
Зависимость электрического тока от толщины электрода
Важно знать, как подобрать силу тока при сварке в соответствии с толщиной стержней. Это два взаимосвязанных свойства, которые оказывают основное влияние на прочностные характеристики шва и изделия в целом
Для каждой марки расходников предусмотрена наиболее подходящая величина тока.
Важно! Если будет неправильно выбран сварочный ток для электродов 2, 3, 4, 5 мм при проведении инвентарной или дуговой сварки, то это может привести к неприятным последствиям. Если напряжения будет недостаточно, то будет наблюдаться проваривание шва, а при его превышении, будет пропаливание соединения
В настоящее время производится много компактных сварочных аппаратов, которые подходят для бытовых условий. При помощи них заваривают небольшие металлические конструкции — заборы, крыши, двери и многое другое. Именно для них подходят расходники с небольшим диаметром — 1, 1,5, 2 мм. Показатель напряжения для стержней с этими значениями должен составлять от 30 до 45 Ампер. Регулирование на приборе должно быть плавным. Дело в том, что даже небольшая погрешность может негативно отразиться на качестве шва.
Данная информация всегда указывается в описании на упаковке сварочных материалов. Но все же ниже рассмотрим примерные параметры, которые часто используются во время сварочных работ.
Ток сварки для электрода 6-8 мм
Как выбрать ток для сварки, если используются расходники с диаметром 6-8 мм? Обязательно должен соблюдаться определенный показатель напряжения, это требуется для получения прочного шва. Обычно при большом диаметре показатель напряжения должен быть 250 Ампер.
А вот как правильно выбрать ток при сварке инвертором, если проводятся тяжелые работы? Опытные сварщики советуют выставлять напряжение в пределах 300-350 Ампер. Но все же не стоит забывать про толщину металлических заготовок, она также влияет на размер диаметра стержней.
Ток сварки для электрода 5 мм
Как выбрать сварочный ток, если используются стержни 5 мм? Сварщики рекомендуют устанавливать напряжение в пределах 160-250 Ампер. Во время этого процесса должен учитываться тип металла, пространственное положение.
Обратите внимание! Электроды 5 мм являются массивным расходным материалом. Количество Ампер должно зависеть от степени глубины проваривания металла
Чтобы сделать сварочную ванну с глубиной больше 5 мм должна использоваться максимальная мощность. При стандартных режимах хватает 200-220 Ампер. Для обеспечения качественной и постоянной работы с такими электродами должен использоваться трансформатор с достаточными показателями мощности.
Ток сварки для электрода 4 мм
Стержни с диаметром 4 мм являются популярными сварочными расходными материалами. Их востребованность связано с тем, что они считаются универсальными материалами. Они подходят для сваривания как мелких, так и больших соединений.
Но все же не стоит забывать про правильное напряжение, оно также оказывает огромное влияние на прочностные качества шва изделия. Сила тока при сварке электродом 4 мм должна быть от 110 до 200 Ампер.
Ток сварки для электрода 3 мм
Обязательно требуется знать, какой ток нужно выставлять при сварке электродом 3мм. Это влияет на прочность, форму, внешний вид, качество сварных соединений. Этот критерий требуется обязательно учитывать, иначе металлическое изделие может получиться хрупким, оно быстро придет в негодность.
Так какой ток нужен для сварки электродом 3мм? Обычно применяется показатель в пределах от 65 до 130 Ампер. Но предварительно сварщики настраивают усредненный показатель — 80-90 А. Это поможет установить, какой ток подходит для электрода 3 мм.
Ток сварки для электрода 2 мм
А какой ток для сварки электродом 2мм? Обычно данные стержни применяются для сваривания металлических изделий с толщиной 2-3 мм. Но чтобы шов был прочным не стоит забывать про правильную настройку напряжения.
Сила тока при сварке электродом 2 мм должна быть в пределах от 30 до 80 Ампер. Большое расхождение обусловлено видом металла и выбранным положением в пространстве.
Но все предоставленные показатели приблизительные. На практике сила тока будет зависеть от марки стержня. У каждой марки имеются собственные показатели, которые указываются в описании на упаковке. К примеру, чтобы выяснить, каким током варить на электроде 3 мм, требуется первым делом изучить рекомендации производителей. Но вот опытные сварщики смогут с этим разобраться быстро, у них в этом деле имеются хорошие познания.
Какие бывают электроды
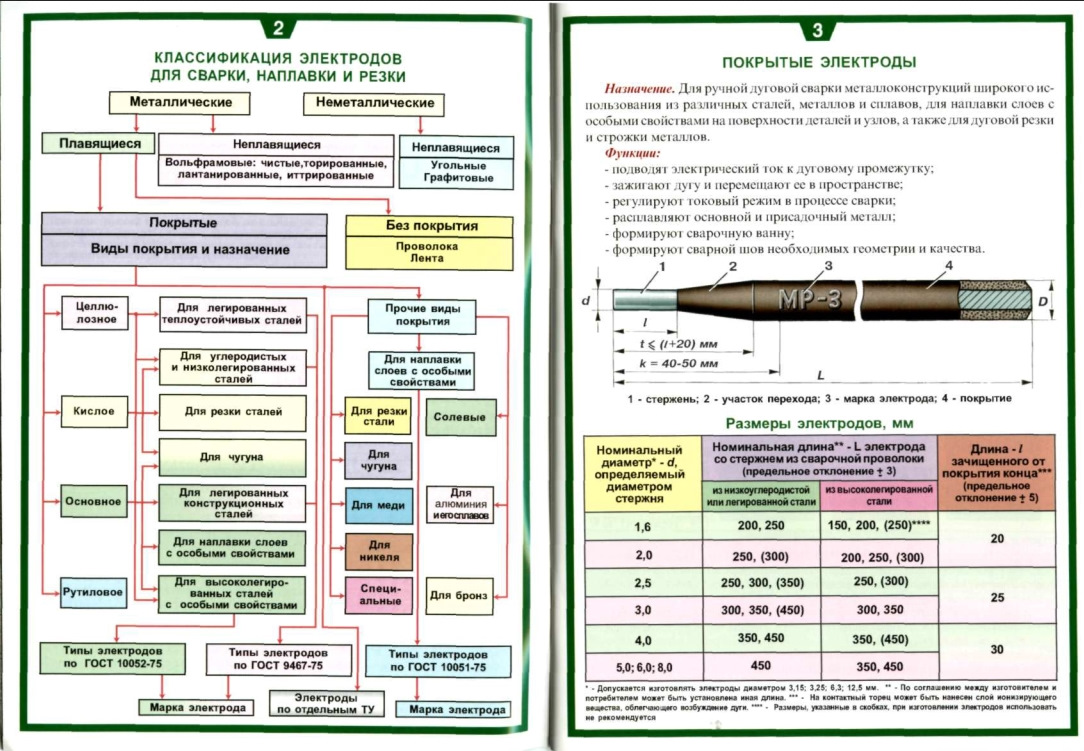
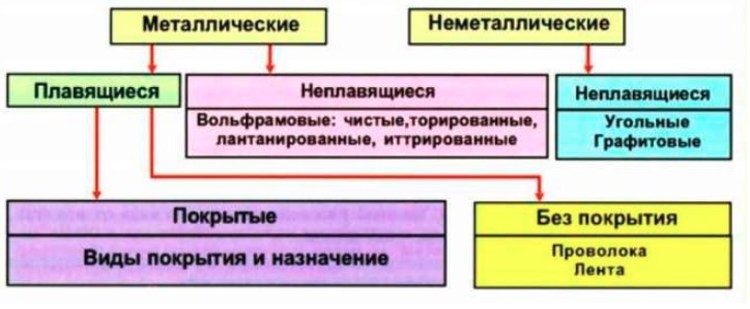
Электроды, применимые для работ с ручной дуговой сваркой разделяются на плавящиеся и неплавящиеся. Стержни, плавящиеся при сварке, изготавливают из чугуна, стали, меди или другого металла, в зависимости от материала. Они играют роль анода или катода, а также выполняют функцию присадочного материала. Бывают покрытые или непокрытые.
Покрытие в плавящихся стержнях выполняет много функций от удержания дуги, до формирования газового облака, препятствующего окислению шва.
Неплавящиеся электроды для сварки, изготавливают из различных тугоплавких материалов – графит, вольфрам или уголь. Служат они для розжига и удержания дуги, а заполнение шва присадками выполняется с помощью ручной подачи плавкого материала.
Требования к прокалке
Основными показателями при прокалке являются следующие параметры: необходимость проведения процедуры сушки, её режимы и количество прокалок.
Отсутствие термообработки может привести к увеличенному расходу материалов, получению некачественного шва, потери времени, а иногда и к переделке всей работы. Поэтому, если существует неуверенность в условиях и продолжительности хранения электродов или в покрытии присутствует влага, то необходимо обязательно произвести прокаливание.
