
Лазерная и плазменная резка
Одним из главных достоинств, кроме высокой производительности плазменной и лазерной резки металлов является возможность выполнения сложного фигурного реза в листовом материале.
Раскрой проката плазморезом
Плазменный раскрой металла выполняется посредством интенсивного нагревания металла вдоль реза энергией электродуги с последующим удалением расплава плазменным потоком. За счет высокой температуры режущего потока ионизированного газа (15-30 тыс. градусов Цельсия), метод обладает высокой скоростью резки. Это наиболее эффективный термический способ резки листового металла.
Перечисляя достоинства плазменного раскроя металла, кроме высокой точности реза, стоит отметить:
- Возможность раскроя заготовок сложной формы, в том числе по шаблону;
- Отсутствие термальной деформации листа;
- Высокую повторяемость для однотипных деталей, с допуском по контуру до 0,5мм;
- Экологичность и безопасность процесса;
- Возможность обработки черного и цветного проката, нержавейки с большим диапазоном толщин.
Плазменный раскрой листового металла возможен для:
- Алюминиевого проката толщиной до 120 мм;
- Меди и сплавов (бронзы) до 80 мм;
- Легированных сталей — до 50 мм.
Различия по максимально возможной толщине обработки связаны с различной теплопроводностью цветных и черных металлов. С увеличением толщины листа, экономическая целесообразность снижается в связи с большим расходом ресурсов (электротока).
К недостаткам плазменного раскроя можно отнести:
- Увеличение твердости кромок в результате термического нагрева;
- Зону побежалости, радужного изменения цвета, по краям реза.
На рынке представлено оборудование разного класса, в том числе и для ручной плазменной резки. Раскрой черного и цветного металла выполняется контактными аппаратами, электродуга возникает между электродом и обрабатываемым листом.
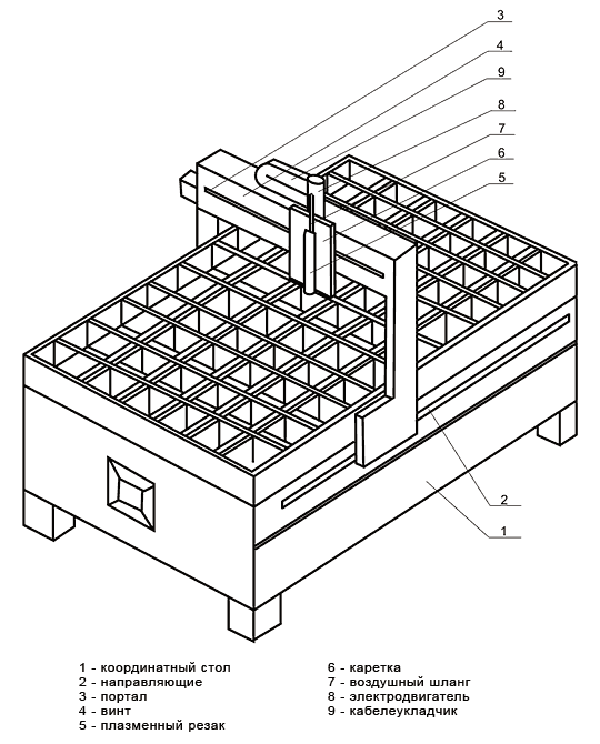
Устройство для плазменной резки состоит из:
- Плазмотрона, преобразовывающего энергию электродуги в тепловую энергию плазмы;
- Источника питания;
- Компрессора или газового баллона для обеспечения струи газа или воздушной смеси
Лазерный раскрой листового проката
Лазерный раскрой металла обеспечивается за счет сфокусированного излучения с концентрацией тепловой энергии в области резки. В результате — высокоточные тонкие резы, позволяющие раскроить лазером множество деталей с минимальными зазорами между разметкой. Процесс резки роботизирован. Лазер выполняет сложные перемещения согласно электронному чертежу, заложенному в программное управление без малейших отклонений по контуру.К преимуществам лазерного раскроя можно отнести:
- Воспроизведение замкнутых криволинейных контуров любой сложности;
- Экономия материала за счет плотного расположения деталей на листе и программного раскроя с минимальной вероятностью ошибки;
- Отсутствие механического и продолжительного термического воздействия, края деталей не деформируются, отсутствуют цвета побежалости;
- Перпендикулярность кромки, низкий коэффициент шероховатости поверхности.
Негативными параметрами являются:
- Максимально возможная толщина резки — 20мм;
- Снижение производительности при резке металла с высокими отражающими свойствами, например, полированной нержавеющей стали, уменьшающие мощность воздействия лазера.
Лазерный раскрой листовой стали широко используется при изготовлении деталей с максимальными требованиями к точности геометрической формы и повторяемости, в автомобилестроении, точном приборостроении, а также для создания эксклюзивных элементов декора, резных решеток и держателей.
Распространенные ошибки
Основные типы ошибок при раскрое металла можно разделить на расчетные и технологические. Первые появляются при неправильном формировании схемы порезки, не учитываются размеры деталей, порядок их расположения на листе. Минимизировать эти неточности можно с помощью программ по раскрою. В платных версиях возможна организация потокового производства, в расчет берутся деловые остатки после предыдущих раскроев.
Примеры технологических ошибок для различных видов резки металла:
- Плазменная резка. Неправильный режим работы приведет к формированию дефектов. Дополнительно будет сильный износ сопла, последствия – растяжение дуги, расширение реза.
- Лазерная обработка. Быстрый проход луча может стать причиной появления грата – затвердевание наплывов на кромке. Обязательна настройка направляющей рамы, ее износ влияет на точность реза.
- Механический раскрой. Частая причина искривления края – затупившаяся кромка диска, гильотины или полотна. Также для механической обработки важна фиксация листа.
Для оптимизации процесса и получения качественных заготовок можно использовать несколько технологий раскроя. Это актуально для изготовления сложных по форме изделий или для организации постоянного потокового производства. Главное преимущество такого подхода – уменьшение отходов, что положительно сказывается на себестоимости продукции.
Плазменная резка металла как бизнес
Плазменная резка в течение последних нескольких лет стала активно использоваться как на крупном производстве, так и в небольших частных мастерских. Плазменный резак обеспечивает точную и качественную резку, которая выполняется относительно быстро и при низких затратах. Благодаря этим качествам плазморез с ЧПУ может стать хорошим вложением для развития собственного бизнеса.
Плазменная резка и ее преимущества
Плазменная резка – процесс резки электропроводящих материалов с использованием плазменной электрической дуги при температуре до +30 000 °C.
Первое преимущество использования плазменного резака – нет необходимости подготавливать устройство к началу работы, например, нагревать горелку или материал, который необходимо разрезать. Плазменный резак сразу готов к использованию и обеспечивает высокую эффективность, достигая очень высоких скоростей обработки материала. Например, производительность плазменного резака с ЧПУ в сравнении с кислородно-газовым методом выше почти в семь раз, что кардинально влияет на эффективность работы.
Резак может использоваться для резки различных материалов и особенно металлов различной толщины. Стандартный диапазон толщины составляет от 0,5 мм до 160 мм. Плазменный резак характеризуется, прежде всего, высокой точностью резки и способностью обработки материала вертикально и под углом. Резак минимально влияет на структуру разрезаемого материала, что обусловлено чрезвычайно узкой зоной резания и низким нагревом. Устройство очень быстро пробивает материал, гарантируя небольшой разрыв и минимальную потерю материала, а края и поверхность остаются гладкими и без лишних дефектов.
Что можно вырезать плазморезом для дома
Развитие технологии плазменной резки и специализированного оборудования позволило расширить область применения плазменной резки. Первоначально технология использовалась главным образом для резки таких материалов как черная и нержавеющая сталь, алюминий, но со временем стала применяться и для более твердых металлов – легированной стали и титана. Используя плазморез в собственном небольшом бизнесе, можно изготавливать:
- Элементы декоративных или нагруженных металлоконструкций (например: врата, заборы, балконы).
Мангалы и камины.
Металлическая мебель, фурнитура и элементы интерьера для современных видов дизайнов оформления дома или офиса.
Межэтажные лестницы для дома.
Вывески и наружная реклама.
Запчасти к навесному оборудованию для промышленной и сельскохозяйственной техники, а также детали для с/х машин и промышленного оборудования.
Технология плазменной резки под управлением ЧПУ на компьютере имеет широкий спектр применения и дает возможность изготавливать самые разные изделия, в частности высокоточную продукцию.
Плазморезный станок с ЧПУ для домашнего бизнеса
Покупка плазменного резака для молодой компании станет хорошим вложением с высокой перспективой прибыли. Стоимость плазморезных станков с ЧПУ начинается от 600$. Но их технические характеристики весьма скромные. Например, максимальная толщина обрабатываемого металлического листа. Поэтому возьмем в расчеты бизнес-плана среднюю стоимость комплекта производственного оборудования около 2000$ без учета расходов на расходные материалы. Приблизительный расчет:



- начальные вложения (плазморез + ежемесячные расходы) – 3000 USD;
- ежемесячный доход – 1000-1300 USD;
- срок окупаемости – 5-7 месяцев.
