
Штамповка формовая
Изготовление сложного изделия, используя давление и специальную форму — штамп. Штамповка бывает объёмной или листовой, может проводиться с горячей или холодной заготовкой.
Металл для объёмной штамповки имеет простую форму, а деформируясь, заполняет полость всего штампа. Листовая штамповка незначительно изменяет толщину получаемой детали от первоначальной толщины заготовки. Чаще всего, объёмную штамповку проводят с разогретым металлом, а листовую с холодным. Горячая листовая штамповка проводится в случаях, когда необходимо обработать давлением металл, который будучи холодным, недостаточно пластичный.
Горячая
Используя горячую объёмную штамповку, благодаря специальным штампам, из заготовки производят штампованную поковку. Штамп — так называют форму будущей детали, в которую впрессовывается заготовка. Он состоит, как правило, из двух деталей: первая часть крепится неподвижно к молоту или прессу, вторая — к подвижной части оборудования. Между ними, для выхода лишнего металла, предусмотрены полости — ручьи.
Существует две разновидности штампа:
- Открытый — специально создан зазор между половинками штампа, для выхода избытка металла — облой или заусенец. Он закрывает выход, этим способствует заполнению металлом всей формы.
- Закрытый — зазор между частями штампа отсутствует. Нет отходов, минимальный расход и улучшенная структура металла в изделии. Требует очень точного измерения массы заготовки.
Отличается штамповка одноручьевым и многоручьевым штампом.
Одноручьевой штамп — это одна полость. Используются для штамповки изделий простых конфигураций.
Многоручьевой штамп — сложные, несколько уровневые изделия. Заготовка проходит первоначальную деформацию за счёт черновых ручьёв, это вытяжка или гибка. Следующий этап, окончательная придача формы, используя штамповочные ручьи.
Для приготовления штампов используется легированная сталь и специальная штамповочная сталь, у которой высокая твёрдость, вязкость и жаропрочность.
В качестве оборудования используется газовоздушный штамповочный молот или гидравлический пресс.
Гидроабразивный метод
Разрезание изделий гидроабразивным методом имеет следующее определение: раскрой материала путем воздействия на него смеси песка и воды, подаваемых под давлением через узконаправленное сопло. Песок в сочетании с водой способны разрезать металлоизделия, имеющие толщину 30 см.
Способ относится к числу инновационных. После раскроя детали нет необходимости в дополнительной обработке ее краев.
 Скорость гидроабразивной резки
Скорость гидроабразивной резки
Указанный способ не относится к горячему методу разрезания металлоизделий, поскольку при нем отсутствует термическое воздействие на обрабатываемую деталь. Благодаря этому разрезание может быть выполнено без деформации изделия.
Главным недостатком гидроабразивного метода является невозможность резки металлов, подверженных коррозии. Применяемое оборудование имеет высокую стоимость и не всегда доступно для частных нужд.
Углошлифовальная машинка
Болгарка — универсальный помощник, отлично работающий по алюминию
Важно лишь не перепутать отрезной круг с шлифовальным, выбрать оснастку малой толщины для минимизации потерь материала и защитить руки с лицом от искр.Достоинства:
- быстрота работы;
- достойное качество реза;
- относительная дешевизна оборудования;
- минимум движений пользователя;
- долговечность оснастки, позволяющей многократно пилить металлические профили.
Углошлифовальная машинка Sparky
Недостатки:
- возможность обгорания металла в области реза;
- без навыков работы вряд ли получится резать ровно;
- для повышения точности работы болгарку стоит зажать в стойку, которая не поставляется в комплекте с инструментом и в магазинах встречается редко (проблема решается, если есть тиски).
Теперь стоит изучить специальные устройства для работы по алюминию.
Термические способы резки металла

Газовый способ
При такой технологии разрезания металлических изделий используется высокая температура горения газа, а в применении источников электроэнергии необходимости нет, при этом различают следующие ее виды:
Кислородная резка
При такой резке происходит горение металла в кислороде, направляемом в виде струи, которая благодаря своему напору удаляет образующиеся оксиды. При этом не происходит расплавления металла: он горит, оставаясь твердым, в результате чего рамки среза получаются ровными.
Кислородно-флюсовая резка
Такая технология разрезания металла предполагает подачу в область реза флюса в виде порошка. Процесс резания облегчается при этом за счет того, что флюс оказывает на него тройное воздействие:
А) химическое;
Б) термическое;
В) абразивное.
Кислородно-копьевая резка
При таком способе разрезания металла высокая температура обеспечивается за счет сгорания специального кислородного копья, представляющего собой стальную трубку, по которой в зону резки подается кислород.
