
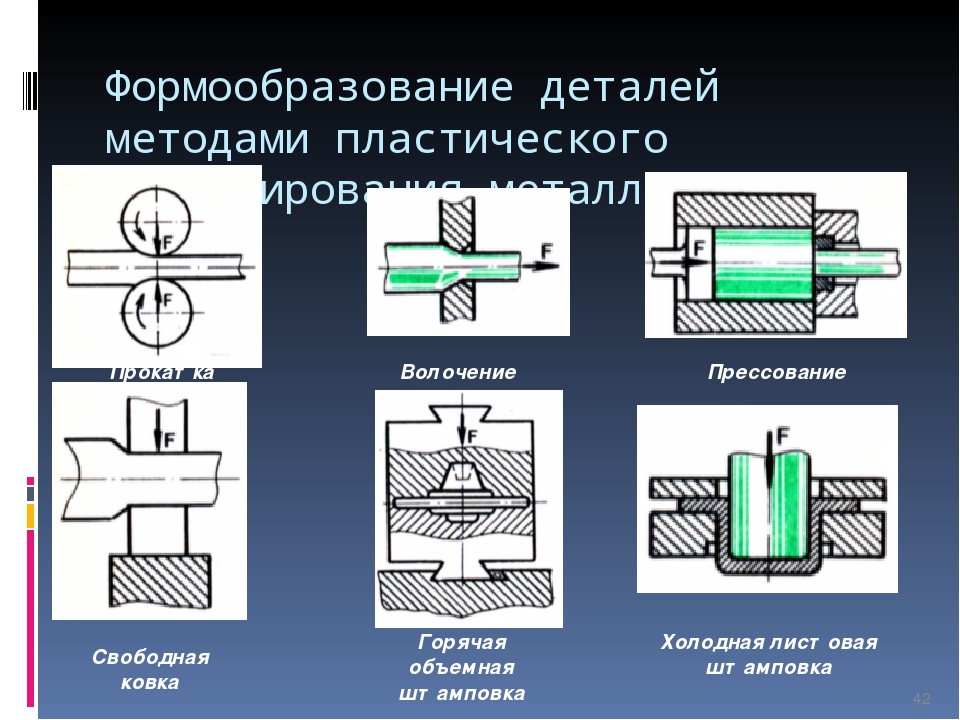
Прокат металла
Деформирование происходит во время прокатки заготовки между вращающихся валов. Давление валов уменьшает толщину металла, делая его длиннее и шире. Прокатка используется для обработки стали, цветных металлов и сплавов.
Прокатка бывает:
- продольная;
- поперечная;
- поперечно-винтовая.
 Продольная прокатка — при этой обработке заготовка движется поступательно, перпендикулярно валкам, которые движутся в разные стороны и деформируют её в длину. Такой способ используется для изготовления 90% листового и профильного проката.
Продольная прокатка — при этой обработке заготовка движется поступательно, перпендикулярно валкам, которые движутся в разные стороны и деформируют её в длину. Такой способ используется для изготовления 90% листового и профильного проката.
Поперечная прокатка — заготовка не движется вперёд, крутиться на одном месте. Движение ей придают валки, двигающиеся в одном направлении, деформирующие круглую заготовку в поперечном сечении. Такой вид прокатки применяют для производства валов, зубчатых колёс.
Поперечно-винтовая прокатка — заготовка получает вращательно-поступательное движение от перекошенных валков, расположенных под углом и вращающихся в одном направлении. Металл деформируется одновременно вдоль и поперёк. Такой вид проката используют для изготовления бесшовных труб.
https://youtube.com/watch?v=4jQEmMqiL7o
Прокатные валки
На производство прокатных валков идёт легированная сталь или высокопрочный чугун. У каждого валка есть рабочая часть — так называемая бочка, шейка и трефа. Шейка предназначена для вращения в подшипнике, а трефа необходима для соединения валка с муфтой или шпинделем, чтобы получать от них крутящий момент.
Валок может быть гладким или калиброванным, для получения определённого вида проката. Прокат осуществляется на прокатном стане.
Прокатный стан
Прокатные станы разделяются на двух, трёх и многовалковые. Они могут быть со стационарным реверсивным или нереверсивным направлением вращения валов, и с изменяемым направлением вращения валов.
Прокатный стан может быть:
- обжимным;
- сортовым;
- листовым;
- рельсовым;
- трубопрокатным и др.
Отличаются станы и по размеру, бывают мелко и крупносортные. Крупносортный стан — называется блюмингом либо слябингом. Они предназначены для проката больших слитков в квадратную заготовку — блюм или в прямоугольную — сляб.
https://youtube.com/watch?v=n5l7FDbL9gE
Прокатное производство выпускает не только готовую продукцию (трубы, проволока, арматура, рельс), также это заготовки для дальнейших механических обработок. Профиль производственного проката может быть листовым, сортовым, трубным и специальным.
Листовой:
- Тонколистовой прокат металла толщиной менее 4 мм. При толщине листа меньше 0,2 мм это будет фольга или жесть.
- Толстолистовой прокат листа более 4 мм и до 160 мм. Такие изделия получают только при разогретой обработке.
Сортовой:
- Простой прокат — круг, квадрат, прямоугольник, квадрат и т. д.
- Фасонный прокат — тавр, двутавр, уголок, рельс, швеллер.
Трубный:
Для этого изобрели сложный технологический трубопрокатный стан. Трубный прокат даёт возможность получать бесшовную и сварную горячекатаную трубу.
Сварка под флюсом
При воздействии на область сваривания воздуха происходит окисление. Это естественный процесс, но он мешает образованию прочного соединения. В электродуговых аппаратах применяют электроды со специальной обсыпкой. Помимо этого, активно применяется технология с подачей инертного газа. Но максимальное качество можно получить только при применении флюса. Это гранулированный порошок, который при нагревании плавится и служит защитой для процессов, происходящих под образованной пленкой. Затем вещество остается в виде шлака, который легко снимается со шва привычным способом, шлифовкой.

Рисунок 6 — Обработка детали на станке.