Этот расчет приведен для станка в стандартной комплектации с его эксплуатацией в рамках восьмичасового рабочего дня. Усредненный расчет по пунктам без учета стоимости самого оборудования:
- зарплата оператора плазмореза с ЧПУ – 15 USD в день;
- аренда помещения под оборудование (минимум 40 кв. м.) – 140 USD в месяц;
- затраты на электроэнергию: источник плазмы (9 кВт/час), компрессор (3 кВт/час), станок (4 кВт/час) и прочее (5 кВт/час) – 21 кВт/час * 0,7 (КПД) * 0,06 USD/кВт * 8 ч = 7 USD в день.
- расходные материалы (сопла, электроды и пр.) – 40 USD в месяц.
Задачи раскроя металла
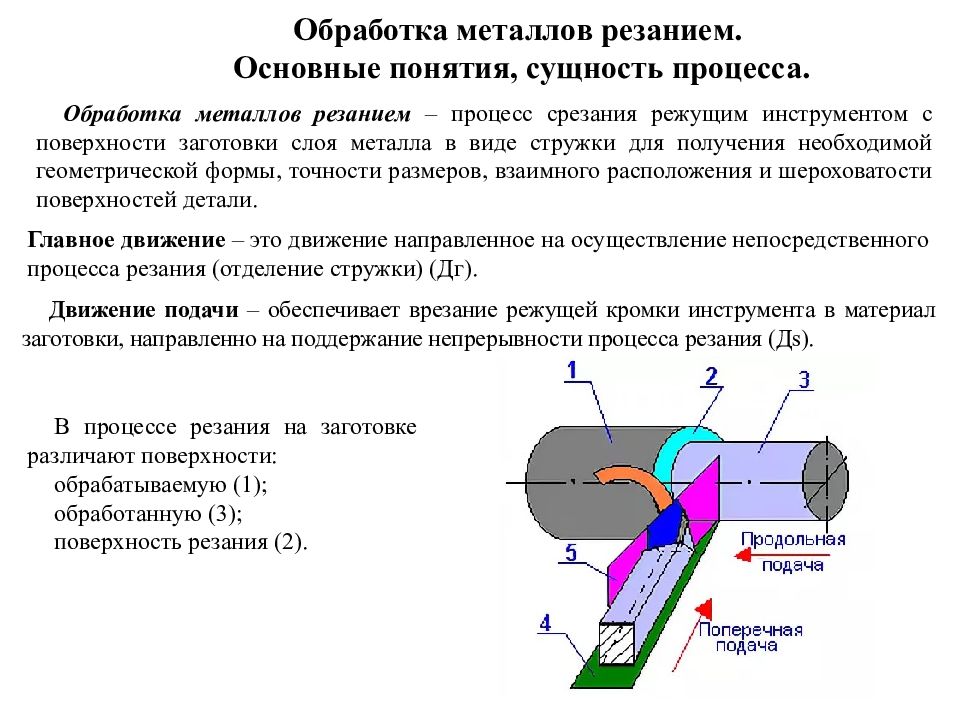
Основные функции процесса – получение качественных заготовок при минимальных объемах отходов. Основание размечают на контуры требуемых изделий (заготовок). Затем с помощью инструмента (оборудования) происходит резка. Правильный раскрой листового металла начинается с формирования технических требований к процессу.
Что нужно учитывать:
- Качество кромок – ровность реза, минимальное количество дефектов, отсутствие поверхностного или внутреннего натяжения.
- Скорость выполнения. Зависит от выбранной технологии резки – механическая, лазерная или плазменная.
