
Как просверлить рессору – Как просверлить рессору в домашних условиях, видео

alexxlab | 27.05.2019 | 0 | Вопросы и ответы
Как просверлить рессору Спорт видео
3 г. назад
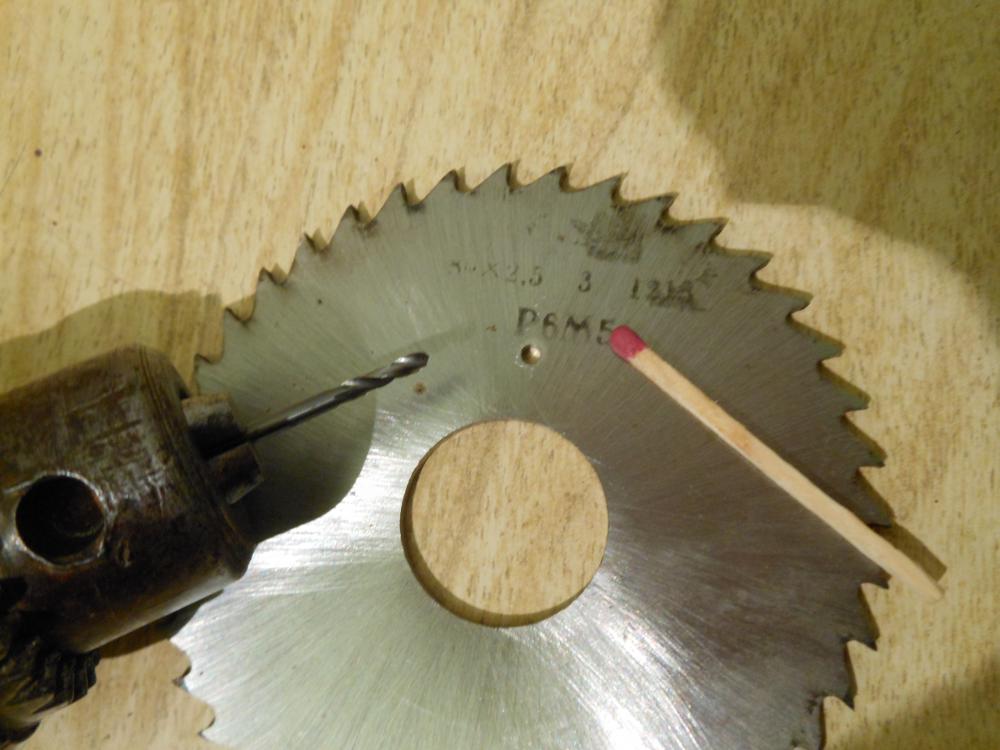
Для этой операции требуются твердосплавные свёрла (у меня они с содержанием кобальта). Для начала сверлится…
4 г. назад
Как заточить бур для сверлиния КАЛЕННОЙ СТАЛИ.
5 г. назад
Полезные советы всем на каждый день читай на https://sovety-vsem.ru/
5 г. назад
Сверлим сталь Р18 Сверло для сверления кафельной плитки https://goo.gl/HWzkhm. Нужно только подправить кончик на…
4 г. назад
ТОКАРНЫЕ РАБОТЫ КЕМЕРОВО — звоните. Предлагаю каленную сталь сверлить правильно заточенным буром.
6 мес. назад
Сверление рессорного листа хорошо поддается кобальтовым сверлам.
11 мес. назад
Эксперимент с самодельными сверлами. Проверяем как будут сверлить камень гвозди и саморезы. Так же провери…
1 г. назад
Помочь развитию канала?- Webmany- WMR- R343186939009 WMZ- Z060687763592 …
2 г. назад
Ответ к видео «Как просверлить напильник»
8 мес. назад
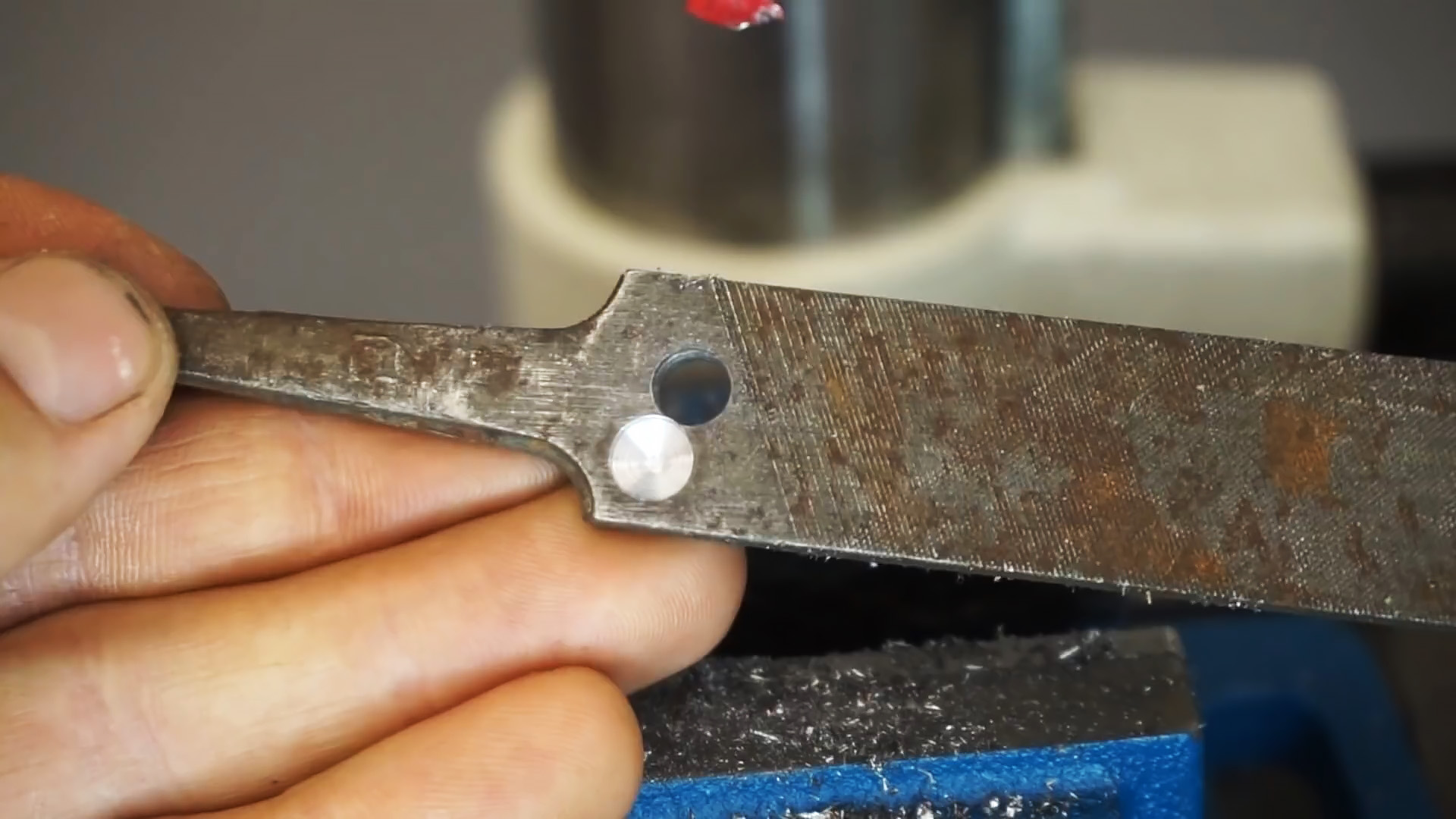
Как просверлить напильник в домашних условиях. Сверлим напильник на письменном столе за 11 секунд))) Контакт…
9 мес. назад
Чем просверлить напильник. Than to drill a file.
