
Нюансы: что необходимо учитывать при подготовке и сборке
Часто при сборке неопытные сварщики сталкиваются с проблемами:
- конструкция сильно деформируется. Главные причины связаны либо с неправильной сборкой, либо с нарушением технологии сварки – выбран слишком большой ток, нарушена последовательность обваривания элементов;
- плоскую деталь ведёт «винтом». Для предотвращения этого нужно обваривать деталь медленно. Например, сначала один угол рамки (один шов), затем – по диагонали – второй (один шов) и так по кругу, переворачивая конструкцию с одной стороны на другую. Также возможно зафиксировать изделие на ровной поверхности струбцинами и зажимами;
- после сборки прихватки ломаются. Причины: мало тока или допущены ошибки при сварке. Необходимо собрать конструкцию снова;
- не хватает напряжения в сети, электрод постоянно залипает – часто за городом проявляются перепады. Улучшить ситуацию можно, если на время отключить все потребители: чайники, микроволновые печи, холодильники, кондиционеры.
Иногда выясняется, что сваренная металлоконструкция не входит на своё место. Это случается тогда, когда сборщик не учёл зазоры, которые устанавливают для лучшего проваривания швов.
Для сборки крупных объёмных металлических конструкций рекомендуется использовать временные усилители – уголки, швеллеры, которые должны помочь удерживать размеры в заданных рамках.
Например, при монтаже вертикальных столбов на основную раму приваривают укосины, которые удерживают их на месте. После обваривания их срезают болгаркой.
Ручная дуговая сварка
Параметры ручной электродуговой сварки указаны в межгосударственном стандарте ГОСТ 5264-80, действующим взамен принятого в СССР в 1981 году ГОСТ 5264-69. В нём учтены:
- тип соединения;
- форма подготовленных кромок;
- характер сварного шва;
- поперечное сечение шва и кромок;
- толщина свариваемых деталей.
Принцип действия
Источником нагрева соединения является сварочная дуга – концентрированная лучистая энергия в промежутке между электродом и изделием. Питание происходит от трансформатора при переменном токе или преобразователя – при постоянном. От источника питание подаётся проводами на электрод, зажатый в держателе, и на изделие. При контакте между ними возникает дуга. Шов образуется от расплавления электрода и соединяемой кромки.
Создание дуги
Дуга возникает от нагревания торца электрода, являющийся в электрической цепи катодом. Он соприкасается с изделием, цепь замыкается. При прохождении тока через контакт с большим сопротивлением выделяется большое количество тепловой энергии. При отрыве электрода на расстояние 1-2 миллиметра зажигается дуга, и начинается термоэлектронная эмиссия. Зажигание и горение возможны при наличии трёх компонентов:
- Электрический источник питания, у которого напряжение холостого хода выше напряжения дуги.
- Ионизация в столбе дуги.
- Реактивное сопротивление в сварочной цепи – это повышает стабильность горения.
Схема сварочной дуги
Области сварочной дуги
Сварочная дуга включает в себя три основные зоны:
- Катодная – находится между столбом дуги и поверхностью катода.
- Столб дуги – между катодной и анодной зонами.
- Анодная – состоит из анодного пятна и приэлектродной части. Ток в ней образуется потоком электронов из столба.
Под влиянием высокой напряжённости возле катода с его пятна вырываются свободные электроны, которые летят к аноду. За счёт бомбардировки электронов происходит интенсивное нагревание катода.
Источники питания
Трансформатор – источник питания электрической дуги. Напряжение подаваемого из сети тока изменяется регулировкой расстояния между первичной и вторичной обмоткой: приближение уменьшает индуктивное сопротивление и увеличивает ток. Удаление уменьшает его. Обмотка, подключенная к сети – первичная, к держателю и свариваемому изделию – вторичная.
Примерная стоимость трансформаторов. Яндекс.Маркет
Используемые электроды
При сварке постоянным и переменным током электроды применяют разные, маркировка первых имеет в маркировке буквенную аббревиатуру УОНИ, вторых — МР. И те, и другие покрываются специальной обмазкой для сварки сталей:
- углеродистых и низкоуглеродистых конструкционных;
- легированных конструкционных;
- легированных теплоустойчивых;
- высоколегированных с особыми свойствами;
- для наплавки поверхностных слоёв с особыми свойствами.
По толщине обмазки в прямой зависимости от соотношения диаметра электрода к диаметру стального сердечника:
- с тонким покрытием, соотношение меньше 1,20;
- со средним, D/d между 1,20 и 1,45;
- с толстым, D/d между 1,45 и 1,80;
- с особо толстым, D/d больше 1,80.
По составу покрытия маркируются:
- кислое – А;
- целлюлозное – Ц;
- рутиловое – Р;
- основное – Б;
- прочие – П.
Ещё одна маркировка – по положению электрода по отношению к поверхности детали:
- для всех – 1;
- для всех, кроме вертикального – 2;
- для нижнего, горизонтального к вертикальной плоскости сварки и вертикального снизу вверх – 3;
- для нижнего и нижнего в лодочку (свариваемые поверхности под прямым углом) – 4.
Примерная стоимость электродов. Яндекс.Маркет
Назначение манипулятора
Помимо вращателей существуют и другие разновидности дополнительного сварочного оборудования — кантователь, позиционер, манипулятор. Особо подробно стоит рассказать о манипуляторах, потому что они их чаще всего применяют на производстве и в домашних условиях.
Манипулятор может перемещать или вращать деталь в любом направлении, которое необходимо для проведения сварочных работ. Он более универсален, чем вращатель.
Значимым преимуществом современных манипуляторов является лёгкость их переналадки. При желании, скорректировать работу таких аппаратов не составит труда.
Для этого надо лишь перенастроить программное обеспечение, то есть изменить рабочую программу, после чего инструмент начнёт двигаться по новой траектории. Линия соединения или линия шва в данном случае тоже претерпит изменения.
Модульная конструкция большинства распространённых сегодня манипуляторов позволяет с лёгкостью менять ориентацию рабочего инструментария. В результате один и тот же прибор можно использовать при различных технологиях сварки.