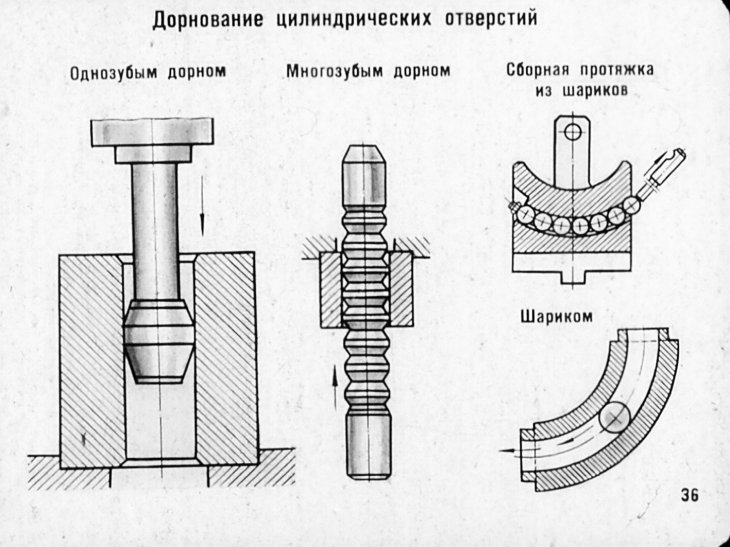
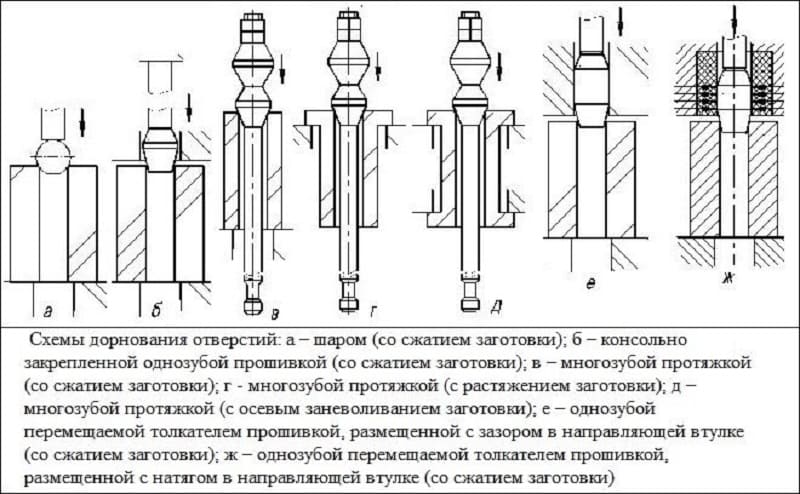
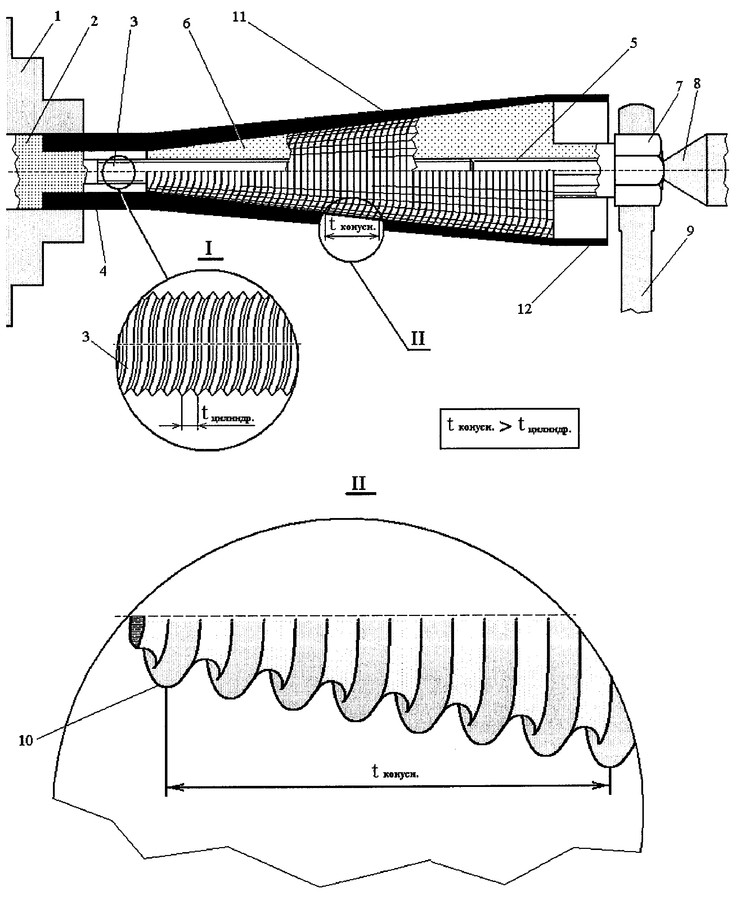
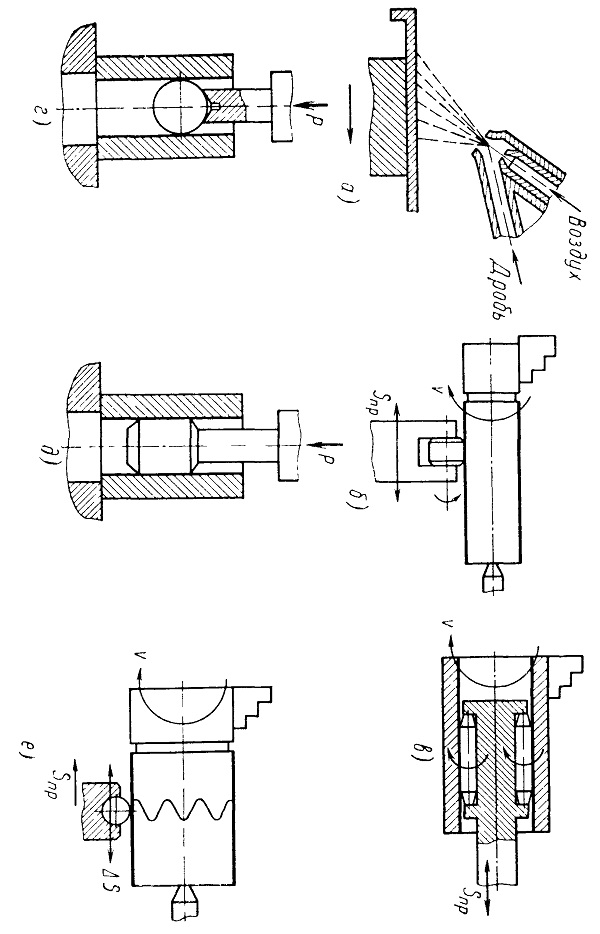
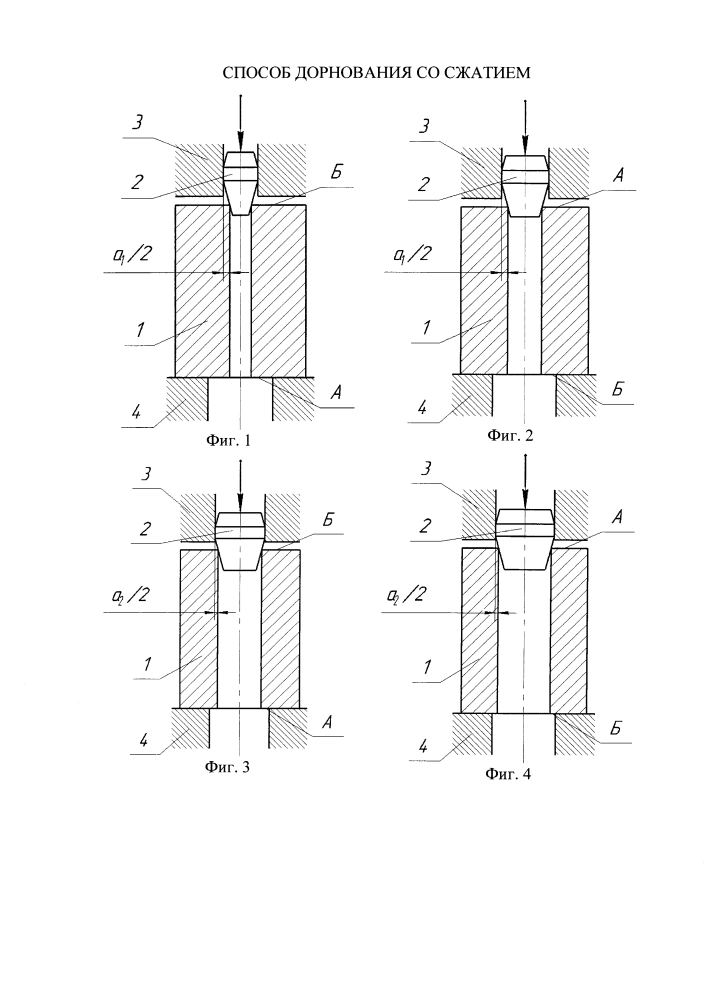
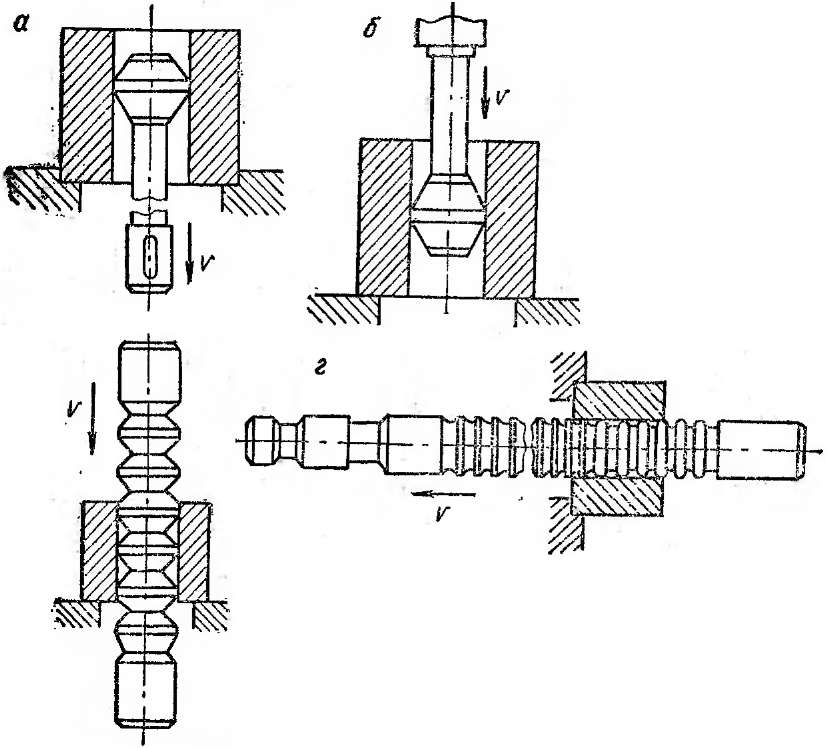
