
1 Технология плазменной резки металла
Интересующий нас процесс резки плазменной дугой в мировой практике «скрывается» под аббревиатурой PAC. Под плазмой понимают высокотемпературный ионизированный газ, который может проводить электроток. А плазменная дуга формируется в агрегате под названием плазмотрон из обычной электрической.
Последнюю сжимают, а затем привносят в нее газ, обладающий возможностью образования плазмы. Чуть ниже будет рассказано о том, какое значение для процесса плазменной резки имеют такие плазмообразующие газы.

Технологически существует две методики резки:
- Плазменно-дуговая. В данном случае дуга горит между материалом, который обрабатывается, и сварочным электродом неплавящегося типа. Плазменная высокоскоростная струя при такой технологии совмещается со столбом плазменной дуги. Сам же процесс резки обеспечивается высокой энергией плазмы столба, приэлектродных пятен и факела, исходящего из указанного столба. Именно озвученный принцип плазменной резки металла чаще всего используется на современных предприятиях, так как он признается максимально эффективным.
- Плазменной струей. Такой вид обработки рекомендован для резки неметаллов. Дуга в этом случае горит между наконечником (его называют формирующим) плазмотрона и сварочным стержнем, а само обрабатываемое изделие в электрическую схему процесса не включается. Из плазмотрона выносится некоторый объем плазмы столба. Его энергия и дает возможность выполнять обработку неметаллических изделий.
Технология плазменной резки металла
Может возникнуть вопрос, что лучше — хорошая лазерная обработка или же плазменное резание металла? На этот вопрос сложно дать однозначный ответ. Каждая из этих технологий имеет свои достоинства и недостатки.
Главное преимущество плазменной резки — возможность распила металла большой толщины. Это качество особенно ценно, когда осуществляется плазменная резка труб большого диаметра.
Для правильного осуществления процесса необходимо соблюдать следующие параметры:
- номинальная сила тока оборудования;
- факельный зазор;
- скорость работы аппарата;
- ширина разреза;
- угол наклона кромок.
Номинальная сила тока влияет на период эксплуатации режущего устройства. При обработке металлических изделий рекомендуют использовать силу тока, не превышающую 90-95% номинального показателя.
На аппарате сила тока может регулироваться в зависимости от вида и толщины заготовки. Чтобы расплавить 1 мм стали (чугуна) требуется 4 А, алюминия — 6 А. Если необходимо разрезать лист толщиной 10 мм, то для стали оптимальная сила тока составит 40 А, для алюминия — 60 А.
Оптимальный показатель факельного зазора составляет 1,5-10 мм. При резке металла необходимо поддерживать постоянную величину зазора, в противном случае получится некачественный надрез с дефектами. Чрезмерное уменьшение зазора чревато преждевременным износом электрода и сопла аппарата.
Технология работы с плазморезкой предполагает соблюдение оптимальной скорости резки металла. Если скорость будет слишком низкой, это приведет к увеличению расхода газа. Слишком большая скорость станет причиной получения волнистой линии надреза.
Ширина разреза зависит от диаметра сопла (чем он больше, тем шире получится линия). Регулировка этого показателя осуществляется путем сдвига плазмотрона на нужное расстояние.
Причины широкого разреза:
- слишком большой факельный зазор или сила тока;
- низкая скорость разрезания;
- частичный износ электрода.
Маленький факельный зазор, большой расход плазмообразующего компонента, низкая сила тока, высокая скорость резки — это причины появления узкого реза.
Горелка плазморезки должна направляться к разрезаемой поверхности под соответствующим углом. Если все сделано правильно, угол наклона кромок будет меньше 5º (это соответствует норме).
Технология плазменной резки
Перед первым использованием плазмотрона рекомендуется посмотреть видео и изучить, как проходит весь процесс.
- Горелка плазмы размещается близко к краю заготовки.
- Включается кнопка «Пуск». После этого сначала зажжется дежурная дуга, а затем режущая.
- Горелку по обрабатываемому материалу следует вести медленно, с наклоном в 90 градусов.
- С помощью контроля за появлением брызг регулируется скорость разрезания. Если с другой стороны металла брызг нет, то материал полностью разрезать не удалось. Причинами могут быть: неправильный угол наклона горелки, низкий ток, высокая скорость аппарата.
- После завершения процесса горелку необходимо наклонить, так как еще какое-то время будет идти воздух.
Если во время работы по какой-то причине погаснет плазменная дуга, то подачу газа нужно прекратить, затем аппарат заново включить и начать обработку.
Необходимые источники питания
Несмотря на то что все источники питания для плазменных резаков работают от сети переменного тока, часть из них может преобразовывать его в постоянный, а другие — усиливать его. Но более высоким КПД обладают те аппараты, которые работают на постоянном токе. Установки, работающие на переменном токе, применяются для резки металлов с относительно невысокой температурой плавления, к примеру, алюминия и сплавов на его основе.
В тех случаях, когда не требуется слишком высокая мощность плазменной струи, в качестве источников питания могут использоваться обычные инверторы. Именно такие устройства, отличающиеся высоким КПД и обеспечивающие высокую стабильность горения электрической дуги, используются для оснащения небольших производств и домашних мастерских. Конечно, разрезать деталь из металла значительной толщины с помощью плазмотрона, питаемого от инвертора, не получится, но для решения многих задач он подходит оптимально. Большим преимуществом инверторов является и их компактные габариты, благодаря чему их можно легко переносить с собой и использовать для выполнения работ в труднодоступных местах.
Более высокой мощностью обладают источники питания трансформаторного типа, с использованием которых может осуществляться как ручная, так и механизированная резка металла с использованием струи плазмы. Такое оборудование отличается не только высокой мощностью, но и более высокой надежностью. Им не страшны скачки напряжения, от которых другие устройства могут выйти из строя.
Резка по шаблону
У любого источника питания есть такая важная характеристика, как продолжительность включения (ПВ). У трансформаторных источников питания ПВ составляет 100%, это означает, что их можно использовать целый рабочий день, без перерыва на остывание и отдых. Но, конечно, есть у таких источников питания и недостатки, наиболее значимым из которых является их высокое энергопотребление.
