
Чем заменить флюс для пайки
Если необходимый флюс по каким-то причинам отсутствует, его можно заменить следующими подручными веществами:
- Водный раствор аспирина;
- Лимонная кислота;
- Уксус;
- Канифоль с обычным свиным жиром.
Все данные подручные средства хоть и не обладают всеми достоинствами специализированных составов, но при правильном использовании пайка с их использованием будет достаточно качественной и надежной.
Таким образом, разобравшись с тем, что собой представляет паяльный флюс, и для чего он нужен, можно сказать, что его применение является неотъемлемым этапом в технологии паечных работ, без которого получаемое соединение будет ненадежным и недолговечным.
Как паять?
Перед тем, как приступить к непосредственной пайке, необходимо правильно подготовить поверхность проводов. Для начала необходимо, чтобы поверхность была обезжирена. Этого добиваются путем обработки участка пайки ацетоном, бензином или же растворителем другого рода.
Если под рукой отсутствует флюс, необходимо механическим путем удалить оксидную пленку с поверхности провода. Это делают при помощи наждачной бумаги, стальной щетки, протравливающей жидкости и так далее.
Необходимо помнить, что механическими способами убрать абразивную пленку не удастся, так как на поверхности металла вследствие контакта с воздухом сразу же образуется новая, хоть и более тонкая пленка оксида. Флюс в этом плане значительно лучше, так как убирает всю оксидную пленку и не дает воздуху проникнуть к металлу.
Когда оксид снят, провода фиксируют, прогревают паяльником и наносят на разогретый участок припой.
Процесс пайки латуни
Для максимальной эффективности работ необходимо подготовить следующие материалы и инструменты:
- газовую горелку;
- медь;
- графитовый тигель;
- серебро;
- асбестовое основание;
- борную кислоту.
В некоторых случаях может понадобиться бронза.
Подготовка припоя
В первую очередь необходимо подготовить тенол, в состав которого будет входить две части серебра и одна часть меди. Для этого с помощью газовой горелки медь и серебро необходимо будет расплавить и отвесить нужное количество материала. Далее, сплавы помещаются в тигель и греются все той же газовой горелкой.
Расплавленные медь и серебро перемешиваются с помощью проволочки, и тигель ставится в холодную воду. Застывший припой расплющивается и нарезается. Затем крупным напильником из него натирается стружка.
Размеры графитового тигеля должны быть примерно 20х20 миллиметров. Изготовить его можно из графитовых углей (контактные троллейбусные элементы).
Подготовка флюса
Для этого берется 20 грамм порошка буры и 20 грамм порошка борной кислоты. Ингредиенты тщательно перемешиваются и заливаются 250 миллилитрами воды. Затем полученная смесь подвергается кипячению и остужается.
Для соединения латунных деталей можно применить и готовые составы. Среди отечественных хорошо зарекомендовали себя флюсы:
- ПВ-209Х;
- ПВ-209;
- Бура.
Из импортных можно отметить флюс-пасты немецкого производителя Chemet.
Припой и флюс готовы, теперь можно приступать непосредственно к пайке. Для этого подготовленные детали необходимо аккуратно положить на основание из асбеста и приступать к процессу пайки.
Поверхность соединяемых деталей обработать флюсом и очень аккуратно посыпать стружкой припоя.
Теперь спаиваемые элементы нужно потихоньку греть
Делать это следует медленно и осторожно, чтобы они не перегрелись и не деформировались.
Сначала нагреть надо чуть-чуть, чтобы припой немного расплавился и схватил детали. Потом примерно до 700 градусов
Припой будет затекать в щели и крепко спаивать элементы
На этом этапе особое внимание надо уделить температуре плавления. Разница плавления латунных деталей и припоя составляет всего 50 градусов, поэтому надо следить за тем, чтобы не перегреть обрабатываемые материалы
В противном случае можно получить один большой слиток.
Полученный в результате шов должен иметь один цвет со спаиваемым материалом. Происходит это из-за диффузии основного металла в припой.
Последний этап – это очистка полученного изделия от остатков флюса в виде наплывов и стекловидных капель. Чтобы от них избавиться, изделие нужно промыть в трехпроцентной горячей серной кислоте. Для этого элементы следует опустить в нее на короткое время и затем тщательно промыть проточной водой. Нагреть серную кислоту можно в пробирке из кварцевого стекла, поместив ее на газовую плиту. Чтобы самим не взаимодействовать с кислотой, обработанные детали перед очисткой рекомендуется на что-нибудь подвязать.
Если сравнивать такой метод пайки с соединением элементов при помощи олова, то простотой он не отличается. Но время будет потрачено не зря, так как соединение будет иметь повышенную надежность и прочность.
Это интересно: Пайка медных труб — припой, горелка и другое оборудование
Импортные
- IF 8001 Interflux – один из лучших флюсов для бессвинцовой пайки SMD компонентов, в том числе и работы с BGA чипами. Довольно дорогой. Не требует смывания.
