
Способы горячей объемной штамповки
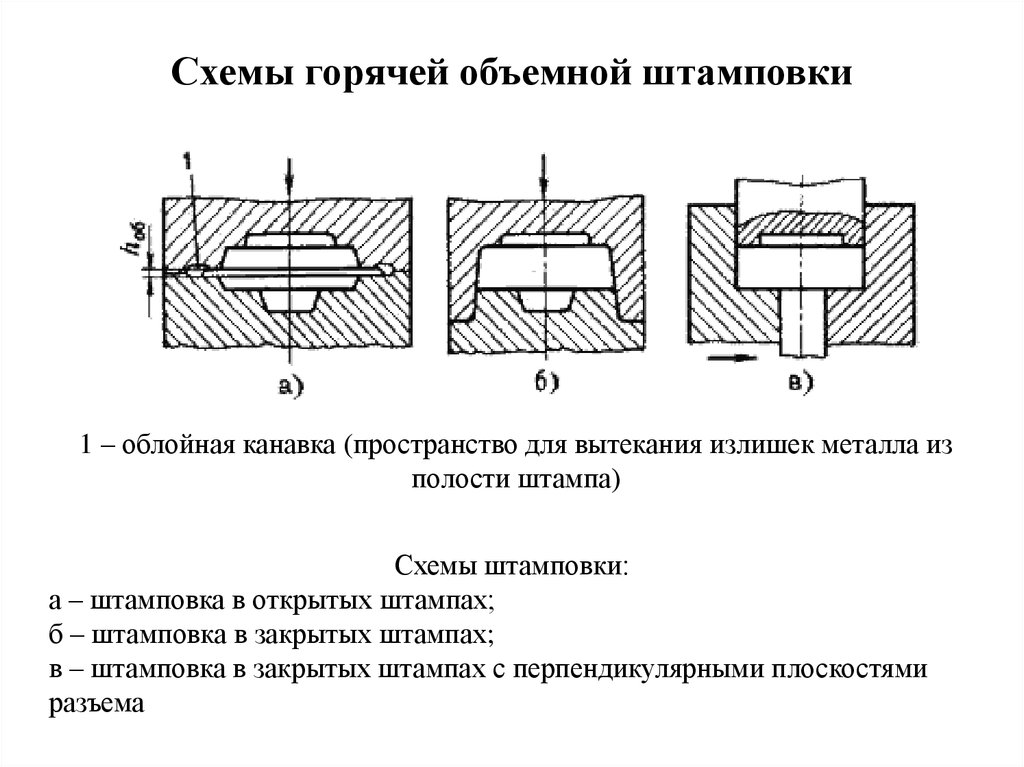
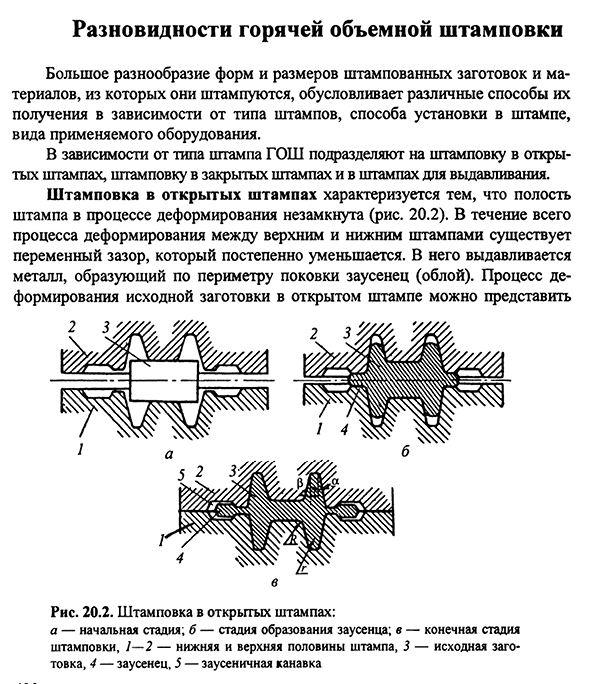
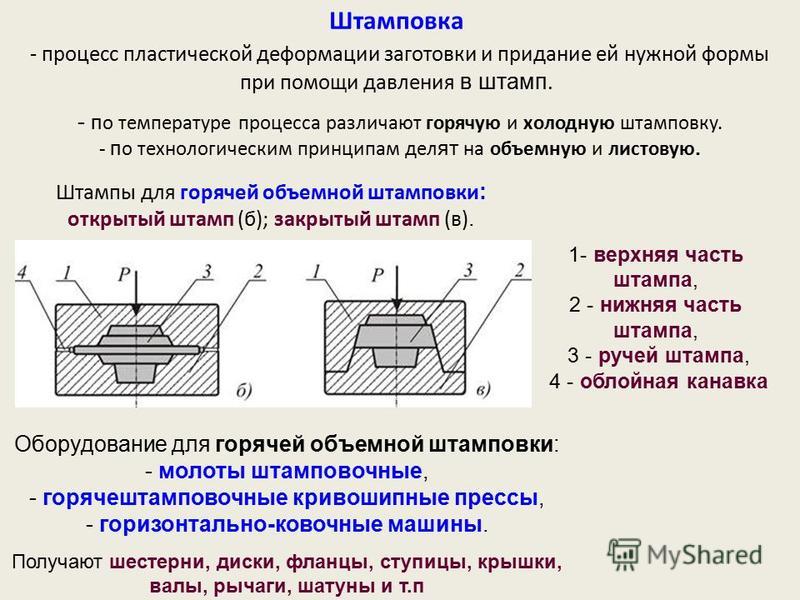
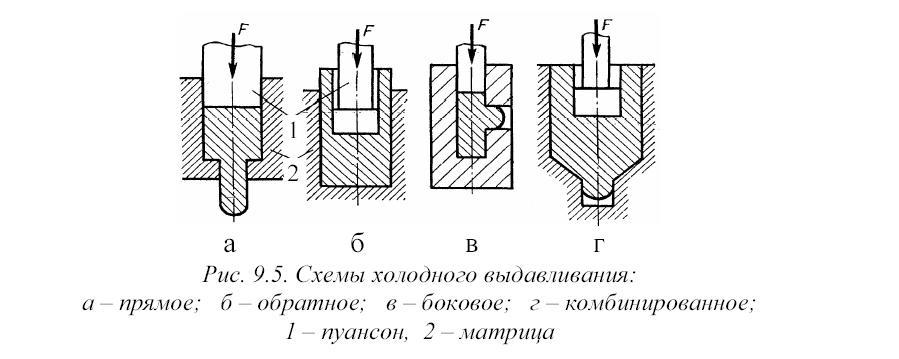
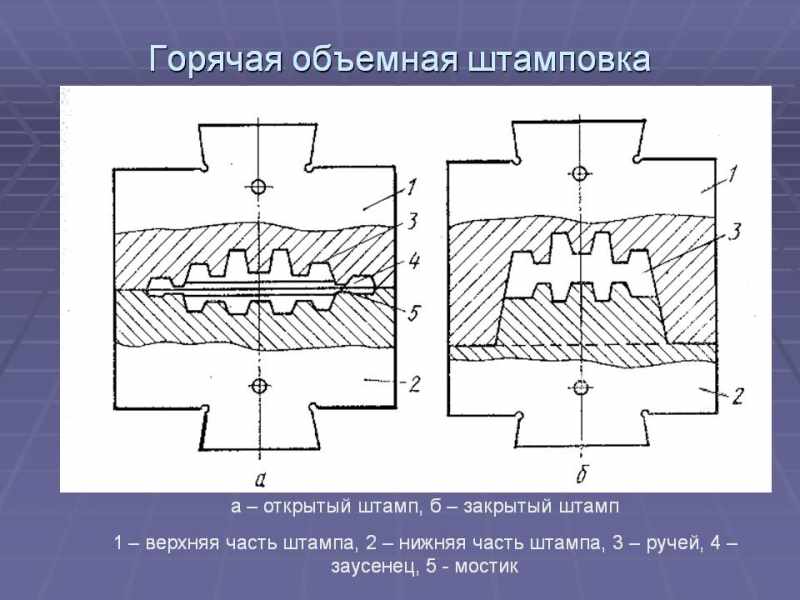
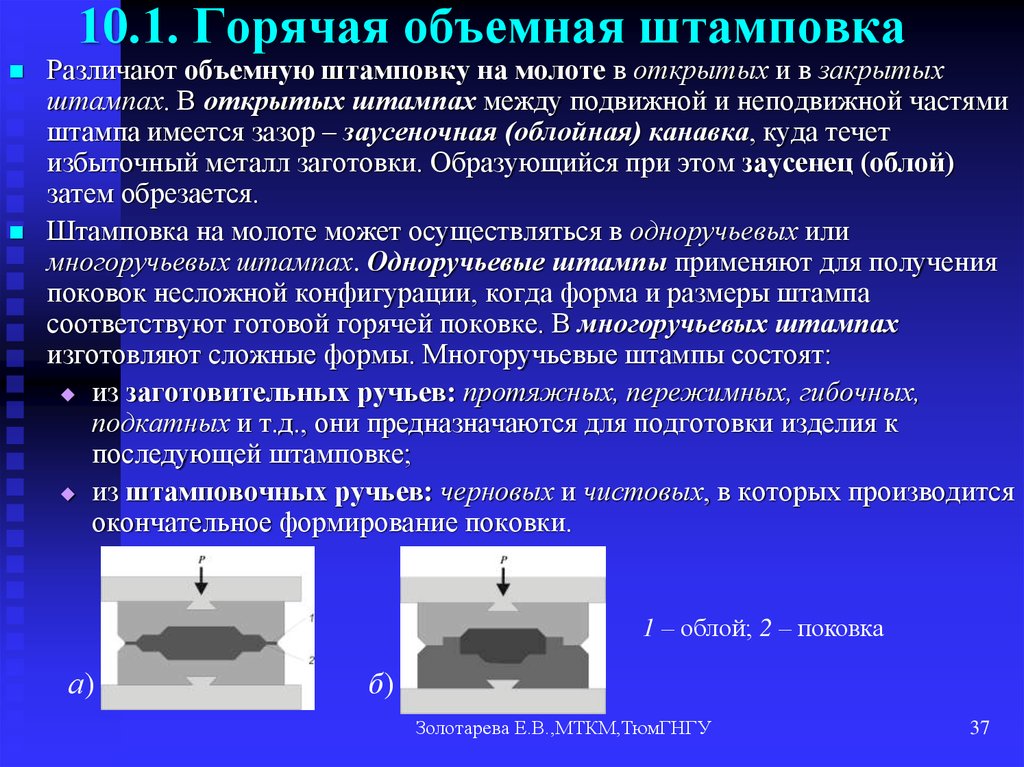
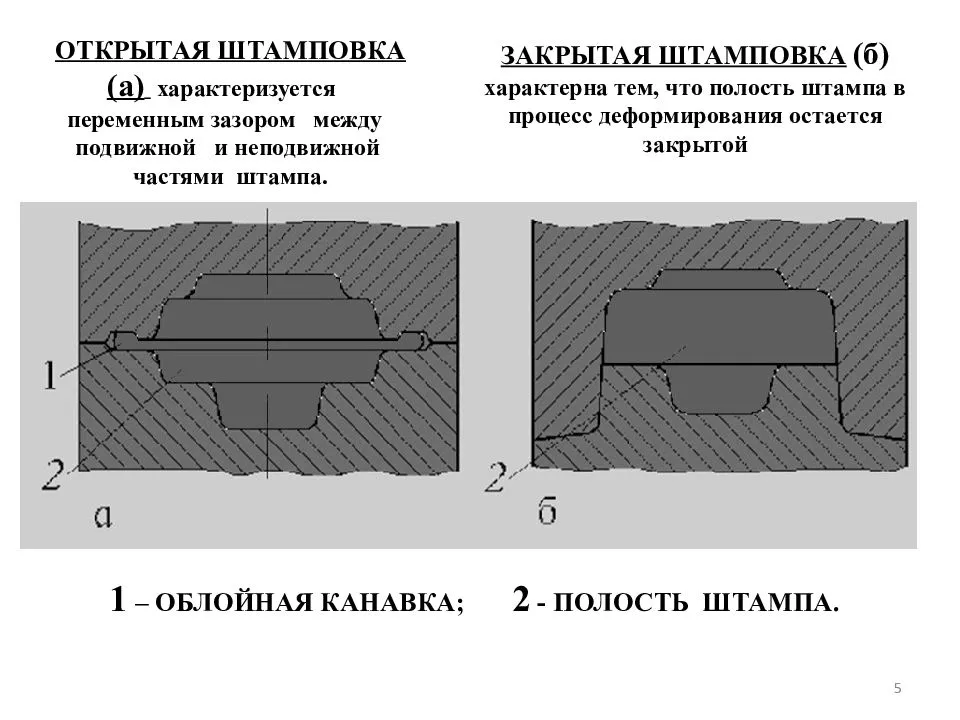
1) Штамповка в открытых штампах характеризуется переменным зазором между подвижной и неподвижной частями штампа. В этот зазор вытекает заусенец (облой), который закрывает выход из полости штампа и заставляет металл целиком заполнить всю полость. В конечный момент деформирования в заусенец выжимаются излишки металла, находящегося в полости, что позволяет не предъявлять слишком высоких требований к точности по массе. Заусенец затем обрезается в специальных штампах. Штамповкой в открытых штампах получают заготовки всех типов.
