
Сварка
Это основной используемый метод соединения двух и более металлических элементов. Сварной шов получается благодаря расплавлению металла в образуемой электродугой ванне. При застывании он становится очень прочным, почти монолитным с остальной поверхностью. Есть разные методы сваривания, самые распространенные:
- ручной электродуговой с электродами;
- полуавтоматический с помощью присадочной проволоки.
Разновидности аппаратов и технологию проведения дуги, режим выбирают в зависимости от материала и необходимой цели. В ряде случаев перед сваркой проводятся предварительные процедуры – зачистка, обрезка кромок, разделка.
Особенности металлообработки
Каждый специалист, работающий в этой сфере, обязан знать не только методы резания, шлифования и проката, но и то, как каждый материал себя ведет в определенных условиях. Перечислим ключевые разновидности:
- Электрическая. Обычно она применяется в случаях, когда необходимо сделать небольшое отверстие, а также для определенного типа закалки.
- Механическая. Наиболее распространенная группа, в ней содержится большое количество разных способов.
- Химическая. Посредством управляемой реакции и химикатов (солей, щелочей) меняются свойства металлов, они становятся крепче или изменяют свой верхний слой.
Обратите внимание! Перечисленные виды могут быть комбинированы, например, электрохимическая обработка
- Давление. Еще один распространенный подвид, согласно которому на заготовку оказывается внушительная сила, к примеру, прессом. Тоже часто приходится соединять этот метод с нагревом.
- Термическая. Это не только закалка и прочие методы увеличения температуры, но и ее понижение – криогенная технология.

От чего зависит вид металлообработки
Основная причина выбора – это технические характеристики металла, а именно:
- его плотность;
- химическая активность;
- максимально и минимально допустимые границы нагрева;
- хрупкость и пр.
Второй решающий фактор – это задача. Исходя из нее можно выбрать способы, которые помогают разрезать изделие, улучшить его физико-химические свойства и пр.
Таблица по видам
| Процесс | Задача |
| Прокат | Придание заготовке требуемой формы без нарушения целостности |
| Ковка | Изменение конфигурации вместе с деформацией физических качеств детали под воздействием температуры |
| Пресс | Выдавливание из стального листа или иной плоскости нужного элемента с двухсторонним рисунком |
| Волочение | Создание профиля поперечного сечения |
| Объемная штамповка | Получение изделия необходимой формы |
| Шлифование | Придание поверхности нужного уровня шероховатости и достижение точности |
| Резание | Распиловка заготовки на две и более части |
| Точение | Достижение идеального цилиндра и создание насечек на нем |
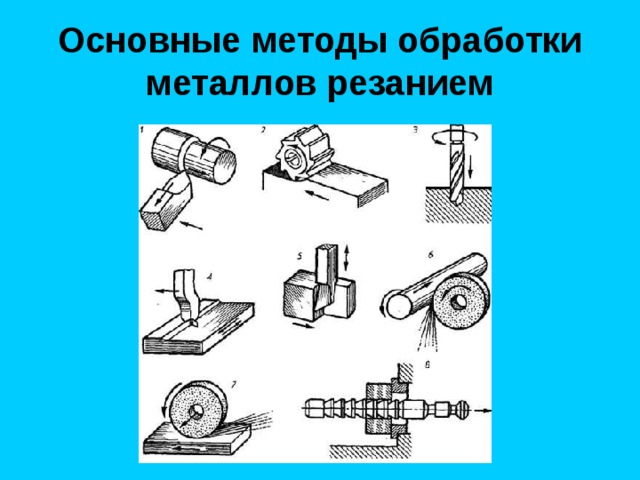
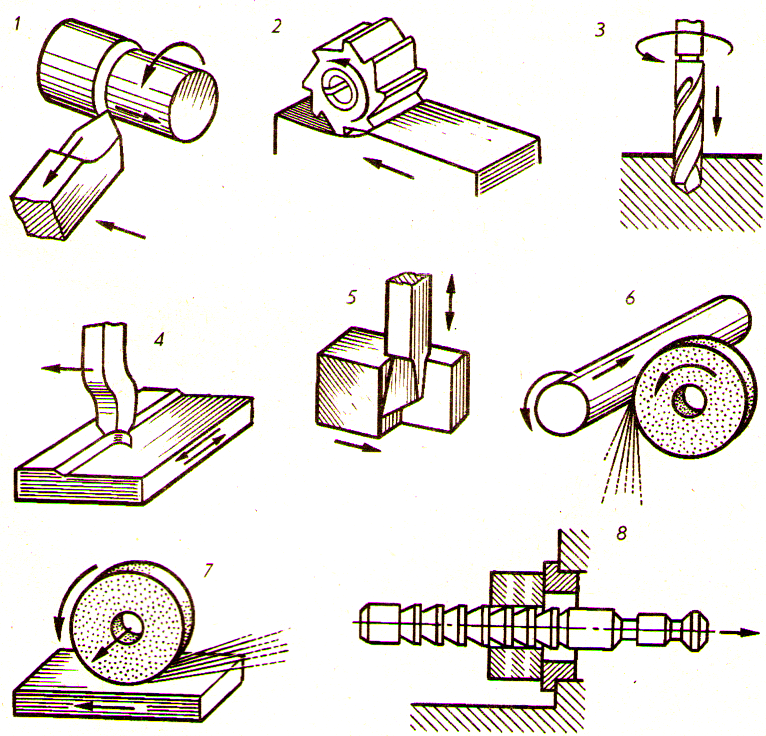
Основные способы и методы обработки металлов и сплавов
В зависимости от намерений, могут применяться разнообразные технологии, использоваться то или иное оборудование. Перечислим основные подходы к металлообработке:
- механический — это оказание физического давления прессом или острием инструмента;
- термический — производится посредством поднятия высокой температуры, применяется для изменения формы или придания дополнительных физических характеристик;
- художественный — к нему, в первую очередь, относится ковка — придание необходимой конфигурации изделию с целью достижения эстетического эффекта;
- сварочный — это соединение двух и более элементов посредством электродуговой или инверторной сварки;
- электрический, в том числе прокалка, то есть пропуск через металл разряда;
- токарный — придание нужной формы (рис. 2);
- литье — это отлив из расплавленного материала требуемой детали.
Теперь перейдем к описанию наиболее часто применяемых видов металлообработки.