Плазмообразующие газы
Технологические возможности процесса плазменной резки металла
(скорость, качество и др.), а также характеристики основных узлов плазмотронов определяются прежде всего плазмообразующей средой. Влияние состава плазмообразующей среды на процесс резки:
- за счет изменения состава среды возможно регулирование в широких пределах количества тепловой энергии, выделяющейся в дуге, поскольку при определенной геометрии сопла и данном токе состав среды задает напряженность поля столба дуги внутри и вне сопла;
- состав плазмообразующей среды оказывает наибольшее влияние на максимально допустимое значение отношения тока к диаметру сопла, что позволяет регулировать плотность тока в дуге, величину теплового потока в полости реза и, таким образом, определять ширину реза и скорость резки;
- от состава плазмообразующей смеси зависит ее теплопроводность, определяющая эффективность передачи разрезаемому листу тепловой энергии, выделенной в дуге;
- в ряде случаев весьма значительной оказывается добавка тепловой энергии, выделившейся в результате химического взаимодействия плазмообразующей среды с разрезаемым металлом (она может быть соизмерима с электрической мощностью дуги);
- плазмообразующая среда при взаимодействии с выплавляемым металлом дает возможность изменять его вязкость, химический состав, величину поверхностного напряжения;
- подбирая состав плазмообразующей среды, можно создавать наилучшие условия для удаления расплавленного металла из полости реза, а также предотвратить образование подплывов на нижних кромках разрезаемого листа или делая их легко удаляемыми;
- от состава среды зависит характер физико-химических процессов на стенках реза и глубина газонасыщенного слоя, поэтому для определенных металлов и сплавов некоторые плазмообразующие смеси недопустимы (например, содержащие водород и азот в случае резки титана); диапазон допустимых смесей также сужается с увеличением толщины разрезаемых листов и теплопроводности материала.
От состава плазмообразующей среды зависят и характеристики оборудования:
- материал катода и конструкция катодного узла (способ крепления катода в плазмотроне и интенсивность его охлаждения);
- конструкция системы охлаждения сопел;
- мощность источника питания, а также форма его внешних статических характеристик и динамические свойства;
- схема управления оборудованием, поскольку состав и расход плазмообразующего газа полностью определяют циклограмму формирования рабочей дуги.
При выборе плазмообразующей среды также важно учитывать себестоимость процесса и дефицитность используемых материалов. Таблица
Наиболее распространенные плазмообразующие газыГаз
Таблица. Наиболее распространенные плазмообразующие газыГаз
| Обрабатываемый металл | |||
| Алюминий, медь и сплавы на их основе | Коррозионно-стойкая сталь | Углеродистая и низколегированная сталь | |
| Сжатый воздух | Для заготовительной машинной резки | Для экономичной ручной и машинной резки | |
| Кислород | Не рекомендуется | — | Для машинной резки повышенного качества |
| Aзотно-кислородная смесь | Не рекомендуется | Для машинной резки с повышенной скоростью | |
| Азот | Для экономичной ручной и машинной резки | Для ручной и полуавтоматической резки | — |
| Aргоно-водородная смесь | Для резки кромок повышенного качества | Не рекомендуется |
Резка с применением воздуха в качестве плазмообразующей среды называется воздушно-плазменной резкой.
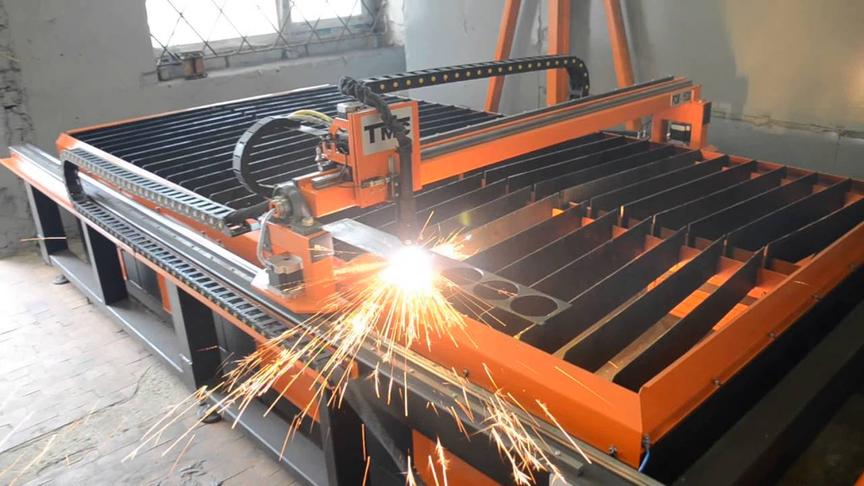
Сфера применения, плюсы и минусы плазменной резки
Оборудование для плазменной резки металлов используется на заводах и в частных мастерских. С его помощью ведется крой листового железа с толщиной от 1 до 100 мм (зависит от мощности аппарата). Плазмой можно вырезать сложные узоры, прожигать отверстия, срезать кромку. Последующие заготовки используются для приваривания к другим конструкциям или подвергаются токарной обработке, штамповке. В отличие от кислородного пламени, плазма режет все виды металлов и керамику, поэтому ее функционал и зона применения шире.







Чтобы определиться, нужен ли Вам плазморез, рассмотрите преимущества и недостатки такого оборудования.
К главным плюсам этого метода кроя относятся:
Высокая скорость реза
Благодаря температуре 20000 градусов плазморезом можно кроить заготовки гораздо быстрее, чем другими методами. Например, лист с сечением 25 мм получится резать на скорости 1000 мм/мин.
Быстрый сквозной прожиг
Если требуется начать резку не с края листа, а в центре, то плазма прожжет толщину 15 мм за 2 с, а газопламенному резаку потребуется на это около 30 с.
Минимальный нагрев соседних участков
Плазма точечно воздействует на металл, не нагревая поверхность вокруг. Это снижает количество деформаций и позволяет держаться за крупные заготовки руками в перчатках, поворачивая их по необходимости.
Высокое качество реза
После плазмы почти не остается потекших капель шлака на обратной стороне заготовки. Кромки содержат минимум рельефности, поэтому не нуждаются в обработке — сразу можно производить последующую сварку конструкций. Если требуется порезать тонкие листы 1-2 мм, то их можно сгруппировать друг на друге и выполнить все за один раз — заготовки не прилипнут между собой на краях.
Пример металла разрезанного плазморезом.
Безопасность
В этом оборудовании не используются горючие газы. Применение сжатого воздуха или инертных газов делает процесс более безопасным — взрыва точно не будет, как в случае обратного удара пламени в кислородном резаке.
Простота использования
В отличие от газопламенной резки, здесь не нужно настраивать подачу по-отдельности горючего газа и кислорода, а затем регулировать еще и струю режущего кислорода. Все включается одной кнопкой и доступно для быстрого освоения даже новичку.