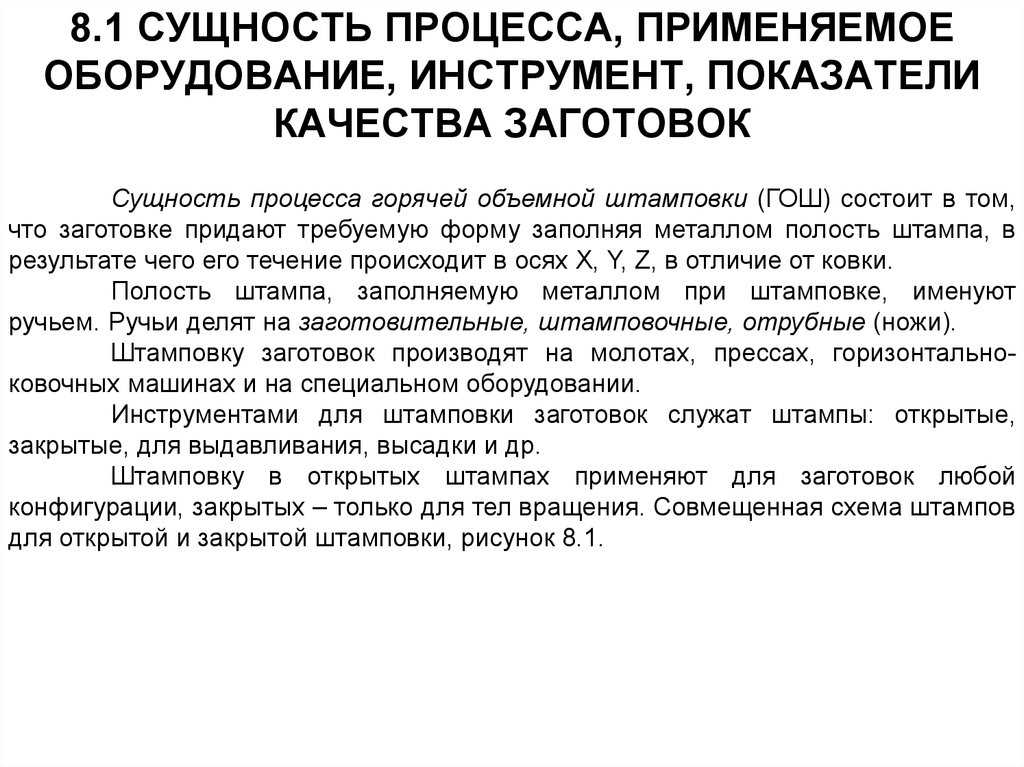
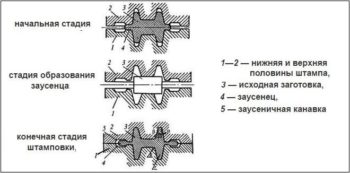
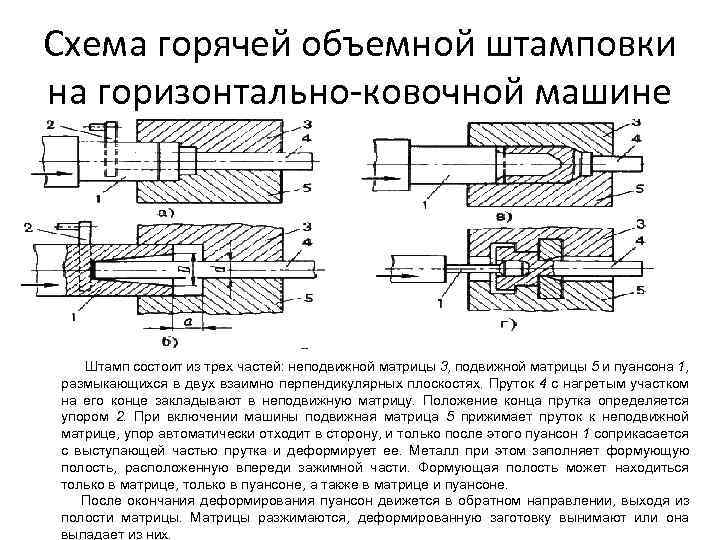
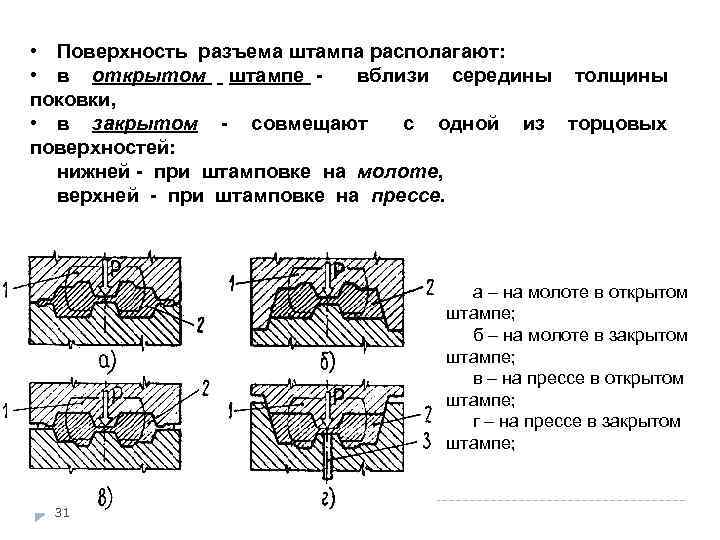
2) Штамповка в закрытых штампах характеризуется тем, что полость штампа в процессе деформирования остается закрытой. Зазор между подвижной и неподвижной частями штампа при этом постоянный и небольшой, так что образование заусенца в нем не предусмотрено. Устройство таких штампов зависит от типа машины, на которой штампуют. Например, нижняя часть штампа может иметь полость, а верхняя выступ (на прессах), или наоборот (на молотах) Закрытый штамп может иметь не одну, а две, взаимно перпендикулярные плоскости разъема, т.е. состоять из трех частей.