Техника ручной дуговой сварки в различных пространственных положениях
В зависимости от пространственного положения сварного шва приемы сварки и техника будут отличаться
Положения при сварке
Сварка в нижнем положении
Сварка в нижнем положении наиболее удобна и проста. В таком положении могут варить сварщики не высокой квалификации. Поэтому при сборке по возможности детали и конструкции следует располагать так, чтобы сварка выполнялась в нижнем положении Шов в таком положении хорошо формируется, жидкий металл не вытекает из сварочный ванны, шлак хорошо вплывает защищая металл.
Сварка в вертикальном и горизонтальном положении
Сварка в вертикальном и горизонтальном положении сложнее и техника ее ведения отличается от нижнего. Расплавленный метал под действием силы тяжести начинает растекаться и вытекать из сварочной ванны. Для недопущения вытекания металла сварку ведут с поперечными колебаниями электрода, на как можно короткой дуге с уменьшив значение сварочного тока






Важно, удерживать сварочную ванну не большого размера, потому что жидкий металл удерживается только за счет сил поверхностного натяжения и при слишком большой сварочной ванне вытечет. Для этого сварку ведут как правило ниточными валиками, ширина валиков не должна превышать 2 — 3 диаметра электрода
Сварка вертикальных швов возможно производить на подъем и сварку вниз. Сварка снизу вверх предпочтительней так обеспечивает более глубокое проплавление и удобней формировать шов наплавляя металл на ранее застывший. При сварке сверху вниз швы получатся визуально более красивыми но возникает большая вероятность несплавлений и наплывов. На спуск применяют сварку только для деталей небольшой толщины.
Сварка в потолочном положении
Сварка в потолочном положении наиболее неудобная ее доверяют только сварщикам высокой квалификации. Сварка ведут как можно короткой дугой для обеспечения мелкокапельного переноса металла, электродами диаметром три миллиметра. Кроме того при сварке в потолочном положении нужно следить, чтобы шлак выходил из расплавленного металла. Также как и при сварке горизонтальных и вертикальных швов, нельзя допускать слишком большой сварочной ванны иначе удержать ее не удастся .