- Расчет отходов. Учитывают технологические потери (стружка, оплавление и испарение материала) и раскроя (металл, расположенный между контурами заготовок).
- Составление карты раскроя. Влияет на объем отходов, и скорость обработки.
К конечным изделиям (заготовкам) могут предъявляться дополнительные требования. Они описаны в нормативных документах и являются частью технологического процесса. В частности – допустимые отклонения в размерах.
Важно: точный раскрой листа металла влияет на конечную себестоимость продукции. Последняя складывается из затрат на порезку, отходов и трудоемкости процесса
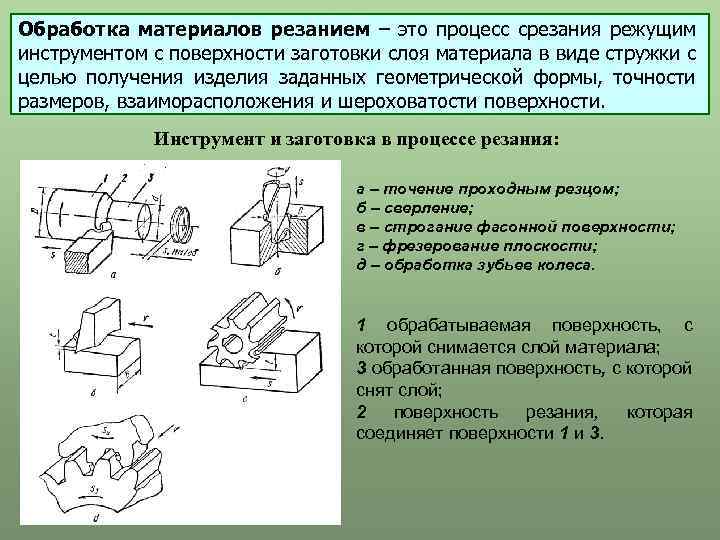
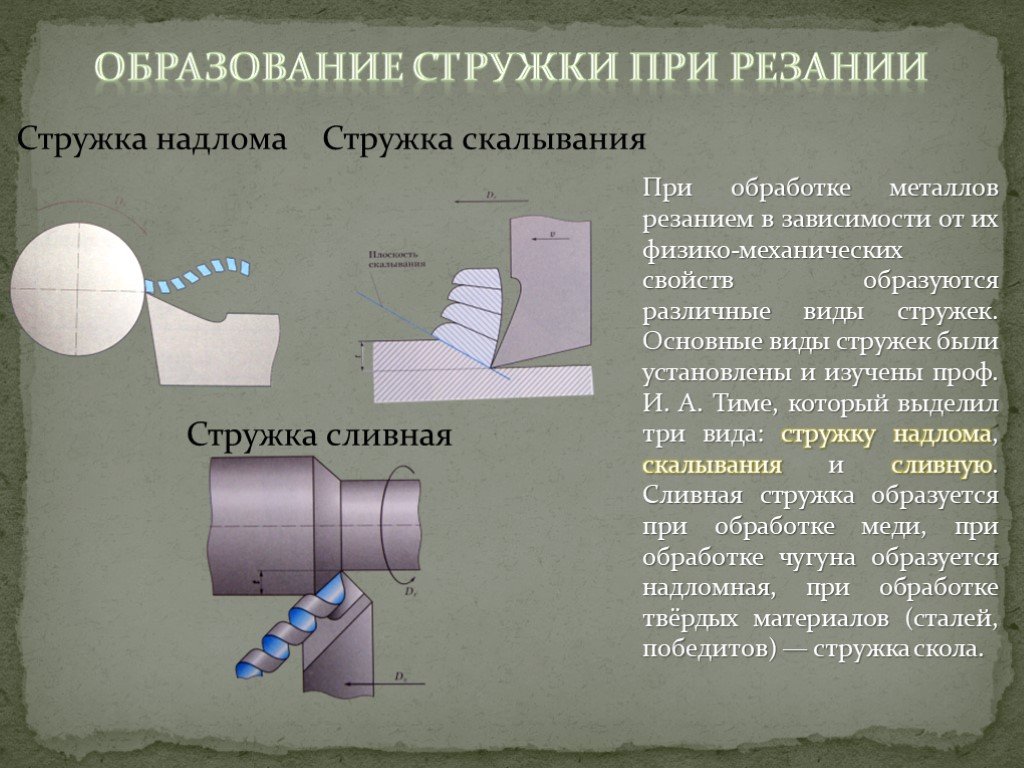
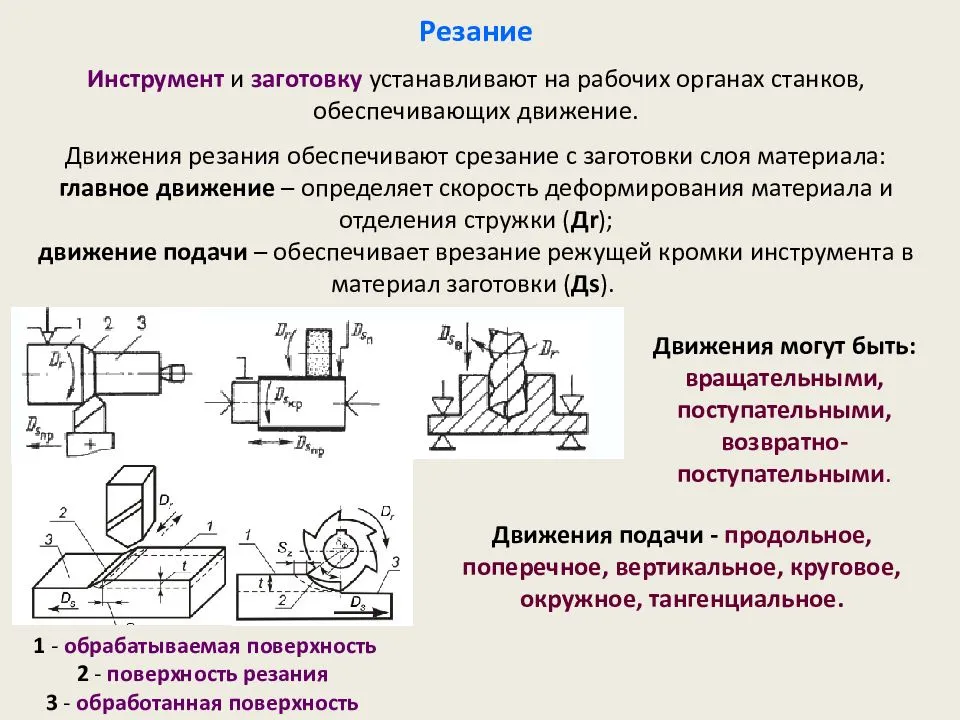
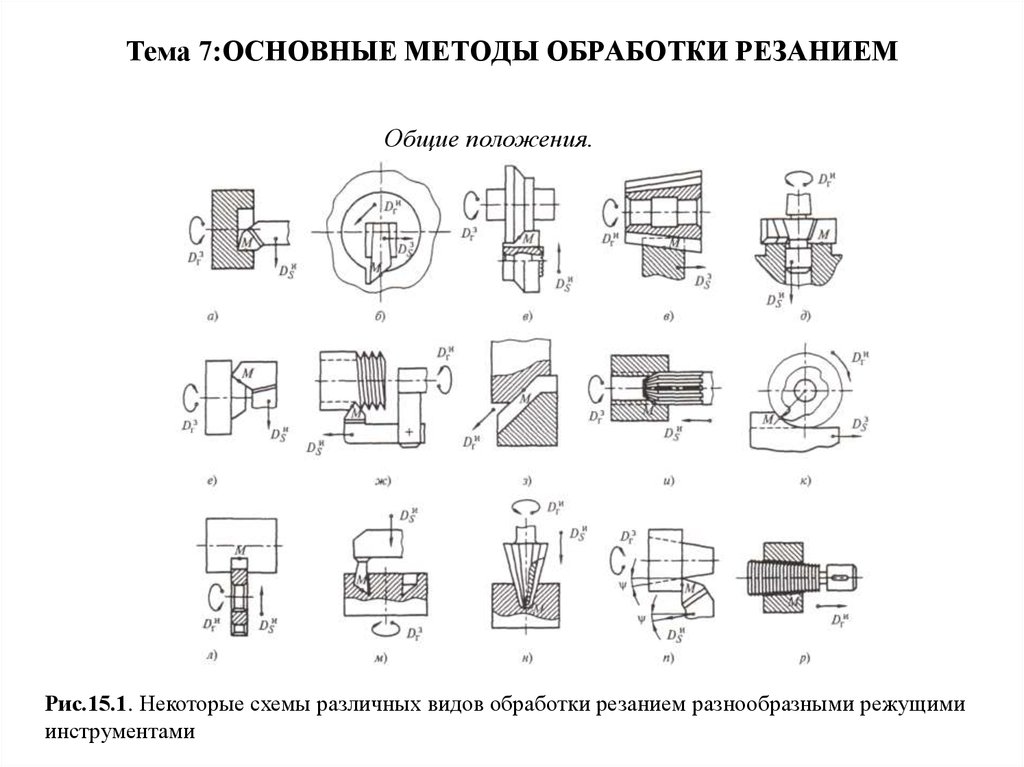
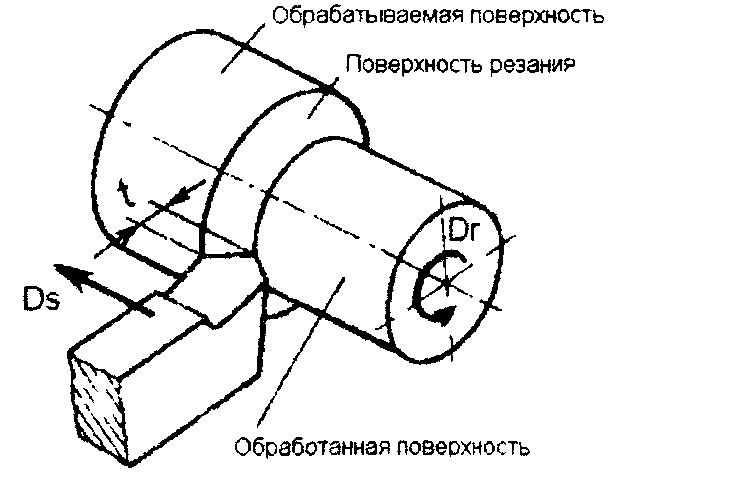
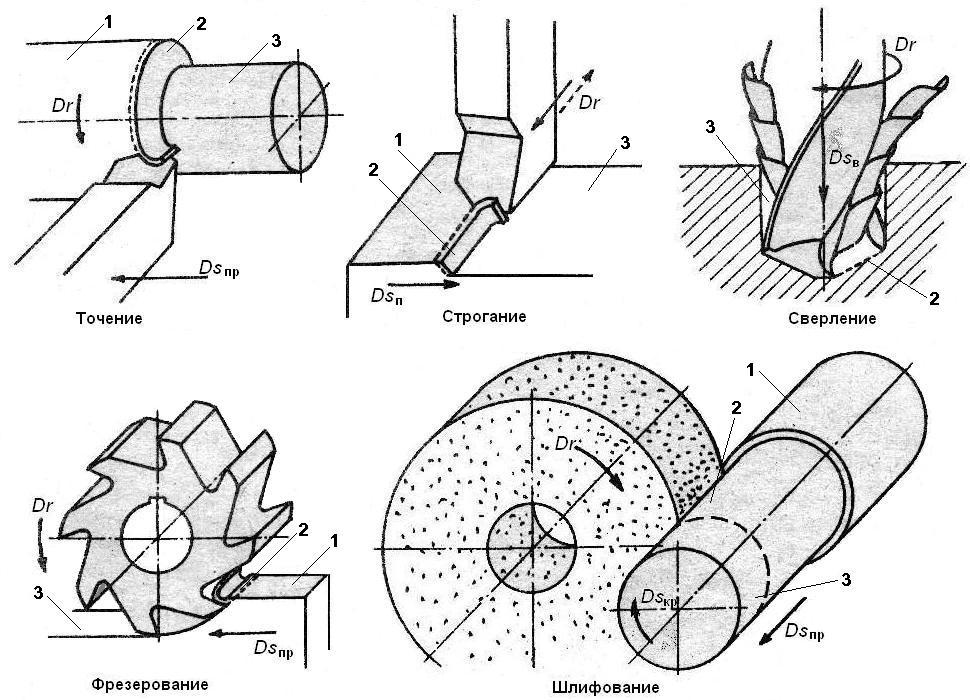
Как происходит процесс
Суть операции заключается в снятии верхнего слоя с заготовки посредством режущего инструмента. Глубина среза определяется целью. Основная задача — придание стали нужной формы.
Нет универсального прибора, который может справиться с любым изделием, поскольку каждое имеет различные линии, размеры. Вместе с разнообразием деталей производят и большое количество станков.