- Оптимальный режим просушки материалов указан на упаковке или в технической документации.
- Электроды проходят заводскую прокалку, поэтому проводить их обработку снова можно не более трех раз.
Более подробно о процессе прокаливания в отдельной статье.
Прокалка – электрод
Прокалка электродов должна проводиться в печах, которые обеспечивают равномерную температуру в подовом пространстве. После прокалки электроды должны остыть в помещении с положительной температурой. Прокалка электродов производится в камерных электрических печах. Электроды с газозащитным или комбинированным покрытием прокаливаются при температуре 150 – 200 С, с шлакозащитным покрытием-при 250 – 300 С. На американских заводах сушка и прокалка осуществляются в конвейерных камерных электрических печах со строгой регулировкой степени увлажнения воздуха при первых этапах сушки и температуры камеры в процессе прокалки.
Прокалка электродов может производиться не более трех раз. Число прокалок порошковой проволоки и флюса не ограничивается. Если электроды после трех прокалок показали неудовлетворительные сварочно-технологические свойства, то применение их для сварочных работ, выполняемых по настоящему РД, не допускается.
Прокалка электродов производится с целью окончательного удаления влаги.
Прокалка электродов обычно ведется в специальных печах с электрическим обогревом. Выбор типа оборудования определяется объемом производства и номенклатурой изготовляемых электродов.
Прокалка электродов перед их применением повышает качество сварного шва.
Для прокалки электродов может быть использовано jiepe – носное приспособление ( рис. 27), представляющее собой цилиндрический металлический футляр.

Режим прокалки электродов : температура 150 – 200 С; время 60 мин.
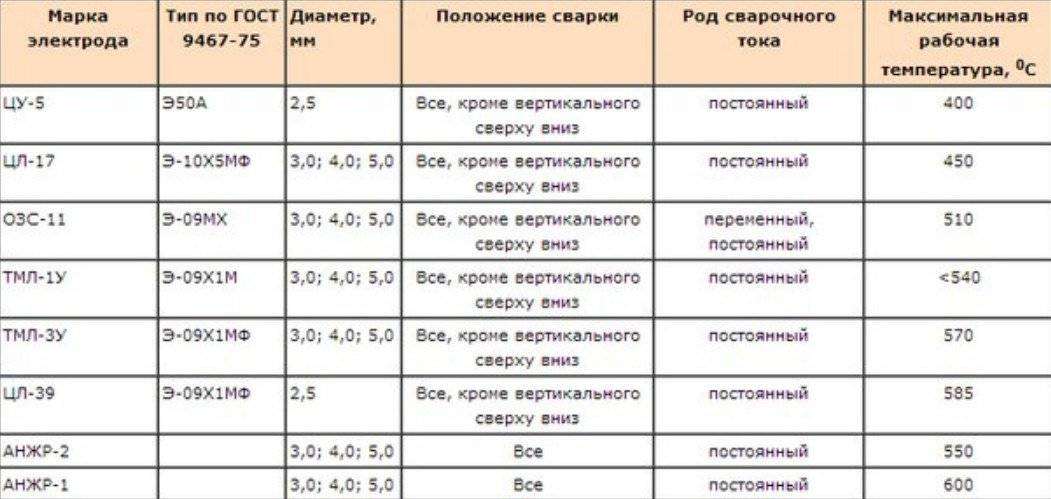
Сушка и прокалка электродов выполняется в специальных печах с температурой прокалки в зависимости от марки электродов от 200 до 450 С. Если цех применяет электроды разных марок, требующие разной температуры прокалки, для этого следует использовать не одну, а две или несколько печей. Емкость печей должна обеспечивать сменную ( или полусменную) потребность в электродах.
Печи для прокалки электродов должны находиться под разрежением. У печей рекомендуется устраивать камеры для остывания электродов. Рекомендуется также применять печи тоннельного типа периодического или непрерывного действия.
Сушка и прокалка электродов должны удалить воду из покрытия. При этом следует учитывать, что воды в покрытиях много. Для примера оценим количество воды, которое должно быть удалено из покрытия, нанесенного окунанием.

На этой странице рассмотрим подробно и со всех сторон прокалку (или сушку, как еще называют) покрытых сварочных электродов. Для чего она нужна.
Как выбрать сварочный электрод?
Уважаемые начинающие сварщики, в этой статье мы кратко расскажем про электроды и дадим практические рекомендации по их использованию.
- Толщину металла — (чем толще металл, тем больше диаметр электрода).
- Марку стали — (черный металл, нержавейка, жаропрочный и т.д.).
- По электроду определяем ток!
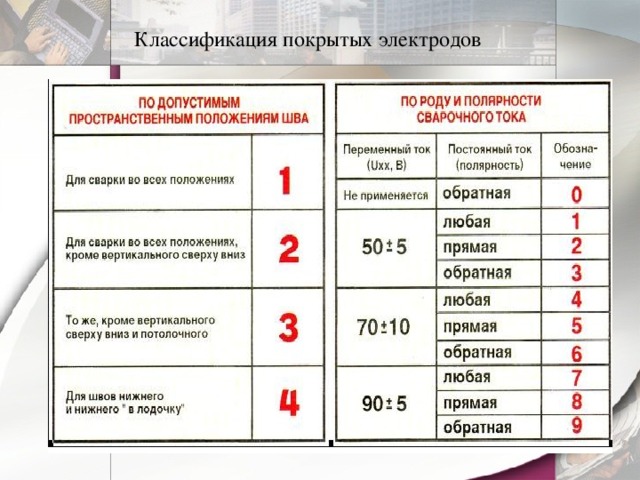
- Положение сварки — (нижнее, горизонтальное, нижнее тавровое, вертикальное — сварка снизу вверх, потолочное, потолочное тавровое).
Какой выбрать сварочный электрод?
МР-3 и АНО – эти электроды лучше использовать на переменном токе. Они не прихотливы к сырости. Эти электроды не для ответственных конструкций, ими никогда не варят мосты и несущие балки крыши, ими варят заборы, ворота и теплицы на даче, ограждения, небольшие металло-контрукции бытового назначения. Если нет сверх нагрузки – это электроды для Вас. Самые востребованные марки у сварщиков любителей и дачников.
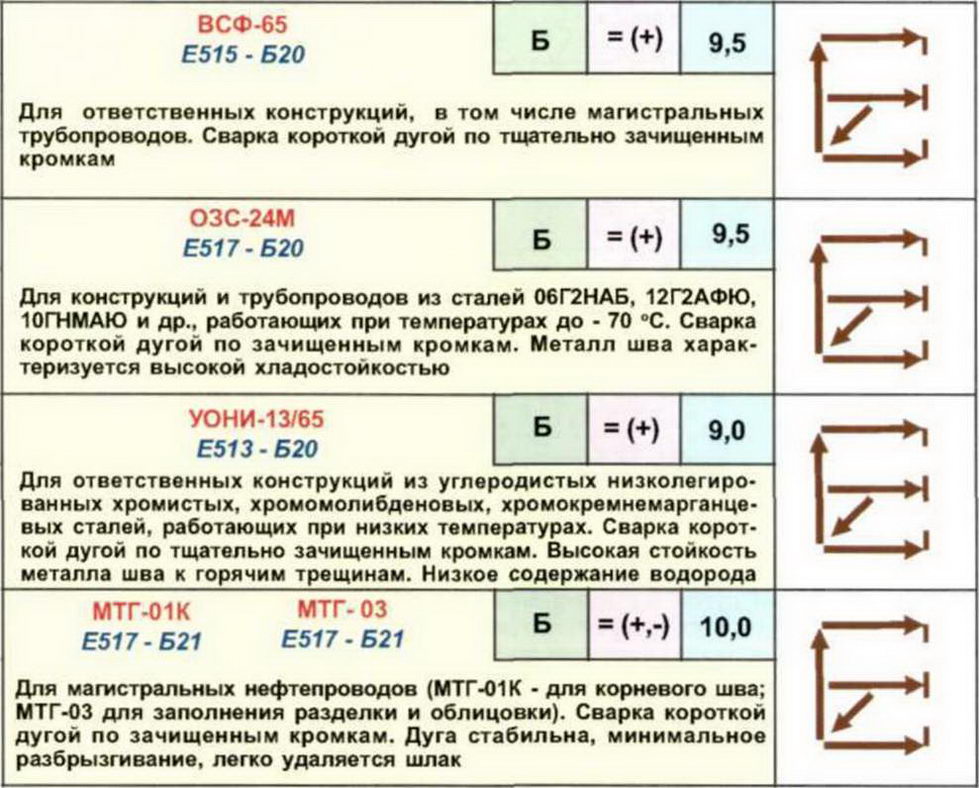
УОНИИ 13/55 – это отличные электроды, но очень «специфические». УОНИИ 13/55 варят профессионалы. Надо варить на короткой дуге! Это электроды для ответственных конструкций. Горят только на постоянном токе, любят стабильную дугу и не любят скачков напряжения. Начинайте работать с УОНИИ 13/55 только тогда, когда вы научитесь варить МР-3 и АНО.