3 г. назад
Угол напайки на буре переточен, перфоратор в режиме сверления.
2 г. назад
Ресорная сталь.
2 г. назад
Инфо обо мне: (some info about me) Instagram: https://goo.gl/3MnuPk channel: https://goo.gl/okGK1C По вопросам заказов: …
3 г. назад
В этом видео подробно показано как изготовить коренной лист для микроавтобуса Фиат Дукато, анологично…
2 мес. назад
Один из вариантов, как и чем можно сверлить каленую сталь.
4 мес. назад
Выпрямляем рессору в домашних условиях.
6 г. назад
sports-video.ru
Империя — Поисковый онлайн видео сервис
Надоело пропускать премьеры в кинотеатре из-за бешеного ритма жизни? Устали от того, что по телеканалам стоящие фильмы транслируются в неудобное для Вас время? В Вашей семье часто родные делят пульт от телевизора? Ребенок просит посмотреть мультфильмы для детей, когда Вы заняты, а на каналах нет хороших мультфильмов? И, в конце концов, Вы просто хотите расслабиться после трудового дня на диване в домашней одежде за просмотром интересного фильма или сериала?
Для этого лучше всего иметь всегда в закладках любимый сайт, который станет для Вас лучшим другом и помощником. «А как же выбрать такой сайт, когда их так много?» — спросите Вы. Лучшим выбором для Вас будет именно imperiya.by







Классификация сверл для квадратных проемов
Название «квадратное сверло» происходит от того, какую форму отверстия насадка способна просверлить. Внешне такие сверла имеют вид треугольника (наконечник), но с их помощью удается получать проемы квадратной формы. Классифицируются рассматриваемые насадки по ряду следующих признаков:
- Тип рабочего материала — это может быть древесина, металл или пластик
- Материал, из которого изготовлена насадка. В зависимости от того, в каком материале необходимо получить квадратный проем, насадки изготавливаются из легированной, углеродистой или быстрорежущей стали
- Тип производства насадок — они бывают двух видов: цельные и составного типа. Составные насадки имеют шарнирный (карданный) хвостовик, посредством которого снижается нагрузка на патрон инструмента. Сегодня карданные насадки встречаются крайне редко
- Форма хвостовика — в зависимости от этого параметра можно использовать насадки на дрелях, сверлильных станках и прочих видах оборудования. Сверла Уаттса выпускаются с цилиндрическим, коническим и шестигранным хвостовиком. Фрезы с коническими хвостовиками устанавливаются напрямую в патрон сверлильного станка, а цилиндрические и шестигранные насадки требуют применения специального патрона для закрепления
- Длина сверла — они бывают длинные, средние и укороченные
- Класс точности — нормальный и повышенный
- Диаметр — зависит от того, какой размер квадрата необходимо получить в итоге
- Длина рабочей части — еще один важный параметр, который отвечает за возможность сверления соответствующих отверстий с разной степенью углубленности
- Конструкция — фрезы для квадратных отверстий бывают с накладной рамкой, а также переходником или без него

Квадратные сверла отечественного производства выпускаются с соблюдением стандартов ГОСТ 886-77, ГОСТ 4010-77 и ГОСТ 10902-77. Однако большой популярностью пользуются сверла зарубежного производства, которые изготавливаются с соблюдением соответствующих стандартов. Маркировка указывается на хвостовой части фрезы, где представлена такая информация, как диаметр, материал изготовления и наименование компании.
Советы по проведению сверления
При необходимости получения в металле множества отверстий, есть вероятность перегрева и затупления сверла из любого металла. Чтобы этого избежать периодически в процессе сверления необходимо сверло опускать в емкость, где налито машинное масло, можно и отработанное. Это не позволит ему перегреваться и существенно облегчит процесс сверления.
Используя этот простой прием, удается просверлить много отверстий всего одним сверлом, которое на протяжении всей работы и после не имеет признаков износа. Недостатком такого метода является разбрызгивание смазывающего масла. Однако решить проблему можно сверлением через бумагу либо полиэтиленовый пакет.
Наша компания на заказ готова выполнить работу по сверлению алюминия.
Как правильно выбрать сверла для нержавейки
Выбор сверла для нержавеющей стали – непростая задача. Поскольку это очень твердый материал, тут нельзя пользоваться сверлами по дереву или мягкому металлу. Они должны быть изготовлены из вещества с высоким сопротивлением и твердостью
Перед началом работы узнайте, на что обращать внимание при выборе этого типа сверла

Сверла для нержавеющей стали и стального листа должны быть изготовлены из твердой хромованадиевой стали, титана или кобальта. Хорошо, если они имеют маркировку HSS, так как это гарантирует, что они изготовлены из твердого металла. Что касается обозначения HSSCo, то оно используется для кобальтовых сверл.