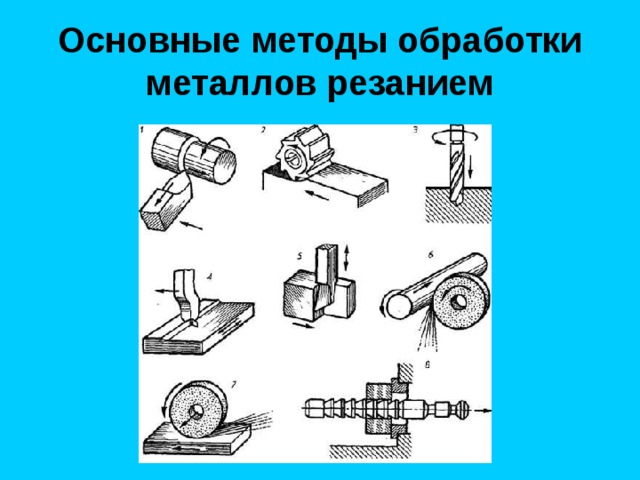
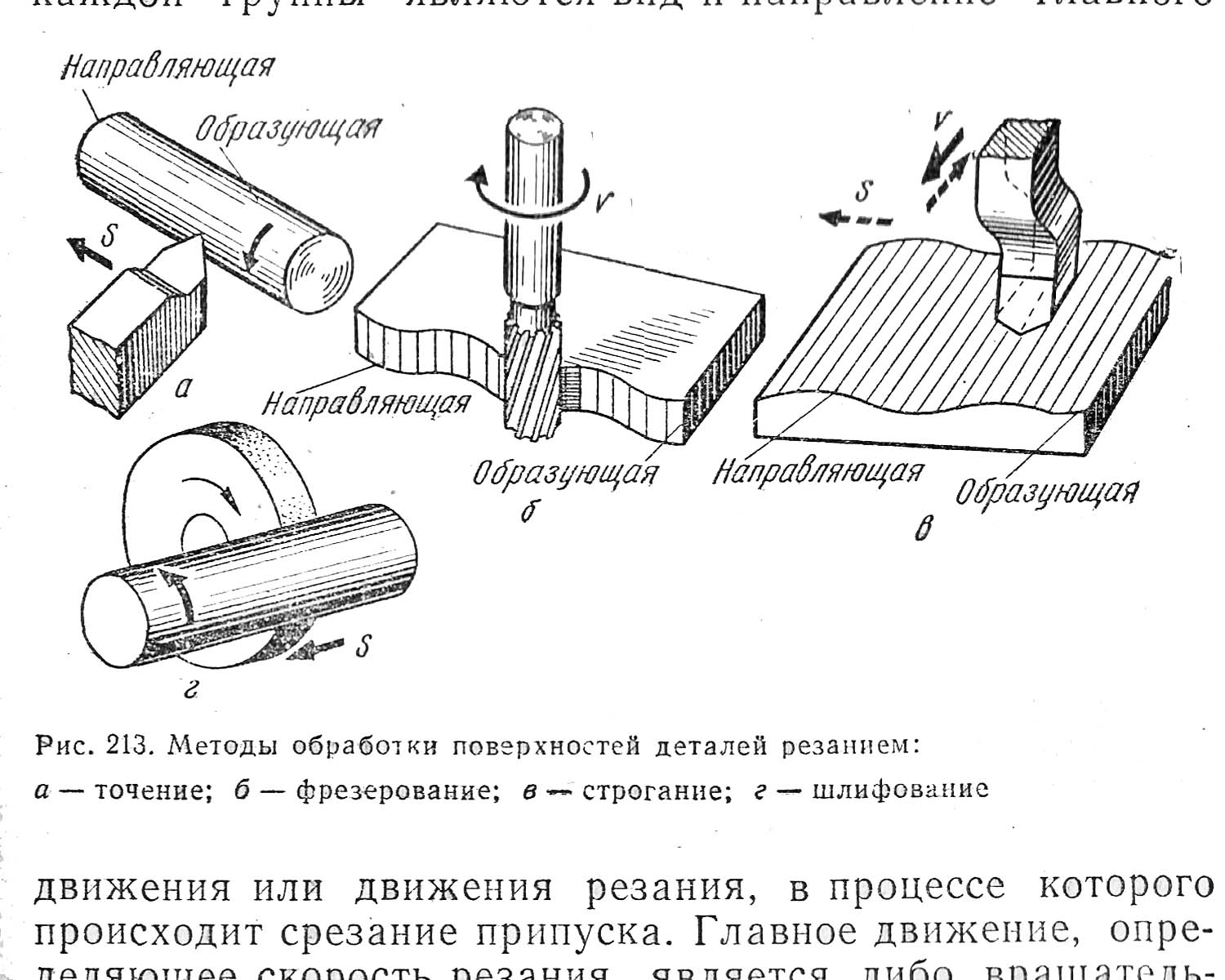
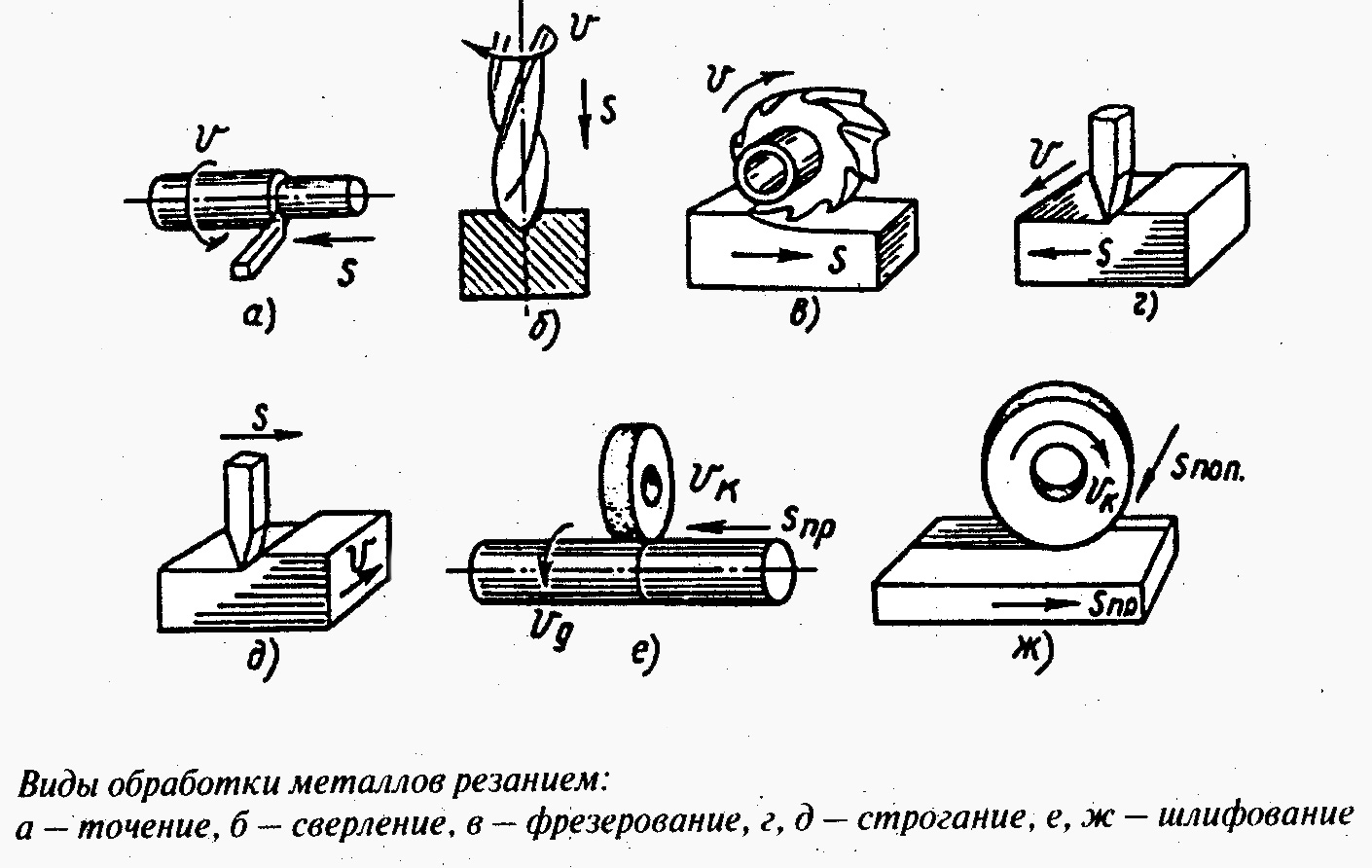
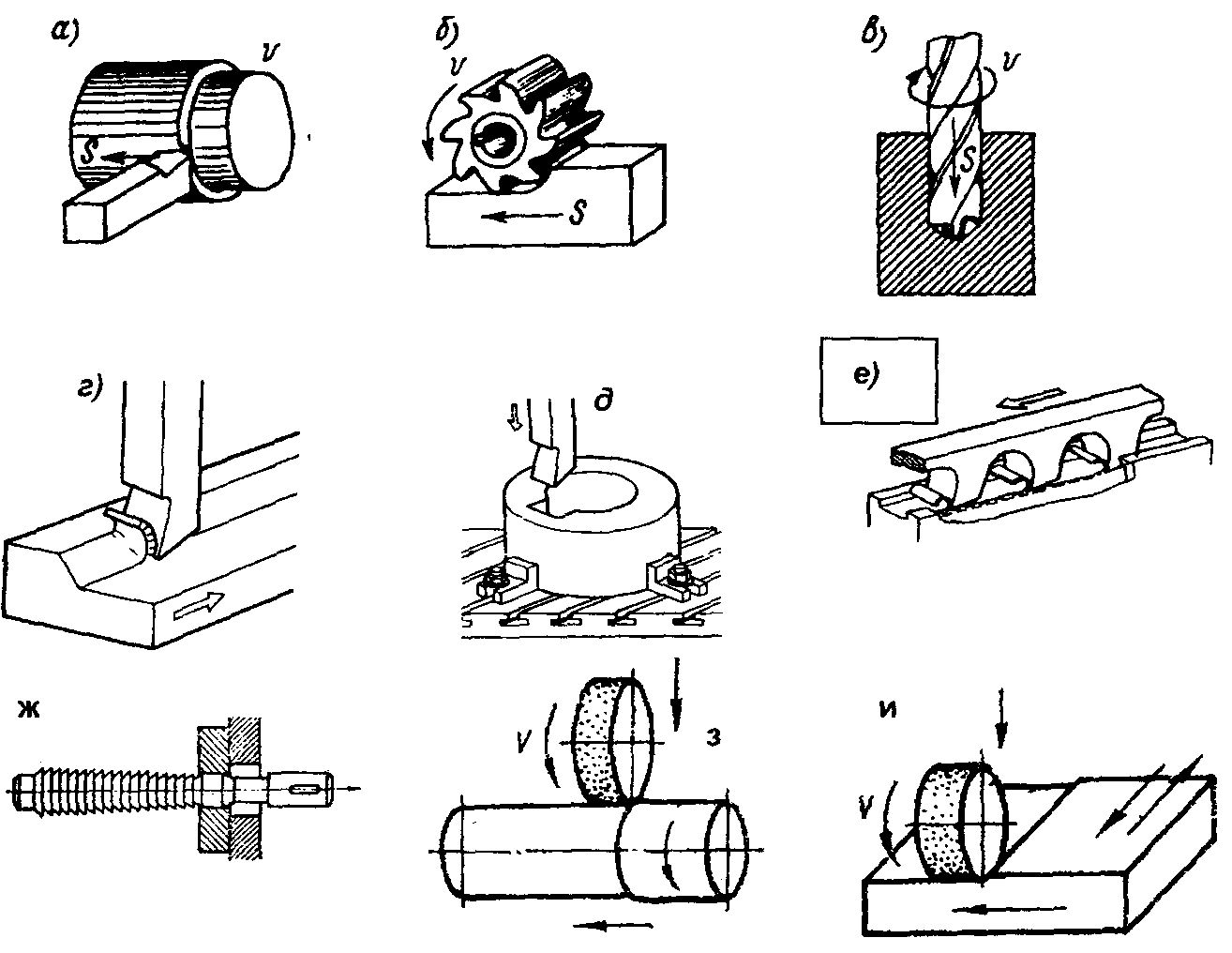
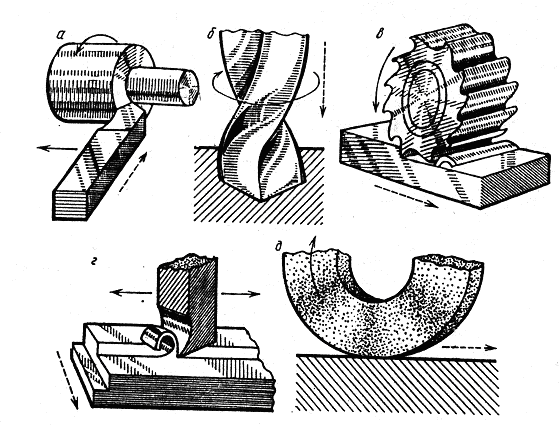
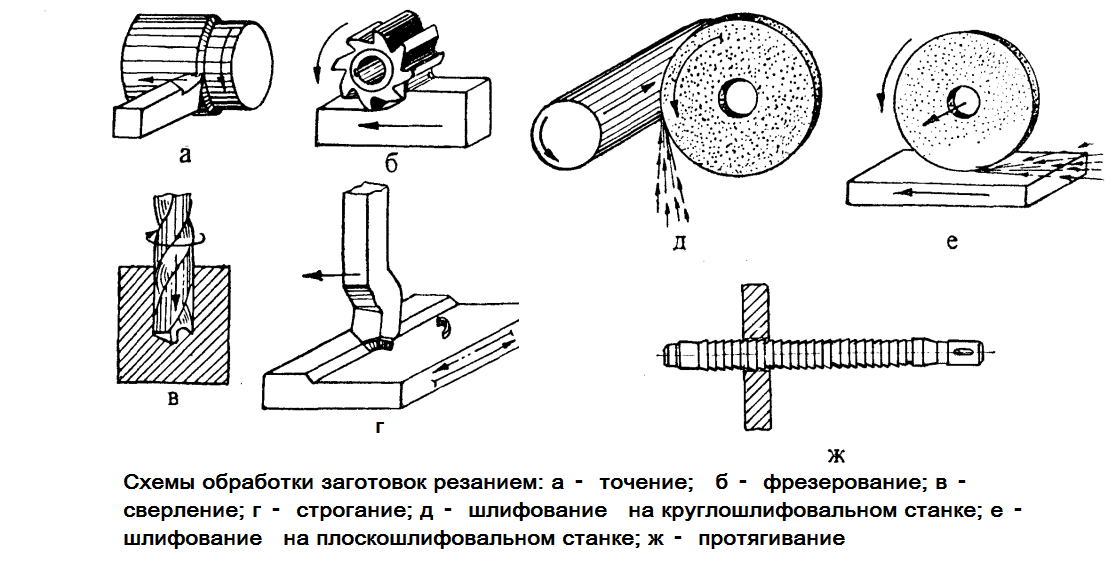
Также есть много технологий, которые производят обработку материалов резанием, к ним относят:
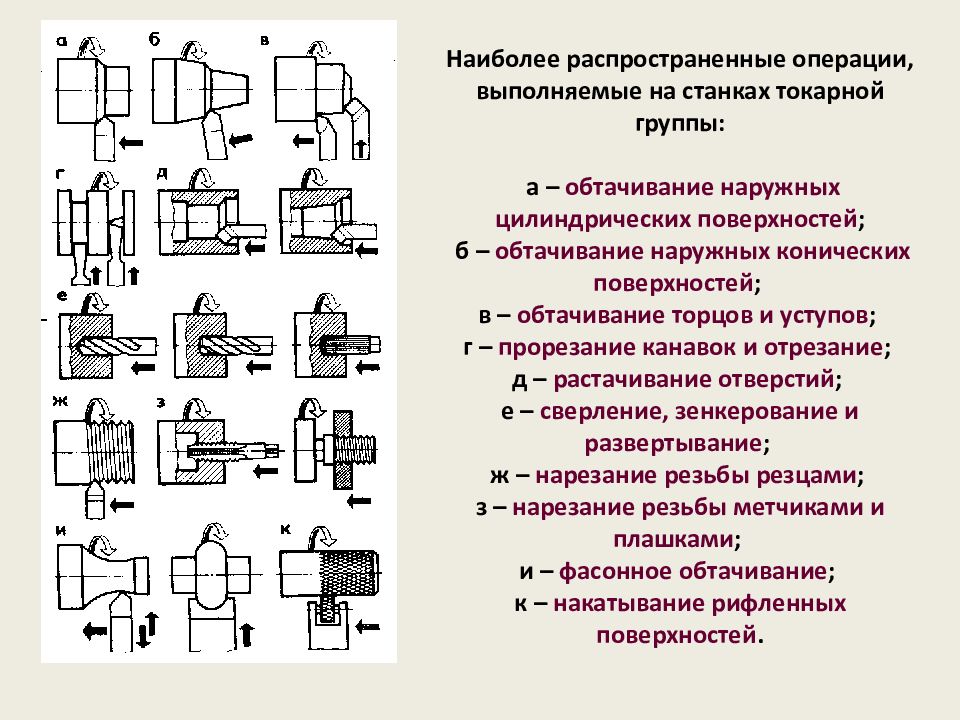
- точение — для цилиндрических стальных элементов;
- сверление — для образования сквозных и глухих отверстий;
- фрезерование — для работы с плоскими и фасонными поверхностями;
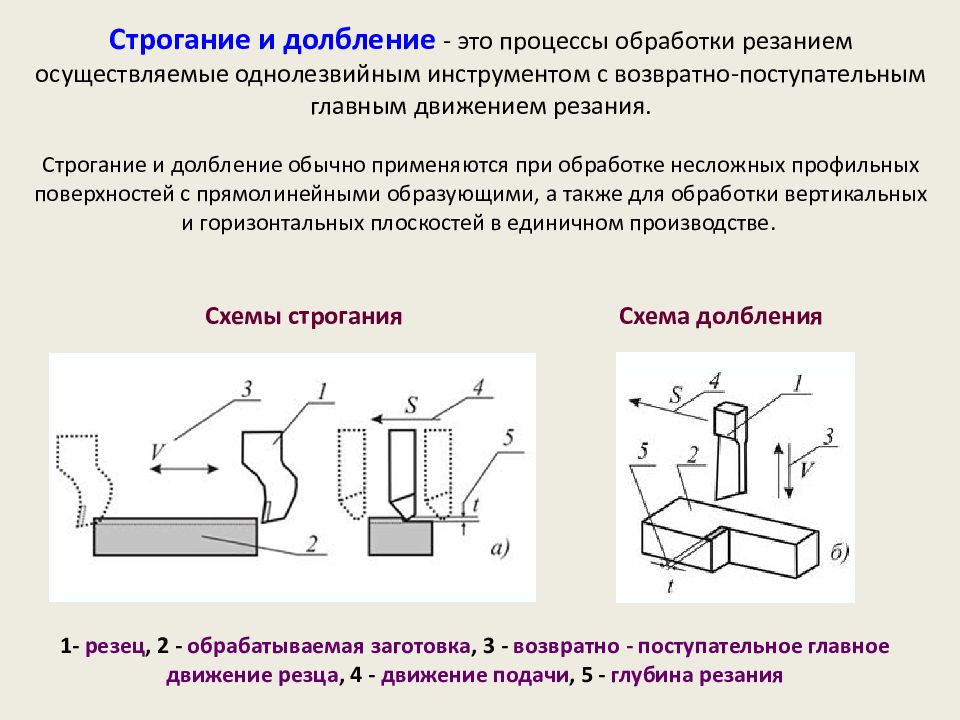
- строгание — для снятия верхнего слоя;
- долбление — для формирования пазов и канавок, зубьев;
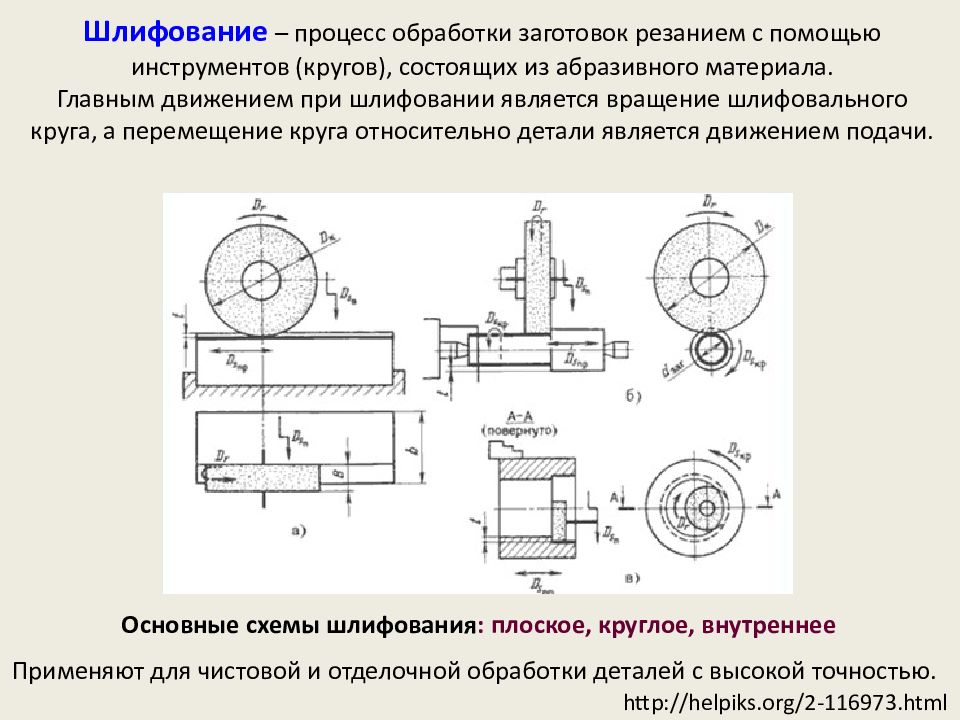
- шлифование — для достижения нужной степени шероховатости.
Это неполный перечень, но наиболее популярные установки. Следует отметить, что оборудование имеет разную степень универсальности и автоматизации.
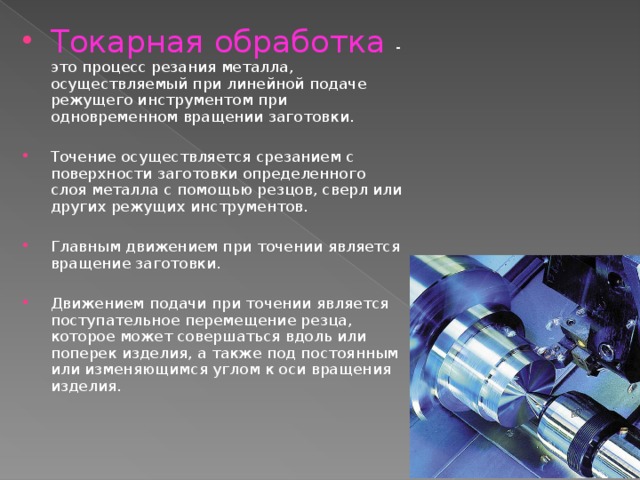
Повышение стойкости токарного станка
При контакте одного металла с другим естественным образом происходит быстрое стачивание инструмента, а основное условие работы — это поддержание высокой степени заточки режущей кромки.