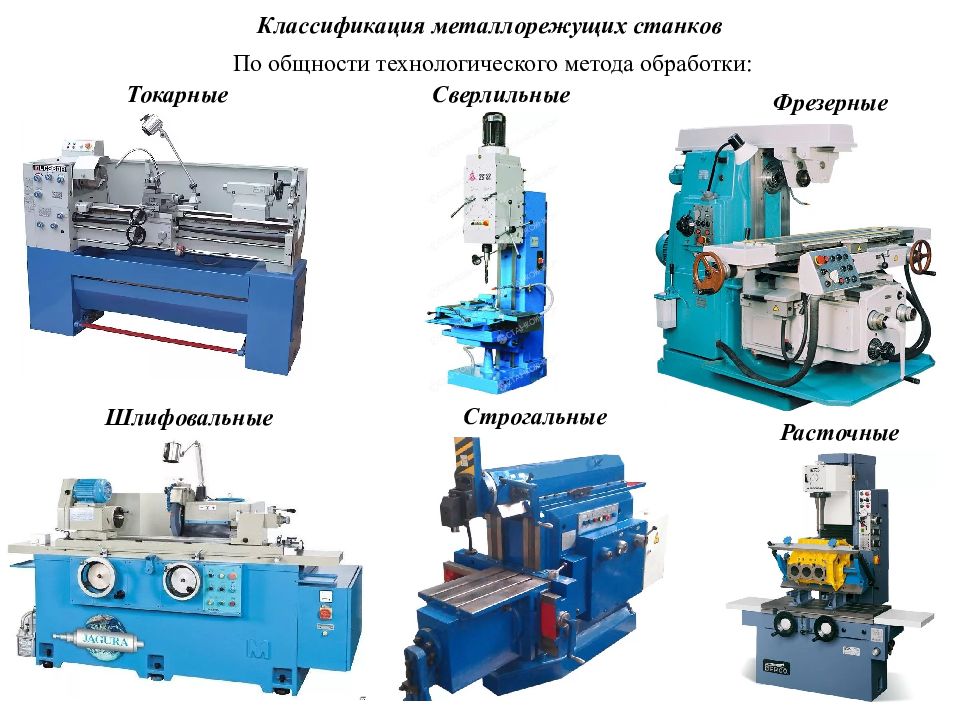
Используемое оборудование и инструмент для механической обработки металла
В основном это станки и расходные материалы. Крупные приборы можно разделить на ручное управление и с ЧПУ – пультом управления. Первые дешевле и проще в освоении, но они требуют постоянного присутствия и внимания оператора. А вторые позволяют сделать изделия с максимальным классом точности.
Есть также аппараты со скромными габаритами, которые удобны для переноски в руках, например, для шлифовки. Некоторые умельцы делают станочные установки самостоятельно, приведем пример в следующем видео, как в своем гараже сделать токарное приспособление:
Инструмент – это режущая кромка, обычно изготавливаемая из инструментальной стали, поэтому обладающая высокой прочностью.
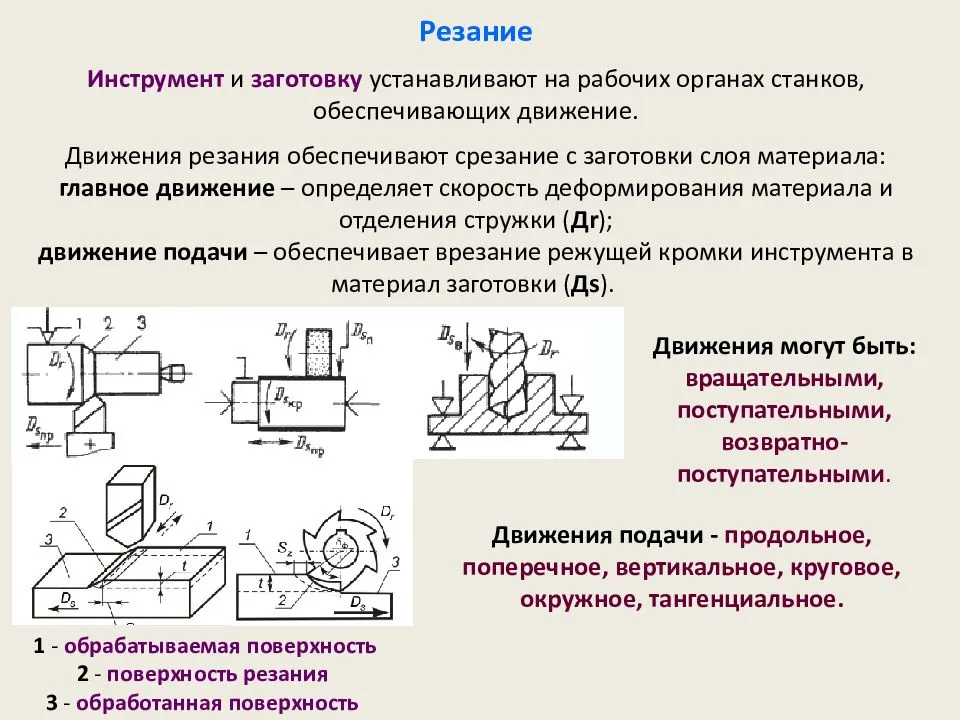
Точение и сверление
Заготовка закрепляется в шпинделях, которые подключены к электрическому приводу совершают быстрое вращение. Резец закреплен в суппорте и совершает движения, которые либо направлены рукой оператора, либо системой управления. Вытачивать можно конусы, цилиндры и прочие фасовочные детали.
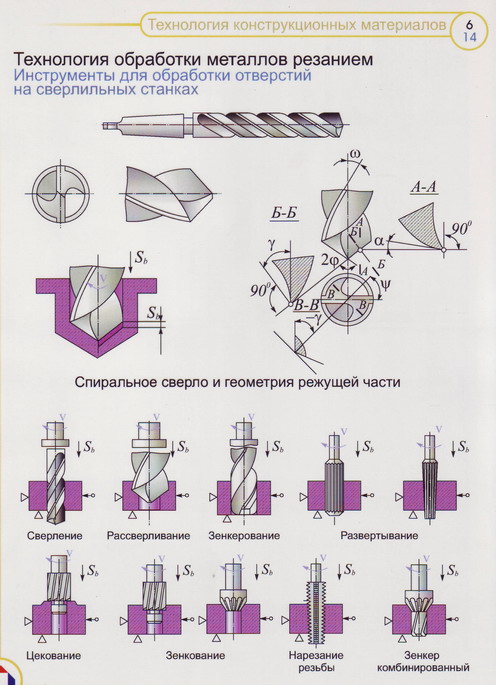
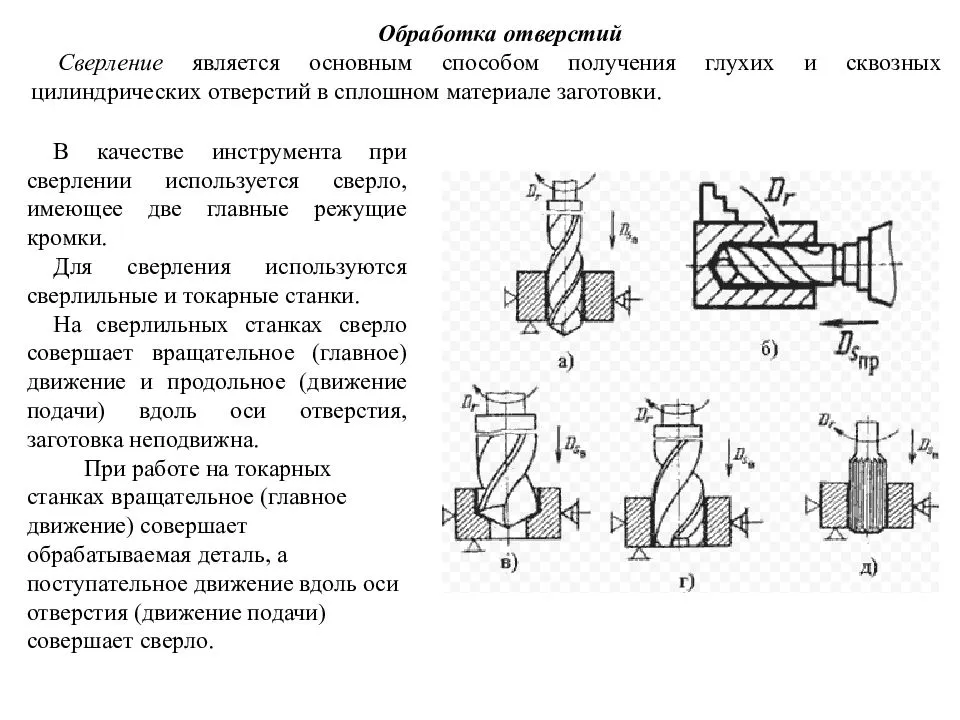
Сверление выполняется с целью образования отверстий. Они не обладают высокой точностью, а являются основой для механической обработки металлов, например, для нанесения резьбы. Также аналогичными процедурами, но с большей точностью, являются развертывание, рассверливание, растачивание и зенкерование.
