
Используемые маркировки
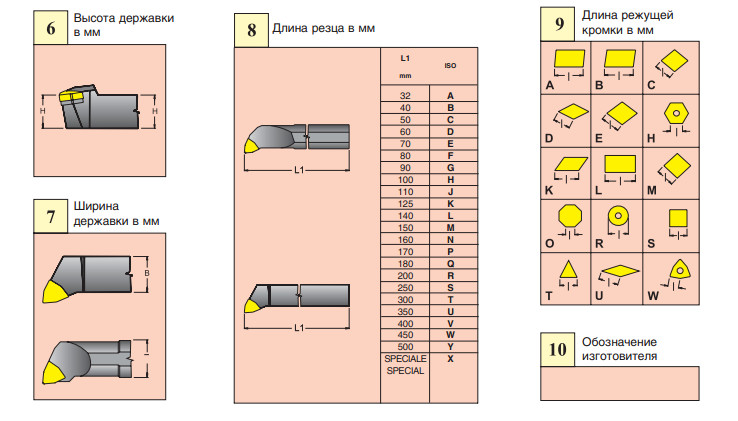
Существует три ГОСТ, в которых установлены правила маркировки отрезных резцов. Типоразмеры и кодировка инструмента из быстрорежущей стали регламентируются ГОСТ 18874-73, с твердосплавными пластинами — ГОСТ 18884-73, изогнутого («петушкового») с пластинами из твердого сплава — ГОСТ 18894-73. Определить вид и геометрию по маркировке без использования таблиц ГОСТ невозможно. Во всех трех стандартах каждому типу соответствуют свой код и группа параметров, расписанная в таблицах. Единственный информативный элемент маркировки — это обозначение твердого сплава режущей пластины. К примеру, правый резец из быстрореза сечением 16×16 мм, длиной 80 мм, с головкой 15 м и шириной лезвия 12 мм обозначается как 2120-0519 ГОСТ 18874- 73. Остальные два ГОСТ придерживаются такой же системы маркировки. Подобный по геометрии отрезной резец с твердосплавной пластиной обозначается 2130-0255 Т5К10 ГОСТ 18884- 73, где Т5К10 — это твердый сплав с карбидом титана и кобальтом (цифры — процентное содержание). Некоторые производители в соответствии с международными нормами маркируют вид материала пластины цветом (наносится на торец державки). К примеру, Т5К10 обозначается желтым.

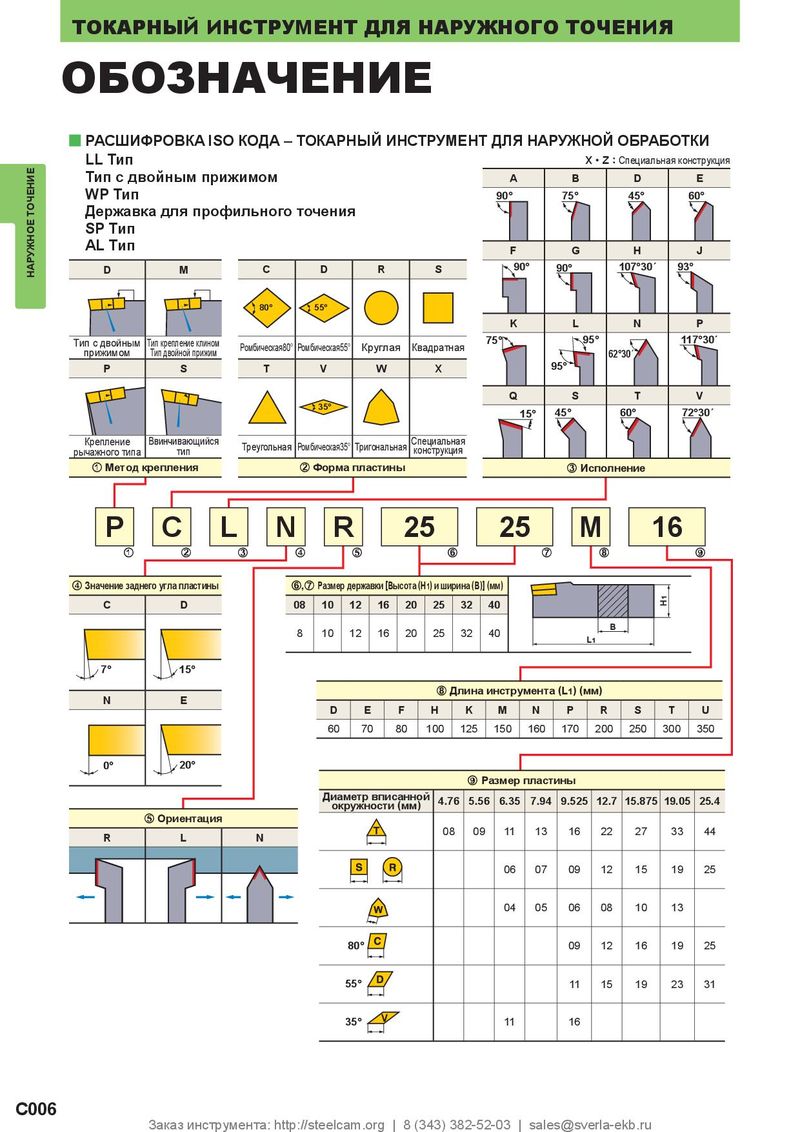
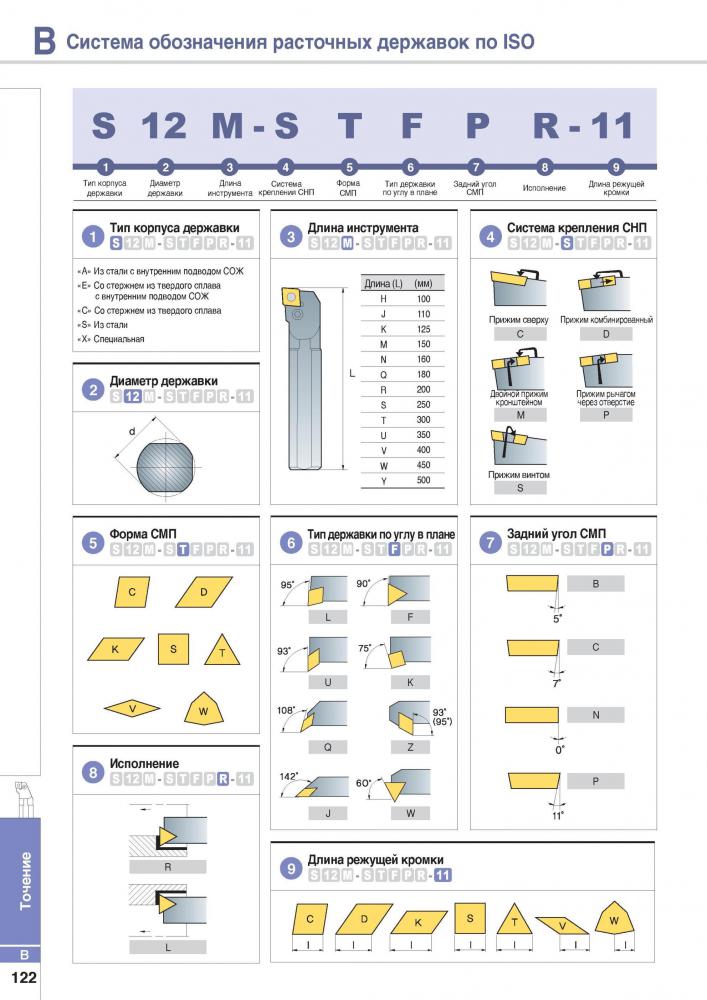
Помимо ГОСТ существует универсальная международная система обозначения режущего инструмента ISO. Это объемный документ с множеством таблиц, содержащих характеристики сменных пластин, поэтому здесь уместно привести только пример маркировки отрезного резца со сменными пластинами, который относится к группе «Наружная отрезка и обработка канавок»: QFGD2525R2252H. Расшифровка позиций кода:
- Q – отрезная державка.