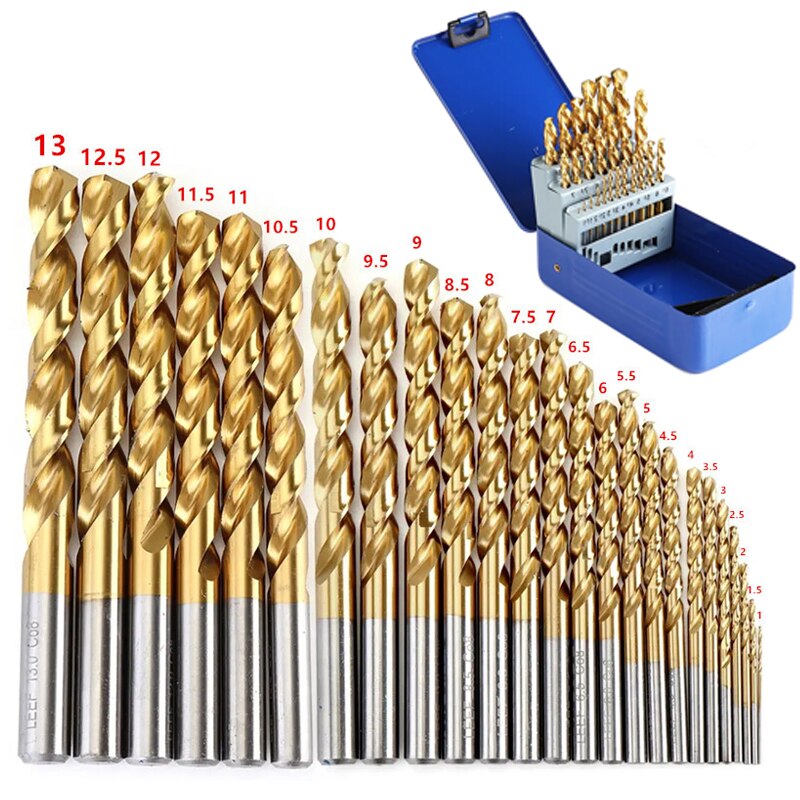
Также стоит знать, каковы характеристики сверл по твердым материалам. Все их виды имеют одинаковый диаметр по всей длине сверла. Кроме того, размеры сверл из нержавеющей стали обычно составляют от 1 до 13 мм. Они также имеют острие для эффективной резки металла. Лезвие обычно имеет угол 118°. Отличаются только кобальтовые сверла, они имеют угол 135°.
Еще одним типом сверл для нержавейки является кобальтовое сверло. Он используется для сверления отверстий в нержавеющей, а также в кислотостойкой стали или стальных листах. Стоит иметь в виду, что они в шесть раз прочнее обычных сверл. Это все из-за того, что для их производства использовалось кобальтовое покрытие, влияющее на твердость лезвия. Они изготавливаются из хромованадиевого вещества с добавлением 5% кобальта.

Также стоит сказать и о титановых сверлах по нержавеющей стали. Они очень твердые и невероятно прочные. Таких свойств они достигают благодаря тому, что покрыты нитридом титана. В результате они более жесткие, чем кобальтовые сверла, и обладают высокой стойкостью к истиранию. По этой причине они используются для точной обработки стали, идеально подходят, чтобы просверлить отверстие в мойке из нержавейки. Это действительно прочные инструменты, которые прослужат долгие годы.

Интересно! Преимущества металлических кровельных и фасадных профлистов.
Особенности конструкции инструмента
Сверла с твердосплавными пластинами характеризуются рядом конструктивных особенностей. Перечислим наиболее важные.
- Уменьшенная на 20–35% рабочая длина сверла объясняется тем, что его переточка выполняется только по твердосплавной пластине. Длина сверл данного типа, если они используются в комплекте с кондуктором, может быть такой же, как и у быстрорежущего инструмента.
- Увеличение диаметра сердцевины сверла по направлению к хвостовику выполняется в пределах 1,4–1,8 мм на каждые 100 мм длины, как и у сверлильных инструментов других категорий.
- Величина угла наклона винтовой канавки инструмента зависит от того, какой глубины отверстие необходимо сделать.
- На поперечной кромке сверла необходимо выполнять подточку с размерами 1,8–3,5 мм, которая позволяет снизить осевые усилия и уменьшить нагрузку на тело инструмента.
- Конусный хвостовик, при помощи которого сверло фиксируется в шпинделе станка, должен быть точно подогнан под посадочную часть, что увеличит жесткость крепления сверла и минимизирует риск возникновения вибрационных нагрузок, могущих стать причиной выкрашивания твердосплавной пластины и даже ее поломки.
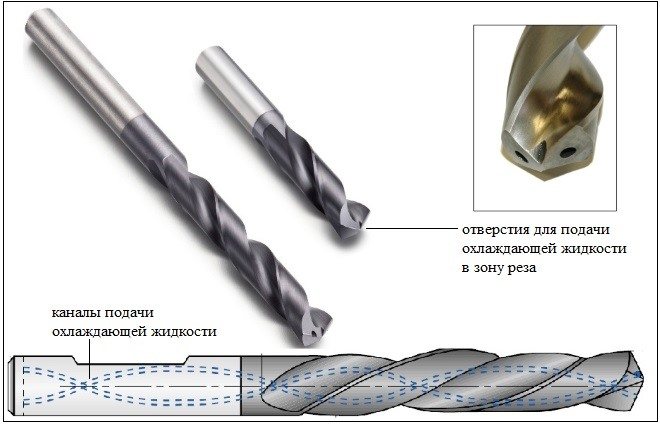
- Чтобы повысить надежность использования твердосплавных сверл по металлу, в их внутренней части часто выполняют отверстие для подачи смазывающе-охлаждающей жидкости. Это позволяет уменьшить температуру резания, уменьшить интенсивность износа инструмента, а также облегчить процесс отвода стружки из зоны обработки.

Устройство сверла со съемными пластинами
Чтобы придать рабочей части сверла требуемую твердость (56–62 единицы по шкале HRC), инструмент подвергают термической обработке, которую, как правило, выполняют одновременно с напайкой твердосплавных пластин.
Высокую производительность обработки, а также устойчивость сверл данной категории обеспечивает целый ряд параметров. Сюда относятся форма твердосплавной пластины, геометрические параметры ее передней поверхности, а также материал, из которого такая пластина выполнена. В настоящее время наибольшее распространение получили инструменты с твердосплавными пластинами правильной трех- и четырехгранной конфигурации, которые позволяют выполнять сверление отверстий с практически плоским дном.