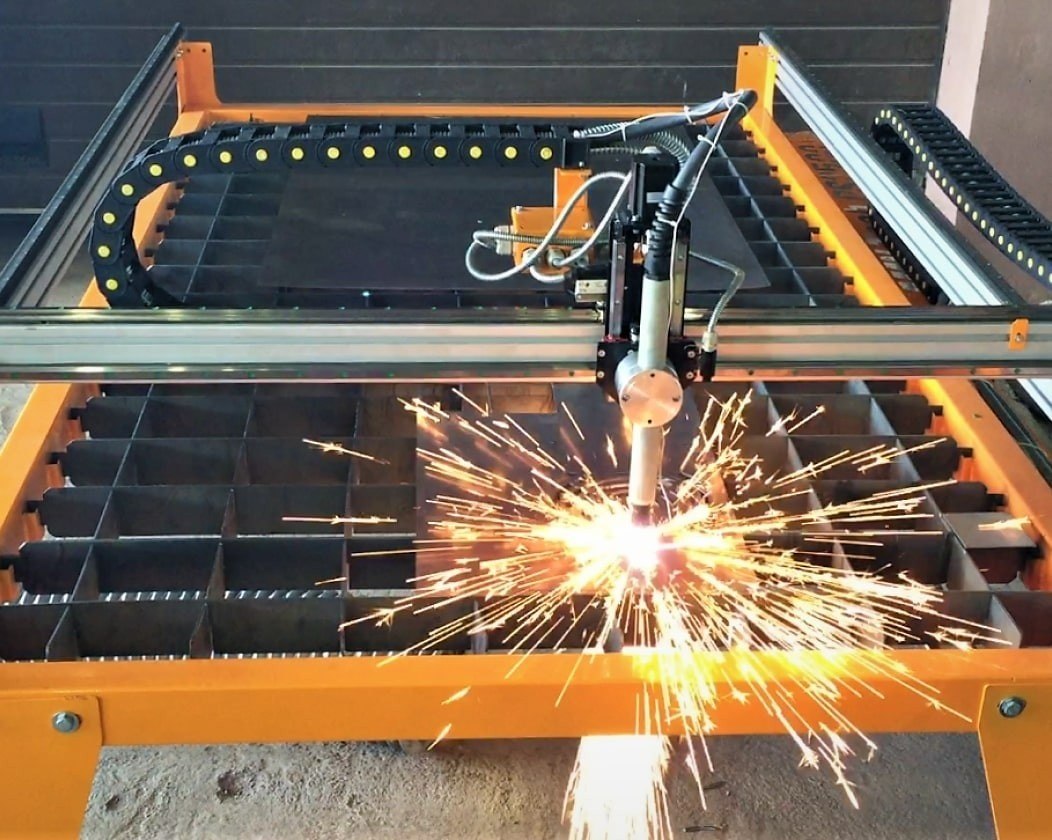
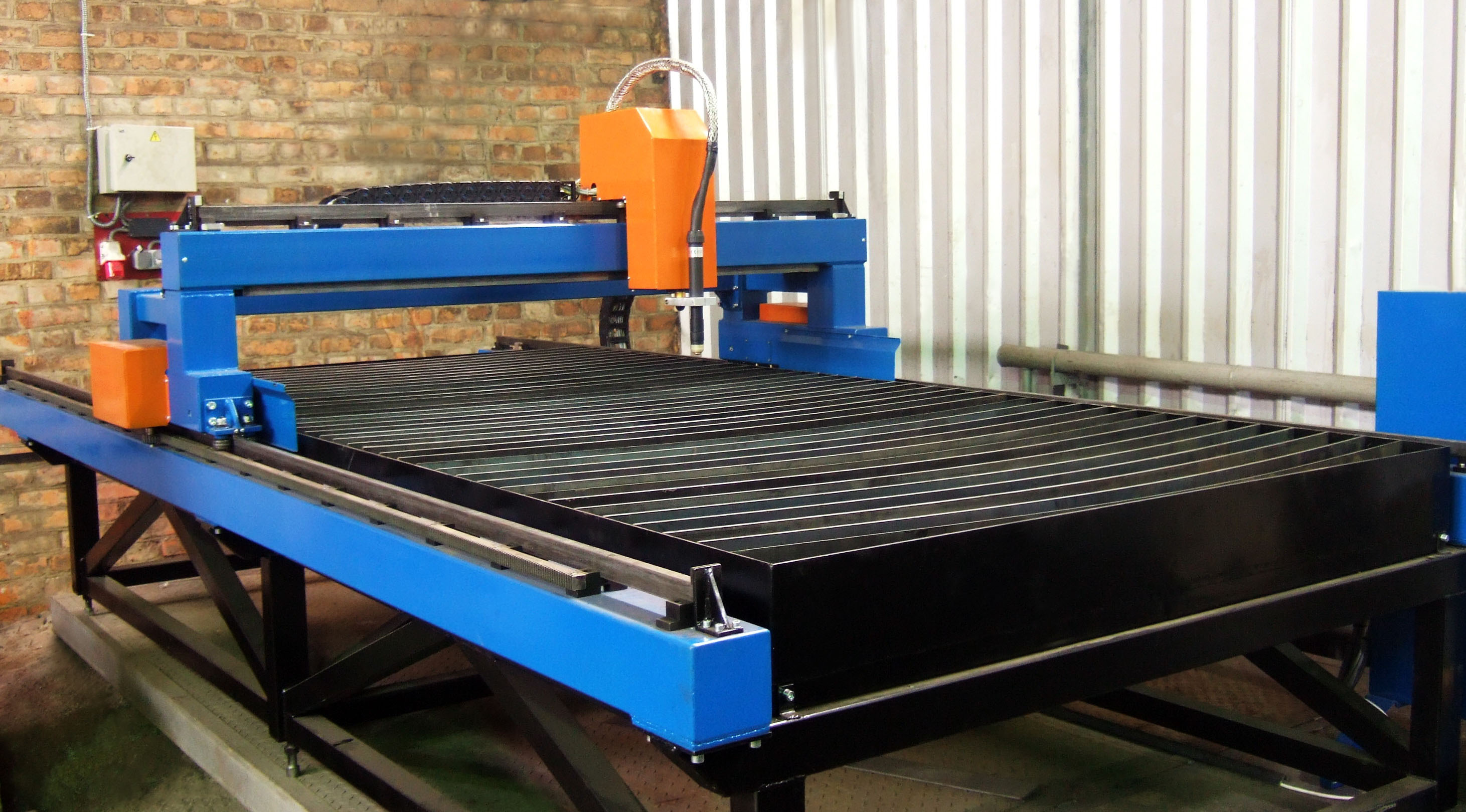
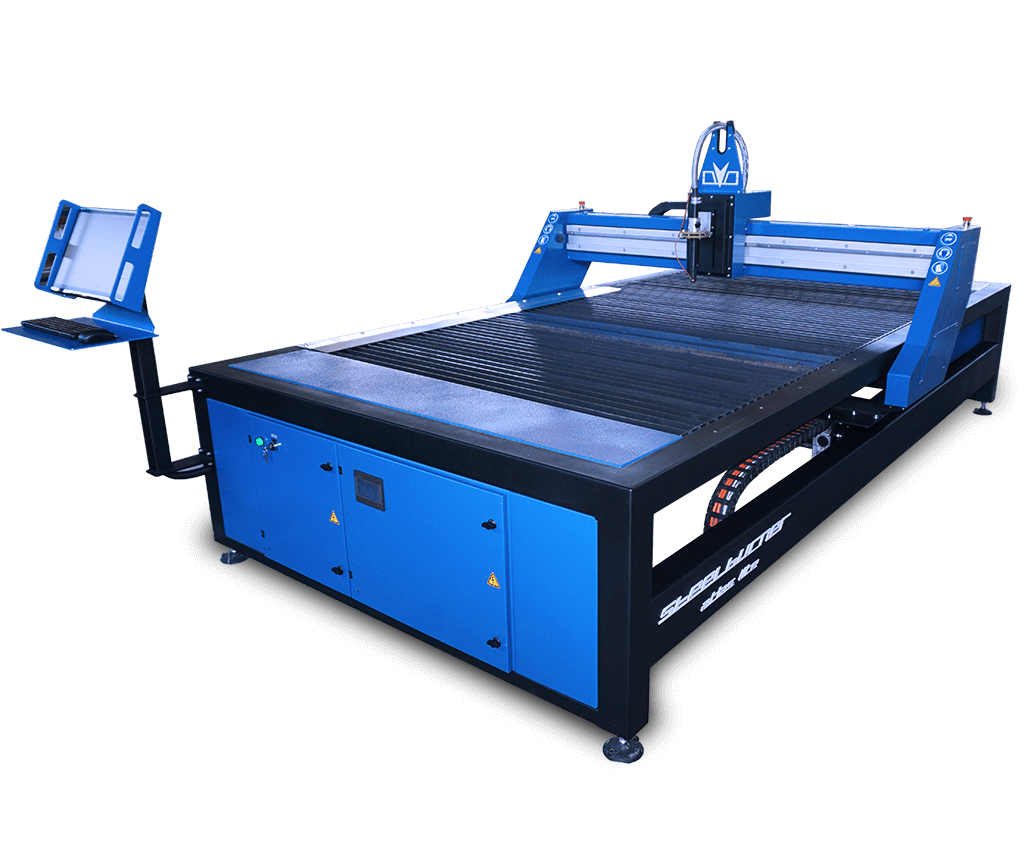
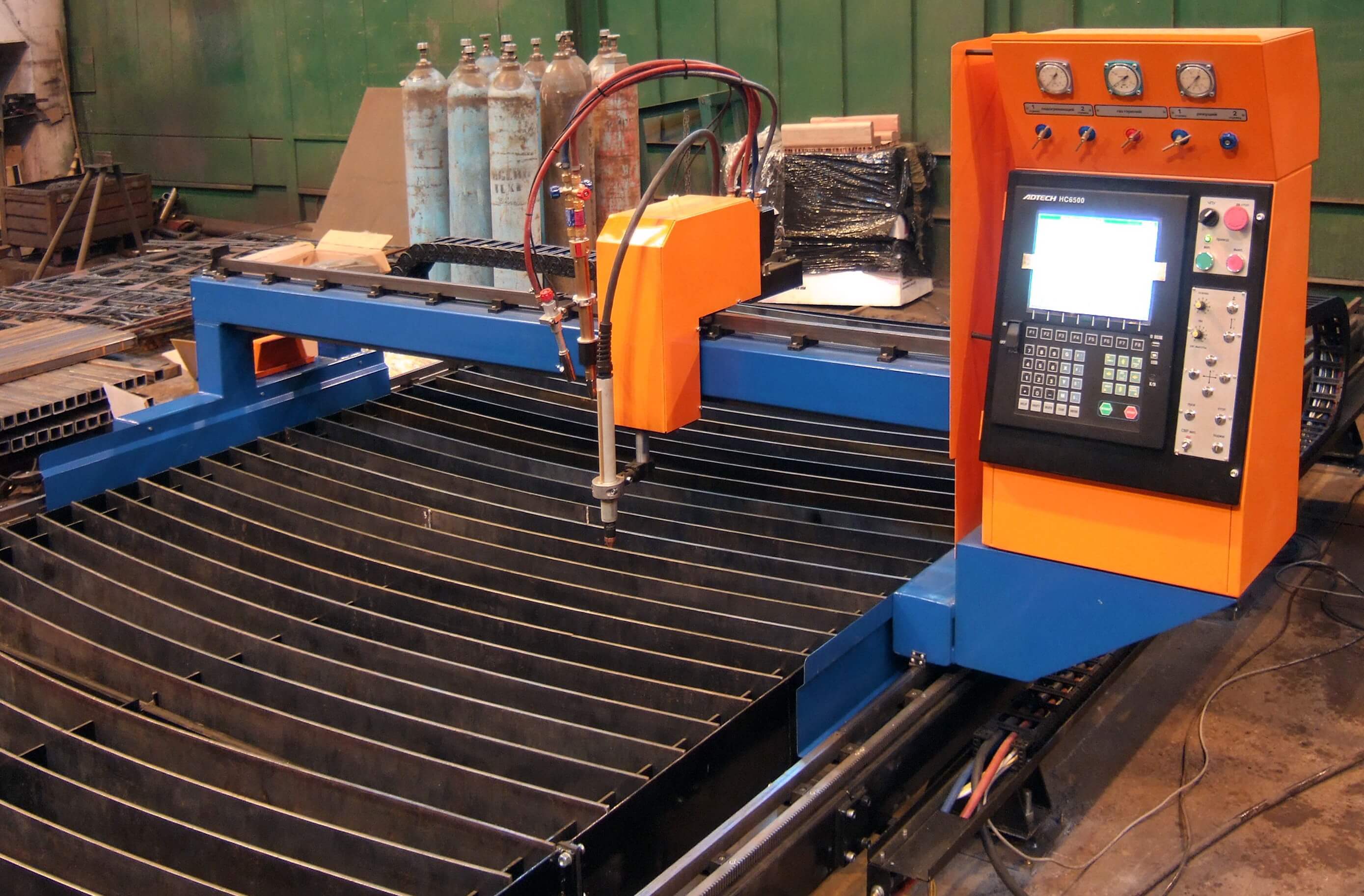
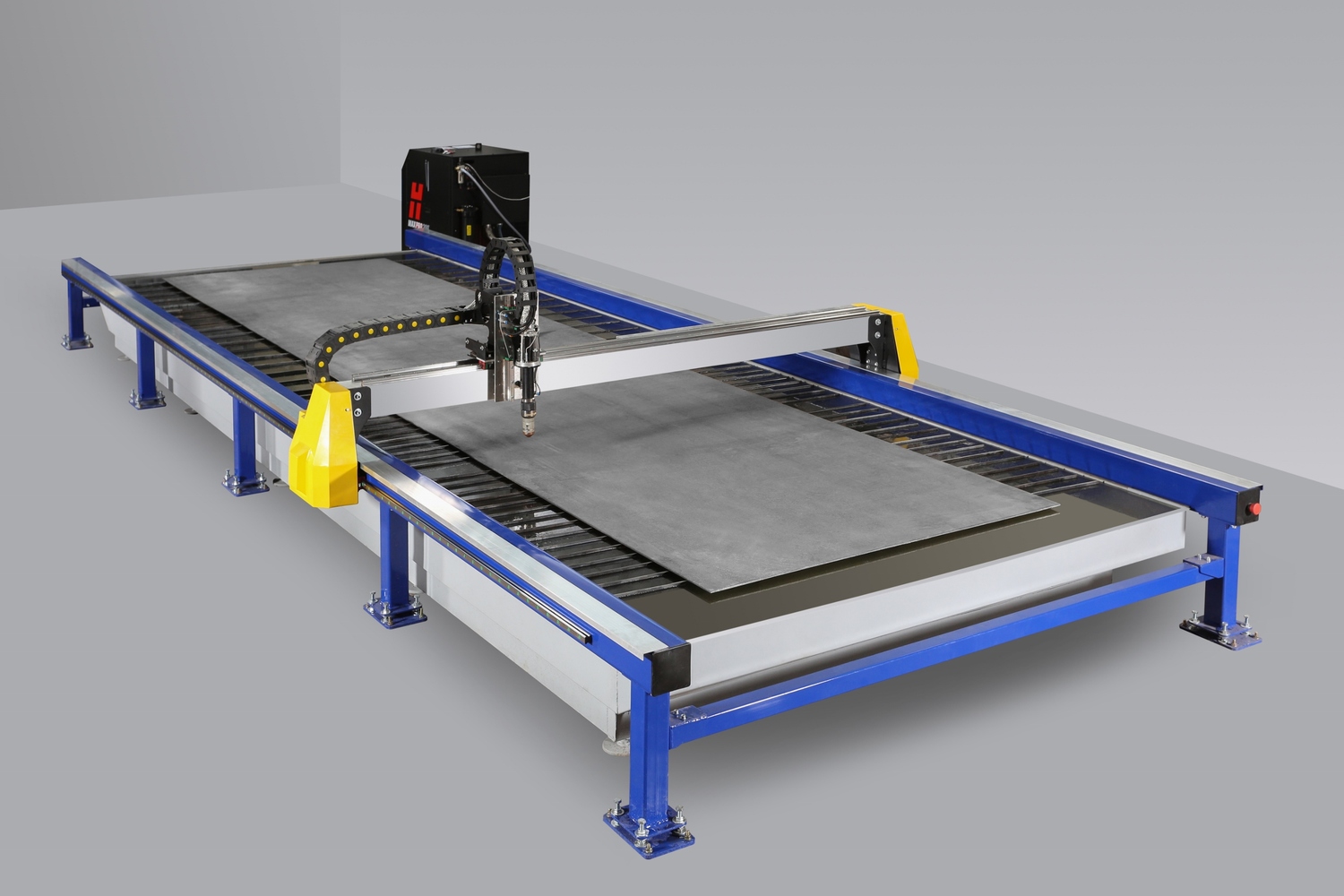
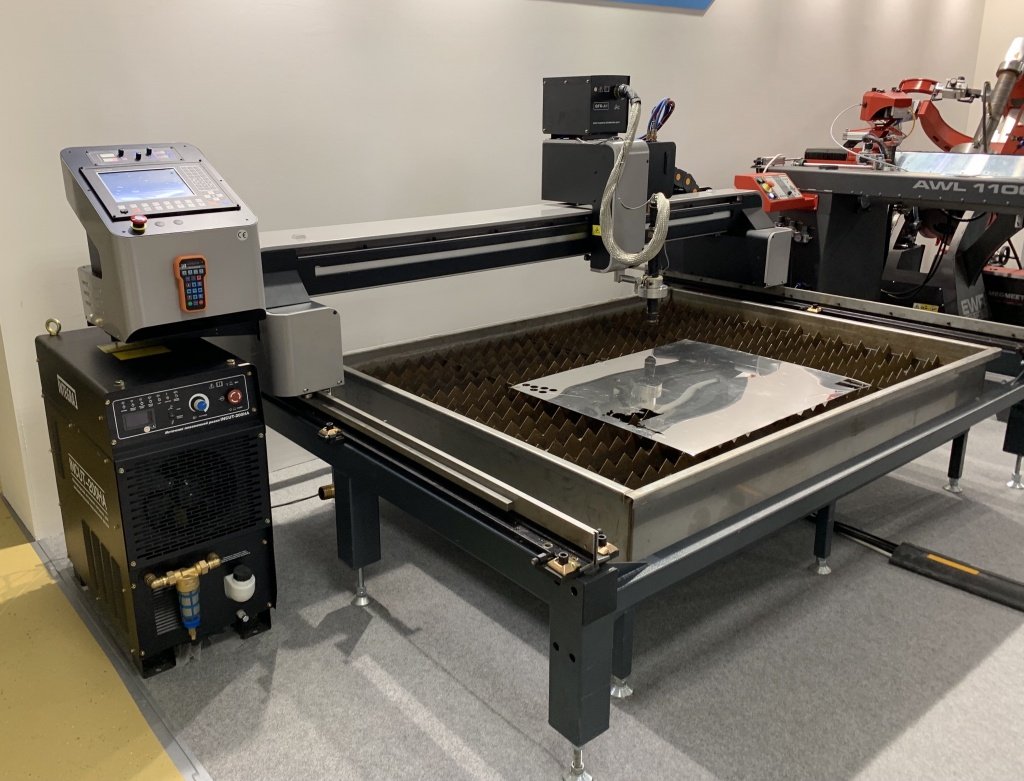
Возможность автоматизации
Плазморез легко доукомплектовать кронштейном (портальный или консольный тип), чтобы он автоматически передвигался над изделием. Управление ведется с ЧПУ. В нем оператор задает конфигурацию и скорость кроя, одновременно один человек может следить за процессами на пяти установках.
Минимум подготовки перед процессом
Плазма способна кроить любой металл без предварительной очистки от грязи или ржавчины. При работе нет разбрызгивания металла и воздушных хлопков.
Но у этого метода резки есть и недостатки, которые нужно знать, чтобы грамотно выбрать плазморез и не разочароваться.
Вот самые основные минусы аппаратов и самого метода:
- Лучшее качество реза достигается за счет удержания горелки под углом 90 градусов к поверхности. Резать фаску под косым углом могут только дорогие модели.
- Этим оборудованием сложно нагреть металл, чтобы выполнить гиб или ковку.
- Максимальная толщина реза составляет 100 мм, тогда как газопламенной резкой можно прорезать 200-300 мм.
- Само оборудование стоит дороже. Понадобиться еще компрессор. Цена аргона выше, чем пропана или кислорода.
- Аппараты зависят от электрической сети. Для работы в полевых условиях необходим бензогенератор. Его мощность должна быть достаточно высокой, чтобы покрыть потребности плазмореза и компрессора.