Технология и режимы ручной дуговой сварки, подробней раскрыты в статье Ручная дуговая сварка покрытыми электродами
Можно ли изготовить что-то своими руками
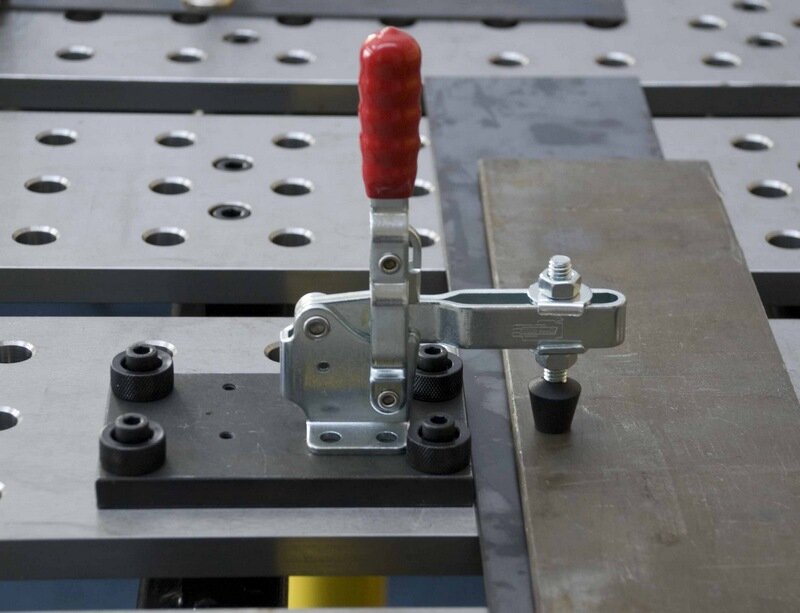
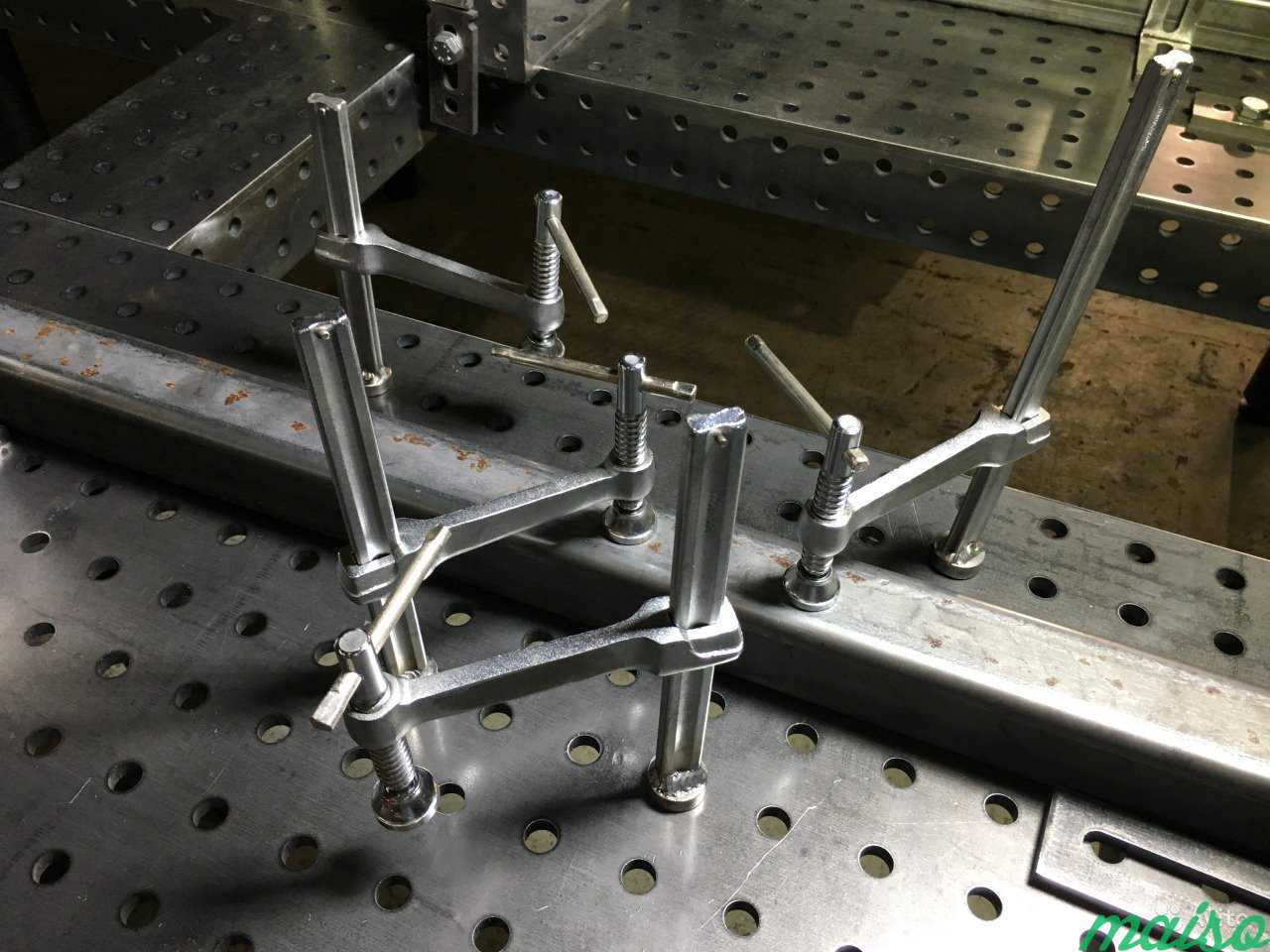
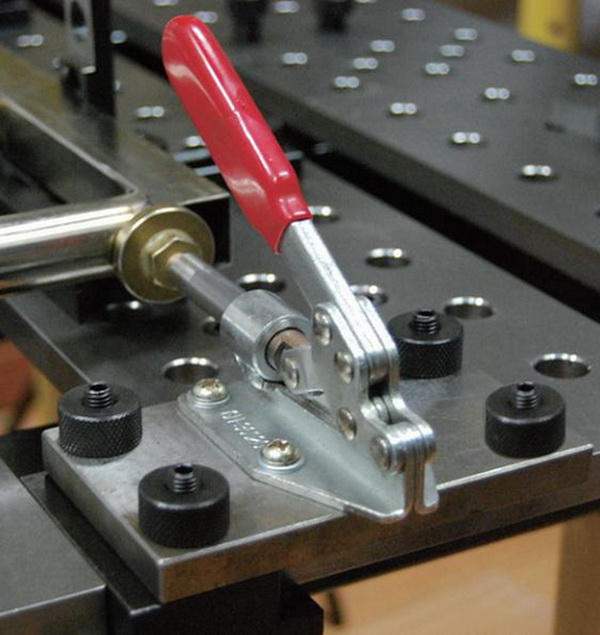
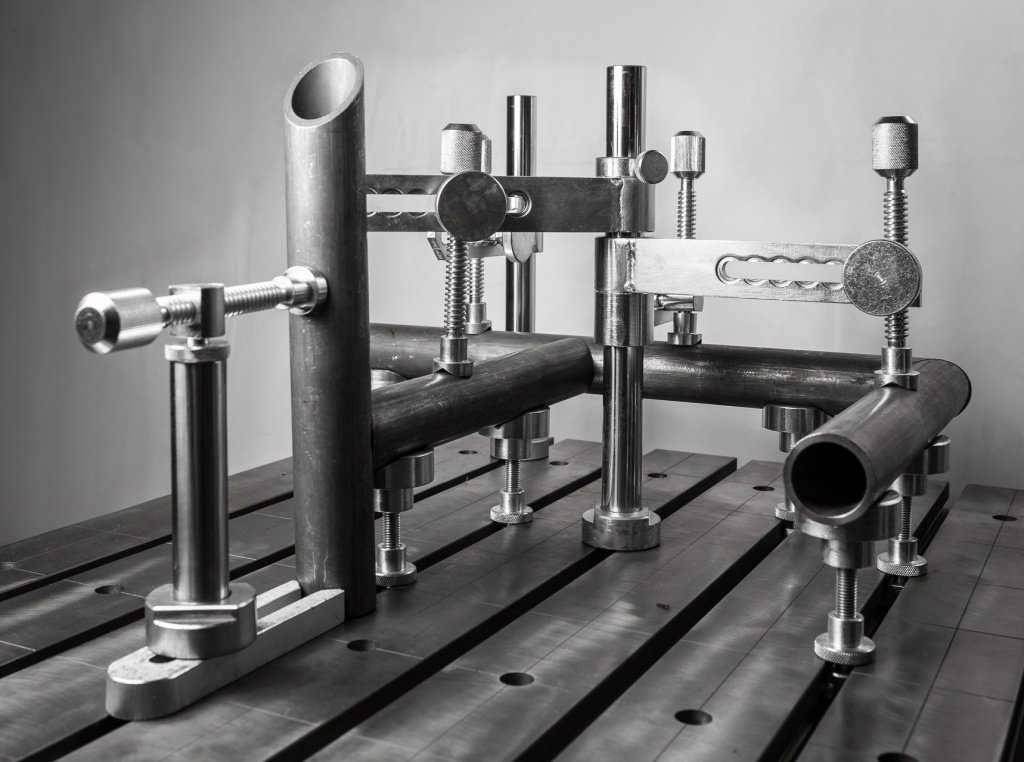
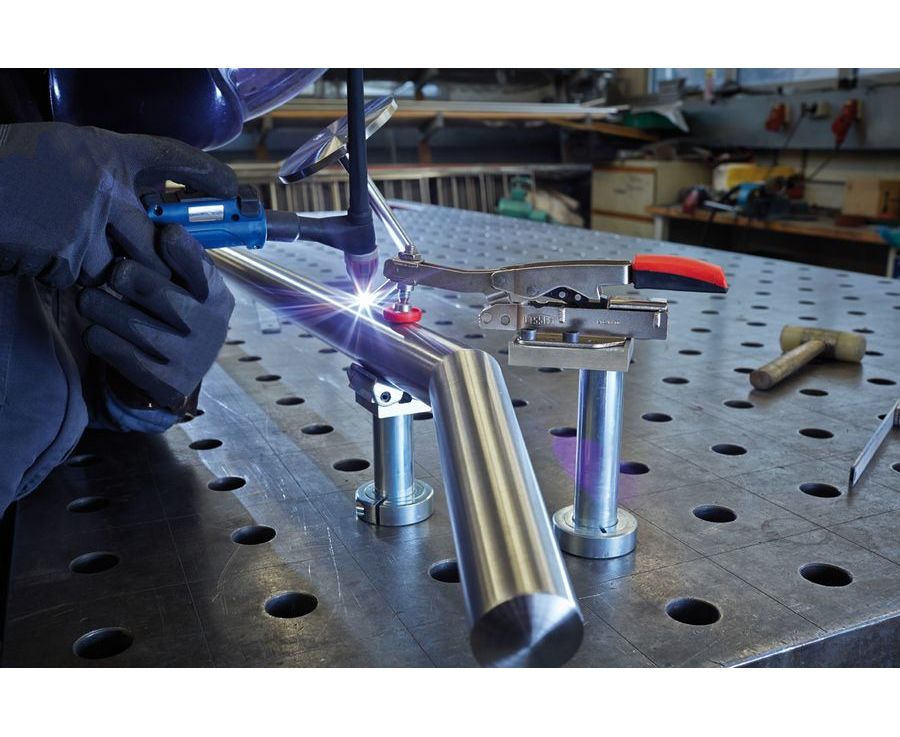
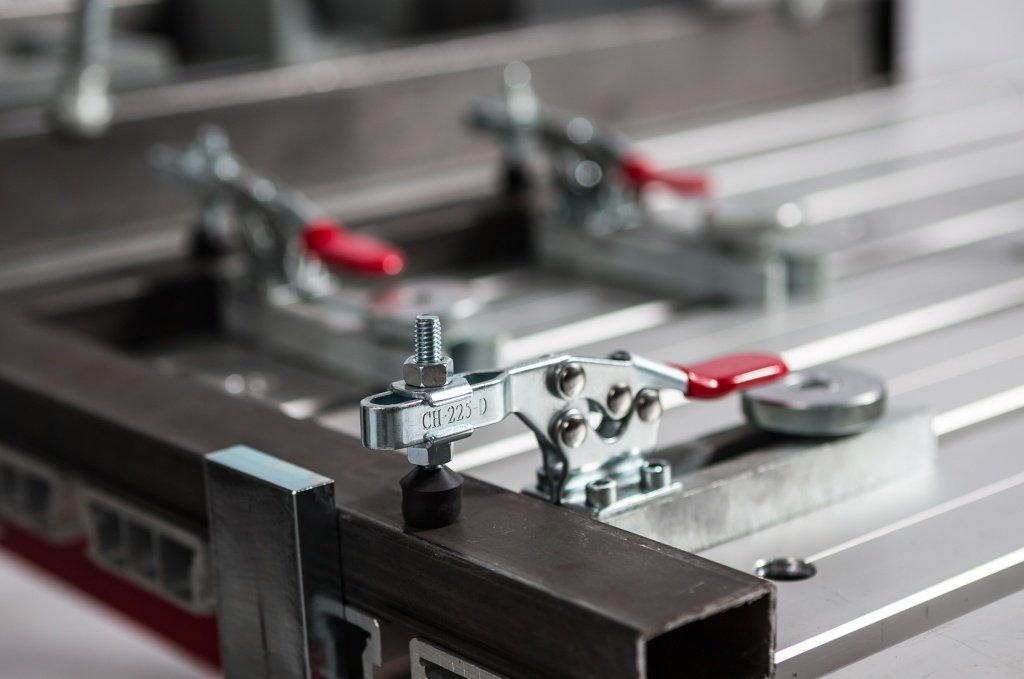
Сварщик может собрать вспомогательную оснастку своими руками, используя подручные материалы. Например, самодельные приспособления для сварки труб собирают из обрезков уголков и струбцин для столярных или слесарных работ. Установка упоров под прямым углом позволяет собрать простейший кондуктор для изготовления партии сварных конструкций (рам для установки решеток в окна или изготовления секций забора).
Краткий алгоритм изготовления простейшей оснастки для сварки:
- Из отходов профиля или листа толщиной 5-10 мм вырезать абразивным инструментом прямоугольные заготовки.
- Обработать кромки вручную или на фрезерном станке, удалить следы краски и коррозии с поверхностей.
- Прикрепить упоры на основание (например, на металлический верстак или стеллаж из швеллера), учитывая взаимное положение деталей.