Сверла с такими пластинами, режущая часть которых выполнена в форме волны, позволяет выполнять обработку по технологии пошагового врезания. Использование последней не только обеспечивает стабилизацию положения инструмента в момент его врезания в обрабатываемый материал, но и минимизирует риск его увода в процессе выполнения дальнейшей обработки. Кроме того, сверло с волнообразной режущей кромкой позволяет значительно снизить силы резания, формирующиеся в процессе сверления.

Сверла с механическим креплением сменных многогранных пластин (сверла с МНП)
Конструкция сверл, оснащенных съемными твердосплавными пластинами, позволяет выполнять с их помощью не только сверление, но и такие технологические операции, как растачивание заранее выполненных отверстий, обработка фасок. В таких случаях задействуется периферийная твердосплавная пластина, закрепленная на инструменте.
Сверла с твердыми пластинами, которые закреплены на инструменте механическим способом, эффективно используются для обработки наклонных и вогнутых поверхностей, при этом обработка таким инструментом может выполняться без предварительного засверливания отверстий. Чтобы успешно справиться с такой технологической задачей, величину подачи, с которой инструмент врезается в обрабатываемый материал, необходимо уменьшить на 50–70%.
Как сверлить отверстия большого диаметра
Когда требуется сделать отверстия большого диаметра в металле, нужно использовать инструмент подходящий для этой цели.
- Предварительно нужно сделать отверстие меньшего диаметра. Можно использовать несколько сверл постепенно увеличивая диаметр отверстия. Таким способом сверлам будет легче проходить металл, особенно толстый.
- Использование ступенчатого сверла. Такие сверла могут называть конусными.
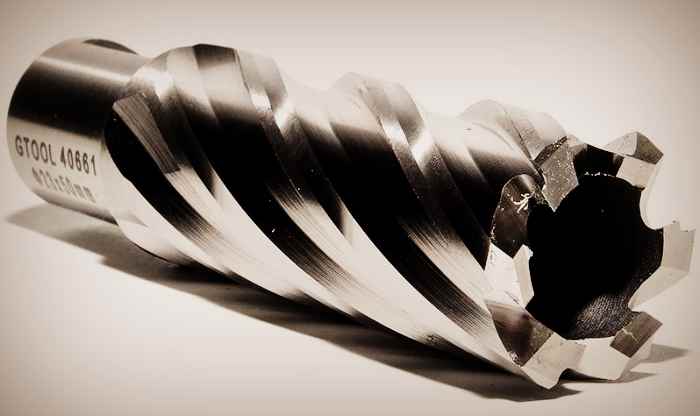
- Применение специальных коронок по металлу. Высверливание отверстий большого диаметра коронками дается очень легко за счёт сверления только наружного диаметра отверстия. Коронка состоит из центрирующего сверла, которые вначале просверливает металл в центре и в дальнейшем направляет коронку. Сверление коронкой нужно производить на очень малых оборотах.
Один из лучших способов-использование коронок по металлу. Минусом этого метода, является не регулируемый диаметр коронки(продаются и регулируемые коронки, но такие покупать не советуем из-за их плохого качества). Под каждый диаметр отверстия нужно иметь разные коронки.
Как просверлить каленую сталь, методы.
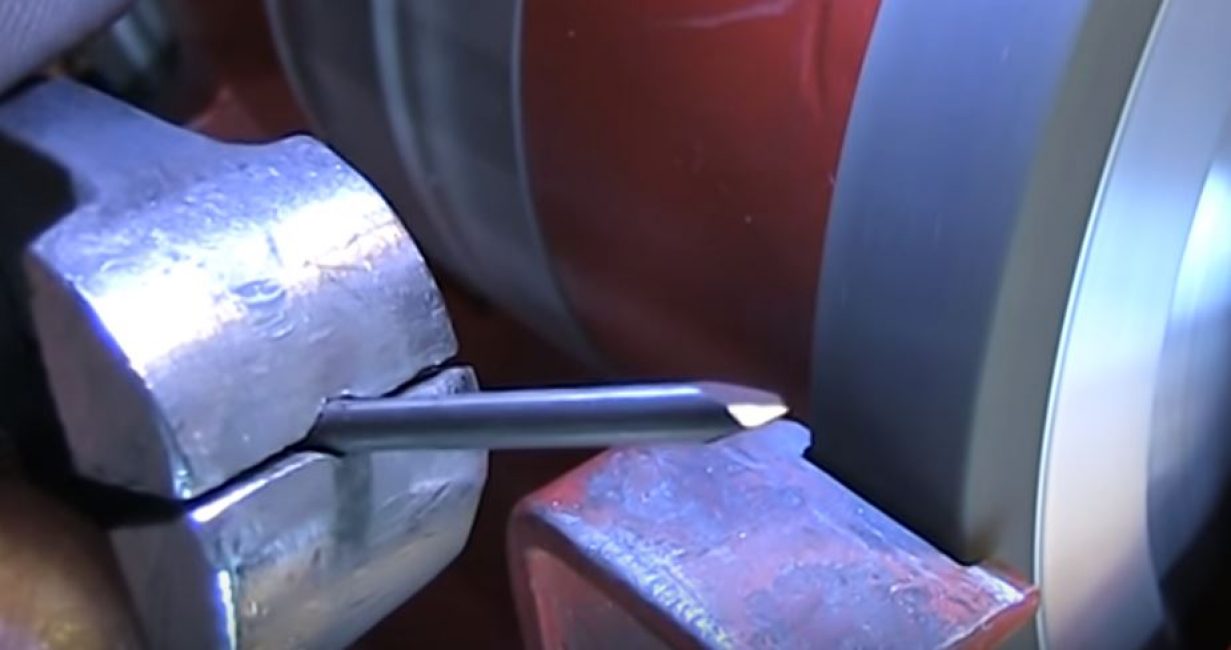
Конечно, сверлить сталь надо до каления. А если вам попалась калёная заготовка (особенно толстая) — отпустите её, просверлите дырки обычным сверлом и снова закалите, если в этом есть необходимость. Но, не всегда такой вариант возможен и оправдан, иногда возникают нестандартные ситуации, в которых надо просверлить (продырявить) сталь уже сильно каленную.