Смотрите на что способен плазморез:
Свойства технологии
Промышленные и бытовые приборы объединяют общие принципы работы плазменной резки:
- создание электродуги;
- образование ионизированного газа;
- создание высокоскоростного потока плазмы;
- воздействие этой активной средой на обрабатываемый материал.
Для плазменно-дуговой резки характерны:
- Температура потока. Величины находятся в диапазоне 5000–30000°C. Определяется видом обрабатываемого материала: нижние значения используют для цветных металлов, верхние — для тугоплавких сталей.
- Скорость потока. Значения в пределах 500–1500 м/с. Настраивается под определённый вид обработки: толщина заготовки;
- вид материала;
- тип распила (прямой или криволинейный);
- длительность работы плазматрона.
Газ, применяемый для плазменной резки. При обработке чёрных металлов (сталей) используют активную группу, — кислород (O2) и воздух. Для цветных металлов и сплавов, — неактивную: азот (N2), аргон (Ar), водород (H2), водяной пар. Объясняется тем, что цветные металлы окисляются кислородом (начинают гореть), поэтому применяется среда защитных газов. Кроме этого, комбинируя состав газовой смеси, можно повысить качество обработки.
Ширина разреза. Здесь наблюдается прямая последовательность: с ростом показателей, увеличивается ширина реза. На её величину влияет:
- толщина метала и его вид;
диаметр сопла;
сила тока;
расход газа;
скорость реза.
Производительность. Определяется скоростью обработки. Например, для бытовых агрегатов и по ГОСТ, величина не превышает 6,5–7 м/мин (~0,11 м/сек). Зависит от толщины, вида металла, скорости газовой струи. Естественно, что с увеличением размеров, скорость обработки падает.
Качество обработки
Качество реза — важный фактор при обработке металла, особенно, если это плазменная резка труб. Определяется режимом работы, мастерством исполнителя. Плазменно-дуговая резка регламентируется ГОСТ 14792-80. Международный стандарт качества — ISO 9013-2002. Документами определяются основные критерии:
- Допуск на перпендикулярность или угловатость. Показывает отклонения от перпендикуляра и плоскости реза к поверхности обрабатываемого изделия.
- Оплавление верхнего края. Трещины в точках обработки не допускаются. Верхний край может быть острым, оплавленным, оплавленно-нависающим.
- Шероховатость. По ГОСТ делится на три класса, 1, 2 и 3.
Lincoln Electric Tomahawk 1538 – потрясающая производительность
Стоимость – 140 тыс. рублей.
 Технические характеристики
Технические характеристики
- Напряжение сети: 380 В
- Ток резки: 30 — 100 A
- Артикул: K12039-1
- Габаритные размеры: 455x301x640
- Вес: 36 кг.
Прибор подходит для резки разных материалов толщиной до 35 мм. А благодаря угольному электроду стала возможна воздушно-дуговая строжка.
Аппарат подключается к сети на 220 В. Он всецело соответствует действующим европейским и российским стандартам. Завод-изготовитель предоставляет трехлетнюю гарантию на качество сборки и комплектующие.
Модель отличается от аналогов инновационной плазменной горелкой, создающей мощное узконаправленное завихрение плазмы. Минимальный нагрев металла и отсутствие деформаций позволяют избегать дополнительных операций – отпуска и отжига. Поэтому цена готового изделия минимальна.





Преимущества:
- Инновационный поджиг дуги.
- Длительный эксплуатационный ресурс сопла и электрода.
- Эффективная система воздушного охлаждения.
- Высокое качество резки.
Недостатки:
Дороговизна.
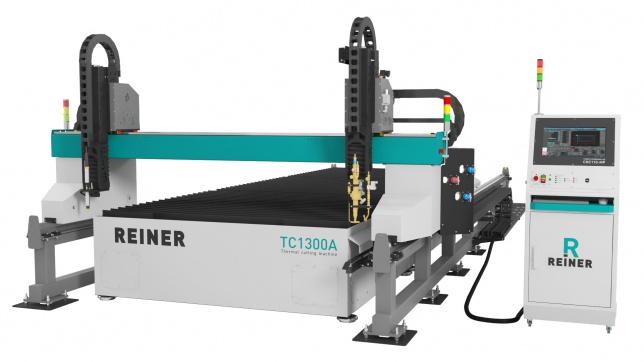
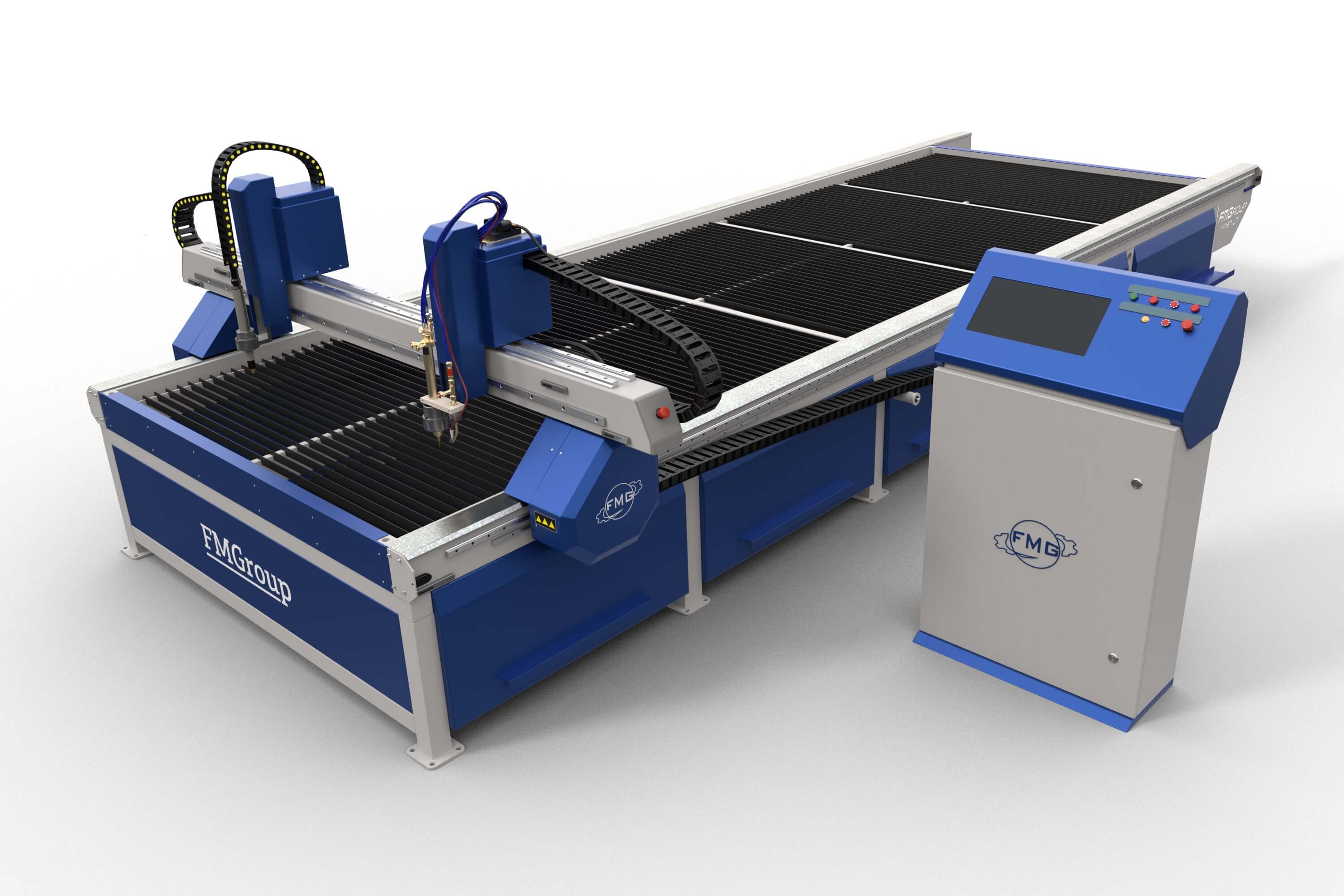
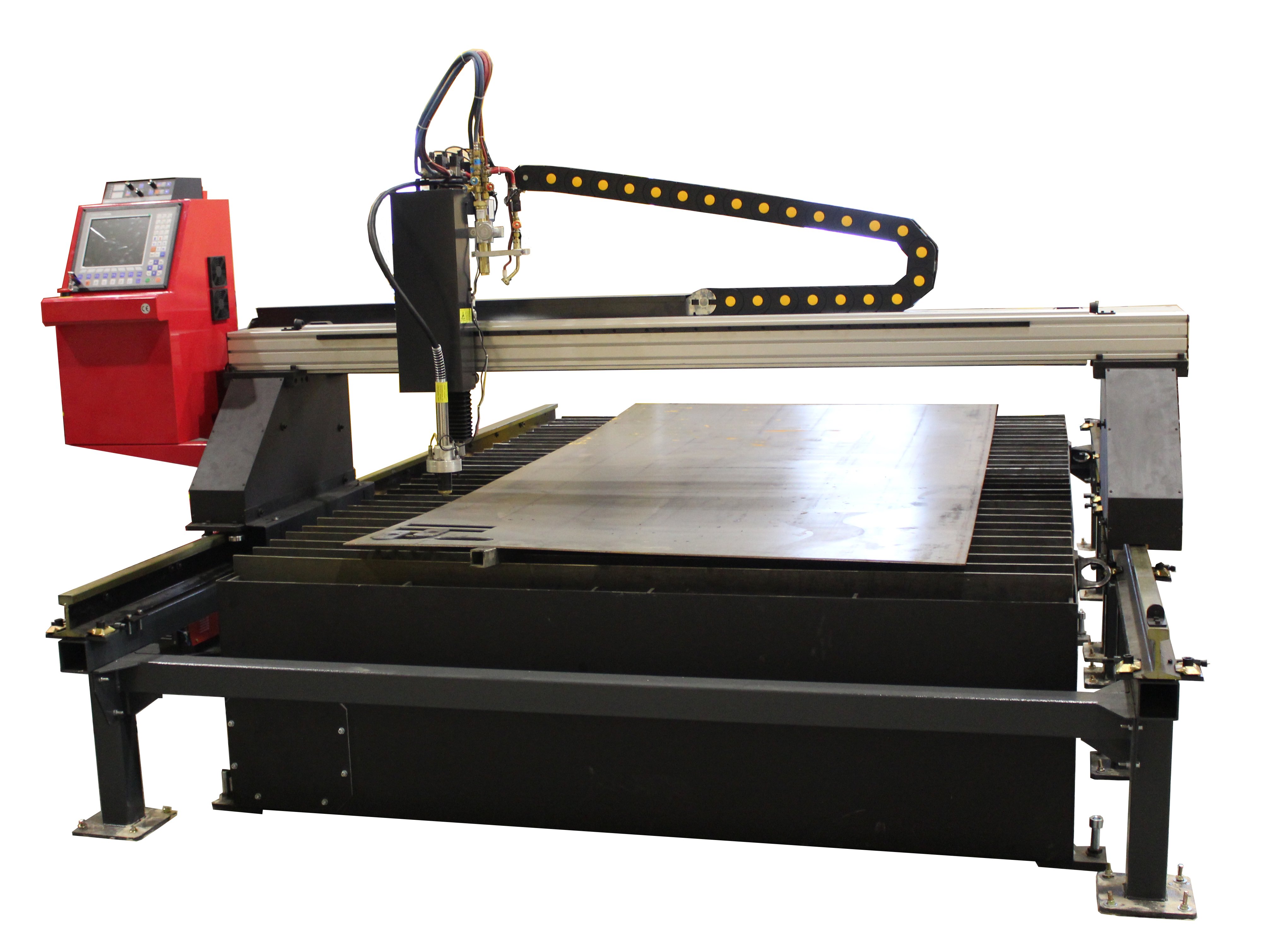
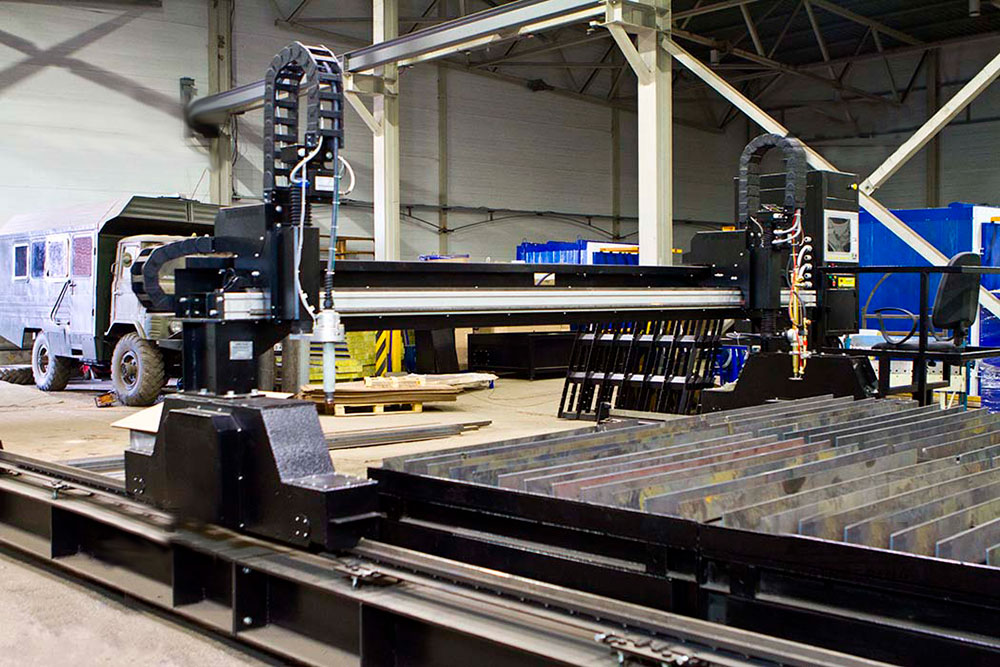
Какое оборудование применяют
Для резки металла плазмой выпускаются агрегаты промышленного и бытового назначения. Первые представляют собой сложный многофункциональный комплекс с автоматизированным процессом (станки с ЧПУ). Вторые — небольшие аппараты, работающие от сети 220V или 380 V.