- F – обработка на торце.
- G – размер пластины.
- D – для двусторонних пластин.
- 25 – высота державки.
- 25 – ширина державки.
- R – правое, нейтральное, левое.
- 22 – максимальная глубина обработки.
- 52 – минимальный диаметр врезания.
- H – положение пластины при обработке торцевых канавок.

Геометрические параметры
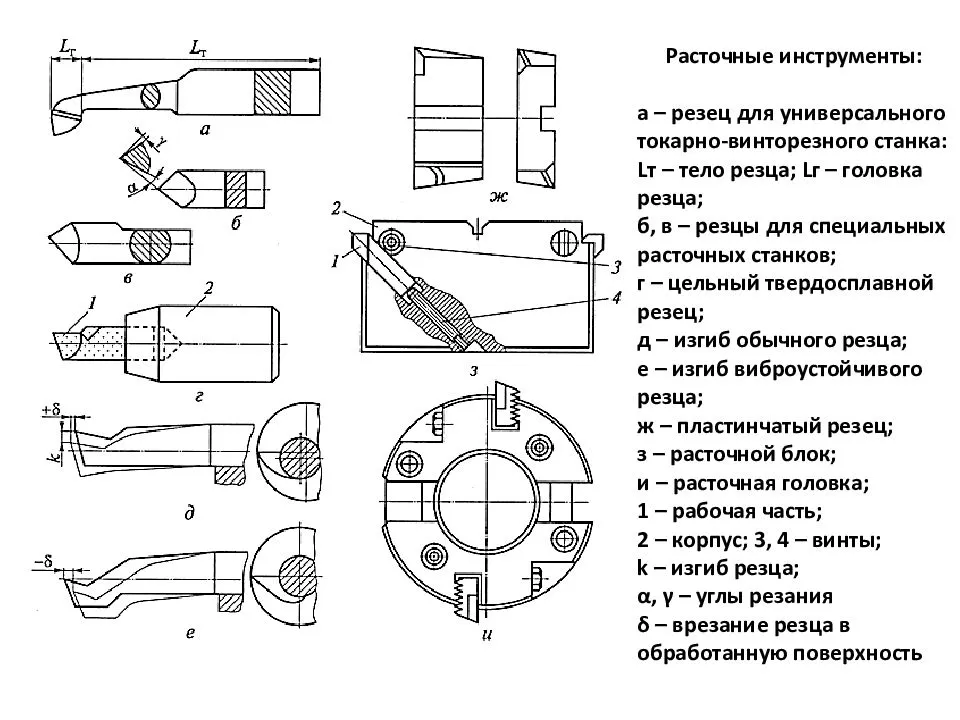
Как упоминалось выше, расточной резец имеет тело, за которое он фиксируется в резцедержателе, и рабочую часть для резки.
Геометрия любого расточного инструмента имеет такие основные компоненты:
- Кромку режущую главную. В ее задачу входит основная работа по удалению слоя металла. По форме главная часть может быть фасонной либо прямой.
- Кромку режущую вспомогательную.
- Вершину схождения режущих кромок.
Кроме этого, режущий инструмент может быть тангенциальным или радиальным. В первом случае рабочая область располагается к обрабатываемой поверхности под углом касательно, во втором такое расположение имеет перпендикулярный характер относительно оси канала. Самые широко применяемые в технологических операциях машиностроения режущие элементы – это радиальные резцы для токарных станков. Их особенность в том, что они легко устанавливаются в резцедержатель и имеют удобную геометрию пластин для резки. Тангенциальную оснастку применяют в тех случаях, когда необходимо добиться чистоты поверхности высокого уровня.
Геометрические характеристики
Расточной токарный резец включает державку, служащую для монтажа инструмента в станке, и рабочую поверхность. Рабочая поверхность для врезания в материал имеет клинообразную форму. Она сформирована тремя углами, суммарно образующими 90°.
- Основной задний угол, разделяющий заднюю поверхность и режущую плоскость, сокращает трение обрабатываемого предмета и задней поверхности. Твердость материалов связана обратной зависимостью с величиной этого угла и прямой с их шероховатостью.
- Угол заострения, разделяющий заднюю и переднюю поверхности, определяет прочность резца.
- Основной передний угол, разделяющий переднюю поверхность и перпендикулярную режущей поверхности плоскость, определяет степень деформации удаляемого материала.
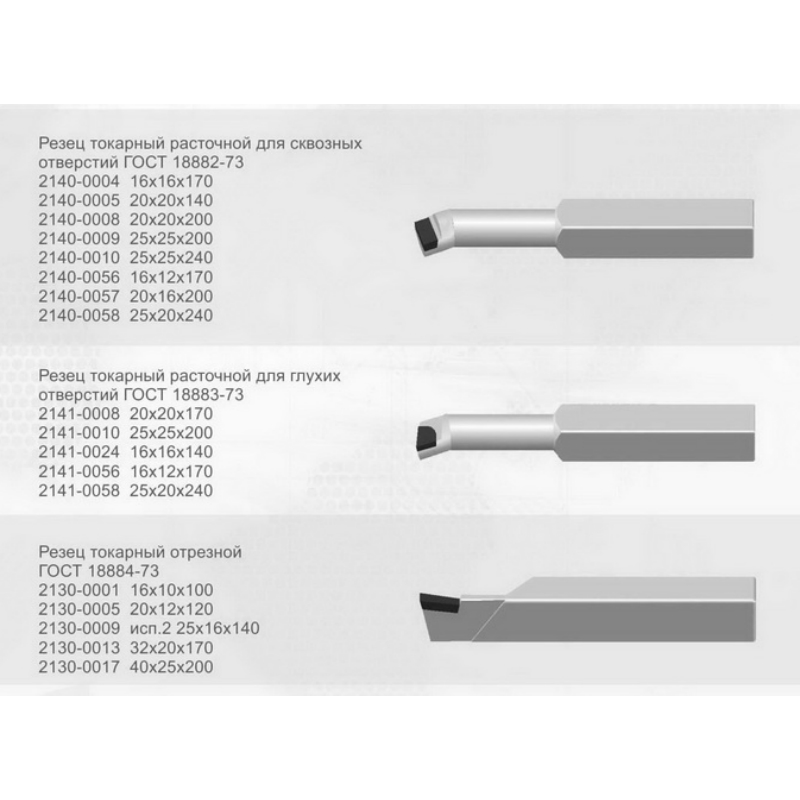
Размеры определяются ГОСТ. Так, ГОСТ 18882-73 описывает токарные расточные резцы с твердосплавными пластинами для сквозных отверстий. ГОСТ 18883-73 определяет параметры аналогичных инструментов с пластинами из твердых сплавов, рассчитанных на создание глухих отверстий.
В ГОСТ 9795-83 описаны державочные резцы для сквозных отверстий, рассчитанные на косое и прямое крепление.
Геометрические параметры
Геометрия любого расточного инструмента имеет такие основные компоненты:
- Кромку режущую главную. В ее задачу входит основная работа по удалению слоя металла. По форме главная часть может быть фасонной либо прямой.
- Кромку режущую вспомогательную.
- Вершину схождения режущих кромок.
Кроме этого, режущий инструмент может быть тангенциальным или радиальным. В первом случае рабочая область располагается к обрабатываемой поверхности под углом касательно, во втором такое расположение имеет перпендикулярный характер относительно оси канала. Самые широко применяемые в технологических операциях машиностроения режущие элементы – это радиальные резцы для токарных станков. Их особенность в том, что они легко устанавливаются в резцедержатель и имеют удобную геометрию пластин для резки. Тангенциальную оснастку применяют в тех случаях, когда необходимо добиться чистоты поверхности высокого уровня.