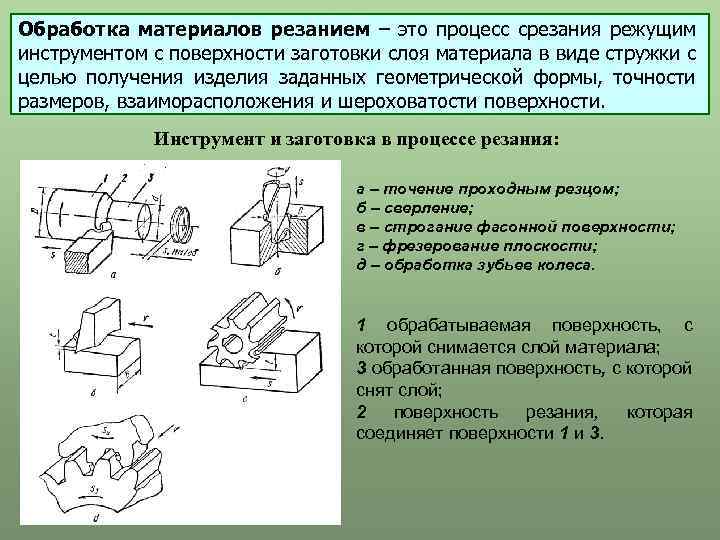
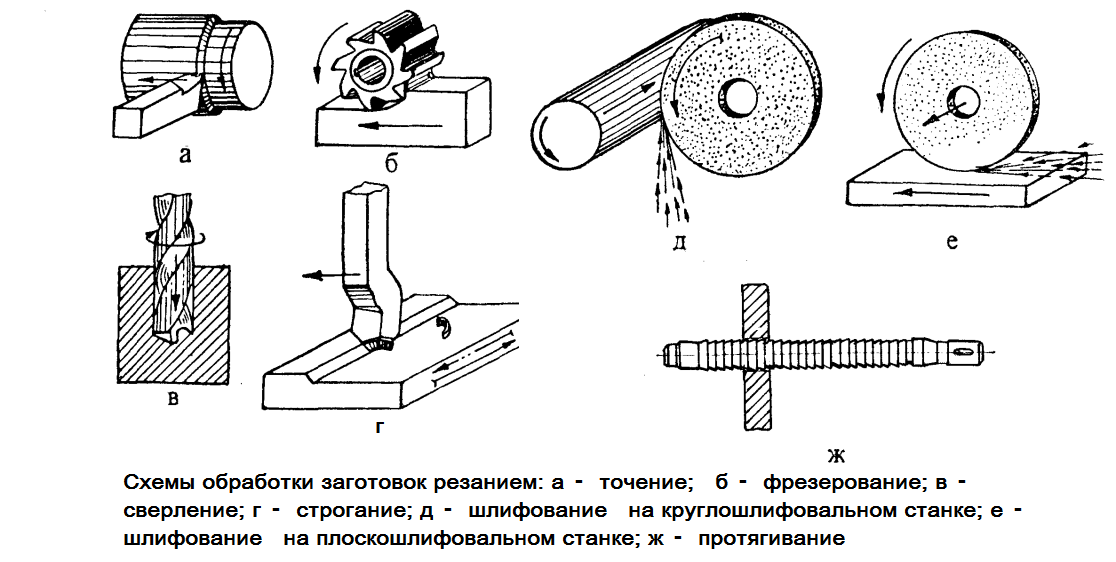
Обработка с помощью резки
Разрезать можно как металлический лист, так и любой полый или сплошной элемент, например, жгут. Резать можно напрямую или применять фигурную процедуру. В первом случае возможны даже ручные ножницы по листовой стали, а во втором не обойтись без высокотехнологичных станков с пультом чистового управления.
Оборудования с ЧПУ высокого качества и по доступным ценам можно приобрести на сайте . Здесь представлен широкий ассортимент продукции для профессионального производства изделий из металла.
Способы резки:
- Циркулярной пилой – домашний вариант с невысокой точностью и большой трудозатратностью.
- Болгаркой – тоже применяется в основном для использования дома.
- Гильотиной – представляет собой станок, где лезвие с большой скоростью и под давлением опускается на рабочую зону.
- Ленточнопильным аппаратом – оптимальный вариант, поскольку имеет множество технологических возможностей и дает ровные кромки.
- Кислородная металлообработка – подходит для сплавов с низким содержанием легирующих компонентов. На материале может остаться оксидная пленка, которую нужно убрать.
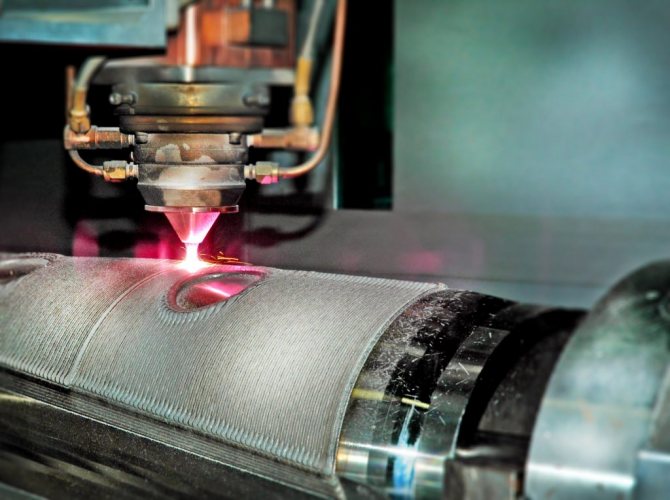
- Лазерная – лазер способствует образованию высоких температур, которые направлены на определенное место распиловки. Очень прогрессивный метод.