При штамповке в закрытых штампах необходимо строго соблюдать равенство объемов заготовки и поковки, иначе при недостатке металла не заполняются углы полости штампа, а при избытке размер поковки по высоте будет больше требуемого. Следовательно в этом случае процесс получения заготовки усложняется, поскольку отрезка заготовок должна обеспечивать высокую точность.
Существенное преимущество — уменьшение расхода металла, поскольку нет отхода в заусенец.
Поковки, полученные в закрытых штампах Поковки, полученные в закрытых штампах, имеют более благоприятную макроструктуру, так как волокна обтекают контур поковки, а не перерезаются в месте выхода металла в заусенец. При штамповке в закрытых штампах металл деформируется в условиях всестороннего неравномерного сжатия при больших сжимающих напряжениях, чем в открытых штампах. Это позволяет получать большие степени деформации и штамповать малопластичные сплавы.
1 Основные виды штамповки металлов
Такой способ обработки применяется в мелком, среднем и большом объеме в производствах, специализирующихся на машино- и приборостроении. Штамповка изделий из металла применяется почти во всех отраслях, позволяя создавать любые детали (от стрелок часов до автомобильных дисков и элементов корпуса самолетов). Данная технология имеет очень долгую историю и даже сейчас активно развивается. Постоянно появляются новые методы, использующие силы разного происхождения, кроме гравитации. Деформирование происходит под действием гидравлического давления, электрического тока, магнитного поля и т. д. Далее мы рассмотрим вопросы, связанные с принципом действия штамповочных прессов, видами и методами деформации металла и использованием изделий, созданных таким способом в разных отраслях промышленности.
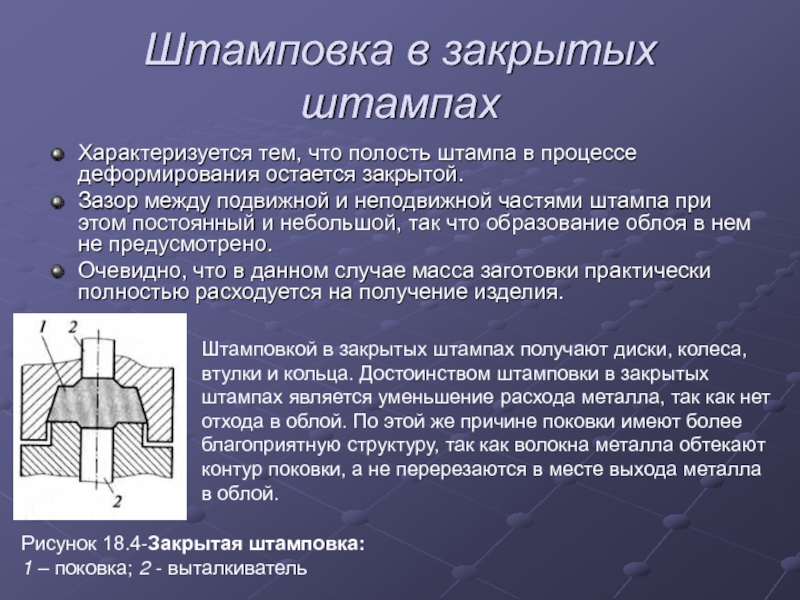
Деформация листового металла может осуществляться под действием высокого давления либо при комбинировании давления и температуры. Исходя из этого, все типы штамповки можно разделить на две большие группы:
- холодная;
- горячая.
Деформация листового металла
Оба типа имеют свои преимущества и недостатки, которые разграничивают сферы их использования. Холодная штамповка осуществляется при температуре ниже точки плавления металла. Это позволяет избежать усадки при остывании, но накладывает ограничения на форму конечного изделия. Таким методом создают детали без большого количества рельефных элементов, например, детали корпуса автомобиля. Основные требования к используемому материалу при холодной штамповке — высокая пластичность и отсутствие хрупких деформаций. Метод подходит для низкоуглеродистых и легированных сталей, меди, латуни, сплавов алюминия и магния, титана. Поверхность изделий получается ровной, гладкой, размеры продукции с высокой точностью соответствуют заданным.
В зависимости от вида готовой продукции холодная штамповка может быть листовой и объемной. Листовая предназначена для создания таких элементов, как корпуса приборов, детали автомобильного кузова, различные пластины сложной геометрической формы. Заготовки сохраняют свою первоначальную толщину, изменяется только их геометрическая форма. При помощи объемной штамповки производят детали, к которым выдвигаются требования особой надежности и точных геометрических размеров: коленвалы автомобилей, шаровые опоры и т. п. В процессе таких деформаций происходят вдавливание одних структурных элементов поверхности и выдавливание других.
Преимущества листовой штамповки перед обычной резкой довольно значительные. Во-первых, такая поковка имеет большую производительность — до 40 тысяч деталей за смену. Во-вторых, таким способом можно создать изделие большой мощности при малой толщине материала, например, оборудовав конструкцию ребрами жесткости, что сделать практически невозможно при любом типе резки. Поверхность полученных деталей ровная, не требует шлифовки и грунтовки перед покраской. Все перечисленные преимущества позволили повсеместно внедрить методы штамповки во всех отраслях промышленности, особенно в автомобилестроении, авиации и электронном производстве.