Чтобы отличить левый резец от правого, который имеет иную геометрию, необходимо применить метод ладони. Если наложить ладонь на режущий элемент, то главная режущая кромка левого резца будет под большим пальцем левой руки, а правого, соответственно, правой.
Расточной резец
Расточной резец может быть выполнен в нескольких вариантах. Быстрорежущий вид служит для обработки различных легких материалов и соответствующих сплавов, куда можно отнести алюминий, фторопласт, текстолит и другие материалы.
Для более крепких и тяжелых составов применяются монолитные, резец расточной твердосплавный или со вставками пластин из твердых сплавов. Такие изделия уже могут работать с бронзой, сырой сталью, нержавейкой, калеными сортами стали и другими материалами.
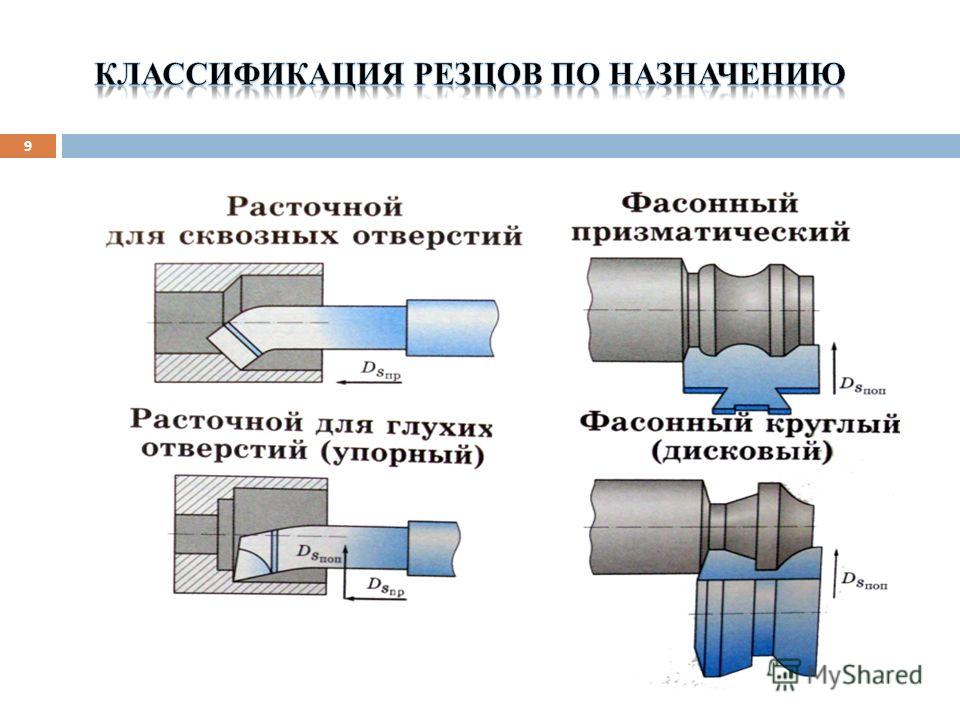
Все эти разновидности в свою очередь разделяются и по виду державки, которая может быть квадратной или круглой. Помимо этого, есть еще разделение по назначению. Согласно выполняемым функциям выпускают расточной резец для глухих отверстий, которые применяется не только для обработки внутренних стенок отверстия, но и занимается проточкой дна, вместе с последующей его шлифовкой. Также встречается резец расточной проходной, который используется для сквозных отверстий. Он работает с деталями цилиндрической формы, или имеющими сквозные дырки.
Сейчас оказываются весьма популярной такая разновидность как расточной резец со сменными пластинками. Они имеют различные профили и формы, а главное, что в комплекте к ним идет набор запасных частей, которые могут использоваться для крепежа рабочих пластин и державок. Износившиеся пластины можно быстро заменить.
Основные размеры
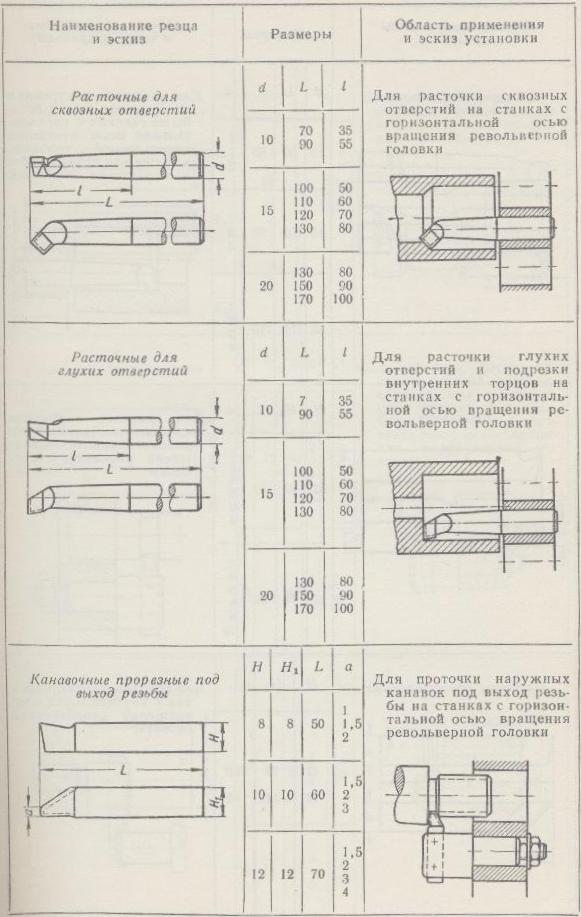
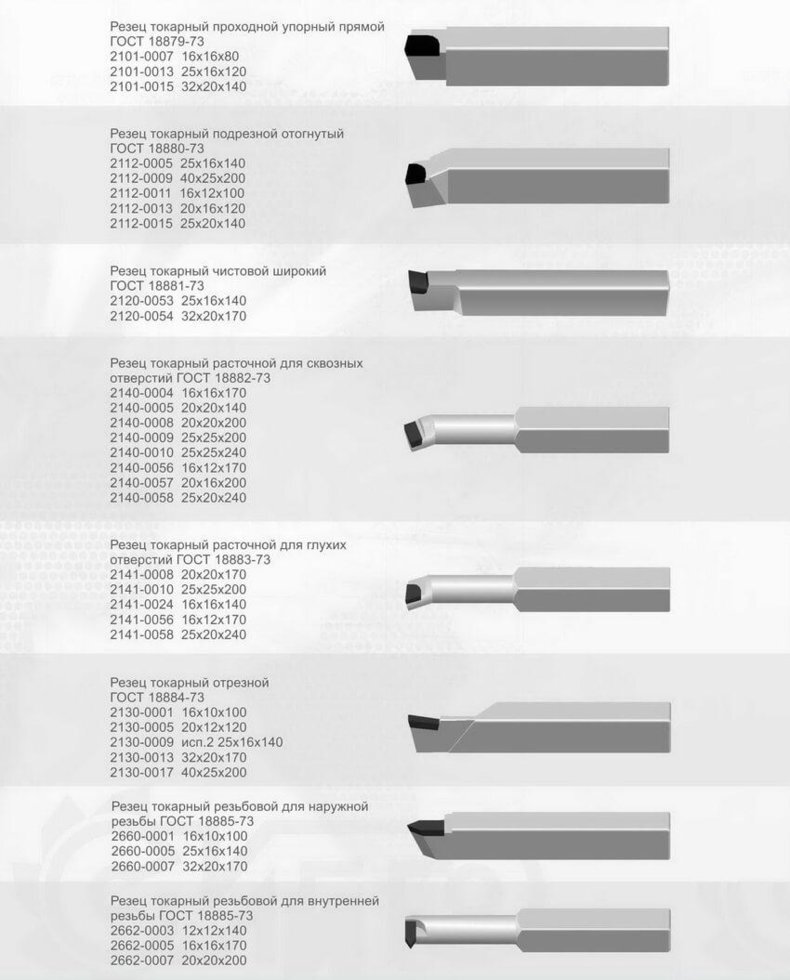
Расточные резцы для токарных станков, которые предназначены для работы со сквозными и глухими отверстиями, изготовляются согласно определенным стандартам размеров.