- Плазменная – самый хороший и точный способ, при котором излишки вещества на месте плавления просто испаряются, оставляя очень чистые кромки.
Также резка производится на токарном, фрезерном и ином оборудовании – убирается верхний слой с помощью режущей кромки инструментов.

Сравнительная таблица режимов резания на разных станках
| Тип операции | Какие параметры нужно контролировать |
| Точение |
|
| Фрезеровка |
|
| Сверление |
|
| Зубонарезка |
|
| Шлифовка |
|
Литейное производство
Литейная обработка – один из наиболее распространенных методов изготовления деталей. В данном случае подразумевается изготовление формы, которую затем заполняют расплавленным металлом. Возможности данного способа несколько ограничены, поэтому чаще всего литье используют для создания заготовок, затем обрабатываемых на токарном станке. Если Вам необходимы конструктивно сложные заготовки – лучше попробовать прочие методы изготовления деталей. В противном случае получившиеся изделия надо дорабатывать на фрезеровочном станке.
Несмотря на эти недостатки, литье отлично подходит для создания сложных отливок – например, полых, которые трудно производить путем механической обработки. Данный способ подходит для деталей абсолютно любого веса. Для литья можно использовать как формовочные смеси («землю»), так и металлические формы.
Электрическая обработка изделий из металла
Основная технология выглядит так: на участок подается точечный разряд, который приводит к оплавлению стали. Используемый электрод обычно сделан из латуни, а пространство между ним и поверхностью заполняют маслом, которое имеет отличные проводящие способности. Активно применяется эта методика для работы с металлическими тонкими листами, а также для заточки инструментов.
Подвидом электрообработки можно считать ультразвуковой метод. Волны с высокой частотой по аналогичному принципу разрушают молекулярные соединения, что приводит к образованию отверстий.
Высокая точность позволяет пользоваться технологией для изготовления ювелирных изделий.

Рисунок 7 – Обработка детали на токарном станке.

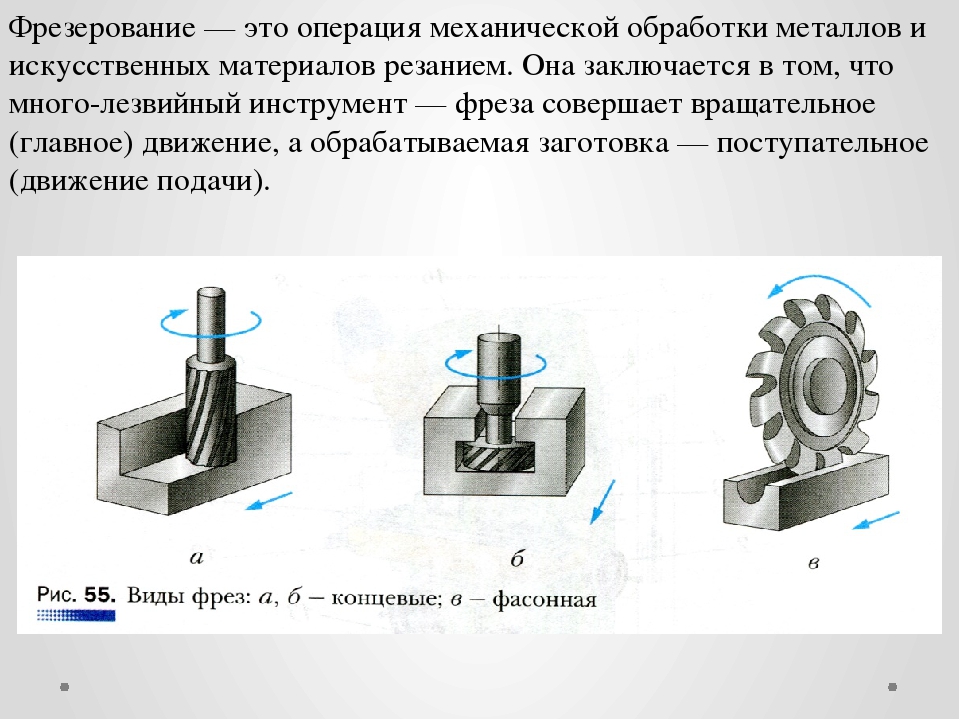
Рисунок 8 – Фреза.
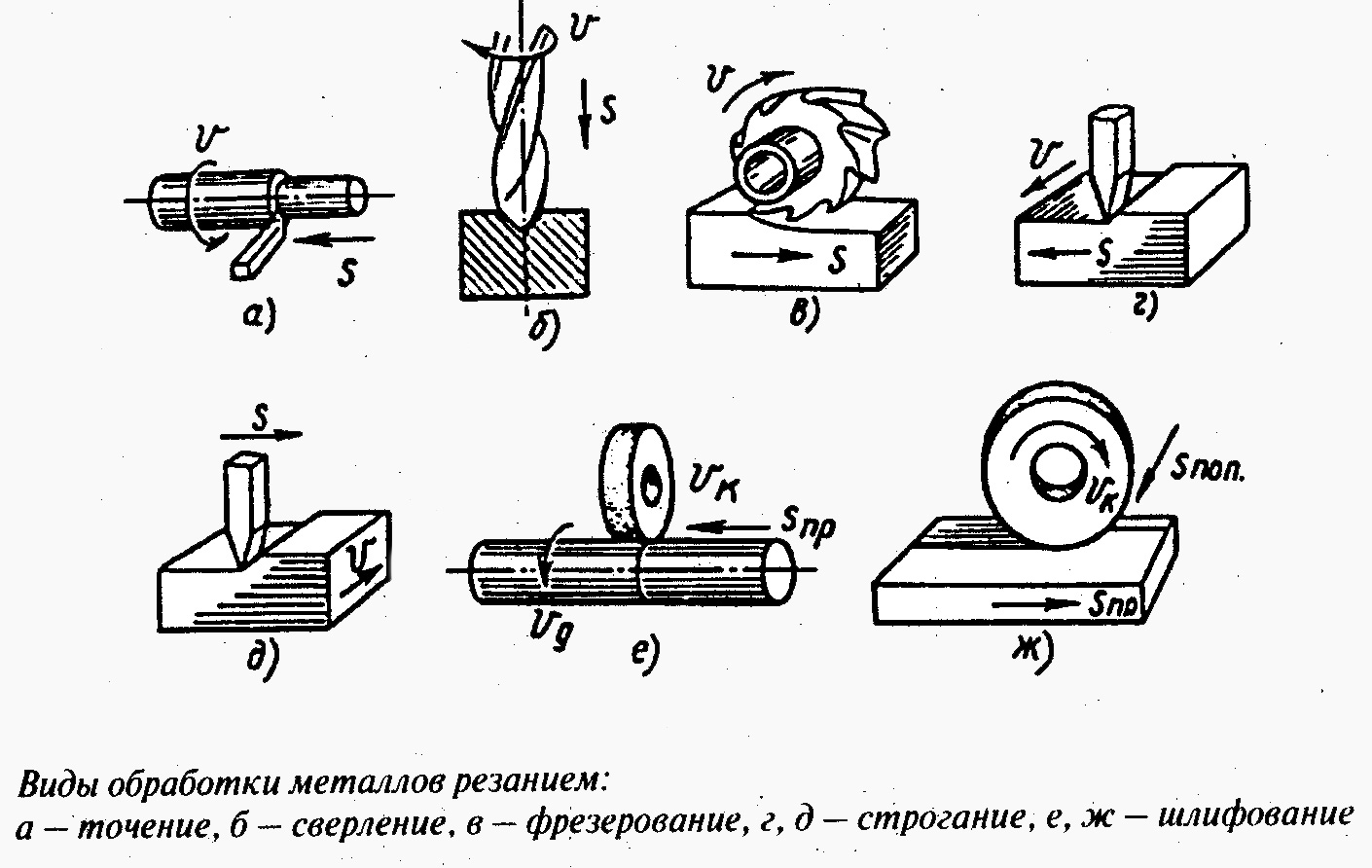
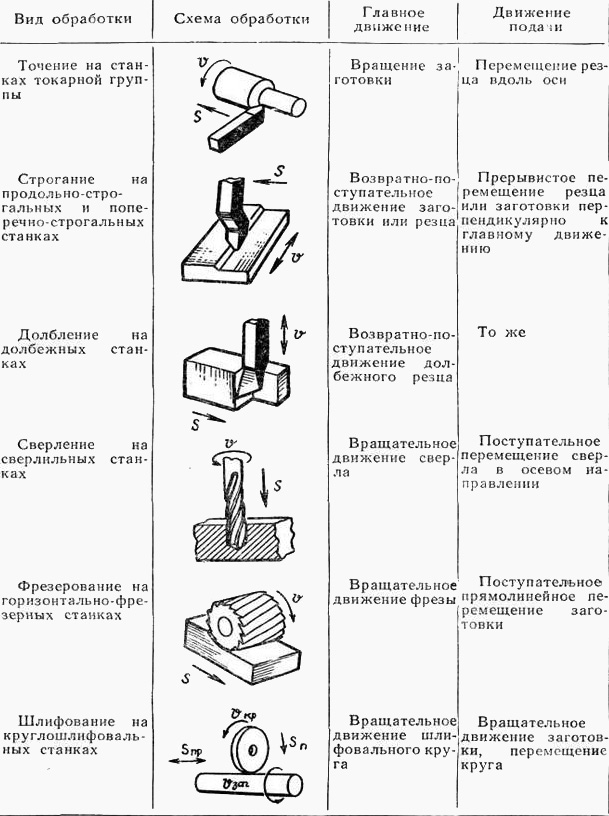
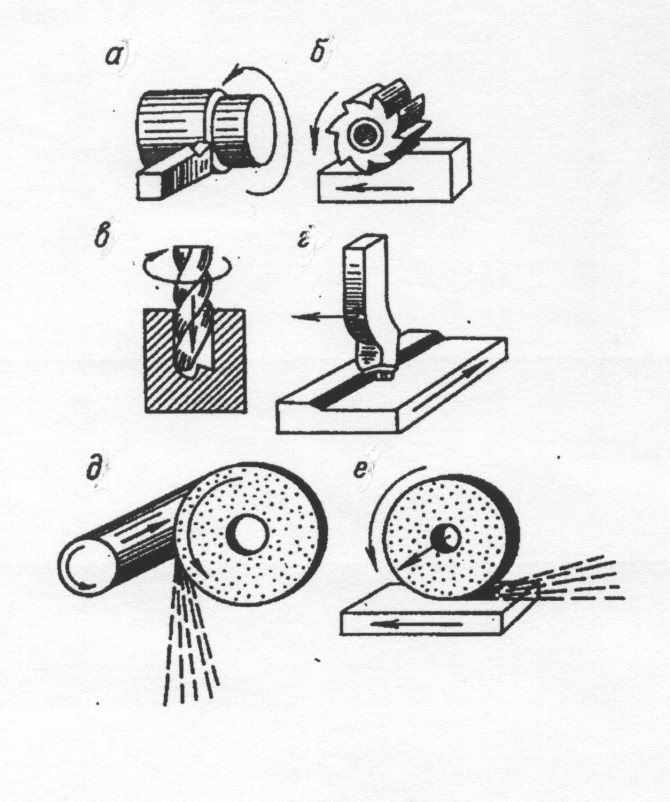
Основные виды механической обработки металлов

Фрезерная обработка

Токарная обработка