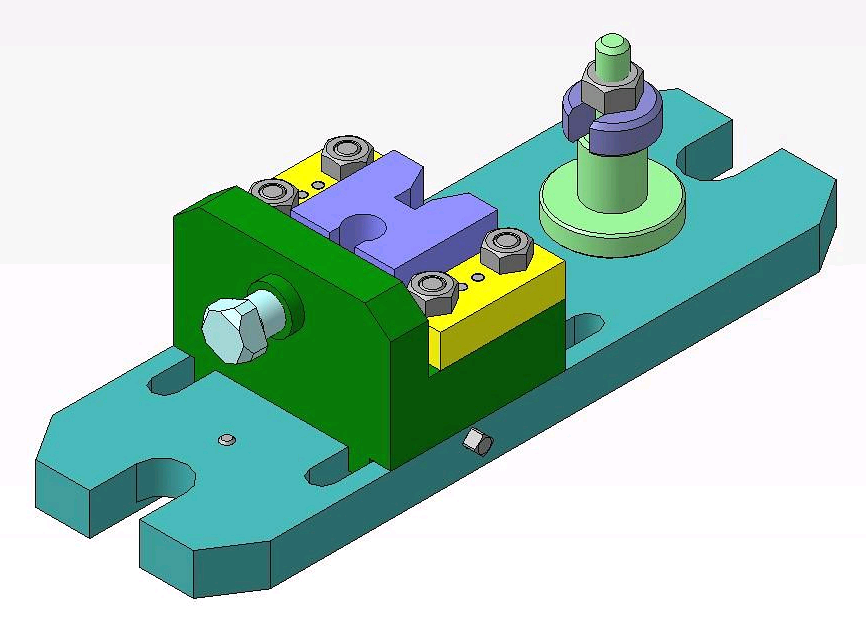
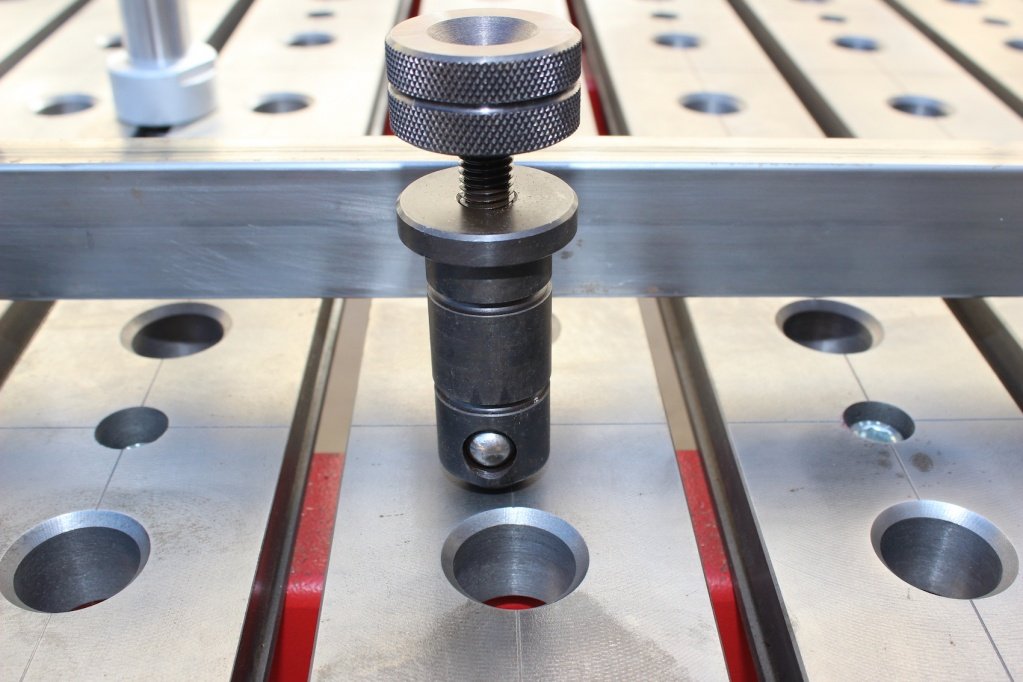
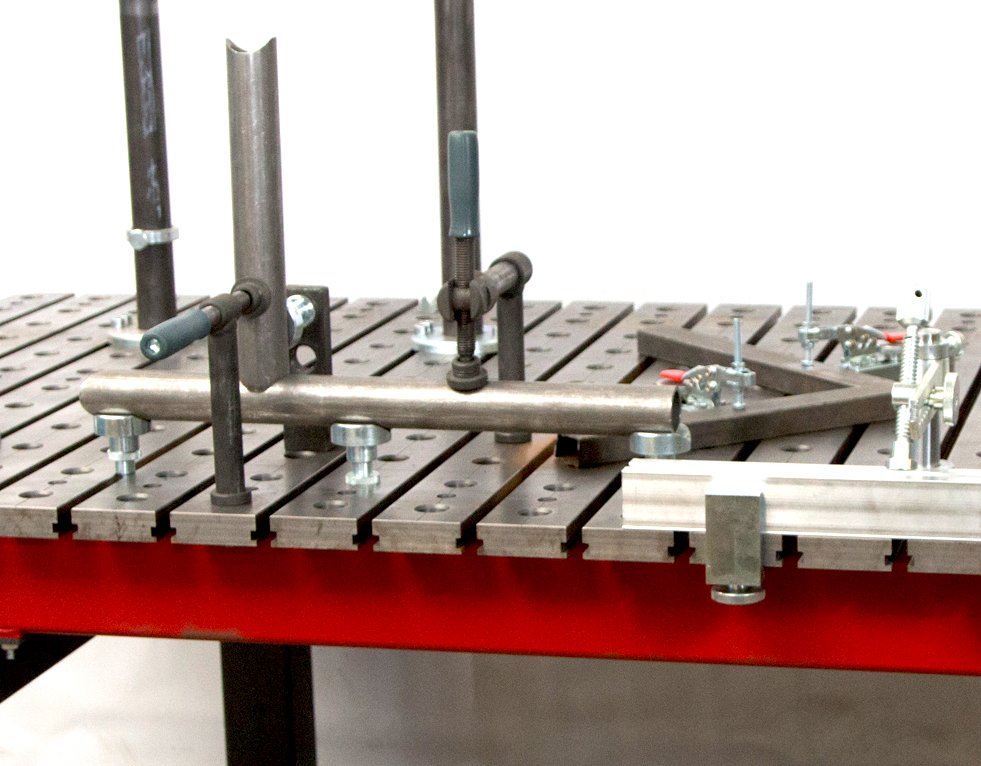
Для изготовления магнитного упора необходимо вырезать 2 симметричных шаблона, которые крепятся по бокам от магнита с центральным отверстием на болтах. Расположение винтов не позволяет пластинам смещаться относительно друг друга. Упор устанавливают на первую деталь, а второй элемент выставляют по боковой поверхности шаблона. Затем компоненты соединяют несколькими точками сварки, убирают упор и полностью проваривают шов с 2 сторон.
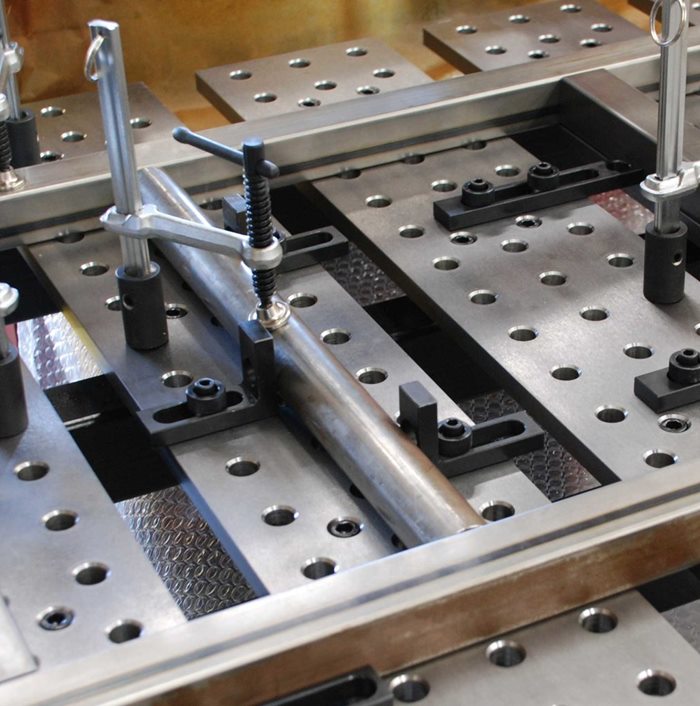
Встречаются самодельные шаблоны, вырезанные из стальной плиты с последующей обработкой кромок на фрезерном станке. Заготовку устанавливают на основании и монтируют дополнительные упоры для ограничения подвижности. Сварщики используют кустарные зажимы, изготовленные из обрезков профиля и болтов с гайками. Единого стандарта для самодельной оснастки не существует, каждый мастер разрабатывает приспособления, ориентируясь на опыт и учитывая специфику выполняемых работ.