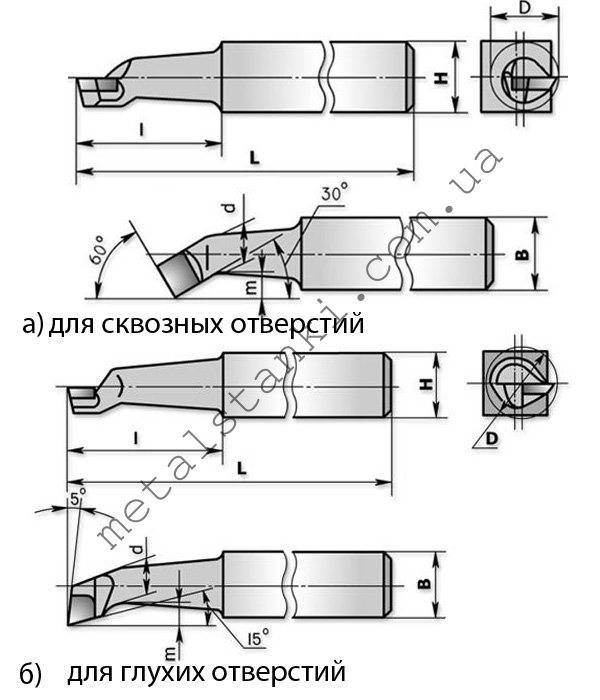
фото:размеры расточных резцов
| Высота,мм | Ширина,мм | Длина,мм |
| 16 | 16 | 140 |
| 16 | 16 | 170 |
| 20 | 20 | 140 |
| 20 | 20 | 170 |
| 20 | 20 | 200 |
| 25 | 25 | 200 |
| 25 | 25 | 240 |
| 32 | 25 | 280 |
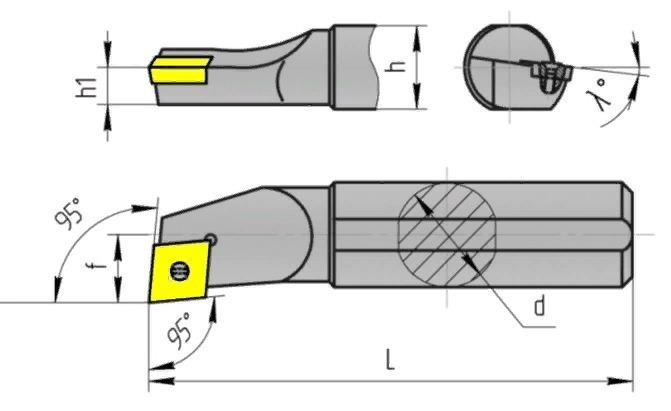
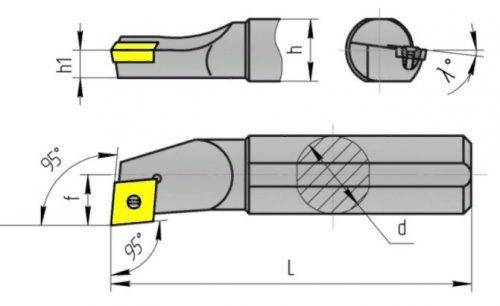
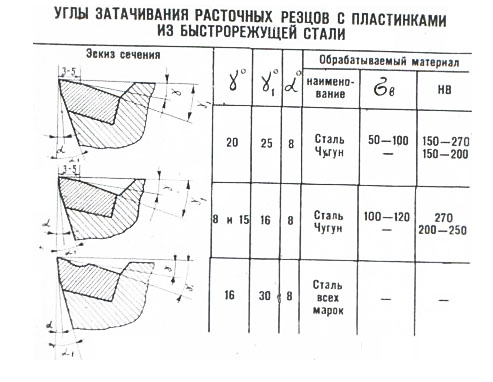
Геометрические параметры расточного резца
Геометрия рабочей части изделия состоит из трех основных углов, которые в своей сумме всегда образуют 90 градусов. Сюда входит:
- Главный задний угол, который образуется между плоскостью резания и задней поверхностью инструмента. Он уменьшает трение между деталью и задней поверхностью. Чем больше этот угол, тем меньше шероховатость поверхности, которая поддается обработке. Соответственно, чем тверже металл, тем меньше должен быть этот угол.
- Угол заострения, который замеряется между передней и задней поверхностью инструмента. Он влияет на прочность изделия, так что чем он больше, тем надежнее будет расточной резец.
- Главный передний, который замеряется между передней поверхностью инструмента и то плоскостью, которая располагается перпендикулярно от поверхности резания. С его помощью можно повлиять на размер деформации снимаемого слоя.
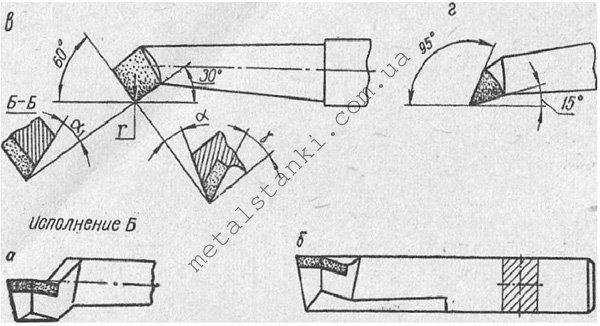
фото:геометрия расточного резца
Выбор расточного резца
Расточной резец выбирается согласно тому, с какими материалами он будет работать. В первую очередь – это тип, для глухих или наружных отверстий
Далее очень важно смотреть по материалу, который подвергается обработке. Если основной геометрический принцип у данной разновидности примерно одинаковый, то материалы изготовления будут различными. «Совет профессионалов! Ни в коем случае не стоит использовать изделия из быстрорежущей стали для обработки нержавеющей стали, бронзы и изделий из каленых сортов металла
Это приведет к быстрому износу, так что здесь лучше применять только изделия из твердосплавных материалов»
«Совет профессионалов! Ни в коем случае не стоит использовать изделия из быстрорежущей стали для обработки нержавеющей стали, бронзы и изделий из каленых сортов металла. Это приведет к быстрому износу, так что здесь лучше применять только изделия из твердосплавных материалов»
Не стоит также забывать и о размерах, так как некоторые резцы просто физически не смогут проникнуть в отверстие. Для постоянной активной работы желательно иметь набор из нескольких изделий или выбрать вид со сменными пластинами. Для обработки глухих отверстий, специалисты подбираются изделия в два раза меньше по диаметру, чем обрабатываемое отверстие.




Режимы резания расточными резцами
Выбор режима резания во многом зависит от расточки резца, диаметра отверстия, вида материала и прочих факторов. В зависимости от диаметра обрабатываемого отверстия при работе со сквозными отверстиями, резец требуется устанавливать ниже или выше их центра. В то же время, при работе с глухими отверстиями, резец внутренний расточной ставится четко по центру, чтобы не было бобышек в торце.
Маркировка
Существует несколько основных марок резцов, отличных по размеру и составу. К примеру, Т15К6 – материал изготовления относится к титановольфрамовой твердосплавной группе с 15%-ным содержанием карбида титана и 6%-ным содержанием кобальта.
