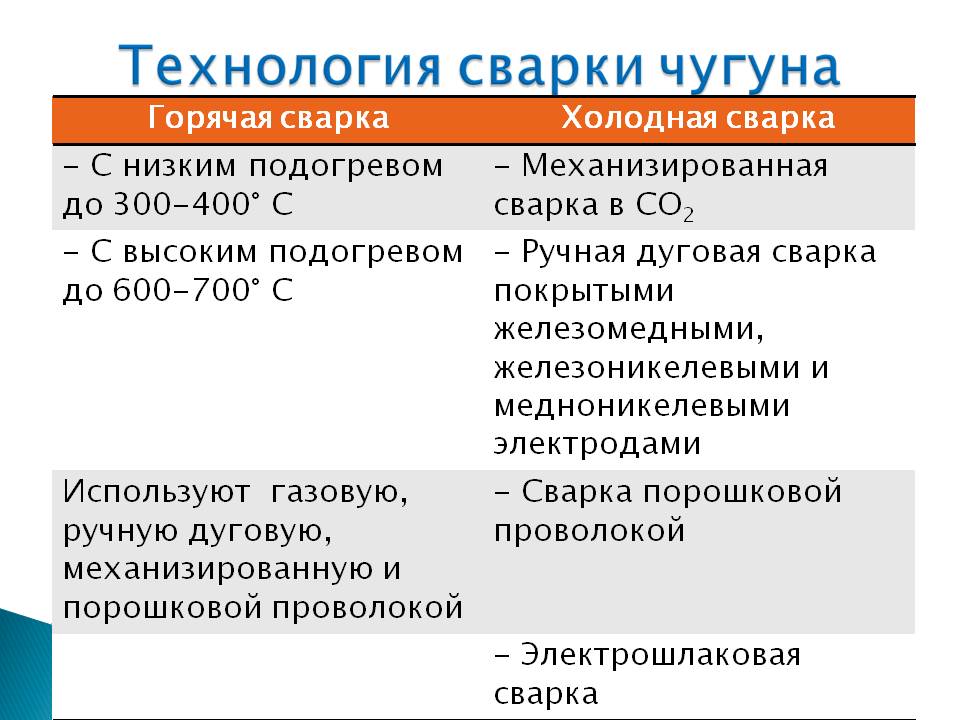
Технология сварки чугуна электродами
Существует 2 способа сварки чугуна — горячая и холодная.
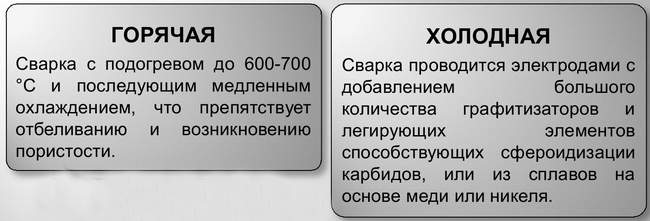
К горячей относится и полугорячая .
При горячем соединении деталь нагревают до температуры 600-700°С, выполняют сварку и медленно охлаждают чугунное изделие в печи. При полугорячем соединении поддерживают температуру 300-400°С.




Горячая и полугорячая сварка нуждается в дополнительном оборудовании. В бытовых условиях применяется холодное соединение.
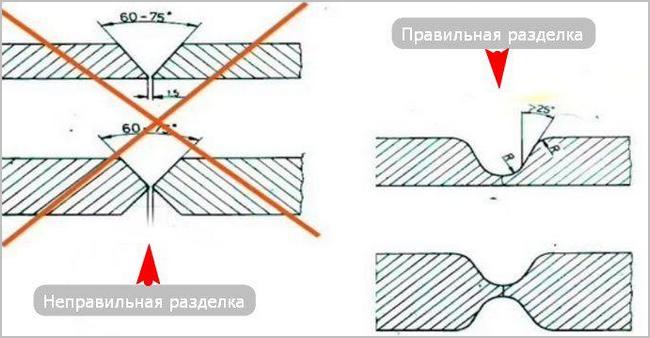
Разделка кромок
Сварка чугуна электродом в домашних условиях нуждается в разделке фасок. Обезжиривать и зачищать детали не требуется.