Основные преимущества газовых способов резки:
А) низкая стоимость;
Б) простота процесса;
В) можно разрезать металлоизделия большой толщины.
Основные недостатки газового метода резки:
А) невысокая точность;
А) повышенный расход материала;
В) требуется дополнительная обработка краев разреза;
Г) незначительная скорость резки;
Д) термическая деформация обрабатываемых изделий.
Газоэлектрическая резка
В этом случае применяется источник электроэнергии. Удаление расплава, образующегося в рабочей зоне, осуществляется с помощью газовой струи. Газоэлектрическая резка может быть двух типов:
А) воздушно-дуговой (при этом расплавленный металл удаляют, используя струю воздуха, подающуюся под большим давлением);
Б) кислородно-дуговой (в этом случае осуществляется подача струи кислорода, вызывающей сгорание нагретого электрической дугой металла и выдувание образующихся оксидов за пределы зоны резки).
Главным недостатком газоэлектрической резки является возникновение науглероживания материала в рабочей области, как следствие горения угольных электродов. Ее используют в основном при необходимости устранить дефекты, имеющиеся у сварных швов.










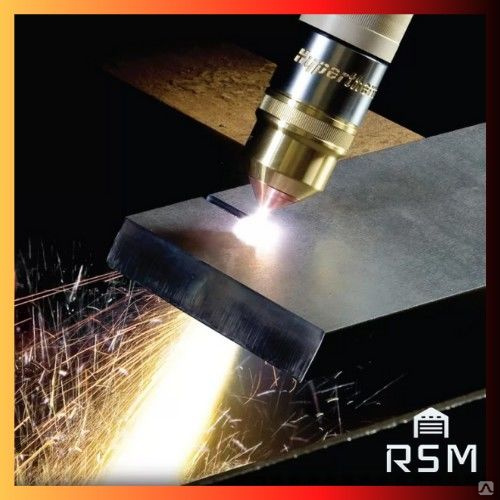
Плазменная резка металла
Плазменная резка
При таком методе режущим инструментом является создаваемая особым устройством, называемым плазмотроном, струя плазмы с температурой 5—30 тысяч градусов.
Имеются два варианта плазменной резки:
1) с применением высокотемпературной плазменной струи (в этом случае дуга образуется между металлическим наконечником плазмотрона и окончанием электрода, но сама обрабатываемая деталь не является частью электрической цепи);
2) с использованием плазменно-дуговой резки (дуга при этом методе возникает между несгорающим тугоплавким стальным электродом и поверхностью разрезаемого металла).
По сравнению с газовой резкой использование для разрезания металла плазмы дает ряд преимущества, так как обеспечивается:
А) высокая скорость резания;
Б) универсальность применения;
В) точное высококачественное разрезание металлических изделий;
Г) разделка металлов без необходимости применения дорогостоящих газов;
Д) возможность производить резку по сильно искривленному контуру;
Е) более высокая экологическая безопасность.
Недостатки:
А) сложность оборудования и его техобслуживания;
Б) невозможность разрезать изделия с толщиной, превышающей 8—10 см;
В) высокий уровень шума;
Г) дороговизна.
Существуют и другие термические методы разрезания металлов (например, такие, как лазерная или криогенная резка), но они не нашли широкого применения из-за сложности и высокой стоимости используемого оборудования.
Термическая металлообработка
Использование высоких температур предназначается для улучшения характеристик стали. У каждого сплава свои предельные границы, на которых разрушается или меняется кристаллическая решетка, после остывания обычно становится прочнее.
Отжиг
Служит для повышения пластичности и ковкости, то есть в основном используется перед другими методами обработки. Обычно применяется после литья, чтобы убрать внутреннее напряжение в заготовке. Для проведения операции сталь нагревают и оставляют медленно остывать прямо в печи.
Закалка
Задача – повышение твердости, но при этом может увеличиться и хрупкость. Отличие процесса в том, что после нагрева некоторое время поддерживается большая температура, в то время как охлаждение, напротив, очень стремительное – в масле или воде.
Отпуск
Это второй этап после закалки для снижения хрупкости. Фактически это вторичный разогрев с медленным остыванием, но при менее высоких температурных воздействиях.
Старение
Это способ декоративного оформления, чтобы получить красивую состаренную поверхность, но не испортить основные качества.