Назначение манипулятора
Помимо вращателей существуют и другие разновидности дополнительного сварочного оборудования — кантователь, позиционер, манипулятор. Особо подробно стоит рассказать о манипуляторах, потому что они их чаще всего применяют на производстве и в домашних условиях.
Манипулятор может перемещать или вращать деталь в любом направлении, которое необходимо для проведения сварочных работ. Он более универсален, чем вращатель.
Значимым преимуществом современных манипуляторов является лёгкость их переналадки. При желании, скорректировать работу таких аппаратов не составит труда.
Для этого надо лишь перенастроить программное обеспечение, то есть изменить рабочую программу, после чего инструмент начнёт двигаться по новой траектории. Линия соединения или линия шва в данном случае тоже претерпит изменения.
Модульная конструкция большинства распространённых сегодня манипуляторов позволяет с лёгкостью менять ориентацию рабочего инструментария. В результате один и тот же прибор можно использовать при различных технологиях сварки.
Что такое сварочные манипуляторы
Устройство сварочных вращателей и манипуляторов идентичное. Отличаются они по функциональности, электронному оснащению. Настройка программы занимает несколько минут, фиксация и разблокировка – автоматические.
Манипуляторы сварочные намного практичнее вращательных аналогов. Достоинства:
- быстрая переналадка, легко меняется траектория движения деталей;
- прочность соединений;
- универсальность, один вид оборудования можно настроить для работы с деталями различных типоразмеров.
Модульная конструкция используется для автоматической и полуавтоматической сварки.
Почему стоит сделать самому?
Вращатель сварочный роликовый, изготовленный своими руками, экономит некоторую сумму средств из семейного бюджета, а работать может так же как и магазинный. Разрабатывая конструкцию самостоятельно, можно создать модель подходящую для конкретных видов сварочных работ, которая будет устойчиво стоять при вращении и позволять ровно вести шов.
Использование такого приспособления позволяет:
- выполнять сварку на трубах разного диаметра;
- приваривать фланцы к торцам труб;
- изготавливать бочки и баки разных размеров;
- автоматическое вращение изделия позволяет ускорить сварочный процесс, состоящий из однотипных кольцевых швов;
- улучшить рабочие условия для сварщика;
- повысить качество сварки за счет поддержания постоянной скорости на протяжении ведения всего шва, что избавляет от наплывов и непроваров;
- при креплении горелки на кронштейн над местом соединения труб полностью автоматизировать процесс.
Электрическая дуга
Температуру в тысячи градусов Цельсия обеспечивает электрическая дуга, по сути являющаяся коротким замыканием между двумя электродами, расположенными достаточно близко друг от друга. Напряжение, которое подается на электроды, увеличивается, пока не будет пробоя воздуха, являющегося изолятором.
Пробой — эмиссия электронов катода. Разогреваемые током электроны выходят и направляются к ионизированным атомам анода. Затем появляется разряд, ионизируется воздух зазора, образовывается плазма, снижается сопротивление воздушной прослойки, ток усиливается, дуга разогревается, и став проводником замыкает цепь. Процесс получил название «розжиг» дуги. Стабилизируется дуга путем установления требуемого расстояния между электродами и поддержанием характеристик энергоснабжения.
Точечная сварка своими руками. Видео. Результаты
Чтобы сварка была качественной, конечно, необходимо набраться достаточного опыта, при котором будет вырабатываться знание и чувство нужной продолжительности подачи импульса при наблюдении за поведением сварной точки по ее цвету.
Еще по этой теме на нашем сайте:
- Контактная сварка своими руками — видео урок для начинающих Контактная сварка эксплуатируется при изготовлении изделий однотипного характера, а также для соединения крупных сварных деталей. В ходе работы металл нагревается при помощи тока, который проходит…
- Сварка аккумуляторов своими руками — пошаговое руководство Зачем платить приличные деньги за ремонт аккумуляторной батареи на станции технического обслуживания, если вполне реальна и доступна сварка аккумуляторов своими руками. Исполнителю данного процесса нужно…
- Схема простого сварочного инвертора – электросхема инверторного сварочного аппарата для дома Схема простого сварочного инвертора разделяется на силовую, то есть как раз ту, которая выдает ток на дугу, и управляющую части. Инвертор по сути своей –…
- Сварочный инвертор самодельный – разбираем и комментируем схемы самодельных сварочных аппаратов Сварочный инвертор, также называемый сварочным аппаратом, некогда был изобретен достаточно известным ученым Юрием Негуляевым и с тех пор стал практически незаменимым прибором. Сварочный инвертор самодельный…
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Современные виды сварочного оборудования на выставке
Рынок оборудования чрезвычайно велик, ознакомиться со всем разнообразием оборудования, в том числе и со сварочным оборудованием, можно будет на ежегодной специализированной выставке «Металлообработка», посвященной металлургии и оборудованию.
Пройдет мероприятие в Москве в ЦВК «Экспоцентр». В выставке принимают участие многие страны, что положительно влияет на динамику роста промышленности в России.





В рамках экспозиции будет представлено различное оборудование сварочного поста и компактные приборы для бытового применения.
Благодаря большому количеству участников из разных стран мира посетители смогут напрямую пообщаться с представителями ведущих компаний в отрасли, обсудить все технические вопросы, такие как обслуживание сварочного оборудования, расходные материалы, защитная экипировка, новые решения и инновационные открытия в области технологии сварки.