В ходе решения данной проблемы инженеры рассматривали, какой материал лучше и дольше будет эксплуатироваться во время точения. Изначально применялась классическая инструментальная сталь с высоким количеством углерода. Она очень прочная, но все же не удовлетворяла высоким потребностям разработчиков.
Затем химический состав сплава изменили. добавив вольфрам. Элемент привел к повышенной твердости, а вместе с тем стало возможным проводить процедуру металлообработки быстрее, поэтому такое оборудование назвали быстрорежущим. Но и данная скорость не удовлетворяла инженеров.
Теперь используют совершенные сплавы с максимальной стойкостью к повышенным температурам. Они выдерживают температурный нагрев до 100 градусов, поэтому не деформируются в процессе работы. Как мы знаем, чем выше скорость. тем сильнее нагрев, поэтому данные материалы помогли решить вопрос о скоростном режиме.
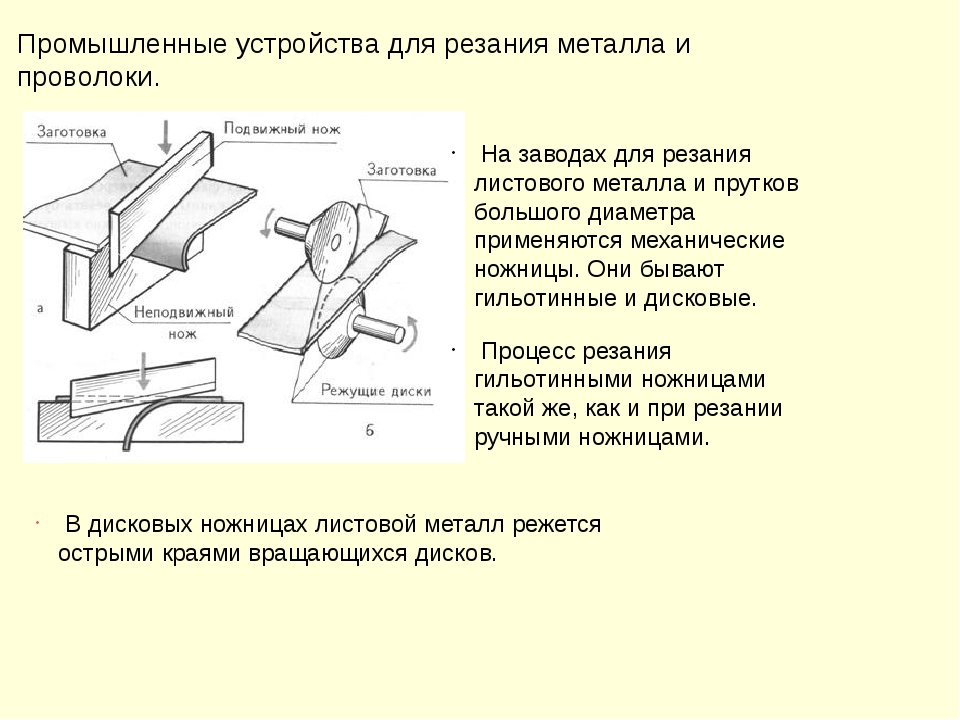
Механические варианты резки металла
При влиянии чистой механики используется самый широкий круг инструментов: диски, пилы, прессы, механические резаки. Такие способы воздействия на металл работают не только на промышленном уровне, но и в небольших гаражах на самом бытовом производстве.
Отрезные станки с заменяемыми дисковыми частями (болгарки) используется как стационарное оборудование, так и в качестве мобильного. Резать таким инструментом можно трубы,, разные конструкции, профиля и листы разных сплавов. При этом инструмент отличается высокой точностью выполнения работ, а также скоростью.
Рубка металла — в таком случае есть горизонтальный ножик. Он прижимается к листу металла и разрушает его в зоне контакта. Усиливает работу пресса гидравлика, пневматика или эксцентриковый механизм.
Также резка и рубка профлиста прекрасно выполняется на гильотинах сабельного типа. Рубка на гильотине предполагает ограничения по некоторым конструкциям со сложной структурой.
Ленточнопильный станок считается наиболее универсальным вариантом для резки любых изделий из металла. При таком варианте резки снижаются потери тепла, а сам процесс происходит под любым удобным углом. Минус станка в том, что резка доступна только для определенных размеров металла и деталей.

Способы резки
Существует несколько способов разделения материала. Технология зависит от оборудования, применяемого в процессе работы. Выделяют следующие виды резки металла:
- ручную;
- гидроабразивную;
- термическую.