- IF 8300 BGA Interflux (30cc) – для пайки корпусов BGA. Представляет собой гель. Без вредного галогена.
- IF 9007 Interflux BGA – паяльная безотмывочная паста для пайки свинцовым припоем. После работы оставляет едва заметный слой флюса с высоким удельным сопротивлением.
- FMKANC32-005 – крем слабоактивированный безотмывочный. Показывает хорошие результаты при пайке BGA чипов и работе с инфракрасными паяльными станциями.
Классификация
Нередко в маркировке импортных флюсов можно встретить маркировочные символы. Рассмотрим ниже их обозначение:
- «R» — канифоль, которая идет либо в чистом виде, либо в виде раствора (спирто-канифоль). Химически пассивный флюс, поэтому перед применением требует ручной зачистки поверхности спаиваемых компонентов от окислов. После окончания работ требует отмывки спиртом или ацетоном.
- «RMA» — флюс на основе канифоли с небольшим добавлением активаторов (органических кислот и их соединениями). При термической обработке кислотосодержащие активаторы испаряются. Для их применения необходима вытяжка. Оптимальная пайка достигается с использованием горячего воздуха.
- «RA» — активированная канифоль. По заверению производителей из-за низкой активности кислот не оказывает коррозийных процессов на место пайки, поэтому не требует отмывки. Мы бы все таки рекомендовали после работы с ним использовать слабый раствор щелочи или спирт для отмывки, если речь не идет о BGA пайке!
- «SRA» — кислотные флюсы активного действия для пайки нержавеющей стали, никеля. В электронике практически не используются из-за разрушающего действия кислот. После пайки таким флюсом изделие нуждается в тщательной отмывке спиртом или ацетоном.
Так же нередко к импортным флюсам к названию добавляют надпись «no clean», которая означает, что данный флюс не требует смывки. Такие флюсы нередко применяют при пайке радиокомпонентов, где очистка после пайки деталей затруднена физически. Например, при пайке BGA микросхем.
Классификация флюсов
Флюсы различаются по степени их воздействия на обрабатываемые детали. При пайке применяются следующие виды вспомогательных материалов:
Активные флюсы. Эти вспомогательные вещества активно взаимодействуют с соединяемыми металлами. В зависимости от соединяемых материалов и их свойств применяются следующие виды:
-
Содержащие разбавленную соляную кислоту. Используются при пайке цинка и оцинкованных металлов. После пайки детали необходимо очистить, чтобы избежать коррозии. Можно промыть в тёплой воде.
- Раствор хлористого цинка (травленая соляная кислота). Используется при спаивании меди, медных сплавов и стали.
- Хлористый цинк-аммоний. Получается при добавлении аммония в раствор хлористого цинка. Аммоний способствует повышению активности вспомогательного материала и понижает его температуру плавления.
Кислотные составы обладают химической активностью. После их применения требуется нейтрализация. Ещё одним свойством этих составов является высокая электропроводность, и поэтому они непригодны для применения в электротехнике.
Бескислотные. Их ещё называют неактивными. Они взаимодействуют только с припоем, а не с соединяемыми деталями. К ним можно отнести канифоль. Это прошедшая специальную обработку смола хвойных деревьев. Имеет вид стекловидных кусков жёлтого цвета, напоминающих янтарь. Содержит малое количество жирных кислот и не разъедает контакты, если не полностью удалена после пайки. Применяется для спаивания меди, серебра, латуни, золота. К неактивным флюсам можно отнести и вещества, изготовленные на основе канифоли с добавлением спирта, глицерина, скипидара.
Защитные. Сюда относятся вещества, предназначенные только для защиты соединения. Это может быть вазелин, воск или минеральные масла. Наносить жидкий флюс можно ватной палочкой или кисточкой. Для удобства можно приобрести «флюс-аппликатор».
Вспомогательные вещества характеризуются разницей в консистенции. Они бывают:
- жидкие;
- твёрдые;
- пастообразные.
Жидкие используются в труднодоступных местах. Пастообразные наиболее удобны в применении. Их легко наносить.
Ещё одним отличительным признаком разных типов флюсов является температура плавления. Низкотемпературные плавятся при температуре меньше 450 °C, а высокотемпературные имеют температуру плавления выше 450 °C.








Флюсы для газовой сварки
Для сваривания цветных металлов, а также инструментальной, отдельных марок тонколистовой стали и чугуна требуется создание специальных условий. Защитная среда создается с помощью инертных газов, а также путем использования порошкового или пастообразного флюса. Вещества наносятся на кромки соединяемых заготовок, прямо в сварочную ванну или же на присадочный пруток.
Флюс подается в рабочую зону по-разному в зависимости от его агрегатного состояния. Сложнее всего подавать порошкообразную консистенцию. Их следует точно подавать в расплав, исключая вероятность его сдува ветром. Пасты наносятся на кромки предварительно и не нуждаются в какой-либо дополнительной опеке. Газы подаются дозировано при помощи специального оборудования – расходомеров.