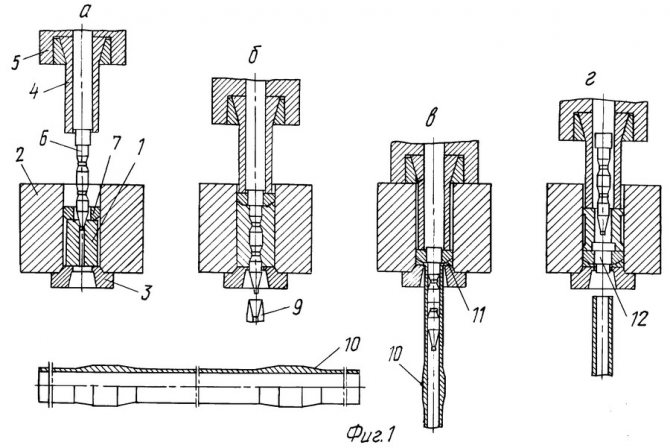
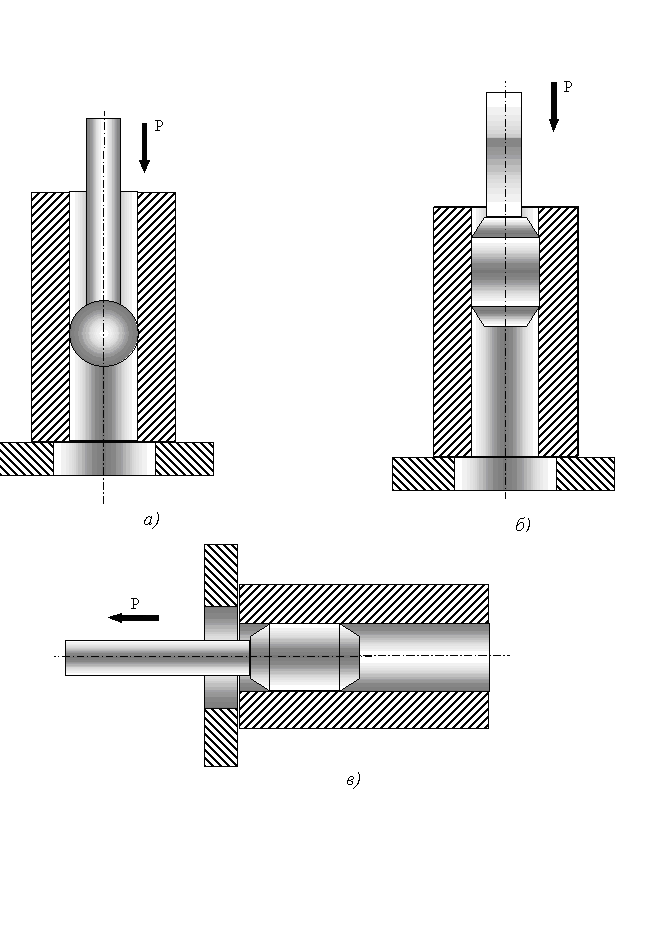
Схемы выполнения дорнования
Различают следующие схемы металлообработки заготовок дорнированием:
- при помощи растяжения;
- способ сжатия;
- совместное применение растяжения и сжимания образца.