Прекрасной возможностью присоединения к нынешним технологиям оказывается посещение профильных встреч, таких как выставки, которые организуются в ЦВК «Экспоцентр» и предоставляют возможность рассмотрения немалого объема полезного оборудования и технологий.
Эти мероприятия, например, такая выставка как «Металлообработка», проводятся довольно часто и собирают огромное количество профессионалов из этой и смежных сфер деятельности.
Готовые к производительной работе профессионалы открыты для диалога, и использование тех возможностей, что открываются подобными мероприятиями, обеспечивает все шансы для нахождения новых партнеров и поставщиков, для рассмотрения новейших достижений и технологий, для демонстрации личных открытий и задумок.
То есть от посещения таких выставок отказываться действительно не стоит, поскольку возможностей они предполагают массу.
Выставка становится вполне закономерным методом формирования прогресса и рассмотрения кардинально новых вариантов, и при этом добиться успеха в рамках данного события можно с малыми усилиями и незначительной тратой времени.
Это выгодный и актуальный подход, предполагающий весомые возможности как для малого, так и для солидного бизнеса, а также и для бизнесменов, еще только задумавших становление личного бизнеса в этой направленности и выискивающих наиболее выгодные и удобные варианты для этого.
Так, в частности, выставки данного характера регулярно проходят в ЦВК «Экспоцентр», и во время их проведения здесь бывают тысячи специалистов и предпринимателей из этой и смежных сфер деятельности.
Все
они нацелены на активную работу в рамках мероприятия, и по этой причине подобные выставки позволяют в самые малые сроки достигнуть тех задач, на достижение которых в иных условиях необходимы недели и месяцы.
Именно подобные мероприятия раскрывают такие шансы:
- Находить клиентов и партнеров в достаточном объеме в малые сроки,
- Рассматривать современные технологии,
- Представлять общественности свои находки и решения.
Все данные и многие другие возможности раскрываются в рамках таких выставок с завидной легкостью, и по данной причине не стоит отказывать себе в посещении подобных мероприятий, тем более что данная возможность не отнимает большого количества времени и не требует больших вложений.
Выставка – это интересно и целесообразно, это шанс ознакомиться с впечатляющими разработками, в особенности, когда приходится говорить о такой широкой теме.
Оборудование и технология сварочного производстваСпособы резки металла
Устройство аппарата
После выделения и выпрямления мощными вентильными диодами токовой составляющей, на выходе сварочного выпрямителя формируется постоянный ток заданной величины, достаточный для образования мощной электрической дуги.
Полученный дуговой разряд и является той рабочей средой, которая необходима для сварки стальных заготовок и сплавов цветных металлов.
Для более полного ознакомления с агрегатом следует рассмотреть устройство сварочного выпрямителя с точки зрения подготовки его к свариванию заготовок.
При этом должны приниматься во внимание такие технические детали, как соблюдение полярности подключения проводов и другие рабочие моменты. С позиции пользователя (или оператора) выпрямитель представляет собой модификацию электронного устройства, к выходным контактам которого подключаются два сварных кабеля плюсовой и минусовой полярности
 С позиции пользователя (или оператора) выпрямитель представляет собой модификацию электронного устройства, к выходным контактам которого подключаются два сварных кабеля плюсовой и минусовой полярности.
С позиции пользователя (или оператора) выпрямитель представляет собой модификацию электронного устройства, к выходным контактам которого подключаются два сварных кабеля плюсовой и минусовой полярности.
Один из ответных концов этих проводов подсоединяется к свариваемому изделию, а второй крепится на держателе электрода или встраивается в специальную газовую горелку.
В зависимости от условий сварки, а также от вида свариваемого материала выбирается требуемый режим работы и полярность подключения электродов к инструменту и заготовке.
Сам процесс соединения заготовок запускается посредством замыкания дуги между сплавляемой поверхностью и концом стержневого электрода. Дуга образуется за счёт сварочного тока, протекающего в цепи.
Все перечисленные элементы управления и подключения трансформаторного выпрямителя объединены на одной рабочей панели с продуманной эргономикой, обеспечивающей удобство обращения со сварочным аппаратом.
Что такое сварочные манипуляторы
Устройство сварочных вращателей и манипуляторов идентичное. Отличаются они по функциональности, электронному оснащению. Настройка программы занимает несколько минут, фиксация и разблокировка – автоматические.

Манипуляторы сварочные намного практичнее вращательных аналогов. Достоинства:
- быстрая переналадка, легко меняется траектория движения деталей;
- прочность соединений;
- универсальность, один вид оборудования можно настроить для работы с деталями различных типоразмеров.
Модульная конструкция используется для автоматической и полуавтоматической сварки.
Классификация и технические параметры сварочных вращателей
Вращатели для сварочных работ можно разделить на несколько основных типов. Ниже будут рассмотрены четыре вида, которые используются в процессе сварочных работ чаще всего:
- роликового типа;
- горизонтального типа;
- вертикального типа;
- изделия универсального назначения.