Источник плазменной резки в бытовых приборах, — инвертор (сварочный генератор) или трансформатор. Первый вид меньше по габаритам, удобнее в обращении. Второй — обладает высокой надёжностью, длительным сроком эксплуатации. Рабочее тело — подготовленный атмосферный воздух.
Используются в домашних мастерских, условиях профессионального производства и строительства:
- плазменная река листового металла;
- обработка цилиндрических изделий, в том числе стальных труб;
- вырезка сложных геометрических фигур, в том числе отверстий;
- обработка керамических и каменных изделий и другие виды промысла.
Этот вид оборудования существенно превосходит по своему функционалу и удобству пользования обычную газокислородную резку. Не только по габаритам, но и по технике безопасности.
Модель бытового плазматрона показана на фото.
Комплект поставки плазматрона «Горыныч»
Высококлассные услуги
Если вы испытываете какие-либо трудности с тем, чтобы выйти на новый этап развития из-за того, что отсутствует возможность обработки по разным причинам, обращайтесь к нам. Наше производство дает возможность реализовывать заказы любой сложности. Специалисты имеют большой опыт изготовления деталей по стандартным, а также индивидуальным схемам. При возникновении каких-либо вопросов обращайтесь к нашим менеджерам, которые подробно вас проконсультируют. Воспользоваться услугой рассечения углеродистой и конструкционной стали можно, позвонив по указанному номеру или заполнив форму связи, представленную внизу страницы.
Успешно выполнять задачи разного уровня сложности нам позволяют профессионализм специалистов и современное оборудование, используемое на предприятии. Сотрудничая с нами, будьте уверены в качественном и своевременном выполнении услуг. При этом представленные ниже материалы будут отличаться низкой ценой:
углеродистая сталь
нержавеющая сталь
легированная сталь
высоколегированная сталь
алюминий
медь
Виды и способы плазменной резки
Плазменной называется резка металла под большим потоком плазмы, которая образуется за счёт обдува газом электрической дуги. Нагреваясь, газ ионизируется на положительные и отрицательные частицы. Температура потока плазмы достигает нескольких тысяч градусов.
По видам плазменная резка бывает:
- разделительная;
- поверхностная.
При разделительной резке электрод утопает в разрезе металла. Угол между поверхностью металла и электродом должен быть от 60° до 90°, а при поверхностной он не может быть более 30°.
 Существует два способа резки:
Существует два способа резки:
- при помощи плазменной дуги;
- при помощи плазменной струи.
При первом способе дуга горит между неплавящимся электродом и разрезаемым металлом. При втором — между формирующимся наконечником плазматрона и электродом. Изделие не включается в электрическую цепь при плазменной струе.
Для обработки металлов широко применяется плазменно-дуговая резка, а для обработки неметаллических заготовок — обработка плазменной струёй.
Какие есть недостатки и ограничения?
Силовой трансформатор
Основным недостатком инвертора является невозможность его использования для нарезания металлических изделий большой толщины.
Трансформатор эффективно используется при резке толстостенного металла, с которым не справится инвертор. Он выдерживает перепады сетевого напряжения, но отличается низким КПД. Неудобны трансформаторы по причине своего большого веса.
Компрессор представляет собой устройство, подающее воздух к электродуге. Механизм способствует созданию вихревых воздушных потоков, направляемых к ней. Компрессором обеспечивается четкое нахождение катодного пятна дуги в центре электрода. При нарушении процесса возникают последствия в виде:
- образования сразу двух электродуг;
- слабого горения дуги;
- поломки плазмотрона.
Через компрессор в процессе работы обычного непромышленного плазмореза пропускается только сжатый воздух. Он создает плазму и охлаждает электроды. На промышленных агрегатах применяют смеси газов на основе кислорода, гелия, азота, аргона, водорода.
Плазмотрон выполняет основную функцию аппарата — режет изделие. В его устройство входят:
- охладитель;
- электрод;
- колпак;
- сопло.
Внутри плазмотрона содержится гафниевый электрод, возбуждающий электродугу. Применяются циркониевые, реже бериллиевые и ториевые электроды. Их оксиды токсичны и даже радиоактивны.







Через плазмотронное сопло проходит плазменная струя, разрезающая изделия. От его диаметра зависят качество резки, технология, скорость работы агрегата, ширина разреза и скорость охлаждения.
Через кабель проходит ток, идущий от инвертора или трансформатора. По шлангам движется сжатый воздух, образующий плазму в плазмотроне.
https://youtube.com/watch?v=NC4d3GFq3V4
Как происходит резка плазмой?
Высокая эффективность обработки металла, которую обеспечивает технология воздушно-плазменной резки, обусловлена воздействием на материал плазменной струи.
Плазма — это ионизированный газ высокой температуры, который получается в результате интенсивного сжатия воздуха.
Это происходит так. Высокочастотный ток, поступающий в плазмотрон из источника питания, разжигает электрическую дугу до температуры от +6000 до +8000 °С.
ВАЖНО ЗНАТЬ: Виды резки листового металла
Видео:
В результате чего сжатый воздух или другой рабочий газ, который подается в камеру под давлением, ионизируется и становится плазмой.
А так как сопло имеет зауженную книзу форму, скорость выхода плазмы через отверстие увеличивается наравне с ее температурой.
К моменту соприкосновения с поверхностью металла, скорость движения плазмы достигает 800 м/с, а ее температура может доходить до отметки в 30000°С.
Скорость плазменного потока зависит от общего расхода рабочего газа и диаметра сопла, через которое он выходит.
В зависимости от конечной цели сварки, применяют 2 способа резки:
- Плазменной струей, когда необходима обработка неметаллических нетокопроводящих материалов, например, бетона, плитки или пластмассы;
- Плазменной дугой, когда из листового металла необходимо изготовить контурные фигурные детали, а также сделать отверстия и проемы. Также плазменно-дуговой способ актуален при резке труб или прутов.