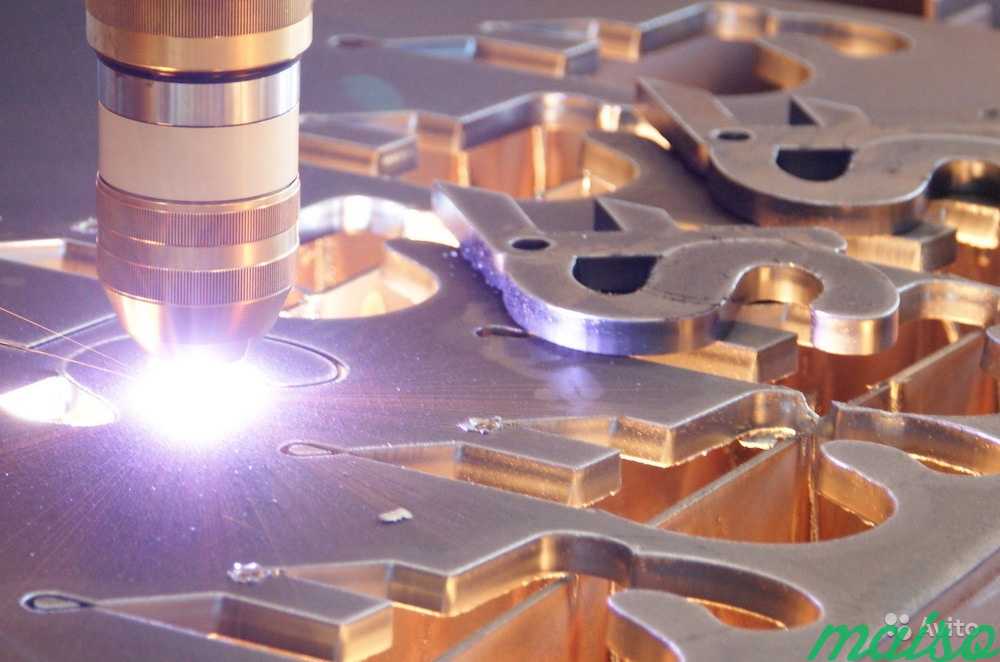
Лазерная и плазменная резка
Одним из главных достоинств, кроме высокой производительности плазменной и лазерной резки металлов является возможность выполнения сложного фигурного реза в листовом материале.
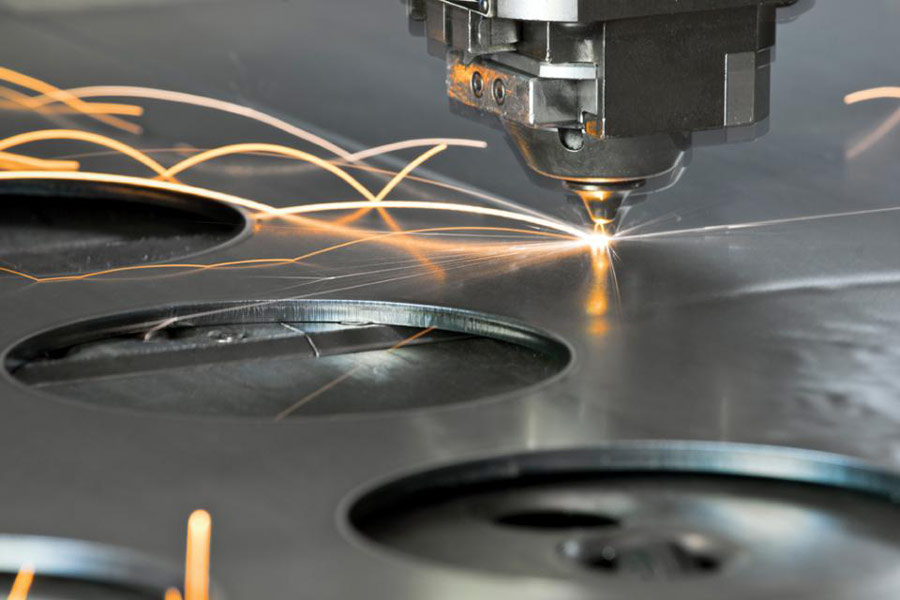
Раскрой проката плазморезом
Плазменный раскрой металла выполняется посредством интенсивного нагревания металла вдоль реза энергией электродуги с последующим удалением расплава плазменным потоком. За счет высокой температуры режущего потока ионизированного газа (15-30 тыс. градусов Цельсия), метод обладает высокой скоростью резки. Это наиболее эффективный термический способ резки листового металла.
https://youtube.com/watch?v=mOLcpYHuffY
Перечисляя достоинства плазменного раскроя металла, кроме высокой точности реза, стоит отметить:
- Возможность раскроя заготовок сложной формы, в том числе по шаблону;
- Отсутствие термальной деформации листа;
- Высокую повторяемость для однотипных деталей, с допуском по контуру до 0,5мм;
- Экологичность и безопасность процесса;
- Возможность обработки черного и цветного проката, нержавейки с большим диапазоном толщин.