Листовая штамповка деталей
Горячая штамповка, или ковка, требует предварительного нагрева самой заготовки либо заготовки и штамповочного молота. Данным методом создаются детали сложной геометрической формы, требующие дальнейшей механической обработки, поскольку на стыке пресс-форм остается часть материала. Поверхность изделий вследствие нагревания до высокой температуры покрывается пленкой окислов, которые удаляются на последующих этапах производства.
Данный метод штамповки производится посредством действия на горячую деталь, которая находится между подвижной и неподвижной частями пресса. В зависимости от зазора между частями штампа ковку делят на два вида:
1.1.. Технологический процесс и его структура
Вопросы к
междисциплинарному экзамену
Технологическим процессом
по ГОСТ 3.1109 — 82 называется часть производственного процесса, содержащая целенаправленные действия по изменению и (или) определению состояния предмета труда.
В результате этих действий последовательно изменяются и контролируются размеры, форма, шероховатость поверхности, внешний вид и внутренние свойства изделий.
В зависимости от вида действий различают технологические процессы механической обработки, сборки, литья, обработки давлением, термообработки, нанесения покрытий и. т. д.
Технологический процесс состоит из технологических операций. Технологической операцией
по ГОСТ 3.1 109 — 82 называется часть технологического процесса, выполняемая на одном рабочем месте.
Операция может включать неоднократную установку и снятие заготовки, смену инструмента, вида обработки, приспособлений, контрольно-измерительных устройств, т.е. совокупность всех действий, которые осуществляются на данном рабочем месте над одним изделием без перехода к обработке другого изделия.
В технологической документации на технологический процесс наименование операции механической обработки записывается именем прилагательным от станочной группы, к которой принадлежит используемый на данной операции станок. Например: токарная, фрезерная, сверлильная и. т. д. Нумеруются операции цифрами кратными 5. Например: 005, 010, 015 и. т. д. Это необходимо для резервирования позиций при внесении изменений в технологический процесс.
Последовательность технологических операций обработки или сборки изделий называется технологическим маршрутом
Технологический переход
– законченная часть технологической операции, выполняемая одними и теми же средствами технологического оснащения при постоянных технологических режимах и установке.
Вспомогательный переход
— законченная часть технологической операции, состоящая из действий человека и (или) оборудования, которые не сопровождаются изменением свойств предметов труда, но необходимы для выполнения технологического перехода.
Примерами вспомогательного перехода являются закрепление заготовки на станке, смена инструмента и т.д. Наименование перехода записывается глаголом в неопределенной форме, который соответствует выполняемому действию. Например: установить, снять, переустановить.
Рабочий ход
— законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, сопровождаемого изменениями формы, размеров, качества поверхности или свойств заготовки.
Вспомогательный ход
— законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, необходимого для подготовки рабочего хода.
Установ
— часть технологической операции, выполняемая при неизменном закреплении обрабатываемых заготовок или собираемой сборочной единицы.
Если два и более перехода выполняются при неизменном закреплении заготовки, то говорят, что эти переходы выполняются за один установ.
Позиция
— фиксированное положение, занимаемое неизменно закрепленной обрабатываемой заготовкой или собираемой сборочной единицей совместно с приспособлением относительно инструмента или неподвижной части оборудования при выполнении определенной части операции.
Изменение позиции заготовки относительно инструмента производится с помощью различных поворотных устройств и на станках револьверного типа. В технологической документации позиции обозначаются римскими цифрами (I, II, …,V,…,Х)
Прием
— законченная совокупность действий человека, применяемых при выполнении перехода или его части и объединяемых одним целевым назначением.
Например, вспомогательный переход “установить и снять заготовку” включает следующие приемы: взять заготовку, установить ее в приспособление, закрепить, включить вращение шпинделя станка, выключить вращение шпинделя станка (после обработки), открепить заготовку, снять заготовку со станка. Рассмотрим структуру операции на следующем примерах.


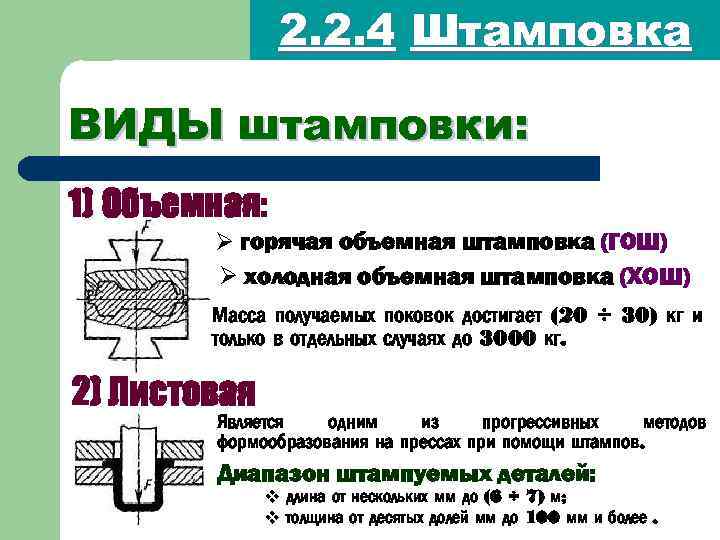
Штамповочные ручьи
Поковки простой конфигурации штампуют из проката стали нужной формы – круг, прямоугольник, квадрат. Когда поковка имеет сложную форму, исходную заготовку изготавливают максимально на нее похожую производством штамповки или свободной ковки. Для таких многоуровневых операций, как правило, применяют многоручьевые штампы для последовательной деформации заготовки (фасонирования).
Технология штамповки часто происходит в несколько переходов.
Для этого требуется использование основных видов ручьев:
- штамповочные;
- заготовительные;
- отрубной ручей (нож).
Нож применим в случае последовательной штамповки ряда поковок от прутка. Готовую поковку нужно отрезать от прутка на отрубном ноже.
При горячей штамповке изделий из стали используют штамповочные ручьи.