LB-52U – мы рекомендуем покупать эти электроды японской фирмы KOBELCO. Эти электроды берут для сварки труб под высоким давлением. Очень качественный шов. Электроды LB-52U одни из самых дорогих, как правило, их покупают предприятия и структуры связанные с ремонтом городских тепло/водо сетей.
Мы ознакомили вас с самыми ходовыми электродами. Ниже мы расскажем кратко об электродах Концерна ESAB (Швеция), возможно вы найдете именно то, что вам нужно. Все электроды фирмы ESAB начинаются с букв ОК – в честь основателя Концерна Оскара Кельберга.
OK 46.00 ESAB (Россия) – сваривать металлы этими электродами можно на постоянном и переменном токах. Часто эти электроды называют УНИВЕРСАЛЬНЫЙ или ЭЛЕКТРОД ДЛЯ СТАЛИ. Если вы не знаете что выбрать, берите эти электроды – не прогадаете. Электроды хороши тем, что имеют широкую линейку диаметров. Всегда можно подобрать нужный именно вам.
OK 48.00 ESAB (Швеция) — только постоянный ток. Идеально подойдут для ответственных конструкций.
OK 61.30 ESAB – сварка нержавейка/нержавейка (марки стали 304, 308L, 03Х18Н11, 06Х18Н11, 08Х18Н10, 08Х18Н10Т, 12Х18Н10).
ОК 67.60, ОК 67.62 ESAB — сварка нержавейка/сталь.
OK 63.30 ESAB (российские аналоги АНВ-26) – (марки стали 316, 03Х17Н14М2, 10Х17Н13М3Т, 06Х19Н11Г2М2) идеально подходят для сварки тонкостенных труб и тонколистовых изделий.
Если вы не понимаете, какая сталь перед вами, вы не знаете ее состав – ваш выбор OK 68.81, OK 68.82 – этими электродами можно сваривать разнородные стальные изделия и стали неизвестного состава.
При сварке чугуна много нюансов!
Сварка чугунсталь ESAB OK 92.18 (новое название OK Ni-Cl) — предназначены для сварки нетолстого чугуна (не более 3 слоев).
Сварка чугунчугун; чугунсталь ESAB OK 92.60. (новое название OK NiFe-Cl) -ими как раз можно варить чугун любой толщины и чугун со сталью
Сварка алюминия. Алюминий очень сложный металл, требует прогрева перед сваркой, быстро плавится и быстро застывает. Обычно алюминий варят TIG или MIG сваркой. Варить алюминий электродом очень сложно, но если у вас получится – вы можете считать себя мастером!
OK 96.20 ESAB — им можно варить очень ограниченное количество марок алюминия. Внимательно изучите состав.
Самый универсальный электрод по алюминию — это ОК 96.40
ВАЖНО, что электрод по алюминию надо использовать в один поджег. Незаконченный электрод надо заменять новым
Плюс, в отличие от сталей, надо совершать круговые движения концом электрода.
Для чего нужно прокаливать электроды?
Прокаливают электроды для того, чтобы убрать из них влагу. Если электрод отсырел – при сварке могут возникнуть дефекты в сварочном шве или электрод будет постоянно прилипать к изделию.
Строительные компании имеют специальное оборудование для прокалки электродов, сварщики-любители, как правило, не имеют таких установок. Если вы открыли новую пачку – мы рекомендуем вам ее либо израсходовать полностью, либо убрать остатки не использованных электродов из пачки в сухое теплое место. Не храните электроды на открытом пространстве, на чердаках и в подвалах.
Полезная информация.
| Толщина металла, мм. | 1.1-2.0 | 3.0 | 4.0-5.0 | 6.0-8.0 | 9.0-12.0 | 13.0-15.0 |
| Диаметр электрода, мм. | 1.5-2.0 | 3.2 | 3.2-4.0 | 4.0 | 4.0-5.0 | 5.0 |
Электроды: срок годности, как выбрать и хранить
Для сварочных работ постоянно нужны электроды, и в большом количестве. Именно поэтому они закупаются пачками, в зависимости от необходимого диаметра. На больших предприятиях расходники для сварки хранятся в специально отведенных для этого помещениях, но лишь немногие знают, как их хранить.
Возникает вопрос о сроке годности электродов
Это важно как для больших предприятий, так и для мелких фирм, которые занимаются сваркой лишь изредка. Рассмотрим правила хранения основного расходного материала для сварки
Как продлить его срок использования, ведь от этого будет зависеть качество работы?
Как хранить?
Срок годности электродов напрямую зависит от того, как их хранить. Для этого используется не только помещение без повышенной влажности. Возможно применение специального оборудования, которое защитит поверхность электродов от негативного влияния внешней среды.
Чаще всего электроды хранятся на складах, где сухо и тепло.
Правила хранения электродов следующие:
- температурный режим свыше +14 °С;
- влажность воздуха в помещении до 50 %;
- использование кондиционеров для вентиляции воздуха в закрытом пространстве;
- гидроизоляция склада для предотвращения попадания влаги.
Важно придерживаться температурного режима и не допускать его колебания, поскольку это влияет на поверхность расходного материала для сварки и качество последующей работы. Чтобы увеличить срок хранения, можно использовать специальные пеналы, ящики или поддоны
Не стоит хранить электроды на полу, поскольку при образовании конденсата они могут намокнуть. Можно держать их в коробке, но если не использовать всю сразу, следует герметично закрывать упаковку
Чтобы увеличить срок хранения, можно использовать специальные пеналы, ящики или поддоны. Не стоит хранить электроды на полу, поскольку при образовании конденсата они могут намокнуть. Можно держать их в коробке, но если не использовать всю сразу, следует герметично закрывать упаковку.
Для чего нужно прокаливать электроды?
Чтобы убрать следы повышенной влажности и продлить срок годности электродов, можно использовать такую операцию, как прокаливание. Это нужно, чтобы при работе несколько испорченный расходный материал не прилипал к сварочному шву.
Для того чтобы прокалить электроды, строительные компании применяют специальное оборудование. Каждая открытая новая пачка должна быть израсходована полностью. Если же в ней остаются неиспользованные электроды, не стоит хранить их в открытом пространстве или подвале.
Как выбрать вид электродов для сварочных работ?
Не знаете, как выбрать электроды для сварки? Тогда предлагаем ознакомиться с критериями их выбора.
Вот на что следует обратить внимание:
- Толщина металлического изделия, на которое нужно будет наложить сварочный шов (чем выше диаметр электродов, тем больше толщина металла).
- Сорт стали (нержавейка, черный металл, жаропрочный и др.).
- Особенности сварки, то есть как будет наноситься на изделие сварочный шов (горизонтально, вертикально, сверху вниз и т. д.).
- Определяем ток по электроду.
Каждая разновидность электродов имеет свои параметры тока, и производитель указывает их на маркировке изделия. Опытные сварщики для этого используют специальную формулу.
Разновидности электродов по диаметру:
- Электроды (2 мм) – ток 40-80 А. Считаются самыми привередливыми расходными материалами, поскольку предназначены для тонких листов металла, требуют специальных умений и навыков для выполнения качественной работы.
- Электроды (3-3,2 мм) – ток 70-80 А (при постоянном токе) и 120 А (при переменном токе).
- Электроды (4 мм) – ток 110-160 А. Работа с толстыми листами металла.
- Электроды (диаметр от 5 мм) – профессиональный расходный материал, используемый для наплавки, а не сварочных работ.
Как понять, что электроды больше не годятся для сварки?
Многих интересует не только вопрос, как хранить электроды по ГОСТ 9466-75, но и как проверить срок их годности. Не всегда удается точно определить условия хранения или транспортировки, поскольку электроды могут перекупаться фирмами. Для этого производят визуальный осмотр сварочного материала.
Если расходники внешне выглядят без дефектов, покрытие не осыпается, тогда такой электрод еще пригоден для сварки. Если же на расходном материале есть хотя и небольшие, но дефекты, можно их почистить или высушить.
Не стоит использовать некачественный или использованный расходник при выполнении важных работ или тех, которые требуют точности. От этого зависит не только внешний вид сварочного шва, но и его качество. Обязательно стоит проверять электроды перед началом работы.
Критерии выбора электродов
Подобрать подходящие электроды поможет знание основных критериев выбора. Представленные ниже факторы в различной степени влияют на выбор конкретной марки, в совокупности составляя полную картину. Итак, на выбор сварочных материалов оказывают влияние:
- свариваемый металл – его вид, тип, толщина и вытекающие из этого требования, предъявляемые к характеристикам сварного соединения.
- условия, в которых выполняются работы и будет происходить дальнейшее эксплуатация конструкций и сооружений.