Расточные резцы и их установка
Расточные инструменты
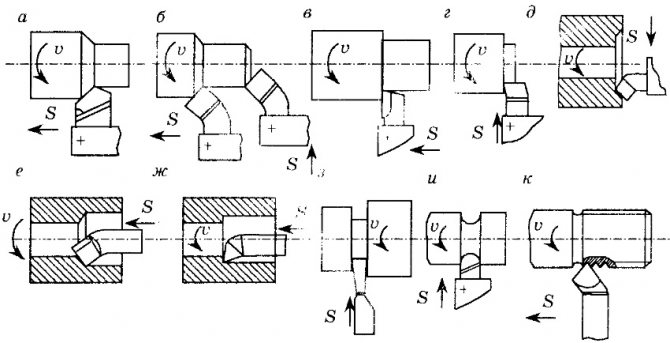
Растачивают отверстия на токарных станках расточными резцами (рис. 118). В зависимости от вида растачиваемого отверстия различают: расточные резцы для сквозных отверстий (рис. 118, а) и расточные резцы для глухих отверстий (рис. 118, б). Эти резцы отличаются между собой главным углом в плане ф. При растачивании сквозных отверстий (рис. 118, а) главный угол в плане ф = 60°. Если растачивается глухое отверстие с уступом 90°, то главный угол в плане ф = 90° (рис. 118, б) и резец работает как упорно-проходной или ф = 95° (рис. 118, в) — резец работает с продольной подачей как упорно-проходной, а затем с поперечной подачей как подрезной.
Углы заточки расточных резцов
На рис. 118 показаны углы заточки расточных резцов, которые выбираются в основном такими же, как у резцов для наружного точения, за исключением заднего угла а, который для расточных резцов обычно имеет повышенное значение. Величина заднего угла зависит от диаметра растачиваемого отверстия: чем меньше диаметр отверстия, тем больше должен быть задний угол резца.
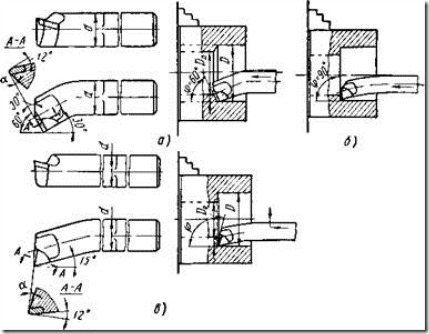
Рис. 118. Расточные резцы, оснащенные пластинками твердого сплава: а — проходной для обработки сквозных отверстий, б и в — упорно-проходной для обработки глухих отверстий
Сложность операции
Растачивание — операция более сложная, чем наружное обтачивание поверхностей, так как:
- при растачивании размер поперечного сечения резца должен быть значительно меньше диаметра отверстия, а вылет резца из резцовой головки несколько больше длины растачиваемого отверстия (рис. 119), поэтому при растачивании отверстия значительной длины возможен изгиб резца, а при высоких скоростях резания — сильные вибрации. Следовательно, такие резцы не дают возможности срезать стружку большого сечения;
- при растачивании менее удобно наблюдать за работой резца, так как резание происходит внутри отверстия.
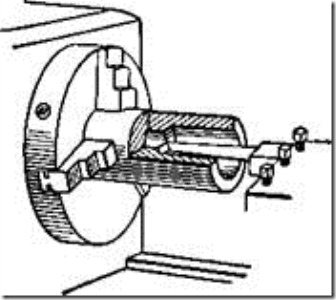
Рис. 119. Растачивание отверстия резцом
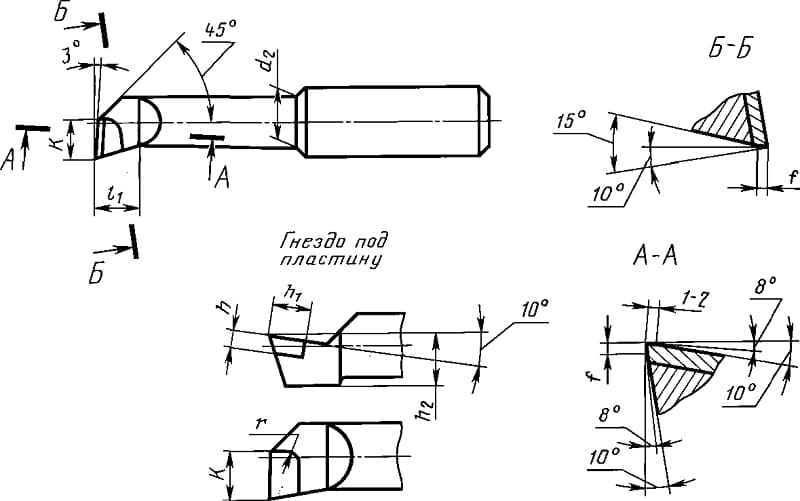
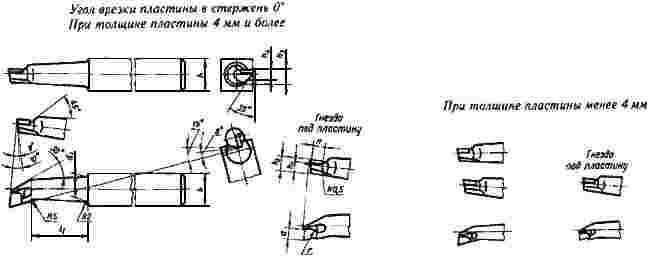
Для растачивания отверстий диаметром до 70 мм токарь-новатор В. К. Семинский предложил специальный расточный резец, оснащенный пластинкой из твердого сплава (рис. 120). Стержень резца имеет квадратное сечение по всей длине, рабочая часть резца повернута путем скручивания при изготовлении на угол 45° относительно опорной части. Такой резец отличается повышенной жесткостью по сравнению с обычным расточным резцом и допускает увеличение сечения стружки в 4-5 раз. При работе таким резцом с повышенной скоростью резания не наблюдается вибраций даже при значительном вылете державки.
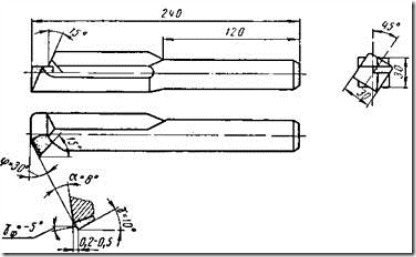
Рис. 120. Расточный резец, оснащенный пластинкой твердого сплава, конструкции В. К. Семинского
Чтобы повысить виброустойчивость резца, токарь-новатор В. Лакур предложил новую конструкцию расточного резца с пластинкой из твердого сплава (рис. 121). Особенностью этих резцов является то, что их главная режущая кромка расположена на уровне нейтральной оси стержня. Такое расположение режущей
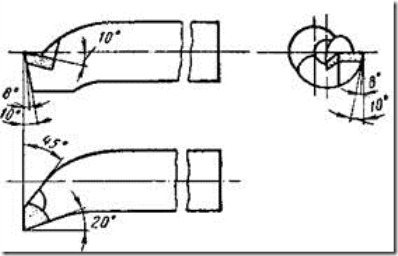
Рис. 121. Расточный резец конструкции В. Лакура
кромки обеспечивает резцам значительное повышение виброустойчивости и, как следствие, дает возможность работать на больших скоростях резания и достигать улучшения чистоты обработанной поверхности.
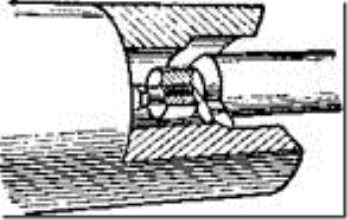
Рис. 122. Оправка с резцом для растачивания сквозного отверстия
Установка резца
Отверстия большой длины растачивают резцами, закрепленными в специальных массивных оправках, размеры которых зависят от диаметра отверстия и его длины. Замена цельного расточного резца небольшим резцом, вставленным в расточную оправку, дает значительную экономию дорогостоящего инструментального материала. Способ крепления резца в оправке зависит от ее назначения. На рис. 122 показана оправка для растачивания сквозного отверстия; здесь резец расположен на значительном расстоянии от конца оправки. Для растачивания глухих отверстий резец крепится таким образом, что несколько выступает за передний торец оправки.