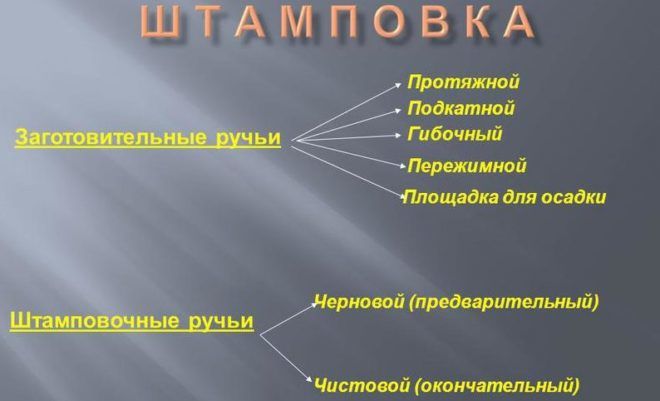
Они подразделяются на несколько типов:
- протяжные;
- пережимные;
- заготовительные;
- гибочные;
- подкатные.
Протяжные удлиняют определенный участок заготовки.
Пережимные используют, чтобы увеличить ширину определенного участка заготовки и уменьшить его высоту.
Заготовительные штамповочные ручьи позволяют перераспределить металл заготовке таким образом, чтобы изготовленное изделие принято форму с минимальным отходом материала.
В гибочных ручьях из заготовки со смещенной осью происходит формирование поковка с углом изгиба 90°.
Целью подкатных штамповочных ручьев является равномерное распределение металла по оси заготовки, увеличивая диаметр определенных ее участков.
Штамповочные ручьи также делятся на черновые и чистовые изделия.
Это необходимо для того, чтобы черновая заготовка поместилась в чистовую гравюру. Если выполняется штамповка, этот этап следует пропускать.
В чистовых ручьях изделие получает форму, напоминающую конус. Размер детали в чистовом ручье больше на величину усадки при остывании металла. Чистовой ручей размещается в центральной части штампа из-за больших усилий, оказываемых на заготовку.
Технология штамповки
Технология изготовления деталей штамповкой как горячим, так и холодным способом предполагает наличие оснастки. Для обоих видов изготавливаются штампы, которые имеют определенные отличия. Применяются они для металла, который имеет разную степень толщины.
Заготовки большого размера предварительно нагреваются, а затем идет процесс ковки. В холодном состоянии толщина листа редко превышает 1 мм. С таким материалом проводятся разные операции, например, штамповка значков.
Технология проведения штамповки
Холодная штамповка
В процессе холодной штамповки листового металла нагрев не проводится. Усилия пресса хватает, чтобы проводить разделительные или формоизменяющие операции. Как результат полученная деталь, не подверженная процессу усадки. Для экономии материала штамповку проводят согласно правилам раскроя листа, которые регламентируются ГОСТом.
К холодной штамповке относятся такие операции:
- Вырубка-пробивка. В процессе вырубки готовая деталь падает в контейнер, а снаружи остаются отходы. При пробивке, наоборот, отход падает в контейнер, а деталь формируется снаружи. Конструкция штампов одинаковая. В процессе работы проводится разделительная операция, в которой участвует пуансон и матрица штампа.
- Гибка. Относится к несложной операции. Деталь укладывается между упорами на матрицу и давится сверху пуансоном.
- Вытяжка. Часто получается за несколько переходов. Для этого изготавливаются отдельные штампы. В процессе работы из круглой заготовки получается стакан, конус или полусфера. Получается это за счет перераспределения металла в исходной заготовке.
- Отбортовка. Пуансон ловит фиксатором отверстие в детали и расширяет его, отбортовывая стенки.
Важным моментом является правильный выбор зазора между пуансоном и матрицей. Эта величина зависит от толщины и вида материала. Чем толще металл, тем больше зазор. Для алюминия и других мягких материалов этот размер уменьшается. В противном случае будут образовываться заусенцы.
Горячая штамповка
В процессе изготовления деталей из металла путем горячего прессования заготовки поступают в камеру нагрева. Горячая объемная штамповка металла начинается после достижения ими температуры 1200°С. Нагретые изделия закладываются в штамп, где имеются специальные ручьи, для предварительной и окончательной штамповки.
Если нужно осадить нагретую поковку, то она ставится в пространство между двумя плоскими бойками. Оборудование запускается, и заготовка осаживается на нужный размер.
Нагретый металл (Фото: pixabay.com)
Альтернативные методы штамповки
Штамповка металла может происходить и под действием других сил:
- Взрывом. Процесс проводится в воде. Материал располагается на матрице, в которой сделано углубление нужной формы. Сверху производится взрыв. В результате заготовка заполняет ручей и приобретает нужную форму.
- Электрогидравлическая. В водной среде подается напряжение. Происходит нагрев воды. Под действием высокой температуры возникает ударная волна, которая формирует заготовку.
- Протяжка металла через валки. Этот метод позволяет придать заготовке нужную форму.
Штампованные значки изготавливаются в штампе, где в углубление пуансона закладывается эмаль.
Нюансы технологии
Технология обработки металла методом горячей штамповки осуществляется в зависимости от геометрических параметров, используемого оборудования, материала изготавливаемого изделия.
 Процесс обработки металла методом горячей штамповки
Процесс обработки металла методом горячей штамповки
Методом ГОШ изготавливаются удлиненные и дисковые типы деталей. Удлиненные детали – это рычаги, шатуны. Для изготовления таких деталей применяется штамповочный пресс.
Исходная заготовка подлежит операции протягивания и обрабатывается плашмя. Итогом производства удлиненных деталей является фасонирование при помощи ковки.
Дисковые детали – это детали квадратной или круглой формы, имеющие небольшую длину: ступицы, шестерни, фланцы, крышки.
Дисковые детали изготавливают путем технологии осадки в торец заготовки. Для их использования применяются штамповочные переходы.



https://youtube.com/watch?v=PRJenLobNAA
Горячая ковка
Инструменты и оборудование
Штамповочное производство холодным и горячим методами требует наличия ряда инструментов и приспособлений. Применяемое для штамповки оборудование условно делится на основное и вспомогательное.
К первой группе инструментов причисляют штампы, разделяющиеся, в свою очередь, на ковочные для изготовления изделий и обрезные для ликвидации заусенцев после штамповки.
Все они предназначаются для создания исключительно заданной детали, но иногда можно встретить и варианты со съемными частями и блоками, которые позволяют выполнить переналадку.
Штамповочный инвентарь для горячей технологии производится из высококачественной легированной инструментальной стали, потому что на изделия в процессе эксплуатации оказывается высокое механическое давление и термическая нагрузка.
Но это довольно дорогой материал, поэтому для экономии денежных средств штампы производят со вставками из более дешевых металлов.