Ну, к примеру, сломалось лезвие ножа, или вы решили сделать нож из обломка пилы. Жаль выкидывать такой ценный материал, мастеровитые люди обычно таким вещам дают вторую жизнь…
Да, это не технологично, но народные умельцы придумали много различных способов, как сверлить калённую сталь, или — как делать в ней дырки. Чтобы это сделать меньшими усилиями, исходить надо из тех возможностей и материалов которые у вас есть, а также смотря для каких целей. Может быть, вместо отверстия, вас устроит просто прорезь болгаркой, в которую можно пропустить винт и закрепить деталь.
Как просверлить отверстие в металле
Металлические изделия по сравнению с деталями из других материалов обладают повышенной твердостью и прочностью, поэтому для успешной работы с ними требуется соблюдение технологического процесса и применение качественного режущего инструмента.

Инструменты для сверлильных работ по металлу:
- Электрическая или ручная дрель;
- Спиральное сверло;
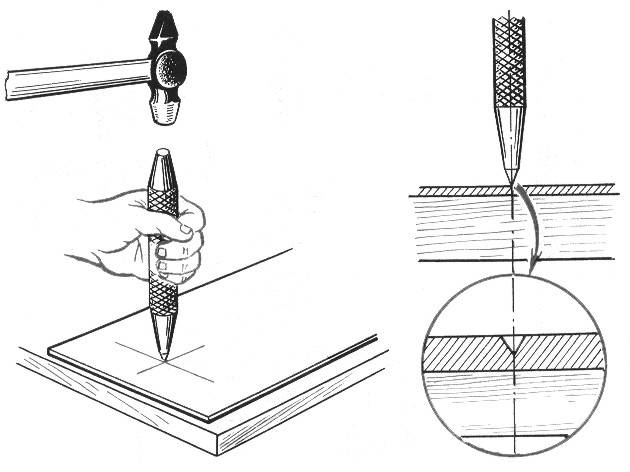
- Кернер;
- Молоток;
- Защитные очки.
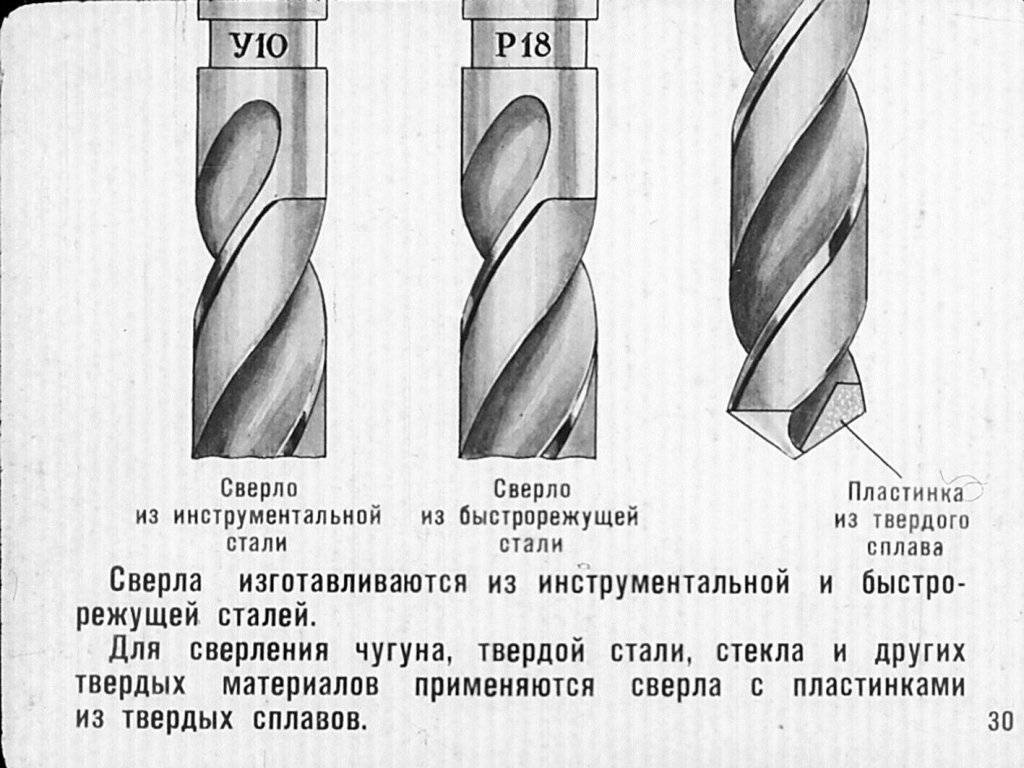
Сверла по металлу подбирают, исходя из диаметров отверстий и свойств обрабатываемого материала. Как правило, они изготовляются из быстрорежущих сталей, таких как Р6М5К5, Р6М5, Р4М2. Твердосплавные сверла используют для работы с чугуном, углеродистыми и легированными закаленными сталями, нержавейкой, а также другими труднообрабатываемыми материалами.
Мощность электродрели должна быть рассчитана на то, чтобы просверлить отверстие требуемого диаметра. Производители электроинструмента указывают соответствующие технические характеристики на изделии. Например, для дрелей мощностью 500…700 Вт максимальный диаметр сверления по металлу составляет 10…13 мм.
Различают глухие, неполные, а также сквозные отверстия. Они могут применяться для соединения деталей между собой посредством болтов, шпилек, штифтов и заклепок
Если отверстие сверлится с целью нарезания резьбы, стоит обратить особое внимание на выбор диаметра сверла. По причине его биения в патроне происходит разбивка отверстия, которую нужно учитывать
Ориентировочные данные представлены в таблице.
| 5 | 10 | 15 | 20 |
| 0,08 | 0,12 | 0,20 | 0,28 |
| 5,08 | 10,12 | 15,20 | 20,28 |
Чтобы уменьшить разбивку, сверление выполняют в два этапа: сначала сверлом меньшого диаметра, а затем основным. Этот же метод последовательного рассверливания применяют, когда необходимо сделать отверстие большого диаметра.





Как правильно сверлить металл дрелью
Особенность сверления металла дрелью заключается в том, что необходимо вручную удерживать инструмент, придавать ему правильное положение, а также обеспечивать требуемую скорость резания.