Механическая обработка металла может производится как со снятием верхнего слоя, так и без него. К операциям со снятием верхнего слоя относятся: точение металла, сверление металла, дробление металла, зубофрезерные работы, строгание металла, долбление металла , шлифование металла. К операциям без снятия верхнего слоя можно отнести давление и удар. В этом случае на металлическую деталь воздействуют с помощью прессов, воды, воздуха под большим давлением или интенсивным потоком абразивных частиц (например, пескоструйка). Такие процедуры могут проводиться под воздействием повышенной температуры или в естественном температурном режиме. К данной категории металлообработки можно отнести штамповку, металлопрокат и прессование. Ниже мы рассмотрим самые распространенные методы мехобработки металлических деталей со снятием верхнего слоя (резанием)




Разновидности ковки
Классификация процессов ковки металла может быть произведена по следующим параметрам:
- По виду применяемого оборудования – ручная или на приводных ковочных машинах;
- По температуре обрабатываемого металла – горячая, полугорячая или холодная;
- По материалам – ковка стали или цветных металлов/сплавов.
Выбор технологии определяется размерами готовой поковки, серийностью производства и точностью размеров готовой продукции.
Горячая
Поскольку в нагретом состоянии металл обладает наилучшей пластичностью, то горячая ковка – преобладающий вид рассматриваемого процесса. Выбор ковочной температуры зависит от марки металла. Например, для обычных углеродистых сталей исходным пунктом выбора всегда является диаграмма «железо-углерод». Для доэвтектоидных сталей температура нагрева металла выше, чем для заэвтектоидных, причём с уменьшением количества углерода температура начала ковки выше.
Средний диапазон ковочных температур – от 1200С до 800С, однако мастера кузнечного дела никогда не оперируют понятием «температура нагрева», а вместо него используют два показателя – температура начала и конца ковки. Дело в том, что при выгрузке из печи металл начинает остывать; в зависимости от поперечного сечения болванки или слитка падение температуры может составлять до 100С/10 мм поперечного сечения, поэтому металл нагревают до температур, которые примерно на 30С превышают верхнюю границу ковки.
При превышении температуры неопытными нагревальщиками могут произойти два неприятных явления – перегрев и пережог металла. В первом случае структура нагретого металла становится крупнозернистой, что повышает опасность растрескивания заготовки, особенно при интенсивном формоизменении. Перегрев устраняется медленным охлаждением исходной заготовки и её повторным нагревом до необходимых температур. Если же ещё больше перегреть заготовку, наступает пережог металла, сопровождающийся необратимыми изменениями в его микроструктуре. В частности, происходит расплав неметаллических включений (например, серы), и исправить такой брак уже невозможно.