Ручная резка металла
Ручное резание металла не является высокоэффективным и в промышленных масштабах не используется. При ручной резке используются следующие инструменты:
- ножницы;
- ножовка;
- лобзик;
- болгарка.
Гидроабразивная резка металла
Гидроабразивный способ резки основан на воздействии струи воды, смешанной с абразивными частицами, на обрабатываемую заготовку. Давление подаваемой жидкости составляет 5000 атм. К преимуществу такой резки металла относится возможность получения разнообразных линий. Обработке подвергаются сплавы определенной марки с небольшой толщиной листа.
Термическая резка металла
Резание металлов горячим способом основано на отсутствии контакта между инструментом и заготовкой. Горячая струя расплавляет и разделяет материал в нужном месте.
К видам термической резки относятся:
- газокислородная;
- лазерная;
- плазменная.
Газокислородная резка
Газокислородная резка состоит из 2 этапов:
- В место реза направляется струя пламени, которая выходит из резака. В качестве горючего материала используется ацетилен.
- После разогрева идет подача кислорода, который прорезает размягченную металлическую поверхность. Параллельно удаляются окислы.
В процессе работы расстояние от нижней точки резака до поверхности изделия должно оставаться постоянным. От этого зависит качество реза.
Для этой цели используются лазерные резаки. Процесс основан на подаче лазерного луча в точку поверхности. Происходит фокусирование тепловой энергии. Ведется прогрев участка, расплавление материала и последующее его испарение. При перемещении луч разрезает поверхность.
К недостаткам способа относится возможность работы с изделиями низкой теплопроводности и небольшой толщины.

Лазерная резка металла
Плазменная
В качестве оборудования для плазменной резки используется плазматрон. Через имеющееся в нем сопло под высоким давлением выходит кислород. Его температура составляет до 20 тыс. градусов. Ширина пучка 3 мм. Происходит нагрев участка поверхности, его частичное выгорание и выдувание расплава.
К преимуществу метода относится высокая скорость реза и возможность работать с заготовками до 150 мм толщины.
Механическая резка металла
Механическая резка металла осуществляется с помощью воздействия специальной стали с высокой степенью закалки. За счет большой твердости инструмент разрезает изделие.
При резке используются такие виды оборудования:
- ленточная пила;
- гильотина;
- дисковый станок.
Резка ленточной пилой
Ленточная пила представляет собой полотно, которое закрепляется в специальном оборудовании. Материал инструмента такой же, как и у ручного изделия. На одной стороне расположены зубцы. В процессе работы двигателя станка идет вращение шкивов, благодаря которому происходит непрерывное движение ленты.


В процессе работы наблюдается небольшой отход, потому что ширина полотна составляет 1,5 мм. Возможна резка как листового металла, так и круглых заготовок.
Ударная резка металла на гильотине
Гильотинная резка металла используется для подготовки заготовок из листовой стали при штамповочных операциях. Разрезаемое полотно располагается на горизонтальной поверхности, подается до упора и разрезается гильотинными ножницами по всей ширине одним ударом.
Резка на дисковом станке
В качестве рабочего инструмента используется диск. По его наружной поверхности располагаются зубья. Сверху стоит защитный кожух. В качестве привода используется электродвигатель, который приводит во вращение диск. Получается срез высокого качества.
По такому же принципу устроены труборезы, которыми разрезаются трубы. В процессе работы идет постоянный поворот заготовки на 360 градусов. Есть возможность делать срезы под разными углами.
Чем и как изготовить отверстие в листе металла?
Все зависит от размера отверстия. Если диаметр небольшой, подойдет дрель. Если необходимы отверстия большого размера, применяются специальные коронки на дрель
Обратите внимание, на материал из которого изготовлена конка. Для обработки профлиста стоит использовать насадки с твердосплавным покрытием
Обработка должна проводиться без повышения температуры.
Для изготовления отверстия большого диаметра используется электролобзик. С этим инструментом не составит особого труда вырезать круг большого диаметра. Во время работы применяйте пилу с мелкими зубьями
Плюсы и минусы резки металла лазером

Раскрой металла лазером имеет массу положительных характеристик:
- Можно раскроить лист стали небольшой толщины – от 0.2 до 1 мм, да и более массивные листы, до 20 мм., а то и толщине до 50 мм.
- При процедуре резке лазером луч не контактирует механически с материалом и это позволит качественно обработать хрупкие и легко деформируемые поверхности.
- Для раскроя изделия – достаточно сделать файл с рисунком, а все остальное выполнит программа, компьютер, допуская минимум погрешностей не боле чем в в 0.1 мм.
- Резка тонкого листа проводится на большой скорости, это же касается и резки изделий из твердого металлического сплава.
- Нет необходимости готовить форму для литья или же закупать дорогие пресс – формы.
- Показатели скорости резки – высокие, как и сама производительность, расход материала – оптимальный с минимальными отходами, что в итоге ведет к снижению себестоимости производственного процесса.
Помимо этого, станок лазерной резки можно назвать универсальным – на нем можно производить практически любые детали, независимо от их сложности.
Если говорить о минусах резки лазером, то тут можно выделить такие моменты:
- Прежде всего, такая обработка более дорогая в сравнении с иными методами обработки.
- Да и сама толщина обработки листа металла ограничена.
Как выбрать способ раскроя металла на основании метода резки
Как было отмечено ранее, правильный выбор способа раскроя является очень важным этапом изготовления заготовок и деталей из листового металла. От этого зависит ряд моментов: качество кромки, точность реза, объемы отходов материала и дополнительной обработки после раскроя.
| Гильотина | Газокислородная резка | Плазменная резка | Лазерная резка | Гидроабразивная резка | |
| Стоимость раскроя | Средняя | Средняя | Низкая | Низкая | Очень высокая |
| Толщина раскраиваемого металла | До 20 мм черная сталь, до 16 мм нержавейка | До 350 мм | До 100 мм | До 16 мм | До 300 мм |
| Марки | Черный нержавеющий металл, алюминий, сплавы на основе меди | Металлы с высокой температурой плавления | Черный нержавеющий металл, алюминий, сплавы на основе меди | Черный нержавеющий металл, алюминий, сплавы на основе меди | Любые |
| Качество кромки | Заусенцы | Закаленная кромка, низкое качество | Закаленная кромка, низкое качество | Высокое | Высокое |
| Шероховатость кромки | Небольшая, Rz40 | Очень высокая от Rz100 | Высокая Rz60–100 | Минимальная Rz5-10 | Rz20–80 |
| Ширина реза | 0,1 мм | До 20 мм | 2-3 мм | 0,15–0,3 мм | 0,2–1 мм |
| Термовоздействие | Отсутствует | Очень высокое | Очень высокое | Среднее, 0,2 от края | Отсутствует |
| Точность | Низкая | Низкая | Средняя | Очень высокая | Очень высокая |
| Фигурные контуры | Нет | Да | Да | Да | Да |
| Необходимость постобработки | Большой объем работ | Высокая, кромка будет закалена | Высокая, кромка будет закалена | Практически не требуется | Практически не требуется |
| Преимущества | Выгодно для производства уголков и прямолинейных полос | Относительно высокая производительность | Высокая производительность | Изготовление сложных контуров высокой точности при низкой стоимости и высокой скорости производства | Обработка практически любых материалов без термического воздействия |
| Недостатки | Только подготовительные работы, в дальнейшем потребует больших затрат на завершение изделия | Низкая точность, закаливается кромка, потребует больших усилий для завершения изделия | Низкая точность, закаливается кромка, потребует больших усилий для завершения изделия | Сравнительно небольшая толщина обрабатываемого материала | Очень дорогостоящий вид раскроя |
Лазерная резка: особенности, плюсы и минусы
С конца 20-го столетия в значительной степени расширилась сфера применения человечеством лазерных технологий. Было создано и внедрено большое количество оборудования, использующего лазерное излучение, частью которого являются станки для гравировки и резки различных видов материалов. Лазерное оборудование позволяет осуществлять резку оргстекла, бумаги, картона, ткани, кожи, керамики, камня, древесины, шпона и т. д. А кроме этого и такой широко использующийся материал, как фанера.
Суть и технологическая сторона лазерной резки:
Лазер является источником светового излучения, свойства которого совершенно не похожи на свойства других источников света (лампы накаливания, люминесцентные лампы, пламя, природные светила).
У лазерного луча есть некоторые преимущества. Он способен проникать на огромнейшие расстояния, обладая при этом прямолинейностью в направлении. Лазерный луч имеет узкий пучок, расходимость которого очень невелика. Причем величина теплоты очень большая, вследствие чего лазер побивает отверстия в совершенно разных материалах. Также большое значение световой интенсивности не сравнится с интенсивностью даже сильных источников света.
Исходя из потрясающих свойств лазерного луча, резка лазером стала популярным современным методом раскроя материалов, обладая неограниченными возможностями для изготовления изделий любой сложности, даже с эксклюзивным дизайном в неограниченном количестве.