Перед растачиванием отверстия необходимо установить резец на требуемый диаметр по лимбу винта поперечной подачи, а затем расточить отверстие ручной подачей на длину 2-3 мм. Измерив диаметр штангенциркулем или другим измерительным прибором и убедившись в правильности размера, растачивают отверстие на остальную длину
Особенно важно правильно установить резец на требуемый диаметр при чистовом растачивании
Положение режущей кромки резца зависит от вида растачивания. При черновом растачивании режущую кромку рекомендуется устанавливать на высоте центров или немного ниже. При чистовом растачивании режущую кромку нужно располагать выше линии центров примерно на 1/100 диаметра отверстия, учитывая, что вследствие силы, возникающей от сопротивления срезаемой стружки, резец может быть отжат вниз.
Выбор режима резания при растачивании
На выбор параметров режима обработки в первую очередь влияет угол заточки, который имеет резец, материал (тип, марка металла), с каким будут проводиться работы, размер канала в поперечнике и некоторые иные факторы. Основные параметры режима обработки:
- глубина, на которую будет проводиться рез (t);
- скорость подачи инструмента в канал (s);
- скорость съема толщины металла (v).
Так, при обработке получистового характера рекомендуется углубляться в пределах 3.0–0.5 мм, при чистовой обработке – 1.0–0.1 мм. При глубоких каналах и большом съеме металла следует увеличивать подачу инструмента, чтобы снизить вибрацию.
Конструкция резца
Резец состоит из основной части и державки. Державка – это стержень, которым металлорежущее изделие прикрепляется к станку. У рабочей части есть несколько элементов: передняя поверхность для вывода стружки в процессе обработки заготовок, две задание поверхности, прикасающиеся к режущей поверхности резца и к обработанной поверхности изделия. Также у рабочего инструмента есть две кромки (главная и вспомогательная). Одна из них пересекается с задней частью детали, другая – со вспомогательной. Обе кромки соприкасаются с передней гранью токарного резца и встречаются в верхней точке пересечения – вершине металлорежущего инструмента.
Советы по выбору расточного резца
Чтобы правильно подобрать расточной резец для обработки конкретного отверстия, необходимо учесть следующие моменты:
- из какого материала должна быть изготовлена рабочая часть: здесь нужно знать, какой металл будет подвергнут обработке и какие режимы обработки;
- геометрию резца – его рабочей части: этот параметр исходит из задач обработки;
- показатель виброустойчивости и прочности тела инструмента и кромки, которая режет: основополагающее здесь – режим обработки, наличие или отсутствие охладителя;
- размер резца и его форма диктуется размером отверстия и задачами обработки;
- конструкцию и способ фиксации режущей пластины, если она съемная;
- тип отделения стружки от поверхности при обработке;
- форму и тип резцедержателя в станке.
Абразивные инструменты
При токарной о работке для обеспечения точности и высокого качества обрабатываемых поверхностей, а также при заточке и доводке режущего инструмента применяют абразивные инструменты.
В процессе резания металла образивными инструментами участвует большое число одинаковых по размеру абразивных зерен, скрепленных связующим веществом (связкой). Связка определяет прочность и твердость инструмента, влияет на режимы, производительность и качество обработки. Связки бывают неорганическими и органическими. К первым относят керамическую и металлическую, ко вторым — бакелитовую и вулканитовую.


Керамическая связка (К) создается на основе огнеупорной глины, обладает высокой прочностью, жесткостью, теплостойкостью и химической стойкостью, хорошо сохраняет профиль круга.
Бакелитовая связка (Б) создается на основе смол и обладает хорошей самозатачиваемостью и полирующим свойством, уступает керамической связке по теплостойкости и стойкости к щелочам.
Вулканитовая связка (В) создается на основе синтетического каучука и обладает высокой упругостью и плотностью, уступает по прочности и теплостойкости.
Металлическая связка (М) создается на основе сплава меди, олова, цинка, никеля и других элементов и используется в основном для алмазных и эльборовых кругов, обладает высокой стойкостью, прочностью и теплопроводностью.
По степени твердости различают мягкие (М1, М , М3), среднемягкие (СМ1, СМ2), средние (С1, С2), среднетвердые (СТ1, СТ2, СТЗ), твердые (Т1, Т2) и другие шлифовальные круги.
Зернистость, связка, степень твердости и другие параметры маркируют на каждом абразивном инструменте, которые составляют его характеристику.
Например, на шлифовальном круге может быть приведена следующая характеристика: 14А40ПС26К5, где 14А — марка абразивного материала, 40 — номер зернистости, П — индекс зернистости, С2 — степень твердости, 6 — номер структуры, К5 — вид керамической связки.
Шлифовальные круги могут иметь различный профиль в осевом сечении: прямоугольный, (рис. 16) и др. чашечный (цилиндрический и конический), тарельчатый
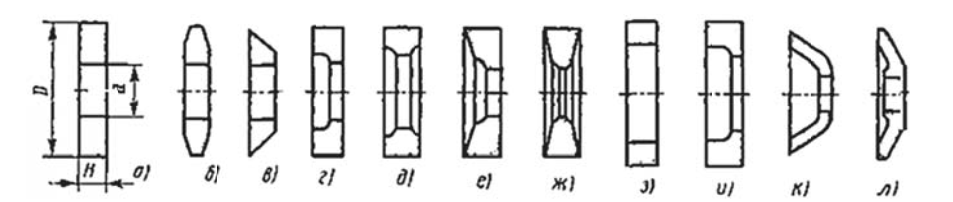
Рис 16. Профили шлифовальных кругов: а — прямой (ПП), б и в — конический (2П, 3П), г, д, е, ж — с выточкой (соответственно ПВ, ПВК, ПВД, ПВДК), з — кольцевой (К), и, к — чашечный (ЧЦ и ЧК), л — тарельчатый (Т), D и d — наружный и внутренний диаметр круга, H — высота
Шлифовальные бруски изготовляют из белого электрокорунда ернистостью от 25 до М7 и зеленого карбида кремния зернистостью от 16 до М7. По форме поперечного сечения различают квадратные (БКв), прямоугольные (БП), треугольные (БТ) и другие шлифовальные бруски.
Шлифовальные шкурки выпускают на тканевой и бумажной основе, абразивный слой закрепляется на основе водостойкими или неводостойкими связками. На шлифовальные шкурки может наноситься электрокорунд белый и нормальный, карбид кремния, эльбор, алмаз и др. Зерни тость абразивного материала может быть от 80 до М4.
Абразивные пасты состоят из абразивных материалов, связки и поверхностно-активных веществ. В качестве абразивных материалов применяют электрокорунд, карбид кремния, карбид бора, алмаз др. В качестве абразивного материала пасты могут включать оксиды железа, хрома, алюминия и др. Абразивные пасты подразделяют по консистенции на твердые (Т) и мазеобразные (М), по смываемости — на смываемые органическими растворителями (О), водой (В), а также водой и органическими растворителями (ВО); по концентрации — на повышенные (П) и нормальные (Н). В качестве связки могут быть использованы, в зависимости от выполняемой работы, животные жиры, стеарин, парафин, вазелин, веретенное масло и др.
Повышение активности паст достигается введением поверхностно-активных элементов; к ним относят олеиновую и стеариновую кислоты.
Просмотров: 928
Заточка и доводка резцов
| Внешние видеофайлы |
|---|
Износ резцов по времени можно разделить на три периода. В первый период наблюдается усиленный износ — это приработка, стирание микронеровностей на поверхности режущей части, оставшихся после предыдущей заточки инструмента. Во второй период наблюдается нормальный износ — это большая часть времени работы резца. В третьем периоде наступает катастрофический износ. Для рационального использования инструмента необходимо в конце второго периода произвести его переточку.