Снятие фасок выполняется:
- напильником;
- наждаком;
- болгаркой.
Нюанс : острые кромки не допускаются. Остроту снимают подходящим инструментом.
Как правильно сварить чугунные детали на холодную
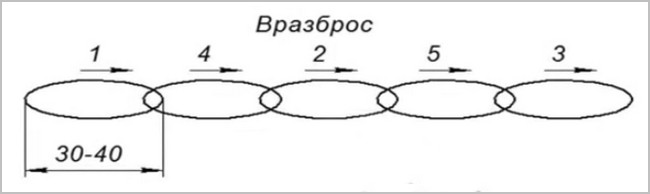
При соединении не перегревайте околошовную зону (не более 80°С). Делайте частые перерывы между проходами. Используйте многопроходную сварку.

- сначала выполните наплавку по краям фасок;
- затем постепенное заполнение шва;
- после каждого прохода делайте проковку валика по горячему.
Валики выполняйте длиной 40 мм, вразброс для снижения нагрева детали.
Как заварить чугун электросваркой в домашних условиях. Что понадобится:
- источник тока (инвертор);
- электроды 3 мм;
- щетка для зачистки шва;
- молоток для проковки и удаления шлака;
- шарошка или фреза для разделки фасок;
- щиток и перчатки.
- сначала разделка кромок и притупление острых углов;
- затем наплавка по краям фасок;
- далее постепенное заполнение шва.
Делайте проковку каждого валика по горячему. Не спешите, давайте время для остывания детали (нагрев околошовной зоны не более 80°С).
После заполнения сварочного шва, переверните деталь и разделайте кромки с обратной стороны. Выполните сварку, как описано выше. Соблюдая температурный режим и делая проковку каждого валика. По окончанию процесса, по желанию отшлифуйте наплавленную поверхность.
Видео:
Холодной сваркой ремонтируют батареи, тиски, блок цилиндров двигателя и другие конструкции из серого чугуна.
Марки электродов для сварки чугуна
В этой статье, вы можете познакомится с заводскими электродами и самодельными для соединения разных видов чугуна.
Таблица ниже, поможет выставить ток на аппарате для разных диаметров марок электродов:
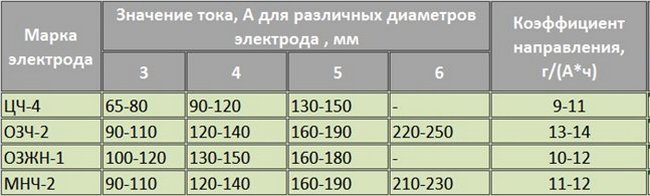
Значение тока указаны для нижнего положения электрода. Для вертикального положения ток уменьшают на 15-20 А, кроме ЦЧ-2.
В целях экономии, домашние умельцы приноровились выполнять сварку чугуна обычным электродом с медной проволокой. Видео ниже:
Также, медная проволока поможет в сварке чугуна со сталью.
Некоторые умельцы спрашивают, как варить чугун полуавтоматом? На форумах по металлообработке опытные сварщики советуют применять проволоку ПАНЧ 11. Соединение выполняется стежками по 2-5 см с проковкой, без газовой защиты на прямой полярности. Ток 90-110 Ампер в зависимости от толщины металла.
Чем резать чугун
Виды резки делятся на термические и механические. Перечень инструментов и способов:
- Болгарка — простой и доступный способ. Минус: рез происходит по прямой.
- Труборезы хорошо себя зарекомендовали при работе с трубами.
- Сабельная пила.
- Электродом.