Плазменный раскрой листового металла возможен для:
- Алюминиевого проката толщиной до 120 мм;
- Меди и сплавов (бронзы) до 80 мм;
- Легированных сталей — до 50 мм.
Различия по максимально возможной толщине обработки связаны с различной теплопроводностью цветных и черных металлов. С увеличением толщины листа, экономическая целесообразность снижается в связи с большим расходом ресурсов (электротока).
К недостаткам плазменного раскроя можно отнести:
- Увеличение твердости кромок в результате термического нагрева;
- Зону побежалости, радужного изменения цвета, по краям реза.
На рынке представлено оборудование разного класса, в том числе и для ручной плазменной резки. Раскрой черного и цветного металла выполняется контактными аппаратами, электродуга возникает между электродом и обрабатываемым листом.
Устройство для плазменной резки состоит из:
- Плазмотрона, преобразовывающего энергию электродуги в тепловую энергию плазмы;
- Источника питания;
- Компрессора или газового баллона для обеспечения струи газа или воздушной смеси
Лазерный раскрой листового проката
Лазерный раскрой металла обеспечивается за счет сфокусированного излучения с концентрацией тепловой энергии в области резки. В результате — высокоточные тонкие резы, позволяющие раскроить лазером множество деталей с минимальными зазорами между разметкой. Процесс резки роботизирован. Лазер выполняет сложные перемещения согласно электронному чертежу, заложенному в программное управление без малейших отклонений по контуру.
К преимуществам лазерного раскроя можно отнести:
- Воспроизведение замкнутых криволинейных контуров любой сложности;
- Экономия материала за счет плотного расположения деталей на листе и программного раскроя с минимальной вероятностью ошибки;
- Отсутствие механического и продолжительного термического воздействия, края деталей не деформируются, отсутствуют цвета побежалости;
- Перпендикулярность кромки, низкий коэффициент шероховатости поверхности.
https://youtube.com/watch?v=H5GAk_L_sR8
Негативными параметрами являются:
- Максимально возможная толщина резки — 20мм;
- Снижение производительности при резке металла с высокими отражающими свойствами, например, полированной нержавеющей стали, уменьшающие мощность воздействия лазера.
Лазерный раскрой листовой стали широко используется при изготовлении деталей с максимальными требованиями к точности геометрической формы и повторяемости, в автомобилестроении, точном приборостроении, а также для создания эксклюзивных элементов декора, резных решеток и держателей.
Поиск записей с помощью фильтра:
Технологические особенности лазерного раскроя металла
Функциональность и быстрота работы станочного парка обеспечивается благодаря четкой работе квалифицированных технических специалистов, производящих своевременный ремонт и замену комплектующих в случае возникновения необходимости.
Современные технологические возможности раскроя листового проката при помощи лазера позволяют обеспечить:
- высокую скорость и точность обработки поверхности;
- возможность раскроя по фигурному контуру детали любой формы;
- ввиду отсутствия физического контакта, качественный раскрой любых тонких и хрупких материалов;
- идеально ровную торцевую часть детали;
- получение минимального количества отходов в ходе лазерной резки листа.
Помимо раскроя листового металла, наше производственное предприятие осуществляет гибку изделий, их дальнейшую сварку и покраску.
Все работы выполняются на высоком профессиональном уровне в сжатые сроки.
Инструменты для резки
При работе в домашних условиях важно знать, чем режется металл. Чаще всего используются ручные ножницы или ножовка
Для промышленности требуются станки, с установленной на них пилой или гильотиной. Это связано с большими объемами производства и необходимостью выдержки точности размеров.








Резка металла ножницами
Ручные ножницы
Ручными ножницами можно разрезать материал, толщиной до 3 мм. Они имеют несколько видов резцов по металлу:
- Резцы для прямого реза.
- Для криволинейного.
- Пальцевые. Бывают прямого вида и зеркального. С их помощью вырезаются сложные фигуры.
- С одним подвижным лезвием, а вторым фиксированным, закрепленным в верстак.
Пилы
Пилы часто используются для резки металла. Они бывают нескольких видов:
- Ручные. Вставляются в специальную раму, имеющую С-образный вид.
- Дисковые. В качестве привода используется электродвигатель или ручное приспособление.
- Ленточные. Применяются только в промышленных целях.