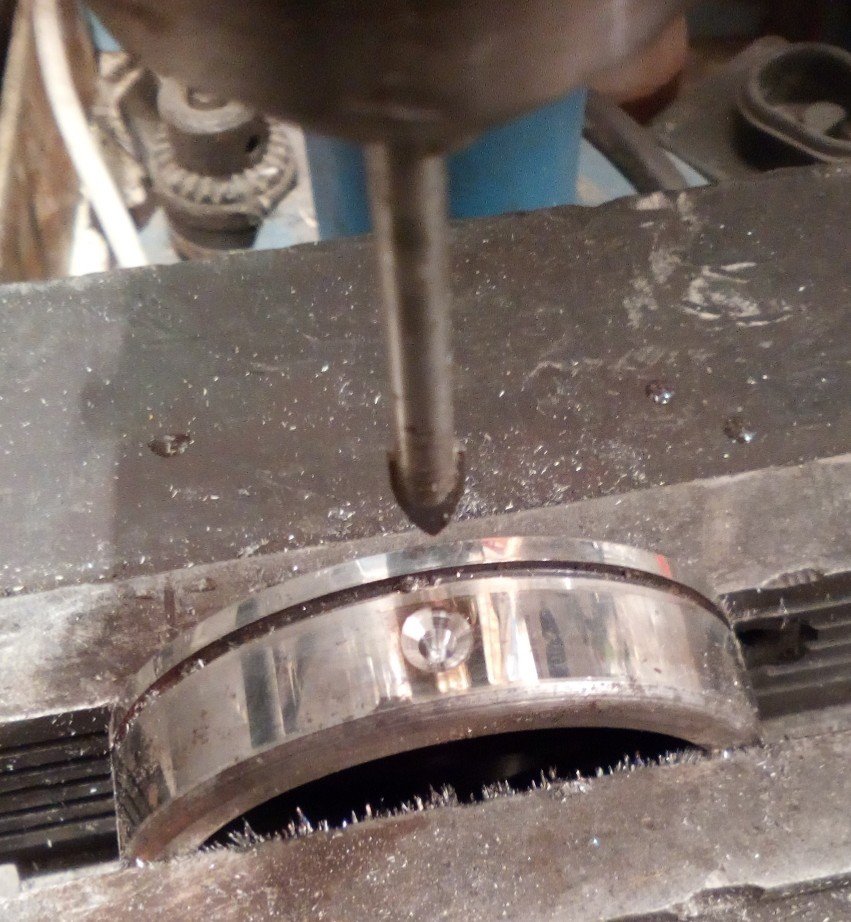
После разметки обрабатываемой детали следует накернить центр будущего отверстия. Это предотвратит смещение сверла от заданной точки. Для удобства работы заготовку следует зажать в слесарных тисках или положить на подставку так, чтобы она заняла устойчивое положение. Сверло устанавливается строго перпендикулярно поверхности, которую нужно просверлить
Это важно, чтобы избежать его поломки
При сверлении металла на дрель не нужно оказывать большого давления. Наоборот, оно должно уменьшаться по мере продвижения. Это предотвратит поломку сверла, а также уменьшит образование заусенцев на выходной кромке сквозного отверстия. Следует следить за удалением стружки. Если произошло заедание режущего инструмента, его освобождают, предав обратное вращение.
Выбор режима резания
Когда используется инструмент из быстрорежущей стали, можно ориентироваться на частоту вращения согласно данным таблицы. При работе с твердосплавными сверлами допустимые значения в 1,5…2 раза выше.
| до 5 | 6…10 | 11…15 | 16…20 |
| 1300…2000 | 700…1300 | 400…700 | 300…400 |
Сверление металлических изделий нужно вести с охлаждением. Если его не использовать, велика вероятность потери инструментом режущих свойств из-за перегрева. Чистота поверхности отверстия при этом будет достаточно низкой. В качестве охлаждающей жидкости для твердых сталей обычно используют эмульсию. В домашних условиях подойдет машинное масло. Чугун и цветные металлы можно сверлить без охлаждающей жидкости.
Особенности сверления глубоких отверстий
Отверстия считаются глубокими, если их размер больше пяти диаметров сверла. Особенность работы здесь заключатся в трудностях, связанных с охлаждением и удалением стружки. Длина режущей части инструмента должна быть больше глубины отверстия. В противном случае тело детали перекроет винтовые канавки, по которым удаляется стружка, а также поступает жидкость для охлаждения и смазки.
Сначала отверстие сверлится жестким коротким сверлом на небольшую глубину. Эта операция необходима для задания направления и центрирования основного инструмента. После этого делают отверстие необходимой длины. По мере продвижения нужно время от времени извлекать металлическую стружку. Для этой цели используют охлаждающую жидкость, крючки, магниты или переворачивают деталь.
Необходимый инструмент
В первую очередь необходимо выбрать подходящее сверло. Специалисты рекомендуют брать спиральные модели – на вертикальном стержне сделаны две закручивающиеся канавки. Последние образуют режущую кромку.
При выборе сверла по каленой стали важно обратить внимание на следующие моменты:
Для работы часто используют победитовое сверло. Победит представляет собой смесь вольфрама и кобальта
Оно хорошо справляется с закаленной сталью, так как обладает высокой прочностью.
В основном продают сверла малого диаметра, так как сверла большого диаметра требуют больше материала при изготовлении.
Стоит обратить внимание на угол заточки, назначение сверла и другие характеристики. Они должны соответствовать работе.
Лучше покупать сверла известных фирм
Они более качественные и будут служить дольше. Но если требуется просверлить всего несколько отверстий, можно остановиться и на более дешевых китайских вариантах.
На всех сверлах должна стоять маркировка, по которой легко определить диаметр будущего отверстия, материал изготовления и другие характеристики.
При сверлении закаленной стали можно использовать следующие насадки:
- На базе стали Р18. Эти сверла производили еще в Советском Союзе до 70-х годов. Содержание вольфрама в них достигает 18%, что делает инструмент высокопрочным, не подверженным быстрому износу и перегреву. Вариант подходит для работы на высоких скоростях, но встречается нечасто.
- Сталь «Р6М5К5». Еще один российский вариант. Содержание вольфрама – 6%, кобальта – до 5%. Это обеспечивает сверла высокой прочностью и хорошей сопротивляемостью тепловым нагрузкам.
- Сталь «HSS-Co». Это иностранная сталь, ее состав похож на состав предыдущей марки.
Также можно использовать сверла для керамогранита, но в процессе работы их необходимо подтачивать. Подходят сверла по стеклу и керамике. Работать с ними можно на невысоких скоростях и со слабым нажимом, также место сверление придется смазывать.