Важно подойти правильно к выбору схемы обработки заготовки. Схема определит значения осевого напряжения изделия. Объемное обрабатывание детали выполняется по другим схемам:
Объемное обрабатывание детали выполняется по другим схемам:
- пассивная;
- нейтральная;
- активная.
Перечисленные схемы дорнования оказывают влияние на значение осевого напряжения и требуют специальных механизмов – подвижных опор, позволяющих ограничивать укорачивание детали при воздействии на нее дорна. При увеличении значения натяга степень шероховатости внутренней поверхности заготовки будет уменьшаться. Данная методика предусматривает предварительную механическую обработку отверстия перед использованием дорна.
Дорны используют двух видов движение:
- покачивания;
- скольжения.
Инструмент движется внутри заготовки с заданным показателем натяжения, используя смазку. Чтобы улучшить результат обработки и уменьшить усилие дорнования, смазочный материал подают внутрь отверстия навстречу движения дорну путем распыления.
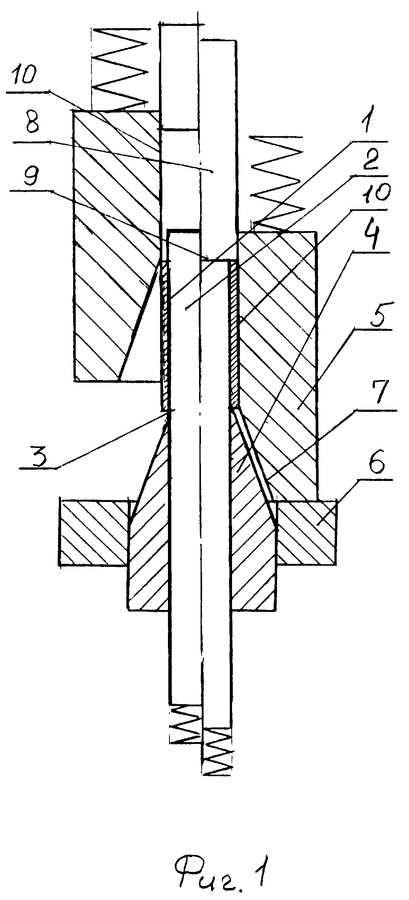
Приспособление для выполнения виброобработки металлических изделий состоит из:
- дорна;
- вибрационного суппорта, который позволяет закреплять на нем образец;
- гидропривода;
- поршня.
Дорн — устройство С помощью устройства эффективно обрабатывают внутренние стенки втулок, гильз и цилиндров.
Виды дорнования
При обработке металла применяют два вида дорнования:
- объемная обработка металла;
- поверхностное дорнование.
Объемная обработка металла. Данный вид обработки подходит для отверстий большой протяженности. Это могут быть длинные участки труб и предметы в форме гильзы. Объемное дорнование вытеснило на второй план менее эффективную черновую расточку заготовки. После пропуска дорна можно увидеть, что деталь сохраняет прежнюю прямолинейность, а точность металлообработки соответствует показателю 11 единиц.


Поверхностное дорнование. При таком воздействии степень шероховатости и точность обработки значительно меньше, чем в первом. Поверхностное дорнование отверстий представляет собой альтернативу шлифованию, развертыванию, выглаживанию. После проведения дорнования внутренняя поверхность металла покрывается прочным слоем.

Оба вида позволяют обрабатывать внутренние стенки изделия без удаления стружки.
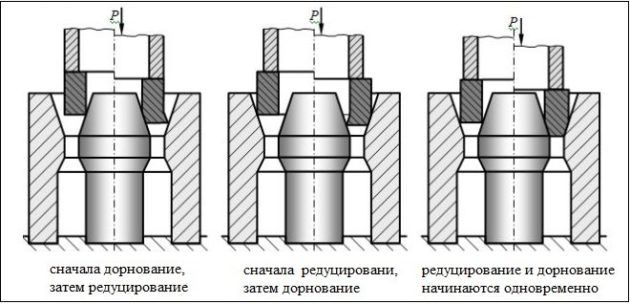
В зависимости от технологического процесса дорнирование подразделяется на свободное и несвободное. Свободное обрабатывание выполняется для труб со средней толщиной стенок, значение которых не превышает 200 мм. Преимущественно это бесшовная и электросварная труба.
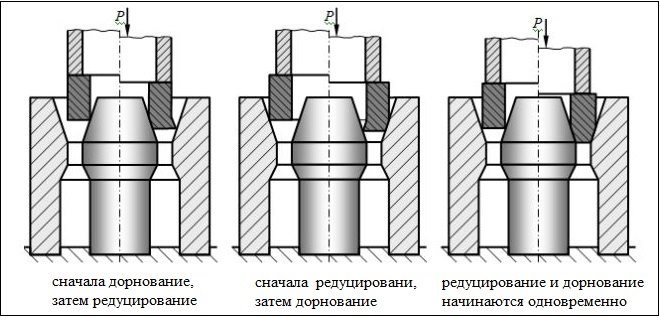
Несвободное дорнирование применяют для тонкостенных труб. По окончании операции на обработанных изделиях отсутствует искривление оси и наличие некачественно выглаженных участков металла. В продольном направлении труба остается устойчивой к нагрузкам. Процедура дорнования отверстий выполняется в жестком закреплении. Нередки случаи дополнительного применения холодного редуцирования с сужением сечения отверстия.

Несвободное и свободное дорнирование
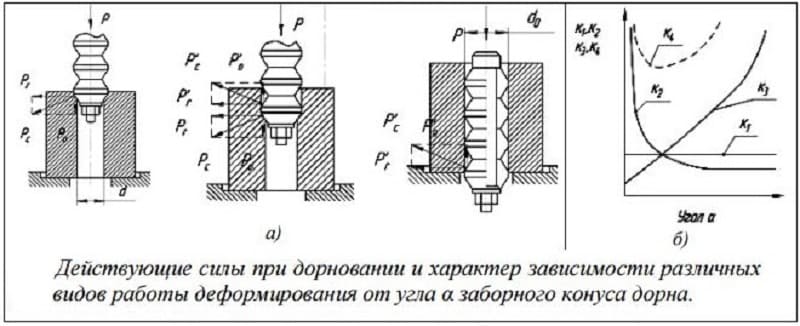
Главные показатели процедуры пластичного деформирования заготовок
К основным параметрам этой обработки относят такие величины:
- относительный натяг;
- натяг;
- скорость;
- сила;
- относительная деформация.