За основу лазерной резки взят несложный научный факт — концентрация лазерным лучом пятна меньше миллиметра на поверхности любого материала. Если при этом мощность лазерного луча позволяет, в данной области материал расплавляется, разрушается, испаряется, то есть изменяется структура самого материала. Так и происходит лазерная резка. Инструментом лазерный луч делает фокусирующая линза, расположенная на траектории луча за несколько сантиметров от поверхности материала, который обрабатывается.
Преимущества и недостатки лазерной резки фанеры:
У резки фанеры с использованием лазера есть много преимуществ, а именно:
- Воздействие лазерного луча при резке позволяет осуществить бесконтактную обработку поверхности материала. При соприкосновении фанеры с лазерным лучом происходит резкое повышение температуры, вследствие чего возникает повышение температуры в микро-области воздействия луча и испаряется влага, содержащаяся в фанере. Кстати, хотелось бы уточнить, что шов обладает минимальной шириной в 0,01 мм, поэтому зона термического влияния очень мала.
- Ровные и аккуратные края среза даже на мелких и утонченных деталях, что говорит об очень высоком качестве резки и получаемых изделий.
- Отсутствие необходимости приложения физических усилий в процессе резки фанеры благодаря оборудованию с ЧПУ (числовым программным управлением) и минимальному диаметру лазерного луча.
- Станки с ЧПУ и лазером из-за использования цифровых эскизов желаемого изделия в высокой степени снижают сложность процесса резки деталей сложной конструкции и формы.
- Также дополнительная обработка поверхности для избавления от дефектов, разных шероховатостей и т. п. не нужна после процесса резки фанеры лазером.
- Высокая скорость работы лазерного станка, что в несколько раз повышает коэффициент производительности и уменьшает финансовые затраты для постобработки изделия.
Несмотря на обилие преимуществ резки фанеры при помощи лазерного луча, у этого современного и пользующегося популярностью метода есть несколько минусов:
- качественное лазерное оборудование стоит достаточно дорого, что повышает и себестоимость резки на лазерах;
- в процессе резки края деталей обугливаются, что приводит к менее привлекательному внешнему виду изделия. Существует риск возгорания материала. Постоянное обдувание поверхности удаляет продукты сгорания с обрабатываемого края, между тем, срез все равно остается черным;
- поскольку изделие легко повредить — требуется высококвалифицированный специалист, матер должен оп внешенему виду определить вид клея, породу дерева, из которого сделан шпон и т.д..
Вывод: если требуется обработка слишком мелких деталей и не пугает возможная порча изделия, то можно заказать лазерную резку. Однако наша компания предлагает более надежный способ — фрезерные работы на станках с чпу.
КООРДИНАТНАЯ ПРОБИВКА
| Высокая производительность и низкая цена | Большие затраты на инструмент |
| Эффективны для выпуска больших и средних партий деталей | Износ инструмента |
| Низкие начальные инвестиции | Относительно долгая пусконаладка |
| Возможность выполнения формовки | Высокий уровень шума |
Для раскроя металла могут быть применены разные способы, такие как раскрой лазерным лучом, газом (пламенем) или плазмой.

Лазерная резка приобретает большую популярность в связи с минимальной деформацией заготовки, минимальной шириной реза и более высокой точностью. Кроме того, детали, вырезанные лазером, пригодны для автоматической сварки, т.к. выполнены с достаточной точностью. Ниже приведена таблица сравнения различных способов резки.

Представленные в таблицах данные являются среднестатистическими и носят рекомендательный характер.
| Источник энергии | окисление | плазма | свет | свет |
| Расход энергии | низкий | средний | высокий | высокий |
| Обрабатываемый материал | Сталь | Сталь, нержавеющ. сталь, алюминий | Сталь, нержавеющ. сталь, алюминий | Сталь, нержавеющ. сталь, алюминий |
| Скорость резки стали(мм/мин) | низкая (500) | высокая (2700) | средняя (1400) | средняя (2100) |
| Ширина реза (мм/мин) стали толщиной 12 мм | средняя (1,5) | большая (3,0) | малая (0,5) | малая (0,8) |
| Точность размеров, мм | от 1,0 до 2,0 | от 0,5 до 1,0 | 0,2 | 0,2 |
| Отклонение от прямолинейности на полосе шириной 30мм | 1,5 | 3,0 | 0,4 | 0,4 |
| Прямоугольность отрезанной поверхности | хорошая | плохая | высокая | высокая |
| Обработанная поверхность | приемлемая | хорошая | приемлемая | приемлемая |
| Отсутствие оплавления верхней кромки | приемлемое | плохое | хорошее | хорошее |
| Загрязнение окружающей среды | приемлемое | высокое | низкое | низкое |
| Начальные инвестиции | низкие | средние | высокие | высокие |
| Эксплуатационные затраты | высокие | высокие | средние | средние |
Методы механической резки
Основаны на воздействии на металл режущим инструментом, который прочнее и тверже обрабатываемого материала. Не предполагает нагрев листа, поэтому такую обработку называют холодной.
Резка гильотинными ножницами
Вид ударной обработки, который подразумевает разрезание листового металла специальными ножами или ножницами по металлу на станке с фиксацией. Используется для производства заготовок.
ПЛЮСЫ:
- ровный край реза;
- отсутствие выщербин и заусениц;
- быстрота обработки материала.
МИНУСЫ:
- ограничение по толщине рубки (до 20 мм);
- невозможность изменения направления резки (только прямолинейная).
Резка дисковыми ножницами
Применяется для продольной резки металла («роспуска») по заранее размеченным линиям, по кривой, а также для снятия фасок, обрезания заусенцев и при подготовке к сварке.
Дисковые ножницы представляют собой станок с парой режущих дисков с углом заострения 90 градусов из высоколегированной стали. Листы металла могут подаваться вручную или при помощи автоматического устройства подачи.


ПЛЮСЫ:
- точность резки;
- высокое качество линии реза;
- простота и удобство использования.
МИНУСЫ:
не подходит для фигурной резки.
Резка болгаркой
Обработка ручным электроинструментом — углошлифовальной машиной (УШМ) с режущей абразивной насадкой. Эффективная резка осуществляется ближней частью абразивного диска.
ПЛЮСЫ:
возможность фигурной резки (осуществляется насадками самых малых диаметров либо почти отработанными дисками).
МИНУСЫ:
- не подходит для обработки листового металлопроката с полимерным напылением (абразивные насадки портят покрытие и снижают его защитные свойства по линии реза);
- особые требования относительно техники безопасности;
- обильный вылет осколков;
- невозможность длительной непрерывной резки (чтобы рабочий ресурс насадки не выработался слишком быстро, через каждые 5-7 минут работу необходимо прерывать на 20-30 минут).
Ленточнопильная резка
Выполняется на специальном ленточно-пильном станке. Требует правильного подбора шага зубьев режущего полотна, а также верного выбора скорости подачи листа. Подходит для быстрого изготовления небольших изделий.
ПЛЮСЫ:
- высокая скорость получения детали;
- точность обработки;
- возможность изменения угла резки.
МИНУСЫ:
- невозможность изменения направления резки (производство фигурных деталей);
- максимальный размер детали ограничен возможностями станка.
Гидроабразивная резка
Осуществляется смесью воды и абразивного материала (песка), которая подается под высоким давлением через узкое сопло в место реза. Подходит для раскройки материала толщиной до 30мм.
ПЛЮСЫ:
- высокая точность;
- края реза не нуждаются в дополнительной обработке;
- отсутствует термическая деформация металла.
МИНУСЫ:
- высокая стоимость оборудования и работ;
- не подходит для обработки металлов и сплавов, подверженных коррозии.
Все о резке фанеры: лазерной и фрезерной

Ф анеру очень часто применяют для различных целей и типов работ. Фанера — недорогой материал, поэтому наиболее распространена при изготовлении различных изделий — перегородок, всевозможного декора, сувениров, рекламных конструкций и т.д. Кроме того она довольно проста в обработке, в результате чего лист фанеры может служить отличной основой для создания любого замысловатого узора, предназначенного для декорирования. Сегодня это стало еще доступнее, благодаря фрезерованию фанеры с помощью специального оборудования: станков с чпу или лазерной резке. Сравним два эти способа.
Суть раскроя металла
Раскрой металла, вне зависимости от его формы – это заготовительная операция. Именно на стадии ее выполнения обретают черты будущие детали металлоконструкции. На машиностроительных предприятиях, да и в производственных комплексах других отраслей, существуют целые заготовительные подразделения, оснащенные самым разным оборудованием, предназначенным для формирования заготовок, а то и готовых деталей. Все зависит от применяемого оборудования и инструмента.
Термин раскрой металла можно истолковать следующим образом – это метод размещения заготовок на листе. Форма, может, быть в виде прямоугольника или любой другой. При проведении раскроя металла появляется определенный объем возвратных и невозвратных отходов. Их объем напрямую зависим от технологии, которую использовали при раскрое.