- Торцевые. Имеют возможность совершать рез под разными углами.
- Маятниковые. Отличительной особенностью является наличие на торцевой части твердосплавной напайки.
- Циркулярные. Торец изготавливается из абразивных или твердосплавных напаек.
Углошлифовальная машина
В качестве станка для резки используется углошлифовальная машина. Другое ее название — болгарка. Она обладает следующими преимуществами:
- Благодаря небольшому весу и малым габаритам приспособление удобно в работе.
- Возможность резки изделий разной толщины.
- Большой выбор вариантов сменных дисков.
Благодаря процессу обработки металлов резанием, есть возможность получения любого вида изделий. Для этого существует разнообразный инструмент, с помощью которого ведется не только распил в прямом направлении, но и выпиливаются сложные фигуры.
Процесс резки металла с помощью электродов
Так как ручной дуговой способ резки металлов с помощью специальных электродов и инвертора является наиболее востребованным, рассмотрим основные этапы данного рабочего процесса:
- предварительная подготовка включает проверку исправности использующихся кабелей;
- зажигание дуги осуществляется постукиванием или чирканьем электрода о поверхность металла;
- ток на инверторе устанавливается исходя из диаметра электрода, толщины разрезаемого металла и вида реза: тонкий металл следует разрезать стержнем диаметром 3 мм.;
- для металла большей толщины – 4 или 5 мм.
Важно! При резке тонкого металла, следует увеличить показатель тока (можно вплоть до в два раза выше обычного)
Применяемые технологии
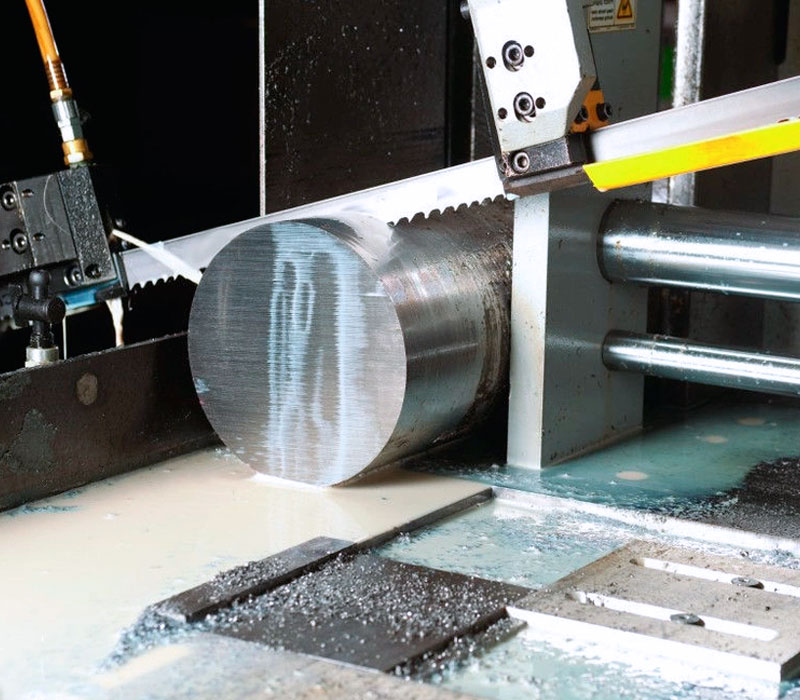
Новейшая насадка, оснащенная пятью соплами, существенно облегчает процесс резки листовых материалов. Использование данной насадки позволяет плавно и равномерно распускать на полосы металлические заготовки толщиной от 30 мм до 160 мм, гарантируя отсутствие каких-либо наплывов по краю линии раскроя. При этом минимальная ширина отрезаемой полосы составляет всего 65 мм.
Ключевые особенности резки листовых заготовок с применением данной насадки:
- возможность осуществлять одновременно до пяти параллельных резов,
- безупречное качество и высокая скорость резки,
- получение ровной кромки, почти не требующей дополнительной обработки,
- высокая скорость обработки заготовок из разных видов металла.
Лазерная резка
Рабочий инструмент такого оборудования – высокоэнергетический монохроматичный лазерный луч. Излучаемый лазером свет попадает на металл, прогревает его в узкой зоне до температуры намного выше точки плавления и испаряет его. Продукты горения удаляются струей инертного газа, исключающего окисление кромок раскаленного металла, или охлаждающей жидкостью.