- опыт и навыки сварщика влияют на возможность использования некоторых марок.
- качество электродов, способных обеспечить необходимые характеристики металла шва.
Остановимся на некоторых факторах и рассмотрим их более подробно.
Сегодня существует большое количество металлов и сплавов, отличающихся своими характеристиками и сферами применения
Поэтому важно подбирать электроды, которые обеспечивают получение металла шва схожего по характеристикам, механическим свойствам и химическому составу с основным металлом. Это достигается за счет использования специальной проволоки (сердечника) и состава обмазки
Среди основных характеристик металлов выделяют: прочность, твердость, упругость, пластичность и вязкость. Для сталей, использующихся в некоторых отраслях промышленности важны также показатели жаростойкости, износостойкости и усталости. Как правило, на упаковке изделий присутствует краткое описание, для каких сталей предназначена та или иная марка.
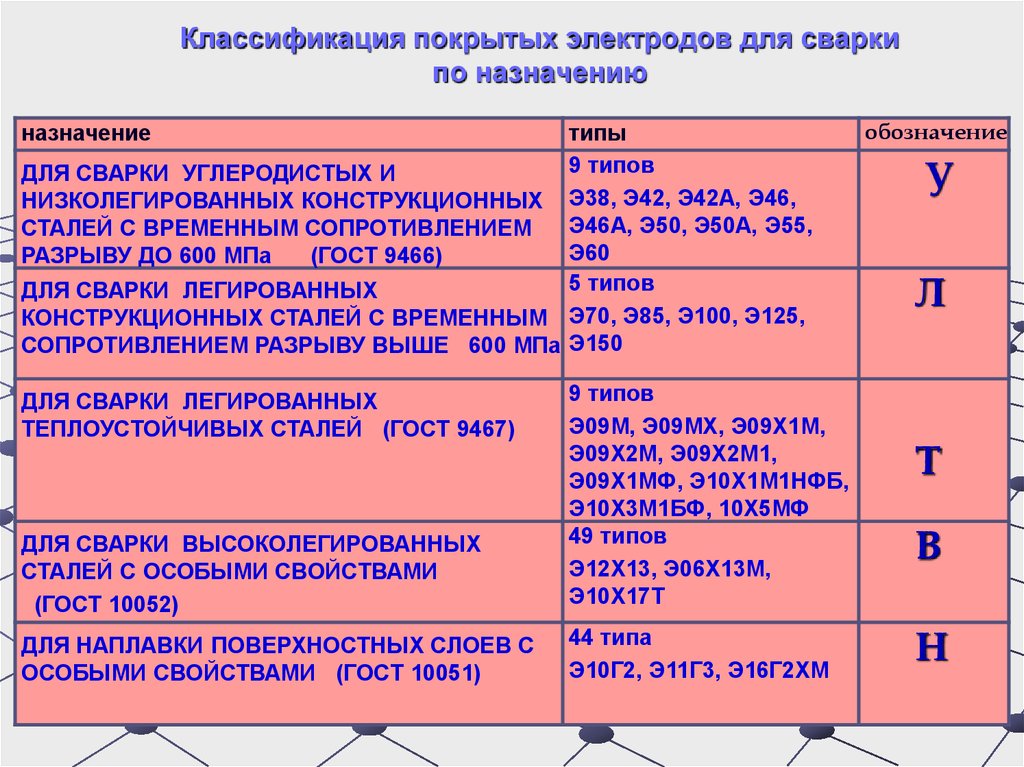
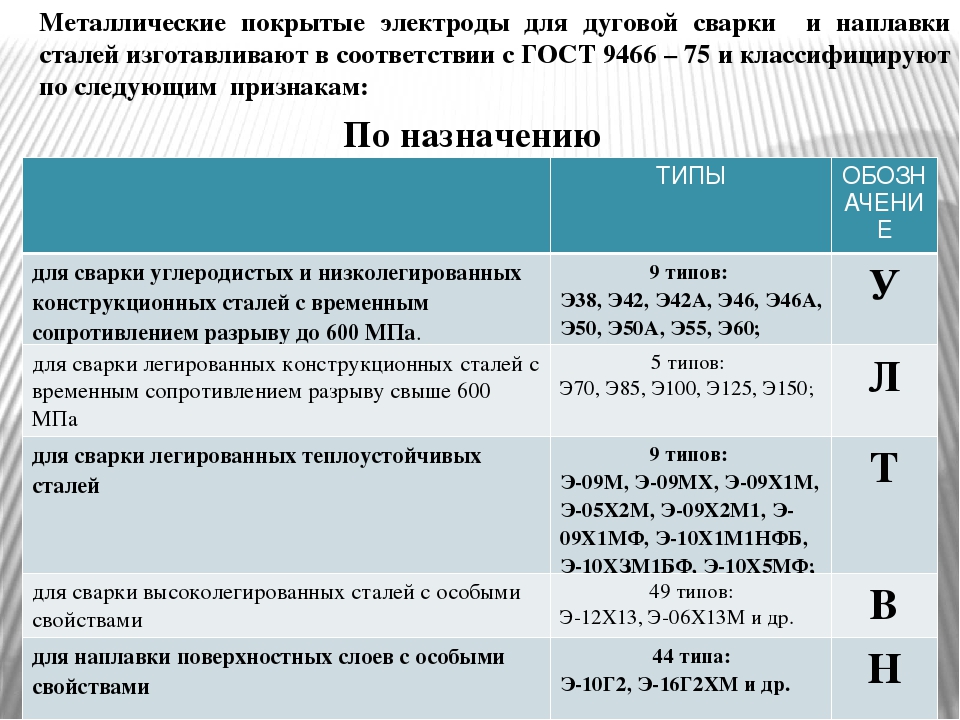
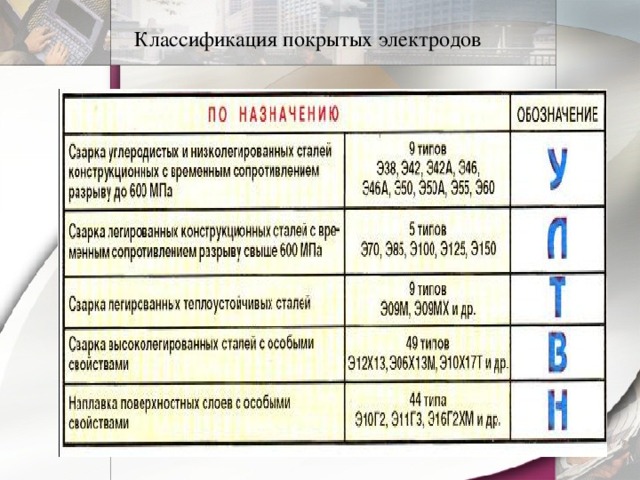
По назначению выделяют электроды: для ручной дуговой сварки углеродистых и низколегированных сталей, легированных теплоустойчивых сталей, высоколегированных сталей с особыми свойствами, чугуна, меди и сплавов на ее основе; для ручной электродуговой наплавки поверхностных слоев с особыми свойствами; для электродуговой резки.
Условия сварки и эксплуатации соединенной конструкции, также влияет на выбор. Для сварки в условиях севера к изделиям существуют определенные требования. Например, электроды GOODEL-52U способны обеспечить работоспособность при температуре до -50 градусов Цельсия.
Толщина свариваемого металла влияет на выбор диаметра изделия. Для соединения деталей малой толщины применяются не большие диаметры электродов. Это позволяет избежать прожига и порчи детали. Соответственно с увеличением толщины заготовки увеличивается и диаметр электрода. А это в свою очередь ведет к увеличению силы сварочного тока, для обеспечения большей глубины проплавления. Сегодня выпускаются электроды различных диаметров, в основном от 2 до 6 мм. Более подробно о том, как выбрать диаметр электрода и силу сварочного тока в зависимости от толщины металла поговорим чуть ниже.
Совет: если не знаете или забыли, как выбрать силу сварочного тока можете посмотреть рекомендации производителя на упаковке с материалами. Как правило, там указываются допустимые режимы сварки.
Опыт и навыки сварщика также оказывают влияние на выбор марки. Существует ряд различных классификаций, помимо разрядов. Например, аттестация в НАКС на доступ к определенным видам сварочных работ. Чем опытнее сварщик, тем проще ему вести сварку различными типами электродов. Новичкам же рекомендуется начинать с расходников рутилового типа и после их освоения начинать практику с изделиями основного типа. Это связано с тем, что основные электроды требуют определенных навыков и сноровки, однако после освоения дают прекрасные результаты. Высокое качество шва и стойкость к образованию кристаллизационных трещин, также такие электроды обладают низким содержанием водорода.