Еще один вариант – универсальные сверла для работы с любыми материалами, например, насадки «Bosch multi construction». У них есть наконечники из твердого сплава, которые хорошо пробивает твердые заготовки.
Самодельное сверло
Многие не желают тратить слишком много денег на профессиональные сверла для каленого металла, если требуется сделать всего пару отверстий. В этом случае можно изготовить сверло самостоятельно из имеющегося. Для этого нужно выбрать сверло, в состав которого входят кобальт и вольфрам – иными словами, взять победитовое сверло. Оно достаточно прочное и хорошо справится с работой. Чем выше содержание указанных металлов, чем прочнее будет сверло.
Далее действуют по схеме:
- Прочно закрепляют сверло в тисках, чтобы оно не выпало.
- Для заточки используют алмазный диск – другие материалы не справятся.
- Торец затачивается так, чтобы получилась поверхность как у плоской отвертки.
- Режущие кромки затачиваются до получения острого конуса.
Как просверлить каленую сталь в домашних условиях обычным сверлом
Обычную сталь или любой другой металл сверлить несложно, для этого применяются стандартные сверла из быстрорежущего материала. Другое дело – просверлить каленую сталь: здесь нужно потрудиться. После закаливания заготовка приобретает необычайную прочность, и возникает вопрос, как просверлить отверстие в каленом металле, ведь обыкновенное сверло в этом случае уже мало чем может помочь.
Специалисты рекомендуют делать отверстия в деталях до того момента, как произошла закалка. Еще можно попробовать отпустить сталь, затем произвести сверловку и снова закалить материал. Если это экономически оправдано и технически исполнимо, то следует так и сделать, но в некоторых случаях просто невозможно поступить иначе, как приступить к получению канала по уже закаленной поверхности.
Есть несколько способов, которые позволяют просверлить в каленом металле отверстия любого диаметра. Эти методы с большим успехом можно реализовать как на производстве, так и в домашней мастерской.
Сверлим отверстие в каленой стали
Распространение вопроса, как просверлить каленую сталь можно связать с тем, что при применении обычной технологии инструмент быстро затупляется и приходит в непригодность
Именно поэтому нужно уделить внимание особенностям сверления каленого сплава. Среди особенностей технологии отметим следующие моменты:
- Нужно правильно подготовить каленую заготовку.
- В некоторых случаях требуется специальный инструмент.
- Применяется охлаждающая жидкость.
При необходимости можно изготовить сверло для закаленной стали своими руками, для чего требуется определенное оборудование и навыки. Однако, в большинстве случаев применяется покупной варианты исполнения, так как оно лучше справится с задачей при резании каленой стали.
https://www.youtube.com/watch?v=Hser8Ok5_n8u0026t=1s
Процесс сверления каленой стали
Нюансы при сверлении
У рассматриваемой технологии есть довольно большое количество особенностей, которые нужно учитывать. Сверление каленного металла проводится с учетом нижеприведенных моментов:
Перед проведением работы следует уделить внимание твердости поверхности. По этому параметру проводится выбор наиболее подходящего сверла
Определить твердость можно при применении самых различных технологий.
Во время сверления выделяется большое количество тепла. Именно поэтому происходит быстрый износ режущей кромки. В связи с этим во многих случаях в зону резания подается жидкость для охлаждения.
При резании труднообрабатываемого материала время от времени приходится проводить заточку режущей кромки. Для этого применяется обычный заточной станок или специальный инструмент. В качестве абразива подходит исключительно круг с алмазным напылением.
Инструмент для сверления стали
Существуют самые различные методы резания каленной стали. Некоторые из них существенно упрощают проводимую обработку. Только при учете всех нюансов можно повысить качество полученного отверстия.








Полезные приемы при сверлении
Для работы с каленой сталью могут применяться самые различные технологии. Наиболее распространенные технологии характеризуются следующими особенностями:
- Обработка поверхности кислотой. Эта технология характеризуется длительным применением, так как для снижения твердости поверхности требуется довольно большое количество времени. Для травления может применяться серная, хлорная или другая кислота. Процедура предусматривает создание бортика, который будет сдерживать применяемое вещество в зоне резания. После длительного воздействия металл становится более мягким, можно будет провести сверление при использовании обычного варианта исполнения.
- Можно использовать сварочный аппарат для достижения поставленной цели. При воздействии высокой температуры металл становится более мягким, что значительно упрощает процедур.
- Чаще всего применяется специальное сверло. В продаже встречаются варианты исполнения, которые можно применять для обработки каленой стали. При их изготовлении используется металл с повышенной устойчивостью к износу и воздействию высокой температуры. Однако, сложность изготовления и некоторые другие моменты определяют то, что стоимость специального инструмента довольно высока.