Отсутствие механического контакта с заготовкой позволяет резать тонкие листы, хрупкие материалы и добиваться исключительно точной линии контура детали. Возможность поворота лазерного излучателя под любым углом позволяет создавать заготовки криволинейной конфигурации. Лазерный луч действует на токопроводящие металлы и диэлектрики, независимо от их электрического сопротивления. Это делает метод лазерной резки по-настоящему универсальным.
Для проведения таких работ обратитесь в компанию «Лазеры и технологии». Мы специализируемся на обработке лазером металлов и других материалов. У нас большой парк оборудования для решения самых сложных задач. В станках используются лазерные, а также твердотельные, волоконные и газовые источники.
Обзор инструментов
На рынке существует большое разнообразие современных инструментов, позволяющих резать металлочерепицу с наименьшими усилиями, с достаточной скоростью и без повреждений материала:
- ручные ножницы по металлу;
- высечные ножницы;
- дисковая пила;
- высечные электроножницы;
- насадка на дрель.
Проанализировав плюсы и минусы этих приспособлений, можно выбрать инструмент, наиболее подходящий для каждого конкретного случая.

Ручные ножницы по металлу
Один из самых простых и недорогих ручных инструментов для резки листового металла, применение которого вполне оправдано при небольших объемах работ.
- это самый дешевый вариант из всех представленных;
- могут быть различных модификаций – для прямого, правого или левого реза, комбинированные;
- оставляют за собой гладкую кромку без повреждений;
- просты в применении – принцип работы как у обычных бытовых ножниц.
Недостатки ручных ножниц по металлу следующие:
- для резки требуются большие усилия;
- при больших объемах применять их невозможно;
- затупившись, они могут гнуть металл, особенно в местах подъема волны, застревать в нем, замедляя рабочий процесс.
| Название | Описание |
|---|---|
| KRAFTOOL 2325-L ПРОФИ | Левый рез, толщина металла до 1,5 мм, ручки прорезиненные |
| GROSS 78349 | Левый рез, толщина металла до 1,57 мм, удобные рукоятки |
| STANLEY 2-14-564 | Правый рез, до 1,2 мм, кованые лезвия |

Высечные ножницы
Ручные высечные ножницы предназначены для выреза внутри листа металлочерепицы круглых отверстий для выходов труб или V-образных выборок.
- используются для реза внутри листа и могут применяться для плоских и профилированных листов;
- удобная поворотная ручка;
- не гнут металл, не делают заусениц – оставляют за собой гладкую и аккуратную кромку.
- небольшая производительность;
- необходимость применения значительных физических усилий при работе;
- достаточно высокая цена для ручного инструмента.

Дисковая пила
Это востребованный в быту универсальный электроинструмент – им можно резать дерево, металл, пластик. Дисковая пила обладает достаточной мощностью и хорошей производительностью – это ее главное достоинство. Для резки металлочерепицы необходимо использовать диск с зубьями, а не абразивный.
Преимущества данного инструмента:
- легко и быстро выполняет прямолинейные пропилы;
- применим для больших объемов работ;
- инструмент благодаря съемному диску используется для резки разных материалов;
- современные модели работают от аккумулятора – удобный вариант при работе на кровле;
- покупка диска для резки металла обойдется дешевле, чем специального электроинструмента для металлочерепицы – например, высечных ножниц.
Недостатки дисковой пилы:
- не может выполнять криволинейные резы;
- инструмент травмоопасен, тем более при работе на крыше;
- сложно работать на высоте;
- при неправильной настройке и использовании несоответствующего диска циркулярка может рвать металл, отслаивать защитное полимерное покрытие.

Высечные электроножницы
Другое их название – вырубные. Принцип их действия – быстрое последовательное высекание (вырубание при помощи пуансона и матрицы) дорожки шириной 5 мм. Это достаточно мощный электроинструмент, обладающий следующими преимуществами:
- высокая скорость реза в любом направлении, причем начинать рез можно как от края, так и в центре листа, предварительно просверлив отверстие для входа;
- возможность производить криволинейные вырезы;
- инструмент оставляет за собой ровный без повреждений край, без замятий и погнутостей;
- высечными электроножницами удобно работать одной рукой в любых условиях, в том числе на высоте.
- высокая цена, особенно если учитывать специфичность применения данного инструмента;
- большое количество стружки, иногда она забивается в инструмент.

Насадка на дрель
Насадка для резки металлочерепицы преобразует вращательные движения шуруповерта или дрели в возвратно-поступательные, делающие возможными производить рез металла.
У приспособления много плюсов:
- небольшая стоимость комплекта;
- скорость реза достаточно высокая (быстрее УШМ, но медленнее высечных электроножниц);
- насадку можно использовать с аккумуляторным инструментом, что облегчает работу на высоте;
- образуется ровный аккуратный шов без деформаций металлочерепицы (его толщина 4 мм).