Качество сварочных материалов непосредственно влияет на характеристики сварного соединения и на сам процесс ведения сварки. Необходимо выбирать электроды у надежных производителей, гарантирующих качество выпускаемой продукции. Также следует остерегаться подделок некоторых популярных брендов. Как правило, отличить оригинал от контрафакта можно внимательно изучив пачку. Настоящая упаковка всегда будет лучшего качества: плотнее, герметичнее, без явных нарушений целостности и следов «кривой» склейки. Можно проверить и сам электрод. Если обмазка не равномерного цвета или имеет неоднородное нанесение, с большим количеством сколов, то стоит подумать, прежде чем покупать такую пачку. В любом случае перед покупкой стоит прочитать несколько статей на эту тематику.
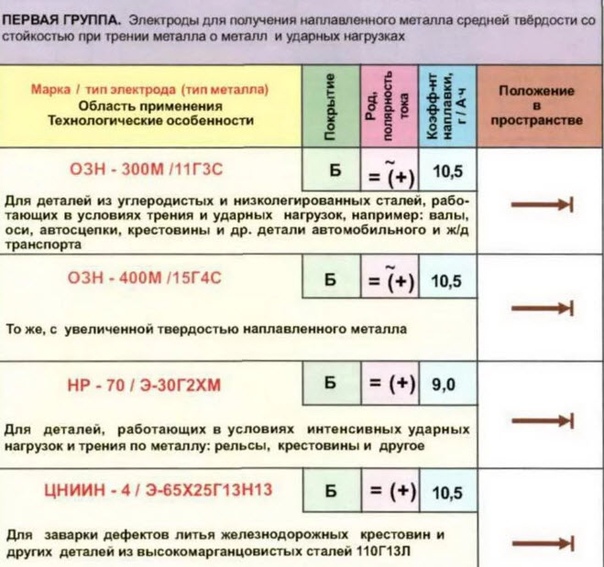
Назначение, характеристики
Электроды – наиболее важные элементы, применяемые при выполнении электродуговой сварки. Основное их предназначение – подведение тока в зону сварки. Производится огромное количество электродов, разделяемых на типы и марки, каждая из которых имеет свою узкую область применения.
При использовании электродов должны выполняться такие условия:
- стабильная дуга (или сварочное пламя), обеспечивающая создание высококачественного шва;
- равномерное плавление основания и обмазки;
- обеспечение требуемого химсостава стали в образованном шве;
- эффективность дуговой сварки при минимизации рассеивания металла;
- легкость отделения шлака;
- минимальная токсичность стержней при выполнении работ;
- сбережение химических, физических и технических параметров.
Описание и сфера применения