Под натягом, как было сказано выше, понимают разницу между номинальными сечениями отверстия и дорна. Чересчур высокий натяг может стать причиной снижения конечного показателя шероховатости, что, конечно же, нежелательно
Поэтому к выбору величины натяга относятся максимально ответственно, принимая во внимание характеристики пластичности и начальной прочности деталей
Относительный же натяг является параметром без размерности. Под ним подразумевают отношение величины обработанного либо начального отверстия к показателю натяга дорнирования.
Сила процесса обработки отверстий подразделяется на два компонента:
- радиальный;
- осевой.
Первая требуется для повышения сечения заготовки, которая подвергается деформированию. Данный компонент обеспечивает объемную обработку. А вот осевая сила удаляет мельчайшие неровности. Она нужна для работы трения.

Относительной деформацией называют такой показатель, который определяет реальную деформацию детали по ее наружному сечению. Выражается данный параметр в процентах.
Последний показатель процесса – сила дорнования. Существенного воздействия на величину износа рабочего инструмента и качество выполнения операции он не имеет.
Это интересно: Химическое хромирование: технология и проведение в домашних условиях
Что представляет собой дорнование?
Во время эксплуатации поверхности металлических деталей испытывают серьезные нагрузки, которые практически не воспринимаются внутренними слоями изделий. Именно слои, находящиеся сверху, противодействуют разнообразным негативным влияниям, начиная от теплового воздействия и коррозии, и заканчивая изнашиванием деталей.
Дорнование, как процесс эффективной обработки поверхностей, как раз и был создан для того, чтобы нивелировать все указанные проявления, увеличивая тем самым уровень износостойкости и надежности изделий из металла.
Дорнирование представляет собой инновационный вариант обработки отверстий деталей методом локального холодного деформирования, выполняемого по пластической технологии. Его суть следующая: дорн (специальное рабочее приспособление) передвигается внутри ствола изделия и за счет натяга обеспечивает:
- модификацию геометрических параметров и форм детали в целом и ее поперечного сечения в частности;
- качественное нивелирование имеющихся шероховатостей;
- упрочнение поверхностного слоя металла.
Величина поперечного диаметра отверстия обрабатываемой детали всегда меньше показателя сечения дорна на показатель натяга.
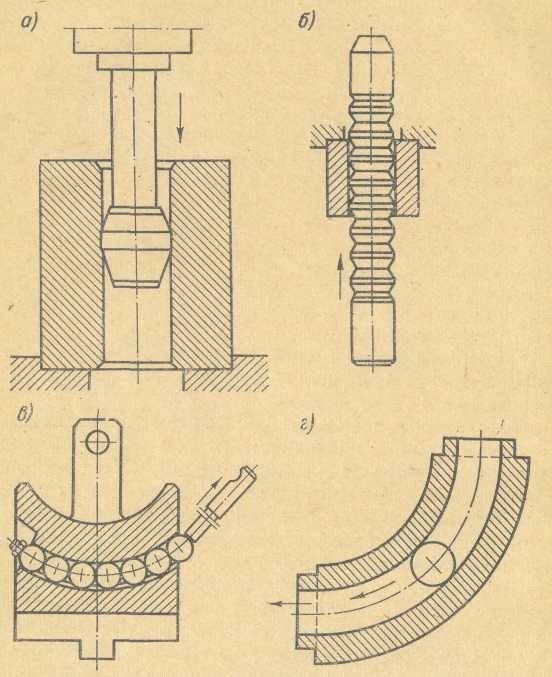
Разновидности дорновых станков для гибки труб
По способу управления дорновый трубогибочный станок может быть полуавтоматическим или автоматическим. Если это полуавтомат, то оперировать им придется частично вручную, то есть потребуются физические трудозатраты. А вот работа автоматического оборудования регулируется машиной ЧПУ со встроенным компьютером (подробнее: «Разновидности трубогибов с ЧПУ, преимущества и правила использования»). Туда вносят данные о схеме изгиба, его числовых показателях, поэтому для контроля функционирования аппарата достаточного одного работника.
Хотя конфигурация трубы может быть самой различной, все же радиус загиба трубы не должен быть больше двойного радиуса трубы. В то же время, надежность и герметичность конструкции, в которой вместо изгибания труб использованы фитинговые соединения, будет существенно ниже.
Разновидности конструкции трубогибочного станка с дорном:
- Арбалетный – оснащен Т-образной рамой. Он состоит из держателя для труб и подвижного рычага, установленного перпендикулярно. Ручной инструмент такого типа способен выполнять изгиб трубы на угол до 180º. А применяется он, как правило, для сборки систем отопления и водопровода.
- Гидравлического типа – встречаются ручные и стационарные модели. Используя ручной дорновый трубогиб, можно придать форму трубам с маленьким сечением, а вот для работы с изделиями с диаметром до 100 мм в условиях промышленного производства используют стационарные модели. Согнуть заготовку на таком станке можно до значения в 90º.
- Оборудование с электропитанием. Трубогибы данного типа имеют самое широкое применение в различных сферах жизнедеятельности, поскольку они имеют полностью автоматическое управление и могут придавать трубам самую различную конфигурацию с высоким качеством и точностью.
Гибка трубы с дорном может выполняться по разнообразным схемам. Если для работы используются арбалетные или гидравлические трубогибы, то в результате получается изделие, точно соответствующее заданным параметрам.

Оборудование с роликовыми механизмами выполняет сгибание труб путем постепенного накручивания деталей на валики. Однако станки такого типа бывают только стационарными. А если речь идет о конвейерном производстве, то там используются трубогибы с электропитанием.
Виды процесса дорнования
Обработка дорнованием классифицируется по следующим признакам:
- виду обработки (объёмное и поверхностное);
- технологическим особенностям (свободное и несвободное);
- методу воздействия на внутреннюю поверхность (растяжение, сжатие, комбинированное воздействие);
- количеству и расположению зубьев на поверхности инструмента.
Выбор метода и вида такой обработки зависит от характерных особенностей деталей. Так для получения качественной поверхности стволов или труб с неравножёсткой втулкой применяют метод с обеспечением разного воздействия на отдельные участки внутренней стенки.
Для обработки не осесимметричных заготовок применяют дорны с специально расположенными зубьями.
С помощью свободного дорнования обрабатывают поверхности бесшовных и электросварных труб. Толщина стенок может достигать средних размеров.