Холодная штамповка металла предполагает использование оборудования, работающего при высоких удельных нагрузках и обеспечивающего высокую точность форм и размеров изделий. Оно характеризуется высокой производительностью и увеличенным рабочим ходом, так как обладает высокой жесткостью конструкции.
 Процесс получения объемных штампов.
Процесс получения объемных штампов.
Kо второй группе инструментов и приспособлений для осуществления штамповки относят:
- приспособления, позволяющие осуществить доставку и загрузку металла в печь, его подачу от печи к молоту и передачу заготовок от одного молота к последующему;
- инвентарь для подачи заготовок под штамповочный пресс с их последующим перекладыванием из одного ручья штампа в другой;
- инструменты для удаления поковки из штампов после изготовления;
- измерительные приборы и шаблоны для осуществления периодического контроля отштампованных поковок.
На заметку! В конструкции штампа необходимо иметь такие эксплуатационные параметры, чтобы она позволяла менять форму заготовки согласно конкретным требованиям, прочно фиксировалась на оборудовании, предоставляла возможность сохранить точность ее установки и комфортабельную транспортировку.
Для обработки деталей из металла методом горячей объемной штамповки потребуется следующее оборудование:
- молотовые штампы;
- горячештамповочные кривошипные прессы;
- горизонтально-ковочные агрегаты.
Самые распространенные варианты сегодня ‒ это паровоздушные молоты с двойным действием и простые приводные фрикционные молоты. Они работают за счет ударно-деформирующего воздействия на металлозаготовку.
Высококачественное перераспределение металла можно обеспечить при условии одновременного регулирования хода подвижных деталей и силы удара в сочетании с кантованием заготовки. Отметим, что молоты причисляются к категории довольно недорого штамповочного оборудования.
Также при горячем штамповании часто используются кривошипные прессы с жестким приводом, не позволяющим изменять направление ползуна.
Изготовленные с помощью прессов поковки отличаются большей точностью за счет жесткого хода. Это сводит к минимальной вероятности риск появления припусков на механическую обработку.
Недостаток такого оборудования заключается в необходимости проводить предварительную очистку заготовки от окалины, иначе она вжимается в тело поковки.
При соприкосновении разогретого металла со стеночками пресса происходит остывание заготовки из-за большого количества времени, потраченного на процесс деформации.
Этапы ТП [ править | править код ]
Технологический процесс обработки данных можно разделить на четыре укрупненных этапа:
«Начальный или первичный». Сбор исходных данных, их регистрация (прием первичных документов, проверка полноты и качества их заполнения и т. д.) По способам осуществления сбора и регистрации данных различают следующие виды ТП:
- механизированный — сбор и регистрация информации осуществляется непосредственно человеком с использованием простейших приборов (весы, счетчики, мерная тара, приборы учета времени и т. д.);
- автоматизированный — использование машиночитаемых документов, регистрирующих автоматов, систем сбора и регистрации, обеспечивающих совмещение операций формирования первичных документов и получения машинных носителей; автоматический — используется в основном при обработке данных в режиме реального времени (информация с датчиков, учитывающих ход производства — выпуск продукции, затраты сырья, простои оборудования — поступает непосредственно в ЭВМ).
- «Подготовительный». Прием, контроль, регистрация входной информации и перенос её на машинный носитель. Различают визуальный и программный контроль, позволяющий отслеживать информацию на полноту ввода, нарушение структуры исходных данных, ошибки кодирования. При обнаружении ошибки производится исправление вводимых данных, корректировка и их повторный ввод.
- «Основной». Непосредственно обработка информации. Предварительно могут быть выполнены служебные операции, например, сортировка данных.
- «Заключительный». Контроль, выпуск и передача результатной информации, её размножение и хранение.
Чтобы быстро и правильно обработать деталь, нужно заранее предусмотреть наиболее целесообразную последовательность обработки, выбрать станок, на котором должна производиться обработка, выбрать режущие и измерительные инструменты, а также приспособления, необходимые для обработки, назначить режимы резания. Эти данные, определяющие весь процесс обработки заготовки до ее превращения в готовую деталь, установленные заранее техническим документом, составляют технологический процесс
Технологический процесс является основой организации всего производства. На основании разработанного технологического процесса определяется количество необходимого оборудования, инструмента и приспособлений, число рабочих и обслуживающего персонала для выполнения заданной программы по выпуску деталей.
Технологический процесс связывает между собой все звенья производства. Поэтому точное соблюдение установленного технологического процесса является необходимым условием правильной организации производства. Технологический процесс на производстве является законом, который никому нельзя нарушать.
Элементы технологического процесса
Технологический процесс может состоять из одной или нескольких операций.
Операцией
называется законченная часть технологического процесса обработки одной или нескольких деталей, которая выполняется на одном станке одним рабочим.
Новая операция начинается тогда, когда рабочий, закончив часть обработки у всей партии деталей, приступает к дальнейшей обработке той же партии деталей, либо переходит к обработке новых деталей.