Как узнать срок годности противогаза? Расходник плавящегося типа представляет собой стальной стержень с защитным покрытием. Под действием высокой температуры обмазка выгорает и превращается в газ, отделяющий расплавленный металл от кислорода атмосферного воздуха.
Большинство электродов этого типа используется для изготовления:
- малонагруженных конструкций;
- тонкостенных труб и емкостей низкого давления.
Допускается проведение с их помощью наплавочного ремонта.
Сфера применения зависит от марки электродов Э42. Они выпускаются в разных исполнениях, отличаются диаметром и составом защитного покрытия.
Улучшенные УОНИ Э42А
Единственная разновидность с основной обмазкой.
Она содержит в себе фосфорные соединения и карбиды, предотвращает появление горячих трещин и придает шву следующие свойства:
- пластичность;
- ударную вязкость.
Об этих особенностях свидетельствует индекс «А» в маркировке.
Они позволяют использовать электроды типа Э42А для изготовления конструкций:
- предъявляющих высокие требования к надежности, в т. ч. испытывающих воздействие знакопеременных нагрузок;
- эксплуатируемых при низких температурах.

Электроды УОНИ Э42А содержат в себе фосфорные соединения и карбиды. Расходники выпускаются в категории УОНИ 13/45 и имеют следующие отличительные черты:
- Работают только с постоянным током обратной полярности (электрод-положительной).
- Требуют очистки соединяемых заготовок от ржавчины, пятен масла, грязи и воды.
- Не подходят для сварки в условиях повышенной влажности.
- Экономно расходуются благодаря наличию в покрытии железного порошка, компенсирующего потери металла на испарение и брызги.
Они капризны, поэтому от сварщика требуются опыт и сноровка. Используются сварочные аппараты инверторного типа, выпрямители не способны обеспечить стабильное горение дуги. Завышать ток не следует, поскольку это плохо отражается на качестве шва.