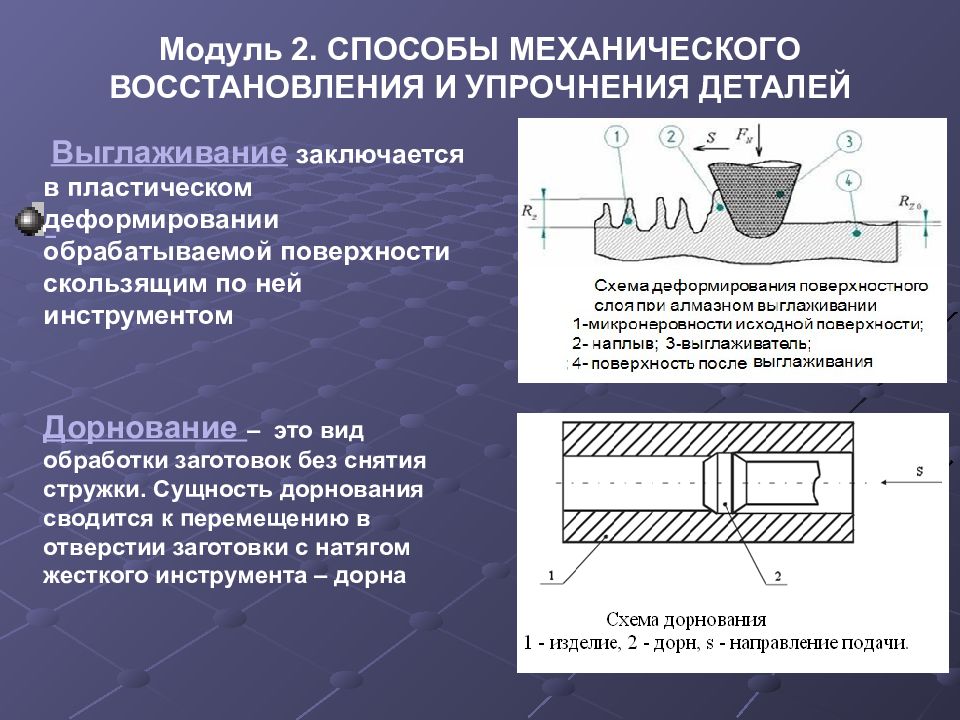

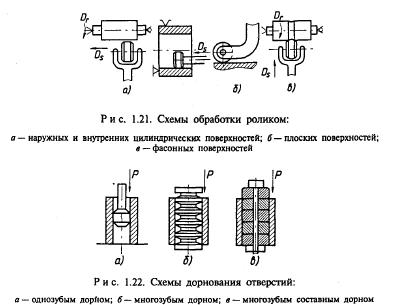
Объёмное и поверхностное дорнование
Объёмная обработка производится давлением по всему внутреннему периметру. Для улучшения требуемого качества применяются многозубчатые дорны. Они позволяют добиться высокой точности обработки вплоть до 11 класса. Степень шероховатости Ra получается равной от 0,63 до 0,04 микрон.
Поверхностное дорнование относится к методам поверхностной пластической деформации.
Оно позволяет получить следующие показатели точности: IT от 6 до 9 единиц, шероховатость Ra в пределах 0,32-0,04 микрон. Объемным дорнованием осуществляют обработку сварных прямошовных труб.
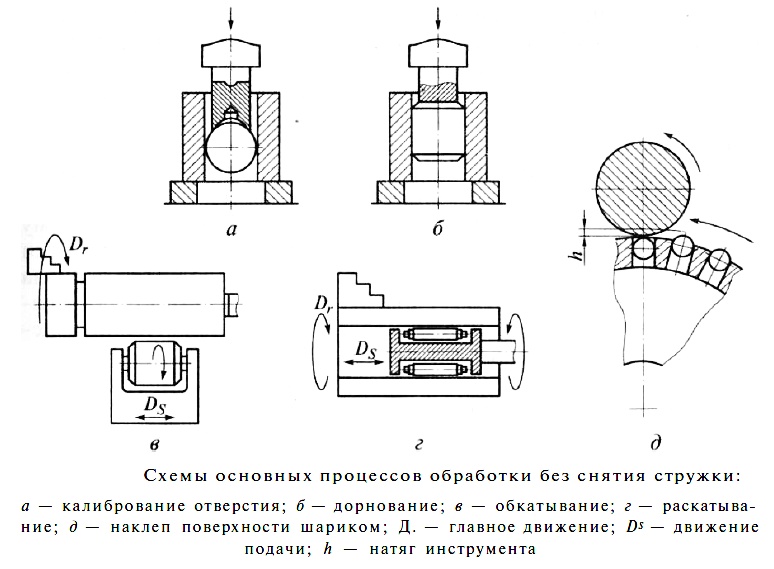
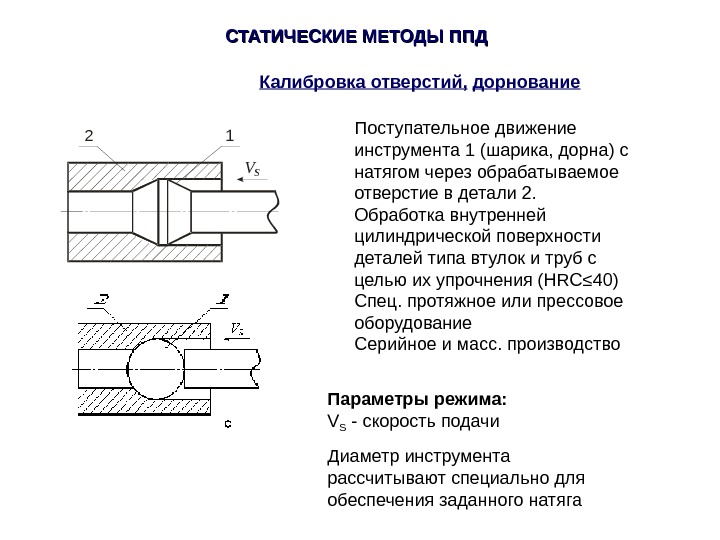
Пластическое деформирование и калибровка
Такой способ обработки предполагает воздействие на поверхность металла инструмента, создающего давление в точке соприкосновения. В этом случае происходит последовательное изменение внутренней структуры металла. Благодаря процессам скольжения и двойникования происходит изменение структуры слоёв на уровне атомной решётки. Такое воздействие приводит не только к изменению внешней формы детали, но и его физических и механических свойств. При правильно разработанном способе пластического деформирования удаётся получить поверхностный слой с улучшенными характеристиками
Особенно это обстоятельство важно, когда нельзя подвергать металлическую деталь термической обработке, например, изготовленную из аустенитных или ферритных материалов
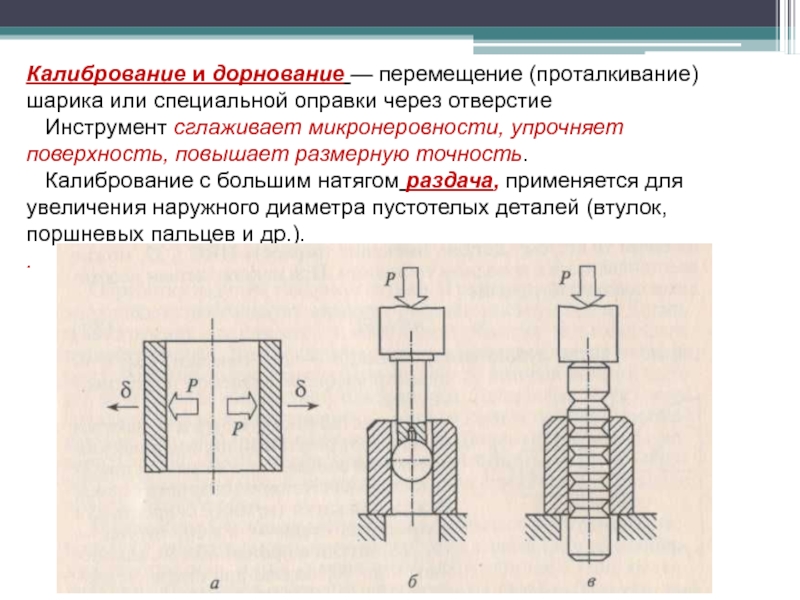
Методом калибрования обрабатывают отверстия у заготовок, имеющих небольшую длину. Для обработки применяют калибрующие шарики, дорны, другой калибровочный инструмент. В этом случае его проталкивают сквозь отверстие для получения ожидаемого эффекта.