- Газокислородная резка — неплохой вариант. Кислородно флюсовая улучшит качество резки чугуна.
- Мобильные установки Терморезак 2М (вес до 5 кг).
- Кислородно-копьевая резка и плазменная.
Как видите, есть из чего выбрать! В бытовых условиях широко применяется болгарка.
Как выбрать сварочные электроды
В первую очередь следует обратить внимание на то, что изделия могут быть плавящимися либо неплавящимися. В составе первых металлические стержни со специальной обмазкой поверхностей, что защищает сварочные зоны и повышает устойчивость горения дуги
Именно ими пользуются в процессе ручной дуговой сварки. Вторая категория предназначена для работ в среде с защитным газом (аргоном), ее особенности будут рассматриваться отдельно.
При выборе также нужно принять к сведению то, из каких материалов произведены соединяемые детали. Для варки разных металлов подбираются разные виды электродов. Например:
- Если нужно соединить низкоуглеродистые и низколегированные стали, приобрести нужно углеродные электроды.
- Для соединения легированной стали покупают изделия (ГОСТ 9467−75, ГОСТ 9466–75 ).
- Когда планируются работы с наплавками или сталями разных видов, то понадобятся изделия, сердечник которых выполнен из высоколегированных металлов.
- При варке чугуна также не обойтись без соответствующих электродов — ОЗЧ-2.
В наши дни сформировался своеобразный рейтинг известных марок:
- АНО. Отличаются хорошим воспламенением, не нуждаются в дополнительном прокаливании. С ними смогут работать как начинающие специалисты, так и профессионалы с опытом.
- МР-3. Универсальные, могут применяться и для соединений неочищенных поверхностей.
- МР-3С. Их используют, когда до швов выдвигаются повышенные требования.
- УОНИ 13/55. Применяются при монтаже ответственных конструкций, в которых швы должны иметь высокое качество. Неопытным сварщикам не рекомендуется с ними работать, так как требуется опыт и определенная квалификация.
https://youtube.com/watch?v=68hLJM9cesc






Преимущества известных марок
- Облегчают процесс сварки. Трудности могут возникать только при некорректном выборе материала сердечника.
- Высококачественные швы. Данный параметр очень важный. Позволяет получить прочные соединения как внешние, так и внутренние, выпуклые и вогнутые сварные швы.
- Простота отделения шлака. Это дает возможность увидеть, насколько качественный получился шов.
- Можно сваривать элементы, что были подданы действию коррозии. Конечно, подобные процедуры выполняют не слишком часто, но они будут выполнены на должном уровне.
- Безопасность для сварщика, выдержаны санитарно-гигиенические требования.
Различия марок и диаметров
Опытные специалисты-сварщики иногда утверждают, что пользуясь инверторными сварочными аппаратами, можно покупать любые электроды. Такие мнения основаны на их личном опыте, когда они выполняют определенные виды работ. Преимущественно при инверторной сварке не предъявляются серьезные требования относительно герметичности швов, поэтому могут использоваться изделия с диаметром 0,5−2 мм.
Подбирать диаметр и марку следует исходя из того, металлы какой толщины необходимо будет соединить. Для значительной толщины потребуется длительная проварка, что значит — у электрода должен быть большой диаметр.
Тонкими электродами для сварки еще нужно научиться работать, ведь они быстро горят. Как правило, их посредством выполняют прихватки.
Также выбор сварочных материалов зависит и от типа работ, для которых планируется их применять. Так, когда выполняют сложнейшие трассовые работы, понадобятся большие электроды, а смонтировать конструкцию из профильных компонентов можно с помощью электродов с диаметром, не превышающим 2 мм. Именно ими пользуются при соединении секций ворот, изготовлении оград из профнастила и труб.
Выполнение сварки чугуна электродами
Технология сварки чугуна предполагает использование угольных или покрытых электродов для чугуна, применение инверторов, а также газосварочных аппаратов. Если для сварки чугунных деталей используется газовая горелка, то для формирования шва применяется присадочный материал.