Эффективная заточка и доводка резцов достигается правильным выбором абразивного материала, уровнем технологии и контроля. Чтобы заточить резец необходим материал более твёрдый чем материал инструмента. Таким материалом является абразив — зёрна твердых минералов. Шлифовальные круги состоят из абразивов скреплённых специальной связкой и могут иметь различную структуру. Она определяется процентным соотношением и взаимным расположением зёрен, связки и пор в массе круга. При заточке резцов применяют круги со средней (номера 6-10) или открытой (номера 11-18) структурой. Для заточки твёрдосплавных резцов применяют алмазные круги. Заточка и доводка резцов осуществляется на различных типах заточных станков.
Заточной станок.
При заточке новых резцов, как правило, сначала затачивают задние поверхности, а затем передние. Передние поверхности обрабатывают в две операции: 1) предварительная заточка по всей поверхности под углом напайки пластины на державку 2) окончательная заточка по ограниченному участку передней грани под углом γ (заточка фаски). Форма передней поверхности резцов зависит от обрабатываемого материала, режимов резания и материала режущей части. Заточка фаски (0,2…0,3 мм) вдоль главной режущей кромки усиливает её. Криволинейная заточка по радиусу вдоль главной режущей кромки облегчает деформацию и отвод стружки. Радиусные канавки на передней поверхности вытачивают для обламывания или завивания стружки. Заточка задней вспомогательной поверхности производится в три операции: 1) 12° 2) 10° 3) 8°. В завершении производят заточку вершины резца по радиусу.
Для повышения стойкости режущих инструментов, после заточки производят их доводку. Она улучшает чистоту заточенной поверхности, удаляет слой с дефектами, образовавшийся при заточке.
Углы заточки резцов для дерева и металла отличаются
Конструкция токарного резца
Основой резца является стержень, закрепляемый в резцедержателе. В передней части стержня установлен режущий элемент — головка. Резец имеет несколько поверхностей. По передней поверхности сходит стружка. Задние поверхности, главная и вспомогательная, обращены к детали. Главная режущая кромка, лежащая на пересечении передней и главной задней поверхностей, выполняет резание металла.
Классификация резцов
Токарные резцы различаются:
- По направлению подачи. Правые резцы перемещаются при рабочей подаче от задней бабки к передней (справа налево). Левые совершают обратное рабочее движение.
- По виду рабочей головки: прямые, отогнутые резцы.
- Выпускаются токарные резцы цельными и составными. Составной резец выполнен с присоединяемой головкой из дорогостоящей стали.
- По геометрическому сечению стержня.
Режущая часть токарных резцов может быть изготовлена из углеродистых и твердосплавных сталей («Победит»), алмазных и минералокерамических материалов.
Определить рабочее направление резца просто. При установке режущая кромка должна быть направлена к обрабатываемой детали.
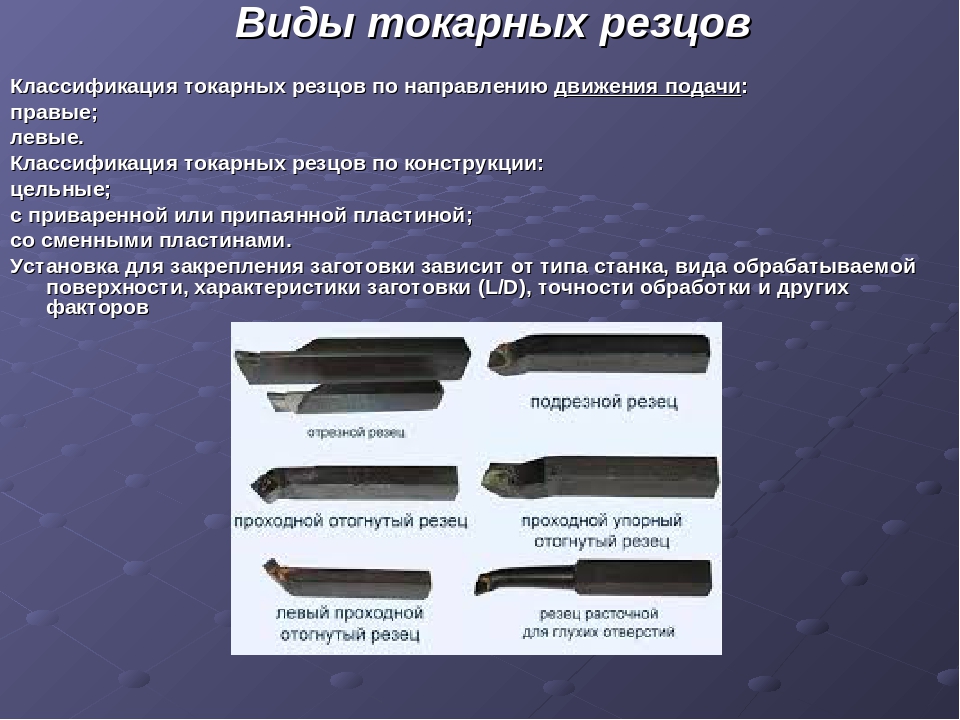
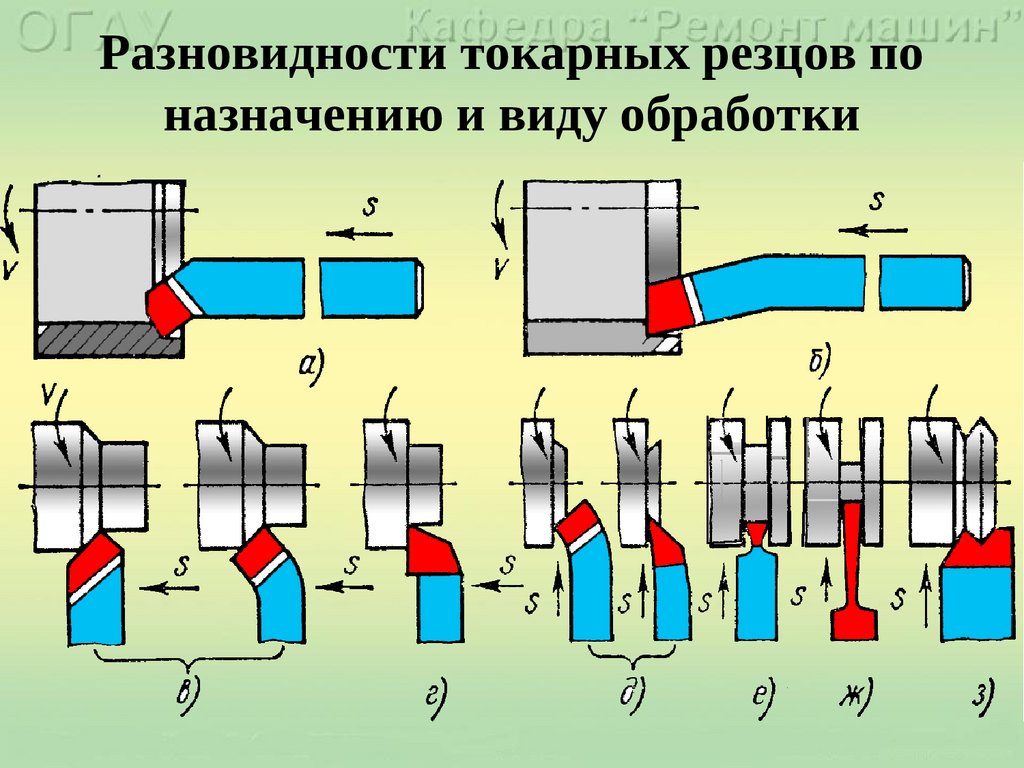
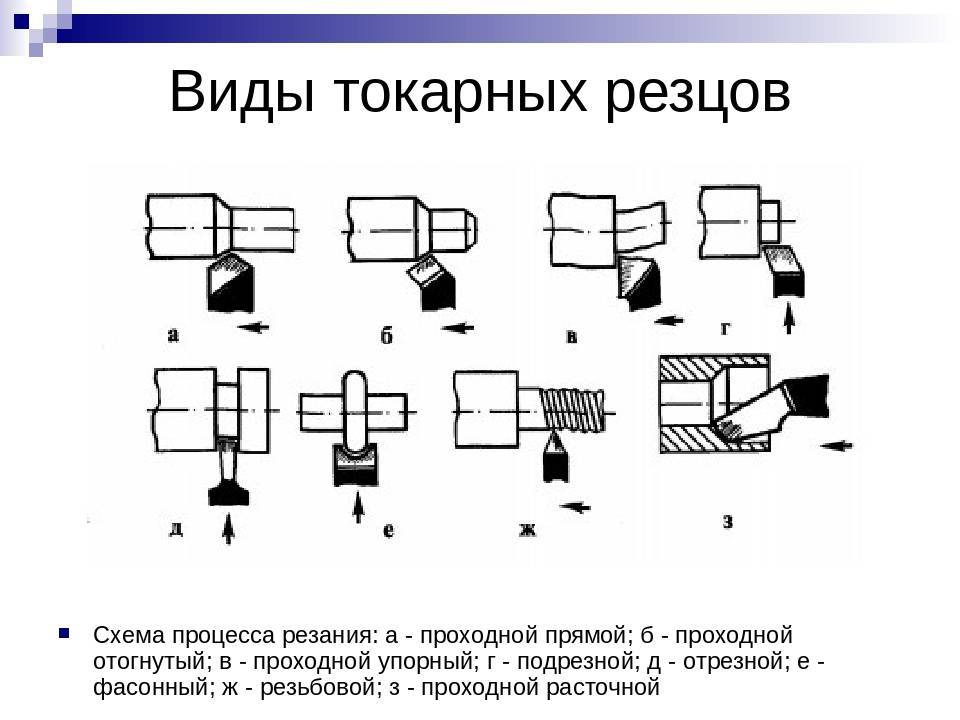
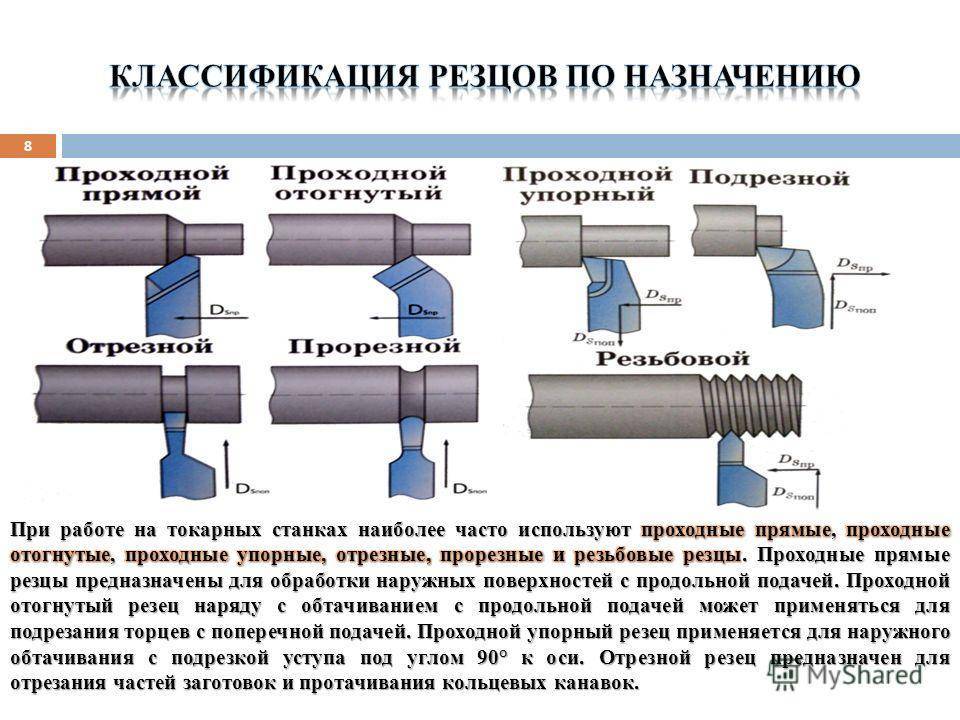
Типы токарных резцов
Проходные. Применяются для обработки внешних цилиндрических поверхностей. Выполняются для рабочего прохода в обоих направлениях. Отогнутый проходной резец может обрабатывать торцы при поперечной подаче.