Конец ковки обычно соответствует условиям образования крупных зёрен в структуре, когда сопротивление металла пластическому деформированию резко возрастает (особенно – для сталей с повышенным содержанием углерода). Это приводит к возрастанию потребного деформирующего усилия и снижает стойкость инструмента.
Ручная
Используется в мелких ремонтных мастерских, а также на предприятиях, которые занимаются технологическими процессами художественной ковки. Здесь процессы металлообработки максимально приближены к условиям работы кузнецов прошлого: для нагрева исходного металла используются открытые печи – горны, в качестве рабочего инструмента применяют ручной молот и наковальню, а для подачи воздуха – кузечные меха с механизированным приводом.
Специфической операцией ручной ковки является кузнечная сварка встык нескольких фрагментов исходной заготовки, при которой обжим соединяемых участков происходит за счёт комбинированного термо-силового воздействия на металл. Поскольку термические напряжения, присущие традиционным видам сварки, здесь отсутствуют, то работоспособность и долговечность сваренного стыка заметно выше.
Холодная
Процесс ковки металла, при котором температура исходной заготовки составляет не более 25 % от температуры плавления металла, из которого она изготовлена, называют холодной ковкой. Не слудет путать понятие холодной ковки с понятием ковки металла при комнатной температуре: например, пластическая обработка свинца в большинстве случаев будет отвечать условиям горячей ковки, а деформирование вольфрама при температуре 650…700С – условиям холодной деформации.
Холодная ковка распространена в небольших мастерских, которые занимаются изготовлением малых форм из металла – статуэток, навесов, перил, баллюстрад и т.п. Исходным видом металлопроката служит здесь профилированный металл – прутки, полосы, а преобладающим видом пластического деформирования – гибка, скручивание, чеканка. Холодной ковке подвергают преимущественно цветной металлопрокат, окалинообразование на поверхности которого практически отсутствует.
Ковка металла
Обработка металла при помощи молота или пресса. Деформирование происходит между двух плоскостей. Такое изделие называется поковка. Низкая производительность сопутствует ручной ковке, поэтому в промышленности используют машинную ковку.
Во время ковки, металл неограничен рабочей поверхностью и может растекаться по сторонам инструмента. У молота или пресса есть два бойка, нижний и верхний. Первый — неподвижный, второй подвижный, заготовку помещают между ними.
Ковка может нести основной и вспомогательный характер.
- Осадка — уменьшается высота заготовки, при этом увеличивается площадь поперечного сечения.
- Высадка — осаживается часть заготовки. Для этого используют оправку — подкладной инструмент.
- Протяжка — увеличивается длина заготовки, за счёт уменьшения площади поперечного сечения.
- Раскатка при помощи оправки — увеличивается внутренний и наружный диаметр кольца, постепенно уменьшая толщину стенок.
- Прошивка — получение сквозного отверстия. Используют прошивень, благодаря ему делают и полость. Отходы металла называют выдра.
- Рубка — отсоединение некоторой части заготовки.
- Гибка — придание заготовке изгиба, используя заданный контур. Благодаря опорам и приспособлениям делают различные угольники, скобы.
- Скручивание — часть заготовку проворачивают вокруг своей оси.
- Передача — вертикально смещается часть заготовки по отношению к другой её части. Используются дополнительные опоры.
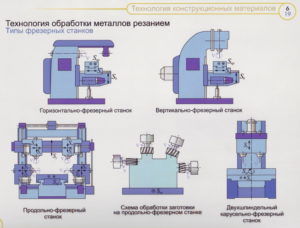
Используемое оборудование
Механообработка применяется на специализированных предприятиях, обеспеченных достаточным количеством производственных площадей и необходимого оборудования.
Для снятия поверхностных слоев изделие обрабатывается на токарном станке и фрезерных установках. Наиболее востребованными среди них являются:
- токарные центры с ЧПУ;
- вертикально-фрезерные станки.


Новые модели рабочих приспособлений позволяют соблюдать высокую точность геометрии и шероховатость поверхности.
Оборудование, позволяющее обрабатывать материал механическим способом, представлено в широком разнообразии. Каждое предприятие самостоятельно принимает решение о необходимости приобретения того или иного устройства. Например, на некоторых производствах установлены карусельные станки, способные обрабатывать изделия до 9 метров в диаметре.
 К числу стандартного оборудования, которым укомплектовывается любое предприятие, обрабатывающие металлические изделия механическим способом, относятся следующие устройства:
К числу стандартного оборудования, которым укомплектовывается любое предприятие, обрабатывающие металлические изделия механическим способом, относятся следующие устройства:
- фрезерные;
- зубофрезерные;
- радиально-сверлильные;
- горизонтально-сверлильные;
- вертикально-сверлильные.
Электрический метод обработки металлов
Разрушение структуры материала под воздействием электричества давно изучено и активно применяется. Суть процедуры в следующем: на определенный маленький участок подается искра с высоким напряжением. При образовании заряда и при его контакте с металлической поверхностью выделяется очень большое количество тепла. Под воздействием температуры сталь начинает плавиться и испаряться – на месте образуется отверстие.
Преимуществом такого способа является чистота среза и фактически полное отсутствие остатков и обрезков. А чтобы даже те небольшие частички, которые образуются, не разлетались, в зону контакта заливают небольшим слоем маслянистую жидкость. Такая пленка буквально улавливает элементы.

Способ обработки металла давлением
В случае, когда нельзя нарушать целостность экземпляра, но требуется изменить его форму, то применяется более мягкая металлообработка с помощью прессов и штампов. Оборудование работает по принципу оказания большого давления на рабочую область.
Прокат
Все изделия из металлопроката созданы по данной технологии, а именно:
- листы;
- трубы;
- фасонная продукция.
Принцип работы следующий: заготовка проходит через сжимающиеся вальцы, приобретая необходимую форму.Обычно поперечное сечение уменьшается, а разрез приобретает нужные параметры. Есть три подвида прокатки:
- продольная, она же самая распространенная – в ходе операции лист или труба подаются вдоль, сжимаются ее края со всех сторон;
- поперечная – поступательное движение отсутствует, таким образом обрабатываются шары, втулки, цилиндры;
- поперечно-винтовая – усредненный вариант, в основном применяется для деталей с полостями внутри.
Волочение
Задача данной процедуры – уменьшить величину сечения детали. В ходе операции более крупная заготовка протягивается через волоки. Примером может служить изготовление проволоки (откуда и название распространенного материала). Сперва более крупный металлический канат проходит сквозь ряд фильер. Метод также имеет разновидности, волочение бывает:
- сухое – для смазывания применяется порошок;
- влажное – используется мыльная жидкость;
- черновое и чистовое;
- однократное и многократное;
- холодное и горячее.
Прессование
С помощью этой технологии обработки металлов получают изделия из чугуна, алюминия и других хрупких материалов, которые под воздействием высокой температуры или без нагрева приобретают нужную форму. Заготовку зажимают в матрице с отверстиями. Сверху начинает действовать пресс. Под его воздействием вещество просто выдавливается в заранее подготовленные емкости. Так получаются запчасти для автомобилестроения, самолетостроения и прочих сфер производства.