Виды покрытия и диаметры
Кроме основной обмазки, применяют:
Кислую. Она содержит оксиды железа, кремния и марганца
Такими электродами варят с осторожностью ввиду высокой вероятности образования в шве т.н. горячих микротрещин (межкристаллитных разрушений)
Рутиловую
Рутил представляет собой минерал с большим количеством диоксида титана. Покрытые им расходники формируют пластичный шов, по уровню раскисленности соответствующий полуспокойной стали. Они хорошо переносят большой ток, не допускают появления горячих микротрещин.

Кислые электроды содержат оксиды железа, кремния и марганца.
Кислые и рутиловые электроды типа Э42 выпускаются под многими марками, например ОМА-2, ВСЦ-4 и 4М, «Огонек», ОЗС-23, АНО-6, 6М, 17 и др. Они хорошо варят не только на постоянном, но и на переменном токе и подходят для начинающих.
Диаметр расходников Э42 составляет 2-12 мм. Он подбирается в соответствии с толщиной меньшей заготовки. Данный параметр определяет силу тока. Так, для приваривания уголка №5 по ГОСТ 8509-93 с толщиной полки 6 мм необходим электрод размером 4 (мм). Ампераж составляет 120-200 А.
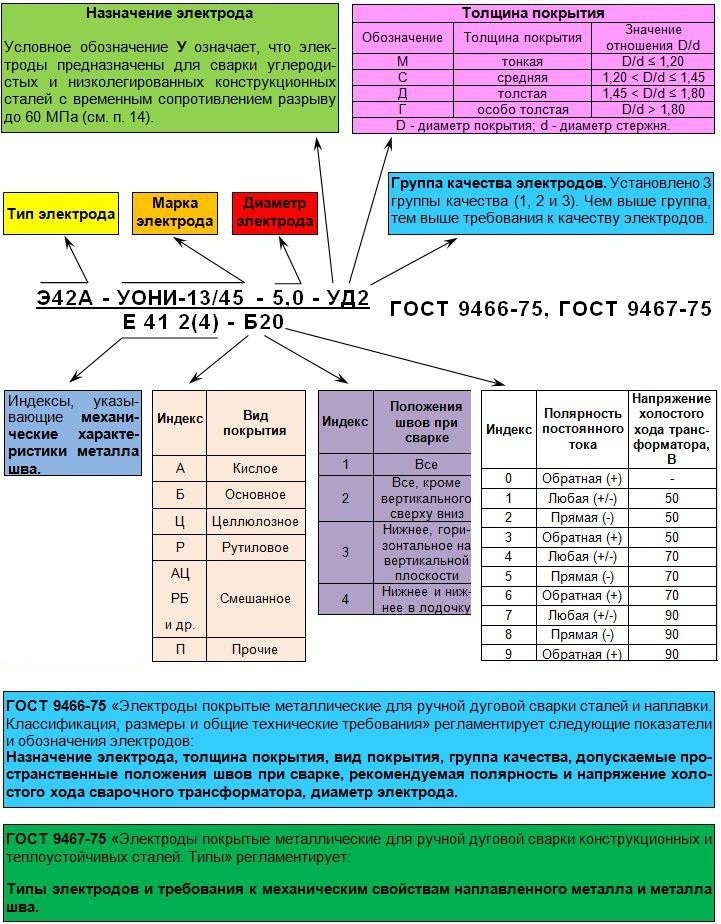
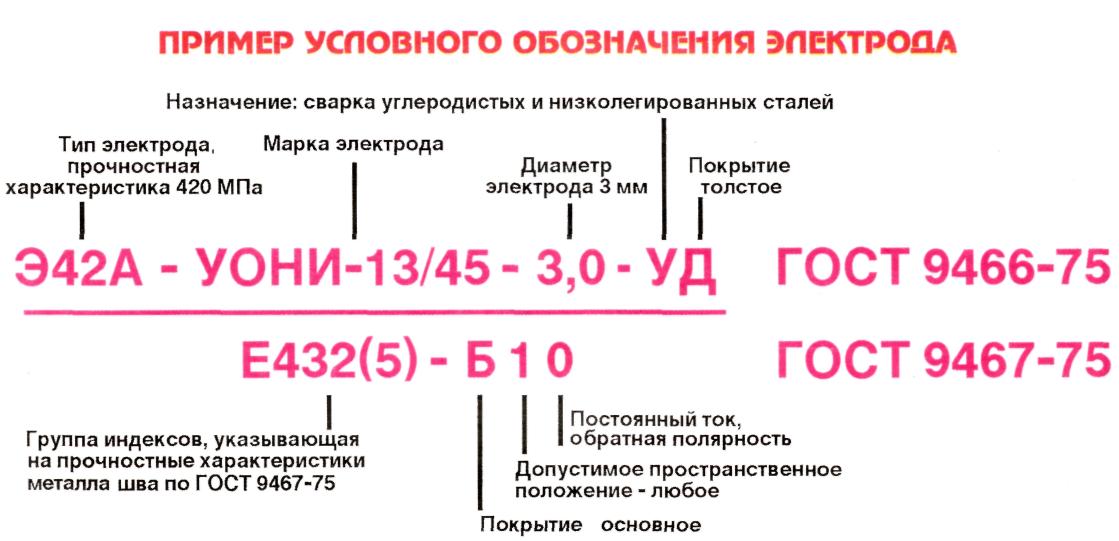
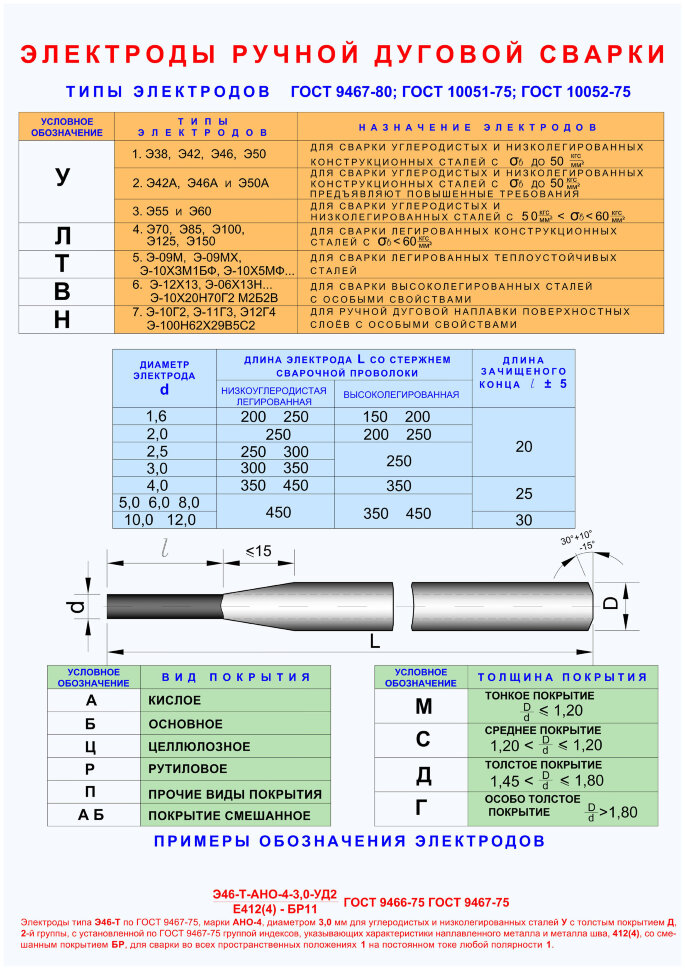
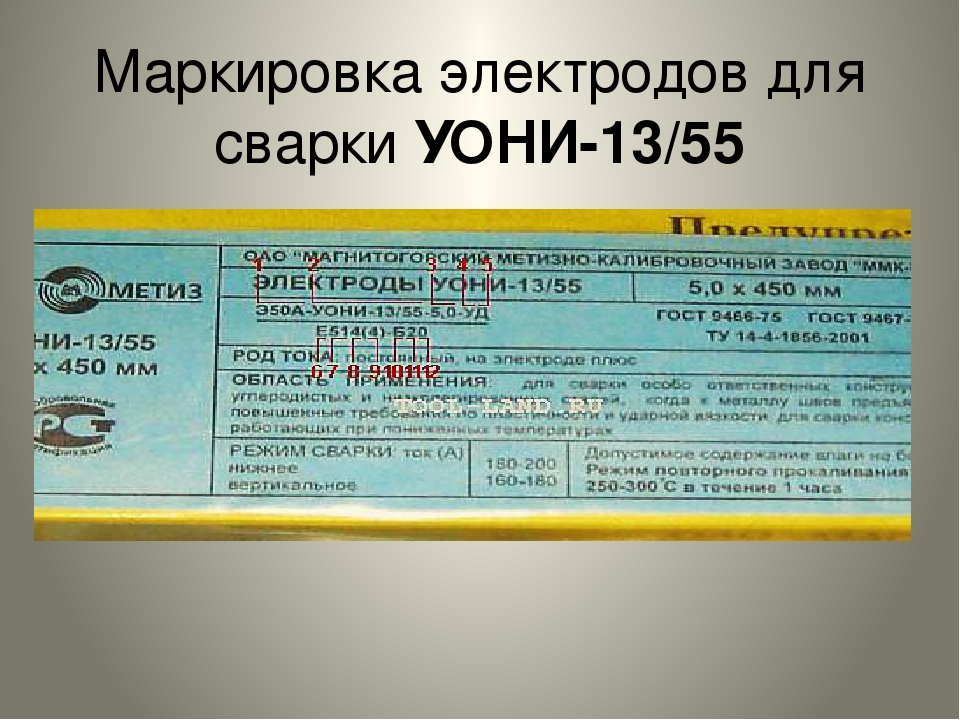
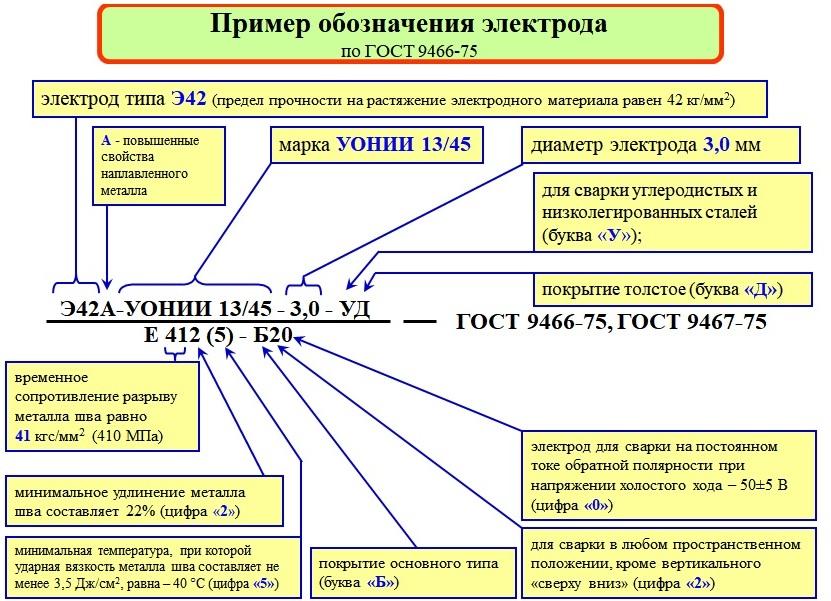
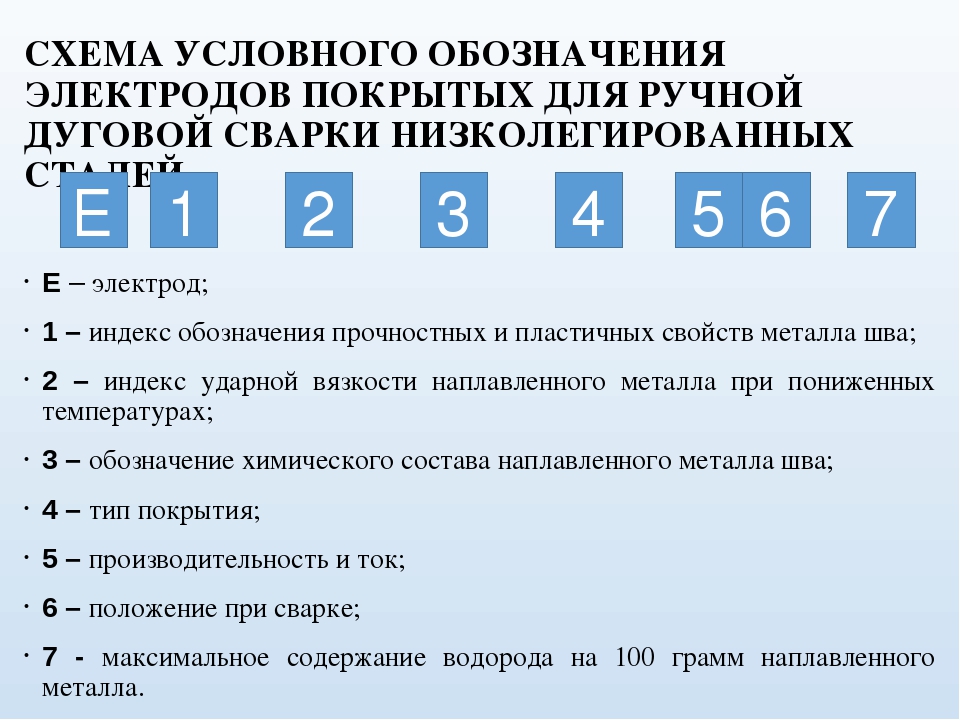
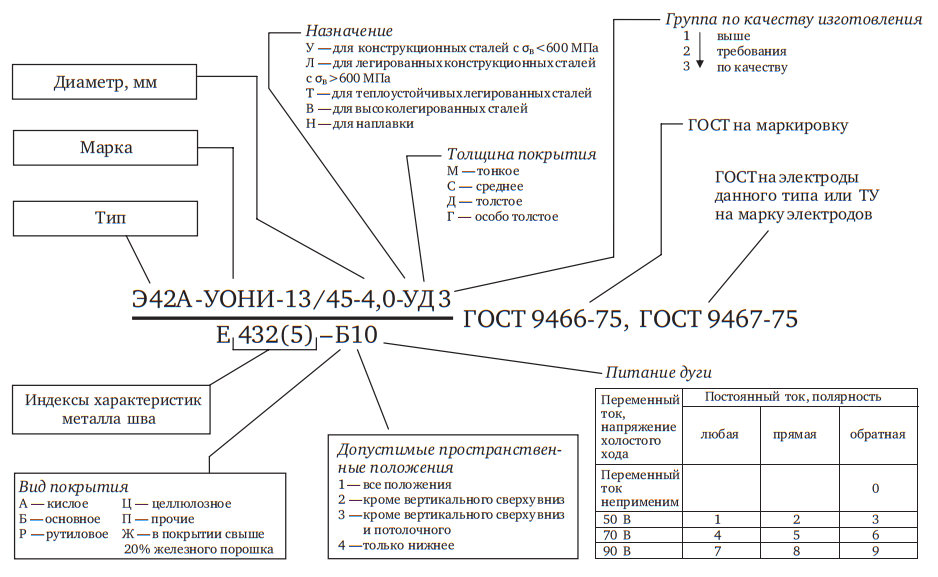
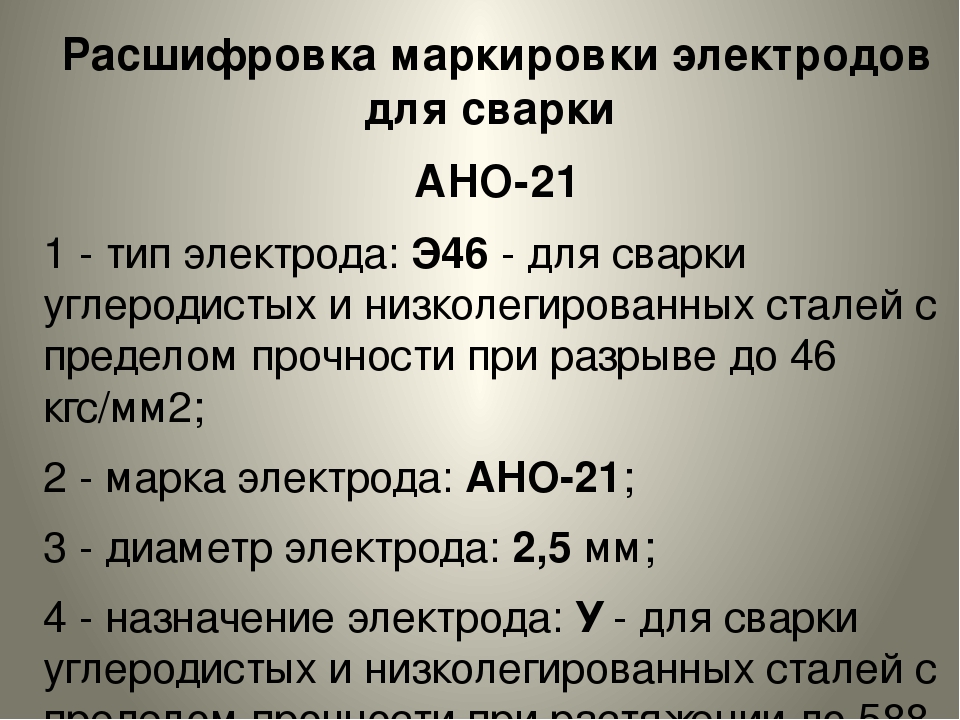
Расшифровка маркировок
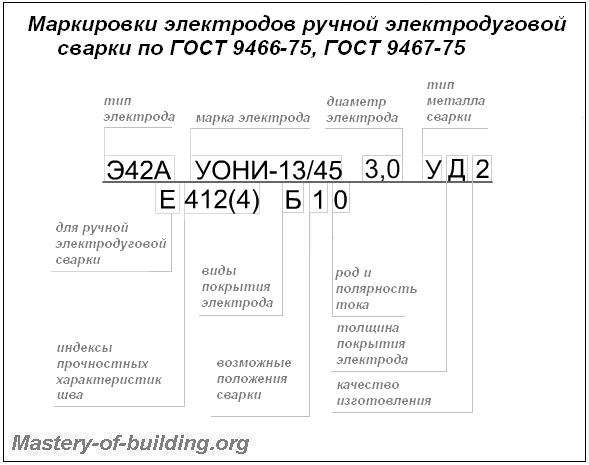
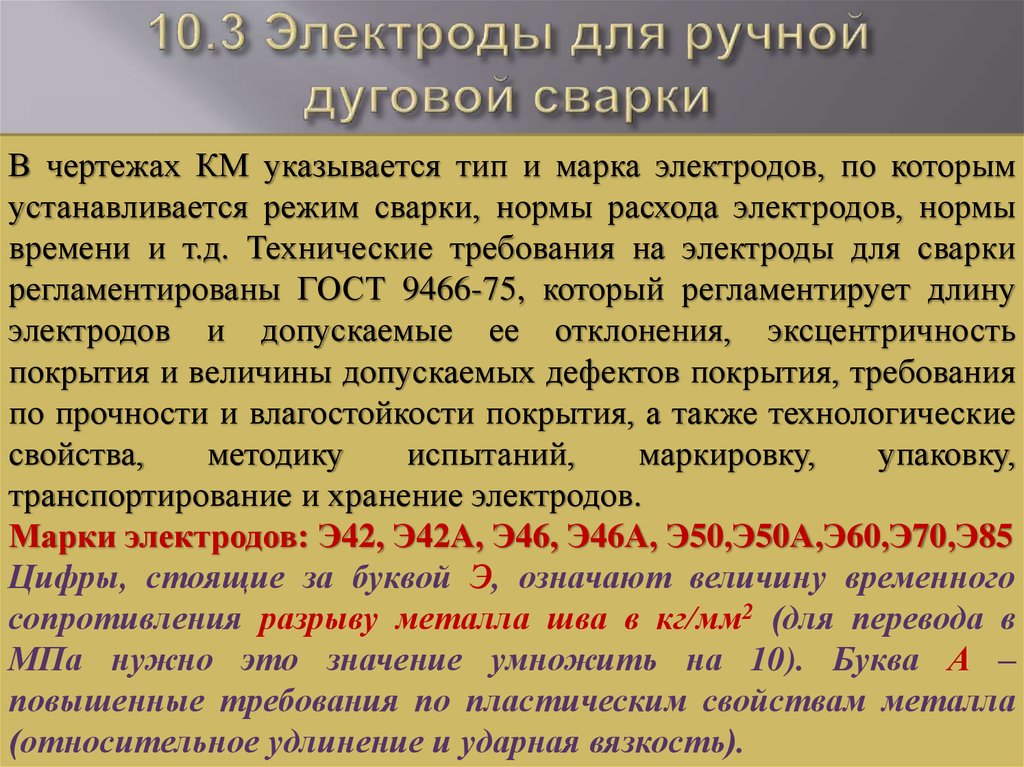
Литера «Э» означает «электрод для ручной дуговой сварки», число 42 — временное сопротивление разрыву, которое составляет 42 кгс/кв. мм.