Проходные упорные. С их помощью обрабатывают ступенчатые детали, выполняют подрезку торцов. Такие резцы обеспечивают перпендикулярность смежных плоскостей ступенек. Могут быть как правыми, так и левыми. Изготавливаются из твердых сплавов напайкой на стержень.
Подрезные. Протачивают ступенчатый профиль детали, подрезают торцы, буртики, способны обрабатывать внешние цилиндрические поверхности. Твердосплавная режущая часть выполняется методом напайки на основание.




Расточные. Увеличивают (растачивают) диаметр отверстий, подготовленных сверлением. Расточка осуществляется в несколько приемов с образованием на торце ступенчатой поверхности. Затем, используя поперечную подачу, срезают ступеньки до образования перпендикулярных поверхностей.
Отрезные. Отделяют готовую деталь от заготовки, протачивают канавки, пазы. Обработка ведется под прямым углом к детали рабочей частью, выполненной из быстрорежущих и твердых сплавов.
Нарезание внутренней и наружной резьбы проводится резьбовыми резцами. Фасонные точат поверхности сложной формы и канавки.
Револьверно-автоматные резцы

Применяются на токарно-револьверных станках-автоматах при серийном производстве.
Резцы продольного точения. Автоматные резцы из быстрорежущей стали выполняются напайкой или механическим креплением режущей части к стержню. Инструмент, в зависимости от установки по отношению к детали, бывает радиальным и тангенциальным, что обеспечивается специальной заточкой, а также конструкцией державки, установленной в револьверной головке. Поворачивая державку, резцы устанавливаются под различными углами по отношению к обрабатываемой детали.
Читать также: Бадья для бетона своими руками
Прорезные и отрезные резцы. Устанавливаются на поперечных суппортах станков-автоматов. Имеют конструкцию аналогичную резцам для токарных станков обычного исполнения. Так как станки-автоматы в основном работают с прутковыми заготовками, то отрезной резец, имея специфическую заточку, не только отрезает готовую деталь, но и обрабатывает торец следующей детали.
Список актуальных ГОСТов
Ввиду различий в конструкции, размерах и геометрии, многие не могут правильно подобрать резец подрезной. ГОСТ должен избавить от этих трудностей. В стандарте имеется вся необходимая информация о токарных инструментах, их конструкции, геометрических параметрах и других не менее важных особенностях, которые пригодятся при расчете режимов резания и выборе резца.
Всего есть 4 государственных стандарта, в которых упоминаются токарные подрезные резцы:
- ГОСТ 18880-73 (переиздание с изм. 2003 г.). В стандарте изложена краткая информация об основных обозначениях, конструкции, геометрических параметрах и размерах подрезных отогнутых резцов, имеющих напаянные режущие пластины из твердого сплава.
- ГОСТ 18871-73 (переиздание с изм. 2003 г.). В стандарте имеется необходимая информация о конструкции и размерах токарных подрезных резцов с напаянными пластинами из быстрорежущей стали.
- ГОСТ 28980-91 (переиздание с изм. 2004 г.). Говорится о проходных и подрезных резцах со сменными твердосплавными пластинами.
- ГОСТ 29132-91 (переиздание с изм. 2004 г.) Имеется информация о проходных и подрезных резцах со сменными многогранными пластинами, которые применяются в производстве вместе со специальным приспособлением, копиром.