Матрица обычно подготавливается из жаропрочной стали, поскольку часто необходим нагрев. Прессование бывает:
- холодным для алюминия, олова, меди;
- горячим для чугуна, сплавов с содержанием никеля, титана.
Ковка
У каждого типа металла есть своя температура, когда он поддается процедуре. Она относится к одним из самых древних, поскольку еще кузницы средневековья работали по этому принципу – нагрев и механическое воздействие. Сейчас все доведено до автоматизма. Есть три способа:



![Механическая обработка металлов [виды, способы]](https://takorest.ru/wp-content/uploads/5/b/2/5b2daa827033bbe43337e79c38152889.jpeg)
- машинная с молотами (пневматическими и другими);
- штамповка – мы выделяем этот вид металлообработки в отдельный класс;
- ручная – почти не применяется.
Штамповка
Она может быть объемной и листовой. В первом случае получаются трехмерные изделия, во втором – штампы с плоскими параметрами. Есть две части у станка – матрица и пуансон. Одна из них является статичной, а другая – подвижной. Обе они зеркальные (в случае работы с листом) или имеют разную конфигурацию, в соответствии с нужной деталью. Обычно между двумя элементами есть один или несколько зазоров, куда выдавливается излишек. Затем он счищается, а сама заготовка на этом месте шлифуется. Но есть и полностью закрытые штампы, в которых таких отверстий по бокам не предусмотрено, тогда требуется точно распределять количества металла.
Листовая штамповка бывает двух видов:
- формообразующая – элемент получает необходимые для детали изгибы;
- обрезная – происходит фигурная резка.
Простым примером технологической процедуры можно привести чеканку монет.
Механическая обработка
Существуют различные виды механической обработки металлов. Это самая большая группа способов обработки материала, в которых используются специальные инструменты и оборудование. Механическое усилие позволяет снимать с заготовки слой металла.
Механическая обработка
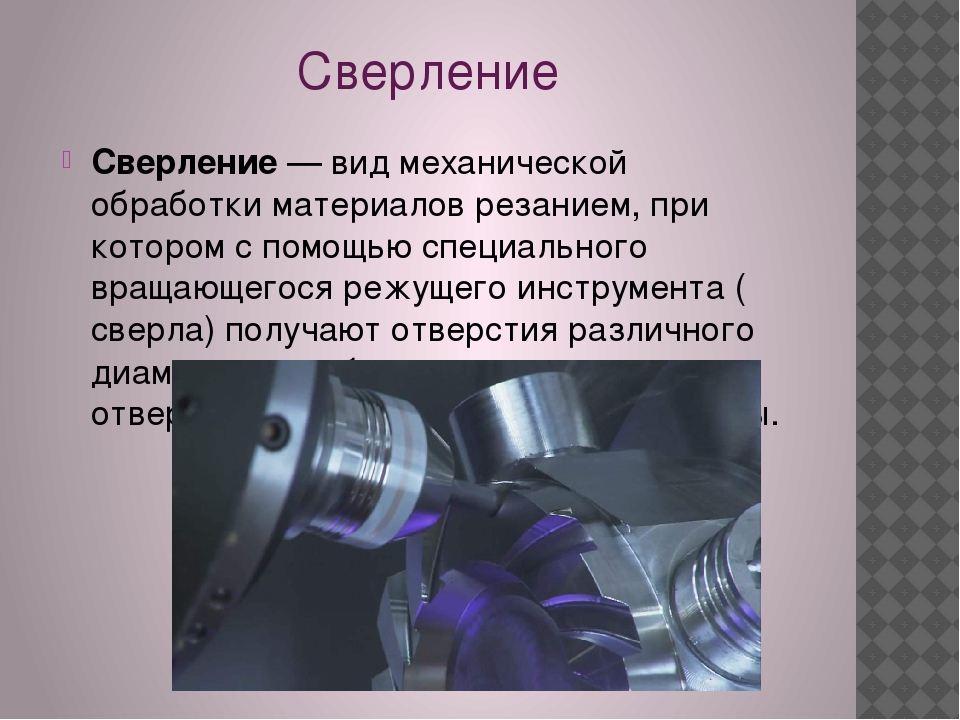
Сверление и точение
Сверление — это обработка металлов с помощью специального оборудования. Технология сверления делится на несколько этапов:
- Заготовка закрепляется на рабочем столе с помощью струбцин или тисков.
- В патроне рабочего инструмента закрепляется оснастка — сверло или мечик для нарезания резьбы.
- После включения электродвигателя, шпиндель раскручивает патрон. Оснастка проделывает в металлической заготовке отверстие нужного диаметра.
При выборе оснастки требуется учитывать характеристики обрабатываемого материала. Сверла выдерживают разные нагрузки.
Ещё одни распространённым видом механической обработки металла является точение. С помощью этого технологического процесса создаются детали цилиндрической и конусовидной формы. Метод сверления:
- Заготовка закрепляется в подвижном шпинделе.
- После включения двигателя она раскручивает заготовку.
- Мастер подносит резцы для снятия слоя металла.
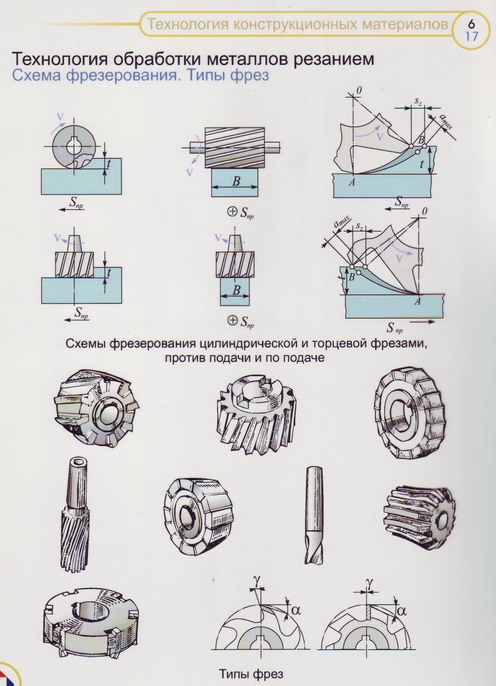
Шлифование и фрезерование
Ещё одним популярным способом обработки металла является фрезерование. Он похож на сверление. С помощью фрезы можно изготавливать различные углубления в металлических поверхностях, создавать резьбу, обрабатывать торцы заготовок. При вращении шпинделя оснастка снимает слой металла.
Также в процессе обработки металла и дерева используются абразивные материалы. Круг с напылением фиксируется на подвижном валу, которые раскручивается с помощью электродвигателя. От выбора фракции абразива зависит тип обработки. Чтобы очистить поверхность от толстого слоя ржавчины или металла, требуется использовать абразивные круги с крупными частицами. Для финишной работы подходит мелкая фракция.

Шлифовальная обработка
Термообработка
Технология обработки металлов с помощью увеличения температуры используется для улучшения характеристик материала. Помимо правильного нагрева, деталь требуется охладить с определённой скоростью. Термическая обработка разделяется на несколько операций.