В этом случае основным параметром оценки технологического воздействия является натяг. Он создаётся благодаря разнице внутреннего диаметра отверстия и диаметра инструмента. В зависимости от решаемой задачи калибровка выполняется с малым или большим натягом.
При калибровании с малым натягом воздействию подвергается только поверхностный слой. Такой обработке подвергают трубы, втулки, вкладыши имеющие толстые стенки. Наиболее приемлемым считается отношение величины стенки к радиусу отверстия более 0,5.
Применение большого натяга приводит к увеличению глубины воздействия и может распространяться на всю толщину обрабатываемого изделия. Это приводит к увеличению внутреннего диаметра, изменению внешних размеров, снижению качества обработки, возникновению неравномерных внутренних напряжений (изменение физико-механических свойств).
Для проведения калибровки необходимо провести качественную предварительную обработку. В результате последующего калибрования точность обработки повышается на 30%. Например, для стали класс точности повышается на две единицы, для бронзы на 3, для чугуна на один класс.
Метод ударных импульсов
Он основан на измерении параметров деформации металла после воздействия импульсного механического воздействия. В момент кратковременного удара возникают ультразвуковые колебания, которые вызывают уплотнение поверхности обрабатываемой детали.
Такой метод успешно применяется при производстве изделий большой длины. Например, дорнование труб осуществляется методом ударных импульсов.
Применение различных методов дорнования позволяет обрабатывать внутренние поверхности изделий различной длины и произвольного диаметра. В результате обработки удаётся получить высокое качество поверхностного слоя, без нагрева и механического воздействия (фрезеровки, зенкования и так далее).
голоса
Рейтинг статьи
Метод ударных импульсов
Широко применяется способ, при котором поступление осевой вибрации на изделие осуществляется при помощи ударных импульсов. Данный метод снижает усилия дорнования и повышает точность размеров отверстия, импульсы делают продвижение инструмента внутри детали более легким, особенно в трубах большой длины.
Суть метода заключается в том, что процесс обработки изделия происходит при нанесении на внутренние стенки трубы смазочного материала:

Датчики ударных импульсов
- заготовка циклически перемещается пульсирующими движениями;
- при использовании ударных импульсов смазка подается не постоянно, а небольшими порциями;
- одновременно в противоположное направление движения дорна действует дополнительная сила в тот момент, когда слой смазки на локальном отрезке обрабатываемой детали уменьшается.
Если заранее нанести смазку на стенки изделия, то перемещающийся инструмент будет вытеснять смазочный материал и произойдет трение контактных поверхностей в сухую. Это приведет к появлению ненужных наростов на инструменте и царапин, что существенно снизит качественные характеристики заготовки после обработки.
Стоит отметить, что предлагаемый способ дорнирования отверстия значительно улучшает качество внутренней поверхности заготовки и снижает возможность деформации образца за счет подачи смазочной жидкости на контактирующие элементы. В результате на поверхности создается защитная пленка, которая обеспечивает прочность и надежность детали.
Описание процесса
Дорнование — это специальная технология обработки материалов, которая позволяет увеличить прочность его поверхностей. На практике большое распространение получило дорнование отверстий (трубы, запирающие механизмы). Осуществляется с помощью специальных инструментов, которые называют дорнами — они представляют собой жесткий рабочий инструмент (обычно с зубцами).
При обработке дорн двигается в отверстии с натягом, происходит уплотнение внешней поверхности материала. За счет этого у детали формируется специальный твердый слой, который обладает повышенными параметрами твердости
Обратите внимание, что дорнование выполняется в холодном виде — для обработки не требуется ни нагрев целиком, ни локальное повышение температуры. Помимо улучшения физических свойств поверхности технология решает некоторые вспомогательные задачи:
- Коррекция диаметра сечения. Инструмент-дорн во время обработки может срезать поверхностный слой полностью или частично — благодаря этому можно увеличивать диаметр сечения отверстия до нужных значений. Также рекомендуется использовать дорн только для небольшой коррекции — в случае серьезного отклонения от нормы следует использовать какие-либо другие методы обработки (пример — сверление).
- Устранение шероховатостей, мелких дефектов. При дорновании происходит полноценная зачистка и выравнивание поверхности. Если на детали были какие-либо дефекты (выступы, шероховатые элементы, маленькие выемки), то дорн во время обработки их срежет полностью. Поэтому дорнование можно использовать в качестве вспомогательного метода шлифовки.
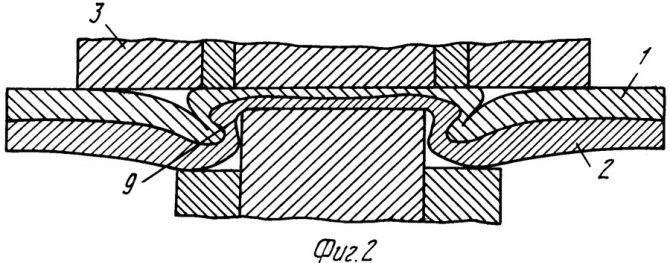
Типы дорнования в зависимости от крепления детали
Дорнование бывает несвободным и свободным — в зависимости от того, закреплены исходные детали на станке или нет во время обработки.
Технология свободной обработки простая, но имеет ряд недостатков, а главный минус заключается в том, что она не подходит для обработки тонкостенных изделий. Однако на практике свободную технологию очень часто используют при дорновании бесшовных или электросварных труб.
Технология несвободного дорнования является более предпочтительной, хотя и менее практичной, а подходит она для обработки труб с любой толщиной стенок.