Среди неудобств насадки следующие:
- работать ею нужно двумя руками и делать это на крыше несколько проблематично;
- большое количество вырубаемых насадкой металлических серпиков может представлять проблему;
- не очень удобно вырезать рельеф волн – расположение дрели может блокировать прохождение режущей части насадки.
Каждый из представленных инструментов хорошо справляется с резкой листов металлочерепицы, не повреждая покрытие и не лишая покупателя гарантии производителя.
ПЛАЗМЕННАЯ РЕЗКА ТОЛСТОГО МЕТАЛЛА
В вопросе «чем резать тостый металл«, плазменная резка — лучший вариант. В данном случае, воздействие на металл производит струйная подача плазмы. По своей сути плазма является ионизированным газом, разогретым до сверхвысоких температур.
Различают два типа воздействия:
- Плазменно-дуговой рез. Суть метода соответствует названию. Между режущим инструментом и изделием, пропускают электрическую дугу. Электрод внедряют в корпус, оснащенный отводом. Подающийся под большим давлением газ, минуя электрод, разогревается до высоких температурных отметок и подвергается ионизации. Наличие отвода в корпусе, обеспечивает высокую скорость потока. Созданная электрическая дуга оплавляет металл, подаваемый газ удаляет из высокотемпературного воздействия.
- Косвенно воздействующий механизм. В данном случае, воздействующая электроискра находится непосредственно внутри режущего элемента и воздействие происходит только за счет плазмы.
Гидроабразивная резка
Сложный метод металлообработки с высокой степенью механического воздействия на заготовку. В роли рабочего инструмента выступает струя воды под давлением до 6200 бар. В жидкость добавлены мельчайшие частицы минеральных веществ высокой твердости, выступающие в роли абразива. Вода закачивается специальными насосами в рабочую головку с соплом, откуда вырывается в заданном направлении.
Использование ЧПУ в промышленных станках позволяет добиться высочайшей точности линии реза, сравнимой с лазерной обработкой. В отличие от плазмы и лазера, гидроабразивная резка не предполагает нагревания металла. Это «холодный» процесс, исключающий химические преобразования в структуре металлов и сплавов. На линии реза отсутствует окалина и зона остаточных деформаций.
Точность гидроабразивной резки достигает 0,1 мм. Как и лазер, струя воды позволяет получать детали сложных контуров без дополнительной обработки механическими инструментами. Кроме стали и цветных металлов, гидроабразивной резкой можно обрабатывать камень, полимеры и другие твердые материалы. Одна из особенностей этого метода – возможность резки под углом к горизонту. Отдельные модели станков рассчитаны на отклонение головки до 50 градусов от вертикали.
Технология раскроя
Лазерная резка металлов представляет собой воздействие на материал сфокусированного луча высокой мощности, управляемого компьютером. В зоне воздействия металл плавится, сгорает и испаряется, в результате чего образуется тонкая, ровная линия реза, требующая минимальной последующей обработки. Лазерный раскрой широко применяется в машиностроении, приборостроении, на предприятиях электротехнической и электронной промышленности и в ряде других отраслей. Это оптимальная технология для изготовления из листового металла конструкционных деталей, а также корпусов приборов, шаблонов, трафаретов, элементов рекламных конструкций, интерьерного декора, мебельной фурнитуры, изделий сельскохозяйственной техники и т. д.
Особенности электродуговой резки металла
Электродуговая резка обычно проводится вручную. Для работы рекомендуется использовать стальные электроды, имеющие толстое тугоплавкое покрытие, но могут также применяться вольфрамовые и угольные электроды.
Для данного метода резки металла не нужно иметь специальное оборудование. Работу можно вести в труднодоступных местах и в любом пространственном положении конструкции.
Нужно уделять особое внимание технике безопасности. Сварщик должен быть тщательно защищен от попадания капель металла и шлака
Стоит предусмотреть, куда будет стекать расплавленный металл, чтобы избежать возгорания.
МЕХАНИЧЕСКИЕ СПОСОБЫ РЕЗКИ МЕТАЛЛА
Механические способы резки металла в промышленных масштабах используются все реже. В данном методе часто встает вопрос: какой станок по металлу лучше выбрать, однако обычно для этих целей используют ленточные, дисковые и гильотинные станки по металлу. Минус такого оборудования в его ограниченных возможностях и достаточно высокой трудоемкости процесса.
Резка металла на ленточном станке
Данный станок это фиксированное режущее полотно с зубцами на одной стороне. Благодаря работе мотора происходит непрерывное вращение ленты.