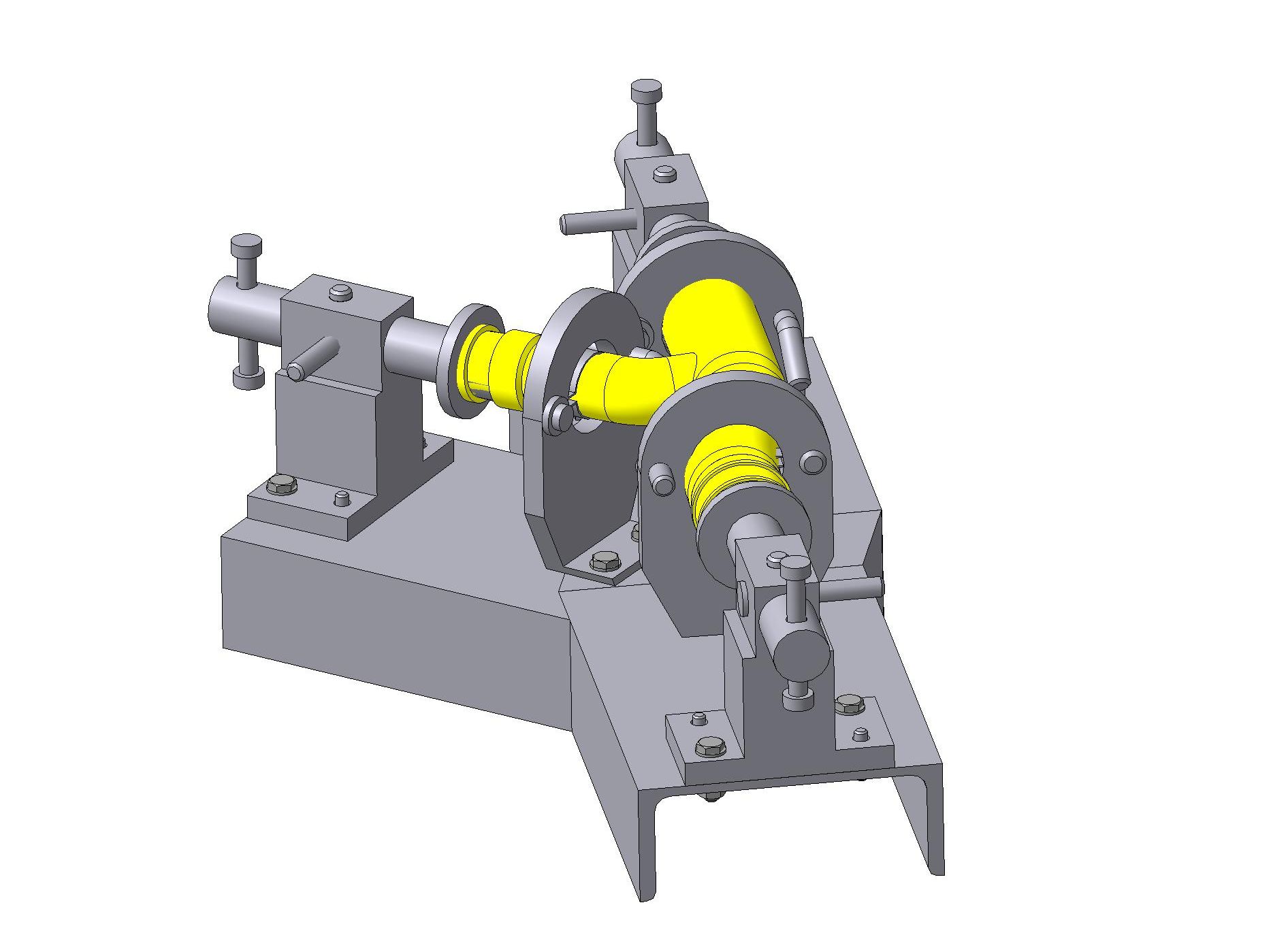
Роликовый сварочный вращатель
Основное назначение вращателей этой категории заключается в их использовании в процессе проведения сварочных работ с деталями и заготовками цилиндрической формы. Его можно использовать в процессе сварки в ручном, автоматическом и полуавтоматическом режиме.
Зафиксированная деталь в устройстве вращается благодаря специальным роликам, что позволяет сварщику создавать качественные швы как внутри детали, так на ее внешней поверхности. Настройка скоростного режима устройства должна соответствовать скорости формирования шва на материале, которая может изменяться в зависимости от конкретного вида металла или сплава. Самые лучшие модели вращателей роликового типа способны выдержать нагрузку свыше двадцати тонн. Максимальная длина металлической детали может составлять четыре метра.
Горизонтальные сварочные вращатели
Как можно понять из названия устройства, его задача заключается в осуществлении вращения детали по горизонтальной оси. Соответственно его используют в процессе работы со швами кольцевого типа. Изделие можно использовать в процессе сварочных работ проводимых в автоматическом или полуавтоматическом режиме.
Практически каждая модель вращателя данного типа оснащена механизмом, который выполняет остановку вращения после полного круга, что позволяет полностью освободить мастера от контроля над работой устройства. Максимальный вес детали, которую способны выдержать лучшие представителей модельной линейки устройств этого типа, равняется примерно шести тоннам. Размер длины детали может достигать двух с половиной метров.
Сварочный вращатель вертикального типа
Наименование группы изделий говорит само за себя. Основное их назначение заключается в обеспечения вращения зафиксированной детали по вертикальной оси. Также как и вышеописанные модели, устройство данного типа позволяет настраивать рабочую скорость вращения детали. Вращатель вертикального типа используется в процессе проведения сварочных работ в среде защитных газов, а также в процессе сварных наплавочных работ.
Максимальная грузоподъемность моделей высокого качества может достигать отметки в две тонны. Длина закрепленного изделия может достигать двух метров.
Универсальный сварочные вращатели
Сварочные вращатели универсального типа делятся на две категории: карусельные и консольные. Чаще всего такое оборудования применяется в процессе проведения сварочных манипуляций с трубами различных диаметров. Однако это не говорит о том, что использовать этой устройство можно только для выполнения похожих задач, его можно применять в процессе работы практически со всеми деталями цилиндрической формы.
Устройства универсального типа могу быть использованы в процессе сварочных манипуляций в ручном режиме, электродугового типа, а также при резке металлических деталей и изделий. Максимально возможная грузоподъемность самых качественных моделей может достигать отметки примерно в две тонны. Максимальная длина зафиксированного изделия может составлять практически два метра. Как и вращатели, относящиеся к вышеописанным категориям, устройства универсального типа оснащены возможность регулировки рабочей скорости вращения.
Поворотный кондуктор для сварки рам, СЛОТ-СТОЛ (Россия)

Поворотный кондуктор для сварки рам позволяет быстро и с точно установить прямоугольную заготовку, выставить длину и ширину и сваривать ее со всех сторон.
- 4100
- 4200
- 4300
- 4400
Описание
Поворотный кондуктор для сварки рам — это вращатель (кантователь) стандартного типа с возможностью удобного закрепления рамных конструкций прямоугольной формы и поворотом рабочей поверхности вокруг горизонтальной оси. Закрепляя узлы на устройстве для сварки рам можно поворачивать его в вертикальной плоскости до 225° для моделей 4300, 4400 или 360° для моделей 4100, 4200 и сваривать с разных сторон.