При несвободном дорновании детали закрепляются на станке — это позволяет добиться следующих эффектов:
- Форма детали полностью сохраняется, образование каких-либо случайных изгибов, зигзагов и неровностей исключено полностью.
- Полностью сохраняется устойчивость, твердость детали во всех направлениях (особенно это критично в случае продольного направления).
- Поверхность детали полностью зачищается от различных неровностей и дефектов, несвободное дорнование обеспечивает обработку высокого качества.
Для проведения несвободного дорнования деталь закрепляется в специальных тисках-обоймах. Они должны соответствовать ряду требований — высокая упругость, очень высокая жесткость (в противном случае деталь будет соскальзывать). Если нужно уменьшить диаметр труб, то в таком случае дорнование может совмещаться с технологией холодного редуцирования — подобная практика широко используется на заводах всех пост-советских государств.


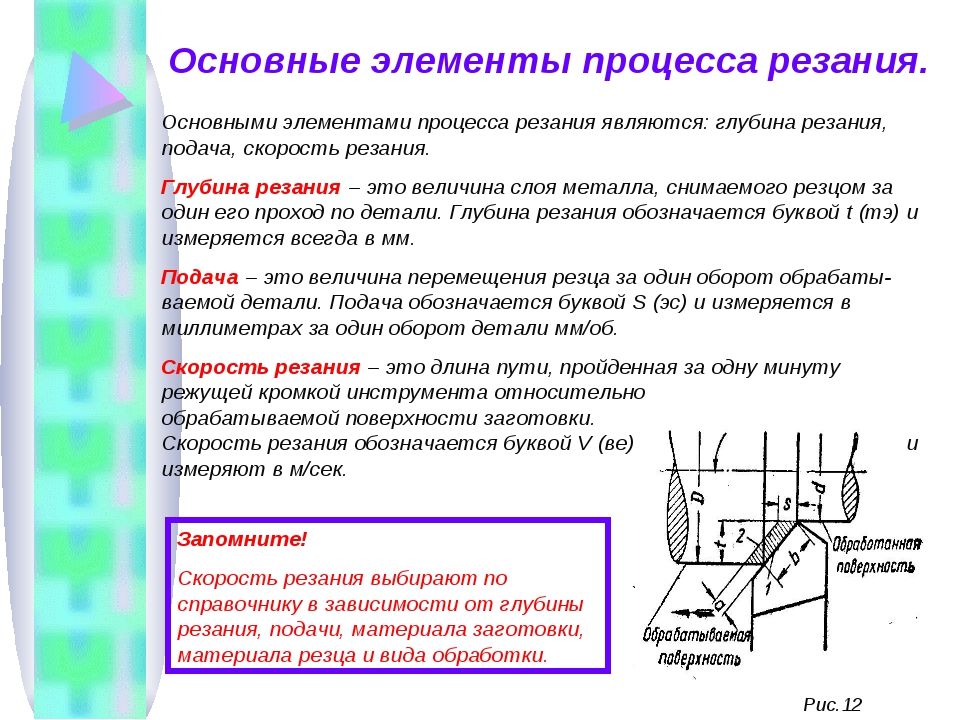
Основные параметры
Специалисты руководствуются такими параметрами дорнования, как:
- обычный и относительный натяг;
- скорость выполнения;
- сила выполнения;
- относительная деформация.
Для нормального дорнования допуск на размеры обрабатываемого отверстия должен быть в несколько раз меньше половины натяга
Натяг, который является одним из основных параметров дорнования, представляет собой разницу между диаметрами обрабатываемого отверстия и размером поперечного сечения используемого инструмента. Если данный показатель слишком велик, то в процессе обработки не получится сформировать поверхность с требуемым уровнем шероховатости. Выбирая данный параметр, следует учитывать как степень пластичности обрабатываемого изделия, так и его прочностные характеристики. Под относительным натягом дорнования понимают величину, получаемую отношением размера обработанного или необработанного отверстия к величине обычного натяга.
При дорновании прикладываемая к инструменту сила раскладывается на осевую и радиальную составляющие
Под силой, с которой выполняется дорнирование, подразумеваются усилия, которые инструмент оказывает на стенки отверстия в радиальном и осевом направлениях. При помощи усилия, оказываемого инструментом в радиальном направлении, увеличивается поперечное сечение обрабатываемого отверстия, а сила, создаваемая дорном в направлении оси обрабатываемой заготовки, позволяет удалить мельчайшие неровности с ее внутренней поверхности.
Относительная деформация, измеряемая в процентах, дает возможность определить, насколько изменился при дорновании наружный диаметр обрабатываемого изделия.
Способы защиты от коррозии
Существуют разные виды антикоррозийной защиты металлоконструкций. Большинство деталей и заготовок обрабатывается с помощью промышленных растворов и оборудования. Однако, существуют и бытовые методы обработки металлических поверхностей.
Промышленные
Если говорить о промышленных средствах от ржавчины на металле, можно выделить такие виды обработки:
- Лакокрасочное покрытие.
- Термическая обработка.
- Защитный слой из металла. Наносится с помощью специального оборудования при высокой температуре и давлении.
- Добавление легирующих примесей в металл при его плавке. Этот процесс называется пассивация.
- Электрозащита.
- Использование ингибиторов. Это вещества, которые останавливают протекание химических реакций, приводящих к появлению ржавчины.
Существуют и другие методы обработки, которые используются на производстве. Выбор технологии зависит от того, в какой среде будет эксплуатироваться металлоконструкция.
Бытовые
Бытовые средства от ржавчины представляют собой лакокрасочные покрытия. Для защиты металлов используется:
- металлическая пудра;
- различные полимеры;
- смолы на основе силикона;
- ингибиторы.
Если металлическая поверхность уже повреждена, нужно использовать другие составы. Для этого подходят специальные смолы, стабилизаторы, грунты и преобразователи.
Какие бывают деформации при гибке труб?
Изменение первоначальной формы трубопровода сопровождается появлением дефектов, сказывающихся на последующей эксплуатации.
- Овализация – круглая или овальная труба при изгибе теряет точную форму сечения – сплющивается. Полезная площадь сечения при этом не изменяется, но распределение потоков воды происходит иначе, что в водопроводной или отопительной системе создает дополнительную нагрузку.
- Образование гофров и изломов – деформируется внутренняя часть трубопровода, что образует преграду для протекающей воды и провоцирует усиленное отложение солей.
- Утоньшение – изменяется толщина стенки, что ведет к потере механической прочности.
- Формирование упругого отпора – при этом изменяется радиус изгиба, то есть трубопровод не образует заданной конструкции.
Избежать вышеперечисленных проблем позволяют профессиональные трубогибочные станки с дорном.