Гильотинное оборудование
Обрабатываемый металлический материал фиксируется в горизонтальном положении и подвергается рубящему удару станка резака-гильотины.
Резка металла дисковым станком
Суть действия схожа с работой ленточного станка. Отличие состоит только в возможности вращения металлической заготовки на 360 градусов.
Механические способы резки металла
Для механического раскроя заготовки используются инструменты из специальной закаленной стали – это гарантирует их прочность и способность рассекать металл. Резка осуществляется с помощью гильотины, ленточной пилы или дискового станка.
Резка метала с помощью гильотины.
Гильотинная обработка чаще всего применяется при штамповочных операциях, когда необходимо получить большое количество типовых изделий. Прокатный лист укладывается на горизонтальную рабочую поверхность, а специальный резак рассекает его по всей ширине. Примечательно, что такой способ резки чем-то напоминает ножницы – соприкосновение ножа и заготовки происходит под углом в одной точке, которая перемещается по мере его движения.
Резка металла ленточной пилой.
Такая обработка металлических заготовок очень напоминает способ резки металла без электричества – классической пилой. Только в этом случае металлическое полотно с зубцами закрепляется на шкивах, которые обеспечивают его непрерывное движение. Такой метод нельзя назвать безотходным, потому что ширина режущего механизма составляет 1,5 мм, из-за этого образуется стружка. Стоит отметить, что на таких агрегатах можно разрезать не только плоские листы, но и трубы любого диаметра.

Резка металла с помощью дискового станка.
Инструмент для работы представляет собой режущий диск с зубьями по внешнему контуру. Его приводит в движение электромотор, а защитный кожух предохраняет мастера от производственных травм. Дисковый станок во многом напоминает труборез. Кромки на нем получаются качественными, а срез точным. Последний при необходимости можно выполнить под углом.
Промышленные разновидности резки металла
Это разновидности резки, которые характеризуются большим количеством разрезанных деталей за максимально короткий промежуток времени. Таких способов порезать металлические заготовки известно несколько:
- лазерным инструментом;
- плазменная;
- газовым резаком;
- гидроабразивная;
- на резаках с числовым управлением.
Любой из перечисленных методов имеет свои технологические особенности.
Плазменная резка — способ, при котором заготовки или металлы разрезаются струей газа под температурой от 5 до 30 тысяч градусов. При этом электрическим полем разгоняется струя до скорости 15 км/с.
Таким способом легко резать металл листом с толщиной рабочей поверхности 20 см. Получается, что в результате на листе металла образуется разрез без лишних швов. Особым преимуществом является то, что вокруг разреза структура не нагревается и структура металла не разрушается.
Лазерная — также точный вариант резки. Рабочий инструмент в данном случае — луч лазера с точной фокусировкой. Технологически луч плавит металл, он сгорает и испаряется. Если лист металла в толщину больше 1.5 см то зона вокруг разреза требует дополнительного охлаждения. Обычно лазерный метод резки используется для сверхтонких и хрупких материалов.
Гидроабразивная резка — это механический вид воздействия, который не предполагает термического воздействия. В роли инструмента выступает простая вода, которую смешивают с абразивным порошком. Основным преимуществом является то, что нет структурных изменений , поскольку температура воды не выше 90°С.

Разрезка металла на станке с ЧПУ — предполагает технологический процесс, при котором разрезается сразу несколько листов металла. Но в таком случае возможно влияние ржавчины на металл.
Это нужно знать: ермическая обработка металла
Существующие типы обработки материала
На сегодняшний день стекло применяется практически во всех сферах человеческой деятельности, а также промышленности.
Отделка стекла может осуществляться при помощи таких типов технологий:
- механическая обработка стекла – предполагается абразивное воздействие, которое подразумевает осуществление процесса шлифовки, гранения, нанесения узора и т.д.;
- термическая – структурное изменение поверхности материала при изменении температурных показателей (речь идет о резком перепаде температур: нагрев до 6000о и быстрое охлаждение);
- склейка стеклянных деталей посредством воздействия ультрафиолета;
- термическое упрочнение – закалка материала в нагретых кремниевых органических жидкостях, таким образом на покрытии формируется полимерная пленка;
- химическая обработка стекла – нанесение матового изображения, для этого применяется плавиковая, серная или иная кислота, растворяющая материал.
В зависимости от того, получение какого стекла планируется на выходе, применяются различные типы обработки.
Чтобы довести изделие до совершенства, следует прибегать к различным видам обработки и всевозможным технологиям.