Отжиг
Чтобы повысить показатели пластичности и ковкости, к заготовке применяется процесс отжига. Его суть заключается в том, чтобы разогреть материал до определённой температуры, а затем оставить его остужать в печи. Проводится этот процесс, чаще всего, после литья. Таким образом снимается внутреннее напряжение.
Закалка
В первую очередь материал разогревается до температуры плавления. Далее он выдерживается в таком состояние определённый промежуток времени. За это время изменяется структура материала. Она становится прочнее. После нагревания заготовку опускают в воду или масла для быстрого охлаждения. Обработка металла с помощью закалки осуществляется для того, чтобы повысить твердость материала. Однако при этом снижается его вязкость и увеличивается хрупкость.
Отпуск
Этот технологический процесс выполняется после закалки. При отпуске материал разогревается до определенной температуры, а затем медленно охлаждается. Хрупкость детали уменьшается.
Старение
Считается одним из способов декоративного оформления материала. Заготовка медленно разогревается до определённой температуры. После проведения этого технологического процесса, металл изменяется до такого визуального состояния, как будто он длительное время старел в естественных условиях.
Нормализация
Чтобы повысить ковкость материала без ущерба показателю твердости, выполняется нормализация заготовки. Во время этого процесса металл принимает мелкозернистую структуру.
Виды обработки
Все виды обработки металла давлением поделили на технологические группы. Сейчас себя зарекомендовали пять технологий:
- прокатка;
- ковка;
- прессование;
- волочение;
- штамповка.
Прокатка, волочение и прессование производят детали одинакового диаметра. Ковка и штамповка среди видов обработки металлов давлением используются для изготовления деталей определенного вида. Правда, в дальнейшем изделия нужно дорабатывать механически.
Прокатка
При прокатке используют вращающиеся валики. Металл, прокатываясь между валиками, уменьшает диаметр поперечного сечения, превращаясь в требуемую форму. Для этого нужно специальное оборудование — прокатный стан.
Есть три способа обработки:
- Продольная прокатка. Изделие прокатывается сквозь валики, а диаметр последовательно убавляется.
- Поперечная. Здесь не используется поступательное движение. Используется для изготовления шаров, цилиндров и втулок.
- Поперечно-винтовая прокатка требуется для производства полых деталей.
Именно прокатка занимает самую большую нишу в нынешней металлообработке — 80%.
Листовой и профильный прокат разделяются по исходным материалам. Листовым прокатом получают катаные листы до двух метров шириной, и длиной до девяти. Профильным прокатом обрабатывают изделия с круглым сечением.
Ковка
Технология ковки известна ещё из древних времён. Считается самым простым способом обработки металлических изделий. Для неё потребуются плоские бойки с гидравлическим прессом. Самый простой вариант ковки — горячий. Изделие разогревают до необходимой температуры. В зависимости от обрабатываемого металла меняется нужная температура.
После нагрева изделие помещается между плоскими бойками, чаще всего являющиеся двумя плитами. Нижняя неподвижна, а верхняя как раз может перемещаться. При использовании молота деталь кладут вниз, а верхним бойком наносятся удары.
С гидравлическим прессом процесс намного проще — деталь просто сжимают с двух сторон. А чтобы убрать возможные неровности, деталь кладётся на ребро, а затем процедура повторяется.
Прессование
Методом прессования, по сути, выдавливают деталь нужной формы из начальной фигуры. Сырьё помещают в закрытую форму и выдавливают нужное изделие через матрицу. Нужный инструмент для выдавливания называется пуансон.
Прессование применяют для работы с хрупкими металлами.
Горячее производство требуется металлам с высокой сопротивляемостью температурам. Олово, медь и алюминий без примесей подвергаются холодному варианту изготовления.
Прессование
Волочение
Обработка металла таким способом применяется в производстве проволоки. Через фильеру проволакивают заготовку, уменьшая её диаметр в сечении.




При необходимости используют горячий метод, но обязательного требования к этому нет. Для плавного утончения детали, заготовка проволакивается не один раз.
Этот способ обработки металла нужен, чтобы работать с прокатными материалами. Волок изготовлен из инструментальной стали, твёрдых сплавов или алмаза.
Сначала прут с одной стороны заостряют, затем проволакивают через фильеру с помощью клещей. Помимо проволоки производят трубы с тонкими стенками и иные полые профили.
Штамповка
ОМД штамповка деформирует заготовку в полости штампов. Эта полость полностью повторяет форму нужной детали, что повышает точность обработки. Чаще всего в качестве исходного сырья применяют продукты металлопроката, порезанные на части нужных размеров.
Существует два варианта штамповки: листовая и объёмная.
Объёмная штамповка требует использования пресса, молотов или определённых машин.
Штамп для листовой ОМД обработки включает в себя пуансон и матрицу, которые установлены в прессе. При холодной обработке итоговые изделия обладают минимумом шероховатостей и более прочные.
С помощью горячей штамповки металл под действием высокой температуры изменяется, подстраиваясь под штамп.
Обработка металлов давлением нашла больше распространения из-за сокращения необходимых ресурсов и времени. Самый простой вариант обработки — ковка, а максимально производительные — прокатка.
https://youtube.com/watch?v=QVgB1YMED-c
Механическая обработка деталей из металла
При взаимодействии инструмента с заготовкой можно снять верхний слой – это самый распространенный результат в данной группе способов металлообработки.
Сверление и точение
Просверлить можно сквозное и глухое отверстие. Оно может быть самобытным или предназначенным для последующего нанесения резьбы. Сверлят следующим образом:
- Сперва закрепляют деталь на столе, обычно с помощью тисков или посредством специального зажима на станке.
- Устанавливают оснастку. Это может быть сверло разного диаметра и заточки.
- Производится запуск двигателя с последующим закономерным движением инструмента одновременно в двух направлениях – вокруг своей оси и вперед, врезаясь в толщу металла.
Выбор сверла должен зависеть не только от диаметра необходимого отверстия, но и от плотности материала. Кончик может просто сломаться при неправильном подборе.
Точение – это металлообработка цилиндрических и конусных заготовок на токарном станке. Шаблон надежно фиксируется в шпинделях с электрическим приводом и вращается вокруг своей оси. Токарь с помощью специальных инструментов, которые зажимаются в тисках, направляет режущую кромку на необходимую часть. В результате срезается верхний слой. Подобным образом также наносится внутренняя и внешняя резьба.
Шлифование и фрезерование
Фрезерный станок работает уже не только с цилиндрами и с конусами, но и с другими формами. Принцип работы аналогичный, но заготовка уже не вращается, движется только фреза. Типоразмер резцов самый разный, часто они представлены сверлами, развертками и прочими инструментами.
Шлифовка предназначена для того, чтобы добиться максимальной точности размеров и необходимой шероховатости. Когда нужна максимальная гладкость, применяются абразивные круги с минимальным размером абразива. Также дополнительно можно отполировать поверхность с помощью специальной полировальной машины. Шлифование делят по степени обработки на грубое или черновое, чистовое и тонкое.