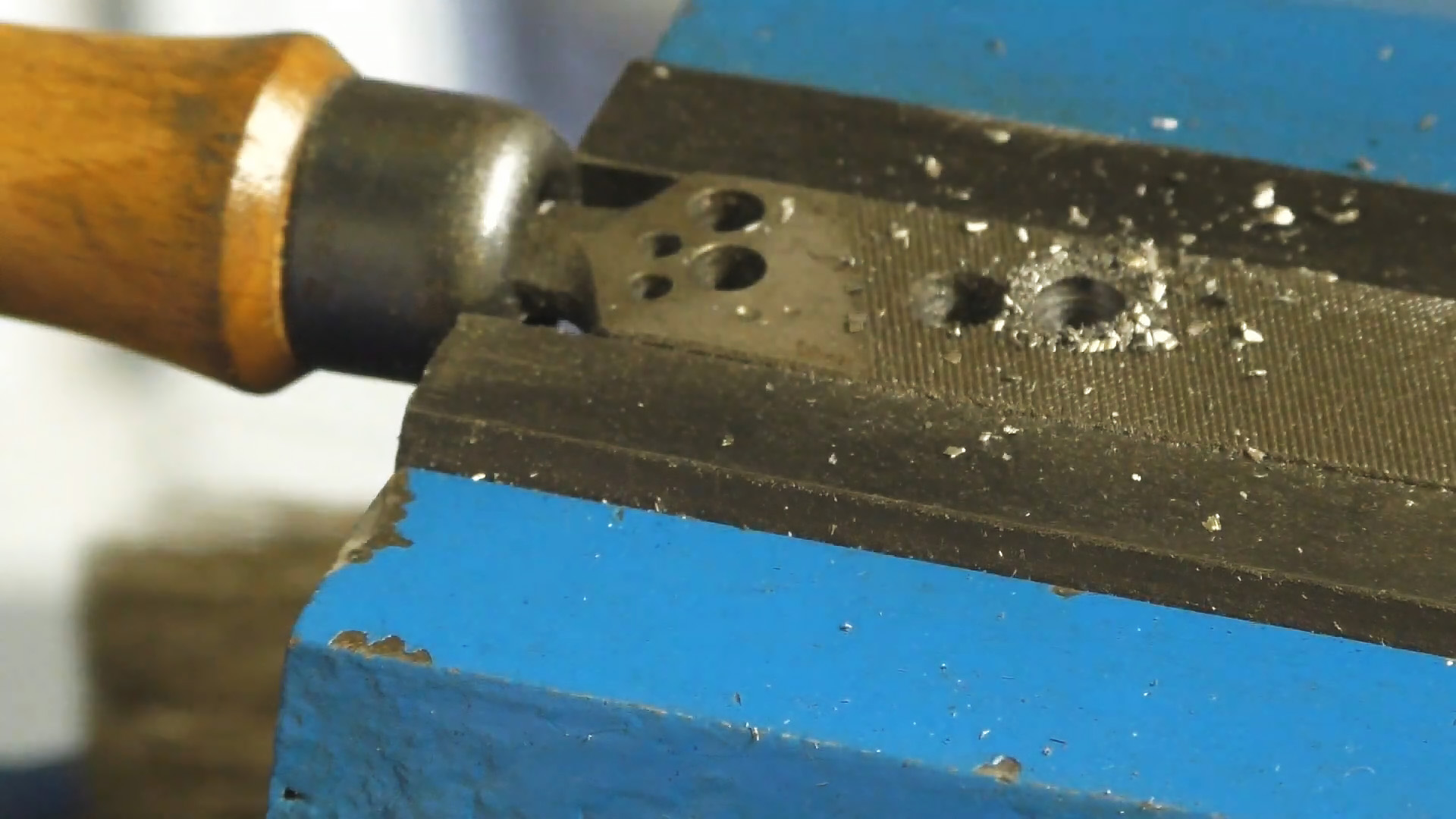
Кроме этого, для достижения поставленной цели часто приобретается пробойник. С его помощью можно сделать небольшой отверстие, что упростит дальнейшее сверление.
Как просверлить твердую сталь? — Станки, сварка, металлообработка

Для улучшения основных характеристик металла зачастую проводится его закалка. Подобная технология предусматривает повышение твердости изделия за счет сильного нагрева металла и его быстрого охлаждения.
В некоторых случаях после проведения термической обработки приходится выполнять сверление. За счет повышения подобной характеристики провести сверление каленного металла становится сложнее.
Рассмотрим все особенности сверления каленой стали подробнее.
Как просверлить каленую сталь
Сверлим отверстие в каленой стали
Распространение вопроса, как просверлить каленую сталь можно связать с тем, что при применении обычной технологии инструмент быстро затупляется и приходит в непригодность
Именно поэтому нужно уделить внимание особенностям сверления каленого сплава. Среди особенностей технологии отметим следующие моменты:
- Нужно правильно подготовить каленую заготовку.
- В некоторых случаях требуется специальный инструмент.
- Применяется охлаждающая жидкость.
При необходимости можно изготовить сверло для закаленной стали своими руками, для чего требуется определенное оборудование и навыки. Однако, в большинстве случаев применяется покупной варианты исполнения, так как оно лучше справится с задачей при резании каленой стали.
Процесс сверления каленой стали
Нюансы при сверлении
У рассматриваемой технологии есть довольно большое количество особенностей, которые нужно учитывать. Сверление каленного металла проводится с учетом нижеприведенных моментов:
Перед проведением работы следует уделить внимание твердости поверхности. По этому параметру проводится выбор наиболее подходящего сверла
Определить твердость можно при применении самых различных технологий.
Во время сверления выделяется большое количество тепла. Именно поэтому происходит быстрый износ режущей кромки. В связи с этим во многих случаях в зону резания подается жидкость для охлаждения.
При резании труднообрабатываемого материала время от времени приходится проводить заточку режущей кромки. Для этого применяется обычный заточной станок или специальный инструмент. В качестве абразива подходит исключительно круг с алмазным напылением.
Инструмент для сверления стали
Существуют самые различные методы резания каленной стали. Некоторые из них существенно упрощают проводимую обработку. Только при учете всех нюансов можно повысить качество полученного отверстия.
Полезные приемы при сверлении
Для работы с каленой сталью могут применяться самые различные технологии. Наиболее распространенные технологии характеризуются следующими особенностями:
- Обработка поверхности кислотой. Эта технология характеризуется длительным применением, так как для снижения твердости поверхности требуется довольно большое количество времени. Для травления может применяться серная, хлорная или другая кислота. Процедура предусматривает создание бортика, который будет сдерживать применяемое вещество в зоне резания. После длительного воздействия металл становится более мягким, можно будет провести сверление при использовании обычного варианта исполнения.
- Можно использовать сварочный аппарат для достижения поставленной цели. При воздействии высокой температуры металл становится более мягким, что значительно упрощает процедур.
- Чаще всего применяется специальное сверло. В продаже встречаются варианты исполнения, которые можно применять для обработки каленой стали. При их изготовлении используется металл с повышенной устойчивостью к износу и воздействию высокой температуры. Однако, сложность изготовления и некоторые другие моменты определяют то, что стоимость специального инструмента довольно высока.
Кроме этого, для достижения поставленной цели часто приобретается пробойник. С его помощью можно сделать небольшой отверстие, что упростит дальнейшее сверление.
При сверлении каленой стали возникает серьезное трение. Именно поэтому рекомендуется приобретать и использовать различные смазочные материалы. Среди особенностей подобного метода обработки отметим следующие моменты:
- Для начала проводится обработка зоны сверления. На поверхность, где будет находиться отверстие, наносится небольшое количество смазывающего вещества.
- Масло добавляется на режущую кромку. Для обработки каленой стали требуется небольшое количество вещества, но его время от времени нужно добавлять, так как при вращении инструмента оно разлетается.
- Во время работы рекомендуется делать перерывы для остывания режущей поверхности и обрабатываемой поверхности.