По типу формируемого шва технологии сварки чугуна разделяют на три категории:
- сварочный шов формируется с использованием цветных металлов, а также их сплавов;
- для получения шва используется низкоуглеродистая сталь;
- шов формируется из чугуна.
По способам предварительной подготовки деталей технологии сварки чугуна бывают:
- без предварительного нагревания деталей (так называемая холодная сварка);
- с предварительным нагревом деталей до 450 градусов;
- с предварительным нагревом до 650 градусов.
Подогрев чугунных деталей перед сваркой позволяет защитить их от появления участков с отбеленным металлом и минимизировать риск возникновения трещин в зоне соединения. Данная технология позволяет придать чугуну в области сварного шва те же характеристики, что и у основного металла. Холодная технология востребована в тех случаях, когда шов формируется за счет использования электродов, стержни которых изготовлены из цветных металлов или стали.
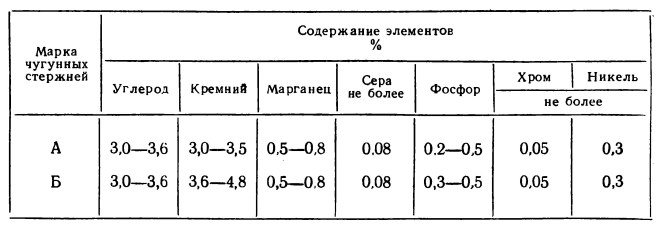
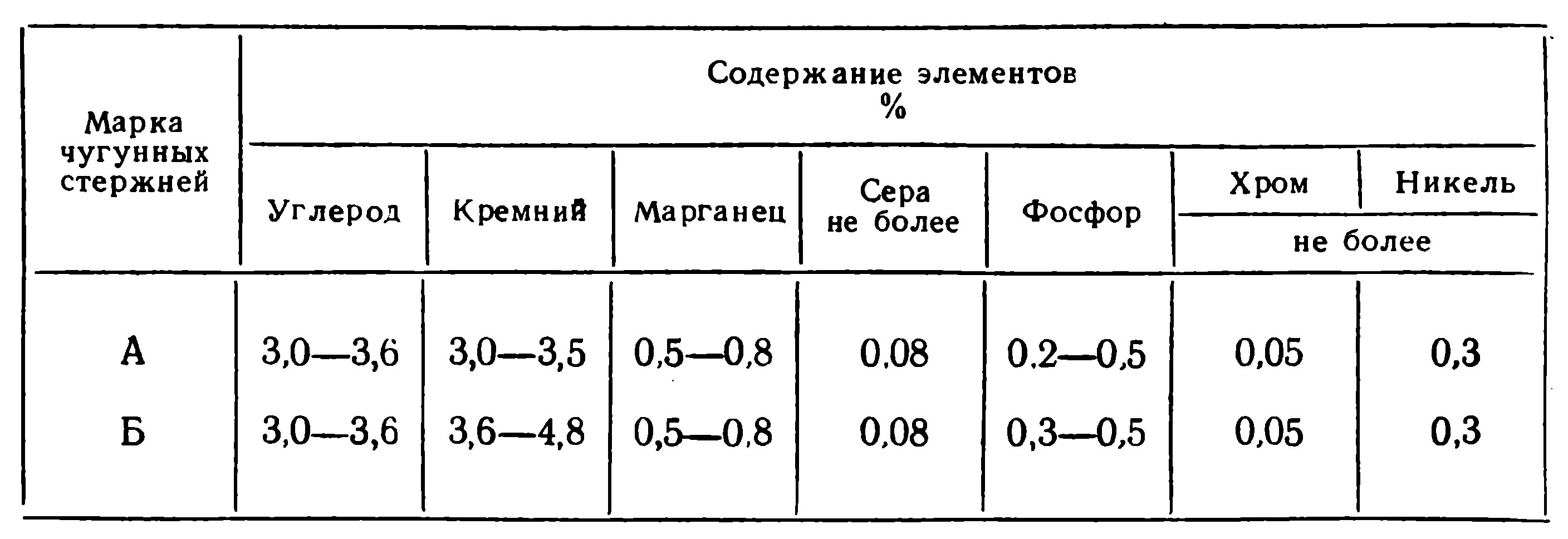
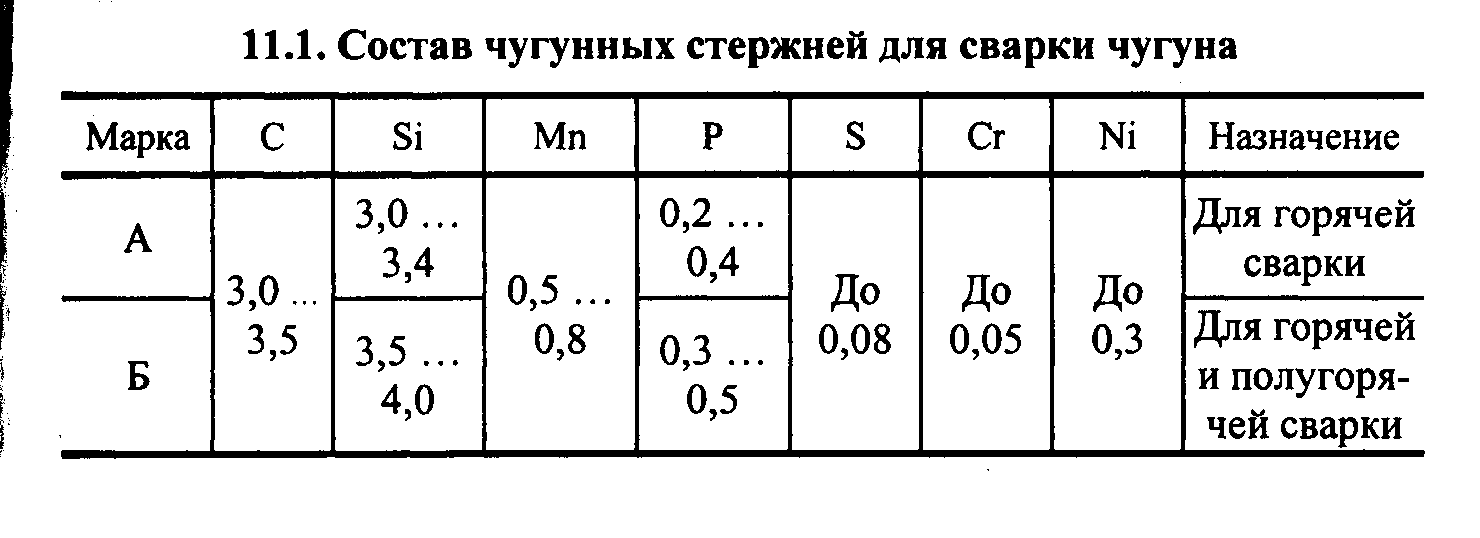
Процентное содержание элементов в электродах из чугуна марки А и Б
При предварительном подогреве применяют электроды, изготовленные из чугуна (марки «А» и «Б»)
Работы выполняются на токах с большим значением и в непрерывном режиме, что очень важно иметь в виду. Даже если необходимо выполнить большой объем работ по сварке одной конструкции, то они не прекращаются, что обеспечивается за счет задействования нескольких специалистов, работающих посменно
Хотя технология горячей сварки и является безальтернативной во многих ситуациях, она имеет ряд существенных недостатков. К ним, в частности, относятся:
- высокая стоимость технологического процесса;
- его продолжительность по времени;
- трудоемкость работ по выполнению такой сварки (так как требуется равномерный нагрев всей поверхности деталей и формовка мест соединения).