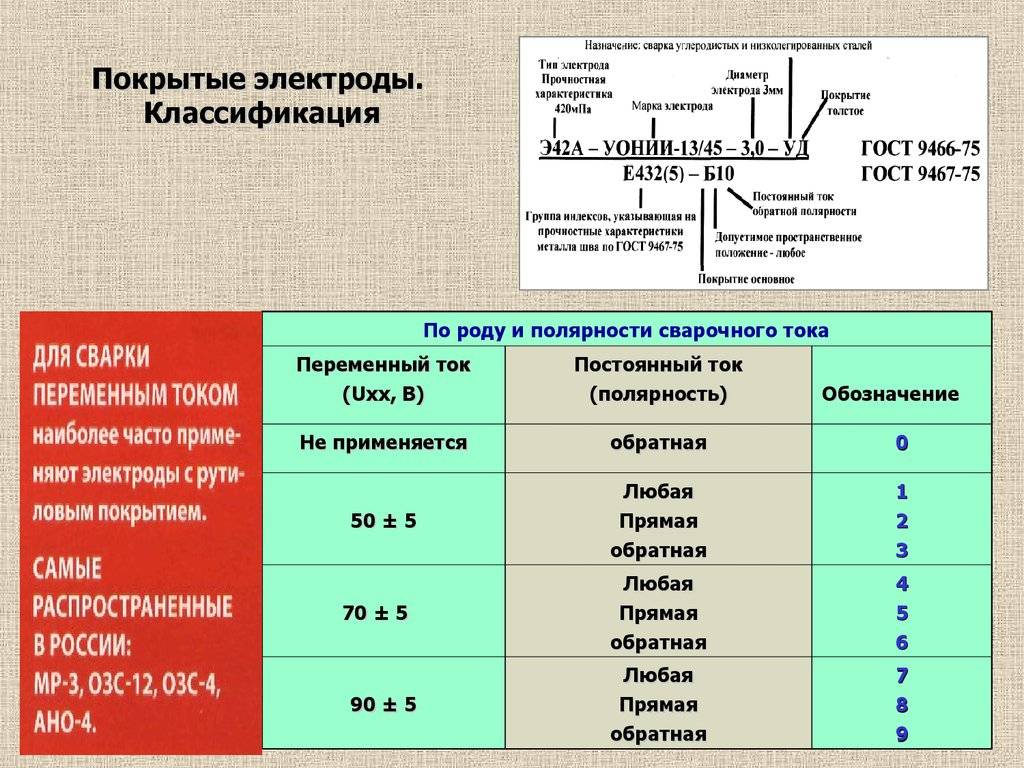
Полная маркировка электрода содержит и другие данные, например Э42А-УОНИ-13/45 СМ-4,0-УД ГОСТ 9467-60.
Расшифровка маркировок изделия:
- СМ-4,0 — выполнено из сварочной проволоки диаметром 4 мм.
- У — предназначено для сварки углеродистой стали.
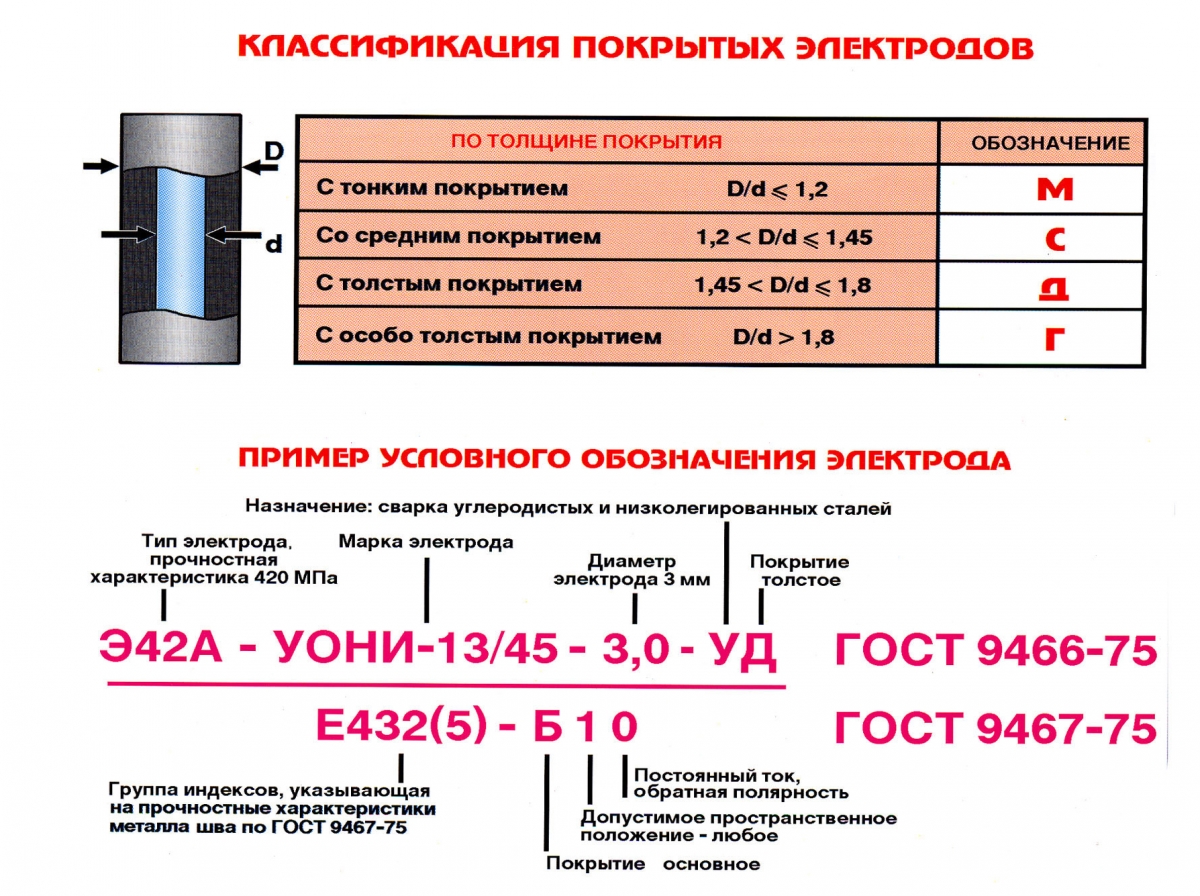
- Д — имеет толстое покрытие. Другие варианты: С — среднее, М — тонкое.
Изделие соответствует требованиям ГОСТ 9467-60.
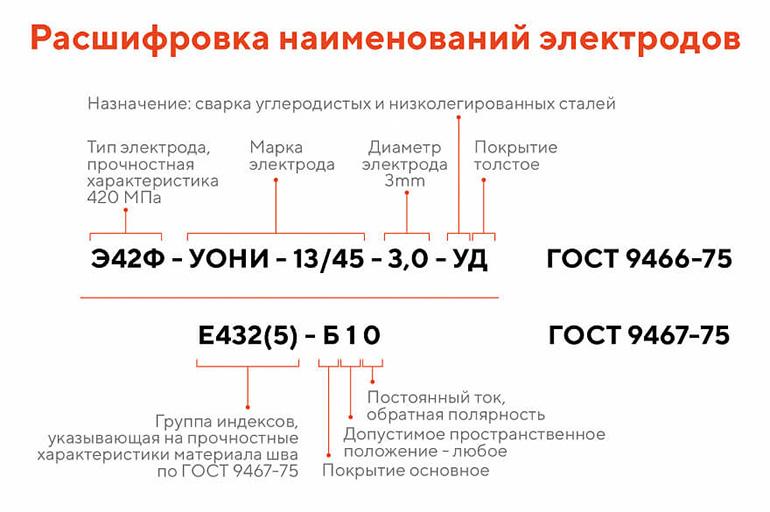
Расшифровка наименований электродов.
Как пользоваться электродами при сварке
Общий алгоритм действий при работе с электродуговым сварочным оборудованием в бытовых условиях:
- Перед началом процесса следует подготовить рабочее пространство, надеть защитную одежду. Рядом с местом сварки не должны находиться легковоспламеняющиеся материалы или жидкости, помещение должно проветриваться естественным или принудительным путем.
- Осмотреть заготовки, очистить соединяемые поверхности от ржавчины или следов нефтепродуктов. Хорошие электроды позволяют варить металлические изделия без удаления грязи, но примеси могут оказать негативное влияние на прочность и внешний облик шва.
- Установить электрод в зажим рукоятки, выставить рабочие параметры при помощи регуляторов на корпусе аппарата. Поскольку правильно выбрать ток новичку затруднительно, то следует учесть рекомендации, указанные на заводской упаковке. Параметры питания зависят от диаметра стержня, ориентации шва либо толщины соединяемых деталей.
- Уложить заготовки на стол, зафиксировать струбцинами, а затем прихватить поверхности короткими швами или точками (для крупных либо мелких элементов соответственно).
- Проверить взаимное положение деталей и приступить к сварке, обеспечивая наклон электрода и совершая движения наконечником для равномерного заполнения стыка металлом.
- После кристаллизации расплава удалить окалину или брызги, используя молоток.
Варианты положения электрода при сварке Качество выполнения работ зависит от квалификации сварщика. Например, при постоянном изменении длины дуги возможно прожигание листов металла или формирование шва с грубой чешуйчатой структурой. При выборе электродов следует учитывать требования производителя к прокалке. Применение изделий без термической обработки приводит к насыщению расплава пузырьками газов. При неправильном угле сварки стык плохо заполняется металлом, а при неравномерном перемещении наконечника возможно появление разрывов или чрезмерное заполнение стыка расплавом.