Сущность технологии
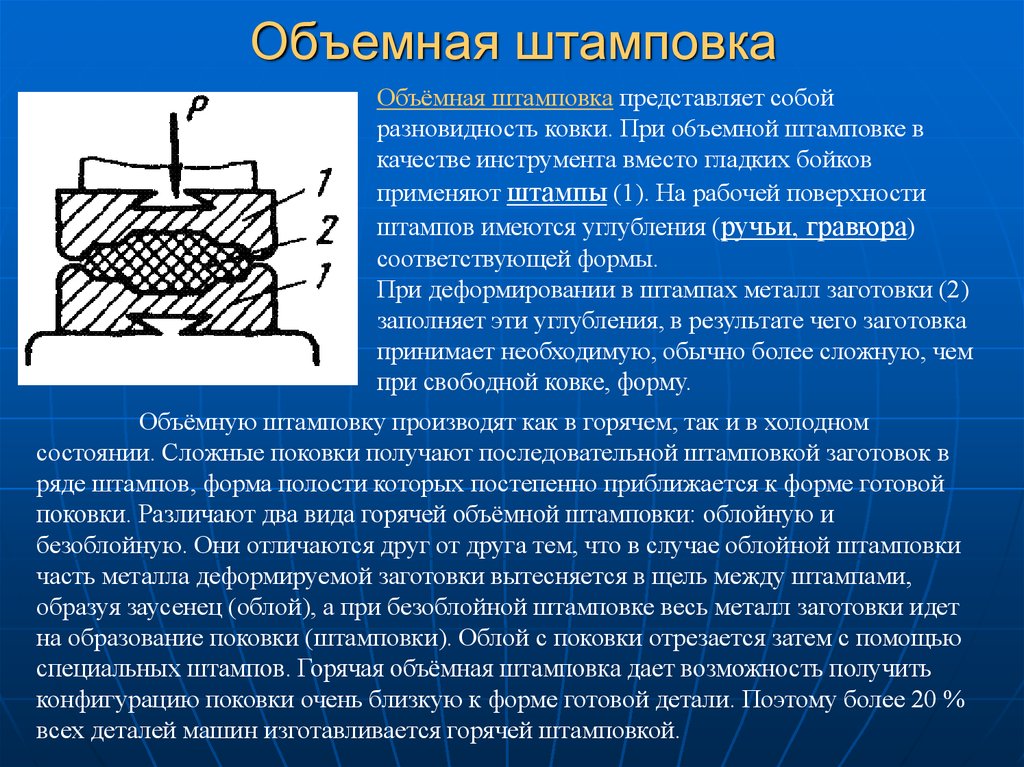
Сущность процесса горячей штамповки заключается в том, что готовое изделие из металла получают из нагретой до определенной температуры заготовки, воздействуя на нее давлением, для чего используется специальный штамп. При выполнении горячей штамповки температура заготовки изменяется от состояния просто нагретой поверхности до ковочной. Чтобы ограничить течение нагретого металла в ненужном направлении, на отдельных участках внутренней поверхности штампа выполняют специальные полости и выступы. Таким образом, внутренняя поверхность штампа формирует замкнутую полость (ручей), конфигурация которой полностью соответствует форме готового изделия.
Так выглядит нижняя часть простого одноручьевого штампа
Горячая объемная штамповка (ГОШ) выполняется на металлических брусках различного профиля – квадратного, прямоугольного, круглого или периодического. В отдельных случаях производство готовых изделий по технологии горячей штамповки может выполняться из сплошного металлического прутка. Изначально его часть формируется в поковку с требуемыми геометрическими параметрами, а затем ее отделяют при помощи резки. Однако, как правило, заготовки для горячей штамповки нарезают из металлического прутка.
Наибольшую эффективность штамповка деталей, предполагающая их предварительный нагрев, демонстрирует при серийном и массовом производстве. В частности, в использовании данной технологии для производства металлопродукции крупными и массовыми сериями есть целый ряд преимуществ.
- Отходы металла, из которого производится продукция, уменьшаются.
- Увеличивается производительность труда.
- При помощи данной технологии можно изготавливать изделия даже очень сложной конфигурации.
- Готовые изделия, полученные методом горячей штамповки металла, отличаются не только особой точностью геометрических параметров, но и высоким качеством поверхности.
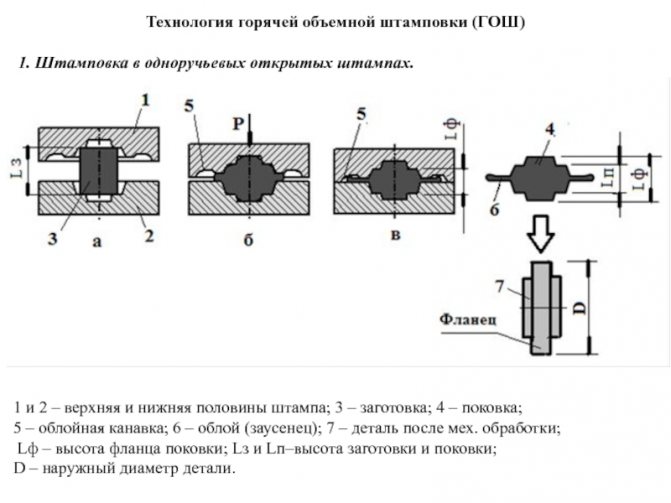
Схема технологического процесса изготовления детали типа «шатун» методом горячей объемной штамповки
Технологический процесс горячей штамповки включает в себя большой перечень операций, выполняемых начиная с момента загрузки детали из металла в зону обработки и заканчивая выгрузкой из оборудования готового изделия. Проектирование такого процесса подразумевает соблюдение следующего алгоритма:
- выбрать метод, по которому будет изготовляться изделие: на штампах с открытым или закрытым ручьем;
- разработать подробный чертеж готовой поковки;
- установить, за сколько переходов можно сделать готовое изделие;
- для каждого перехода разработать чертеж формируемой поковки;
- в зависимости от требуемой мощности для каждого этапа технологического процесса выбрать соответствующее оборудование и сформировать штампы;
- перед горячей штамповкой нагреть заготовку, выбрав способ нагрева и режимы его выполнения;
- в зависимости от требований к качеству готового изделия определить перечень финишных операций, которым будет подвергнута поковка.
На завершающей стадии разработки технологического процесса необходимо выполнить расчет его экономических и технических показателей.
Преимущества и недостатки горячей объемной штамповки
Обработка металла, выполняемая методом горячей штамповки, может осуществляться по различным технологиям, особенности реализации которых зависят от целого ряда параметров: типа используемого оборудования, геометрических параметров и материала изготовления формируемого изделия. По технологии ГОШ можно изготавливать следующие типы деталей.



Удлиненные
В качестве таких изделий могут выступать валы различного назначения, шатуны, рычаги и другие детали подобной конструкции. Для их производства используют штамповочный пресс. Обрабатываются они методом горячей штамповки плашмя, при этом исходная заготовка подвергается операции протяжки. Заключительным этапом производства является фасонирование методом свободной ковки, выполняемое в заготовительных вальцах ковочных вальцов.
Дисковые
Это шестерни, фланцы, ступицы, крышки и другие детали круглой или квадратной конфигурации, отличающиеся относительно небольшой длиной. Чтобы изготовить продукцию данного типа, используют технологию осадки, которая выполняется в торец обрабатываемой заготовки. Для реализации такой технологии требуется использовать штамповочные переходы.
Примеры изделий, изготовленных методом горячей объемной штамповки