Для газовой сварки флюсы подбираются под оксиды, которые образуются в процессе выполнения работ. Если они кислые, то выбираются щелочные флюсы, и наоборот. Наиболее распространенные виды флюсов и их применение:
- цветные металлы – латунь, бронза, медь – требуют использования кислых флюсов, в составе которых есть содержащие бор включения. Примером могут служить марки МБ-1 или БМ-2;
- для сваривания чугуна подбираются флюсы с включениями калия и натрия, образующими щелочную среду;
- алюминий требует использования составов с фторидами лития, натрия или калия. Чаще всего для выполнения такого рода работ применяется флюс серии АФ-4А.
При работе газосварочными аппаратами флюсы для сваривания низкоуглеродистых металлов не используются. Это вызвано тем, что на поверхности расплава образуется достаточное количество легкоплавких оксидов железа.
Плюсы и минусы применения
Это вещество необходимо для пайки. При его применении мастер может воспользоваться следующим:
- Паяльная кислота доказала высокую эффективность в процессе использования.
- Такой флюс может быть использован для труднообрабатываемых деталей.
- Это вещество имеет доступную цену.
- При необходимости флюс можно приготовить самостоятельно.
- Таким способом не только можно очистить металл от окислов, но и предотвратить их дальнейшее образование на обрабатываемых поверхностях.

Запас паяльного жираИсточник svarkaipayka.ru
Последнее свойство особенно важно при работе с алюминиевыми деталями. Использование рассматриваемого вещества связано с недостатками, о которых нужно знать:
- Это агрессивное химическое вещество. При неправильном использовании оно может повредить тонкие металлические детали.
- В процессе использования возникает специфический резкий запах, который может быть неприятен.
- При попадании кислоты на кожный покров, он может быть повреждён из-за того, что речь идёт об агрессивном химическом веществе.
- В процессе пайки возникают испарения, которые могут проникнуть в дыхательные пути и нанести вред здоровью.
Чтобы эффективно применять рассматриваемое вещество, нужно помнить о его недостатках и учитывать при его использовании.

Олеиновая кислота, применяемая для приготовления флюсаИсточник morflot.su
Флюсы для дуговой сварки
Технология сварки под флюсом предполагает применение материалов, которые должны обладать следующими качествами:
- иметь температуру плавления ниже, чем у свариваемых металлов;
- хорошо растекаться и не выделять ядовитых веществ;
- образовывать легкоотделимые шлаки;
- быть легкодоступными и не дорогими.
Работы с применением электродуговой сварки ведутся при использовании флюсов в виде гранул размером 0,2 – 0,4 мм. По мере расплавления гранулы создают защиту сварочной ванны в виде газов и шлаков. Это способствует лучшему переносу металла электрода и высокую стабильность дуги. При этом количество оксидов резко уменьшается, а те, которые образовываются, выводятся в шлаковую зону.
За длительное время применения электродуговой сварки разработано множество материалов для предотвращения попадания кислорода в зону образования шва. Такое разнообразие позволяет обеспечить качественное соединение огромного количества вариантов металлических деталей. В настоящее время этот способ соединения металлов практически полностью вытеснил все остальные виды и продолжает развиваться в сторону упрощения и удешевления процессов.
Требования к флюсам
Для улучшения спаивания деталей и качества получаемого соединения, а также очищения поверхности от оксидной пленки и жировых загрязнений, применяются различные флюсы. Любой применяемый в работе флюс должен выполнять следующие требования:
- Температура плавления должна быть ниже температуры плавления припоя. Это основное условие качественного соединения деталей.
- Не должен вступать в реакцию с припоем.
- Должен обеспечивать хорошее растекание припоя по поверхности и смачивать все обрабатываемые изделия.
- Должен удалять и разрушать все оксидные и жировые пленки.
- Остатки должны хорошо смываться с поверхностей.
 Флюсы принято делить на активные и нейтральные в зависимости от наличия в их составе кислот. Кислотные активно взаимодействуют с многими растворяемыми оксидными пленками и жирами.
Флюсы принято делить на активные и нейтральные в зависимости от наличия в их составе кислот. Кислотные активно взаимодействуют с многими растворяемыми оксидными пленками и жирами.
При этом они выделяют токсичные вещества при испарении и могут со временем повредить печатную плату, если их не удалить. Это связано с тем, что активная кислота, входящая в состав данных флюсов, хорошо растворяет различные металлы, например, те, из которых состоят радиодетали и сама плата.
Нейтральные варианты зачастую лишены этих недостатков, но пайка проходит не так качественно, как при применении кислотных.
Тем, кто серьезно занимается электроникой, будет полезна статья о подслушивающих устройствах на расстоянии и их отличиях от «жучков».
Флюсы для различных металлов
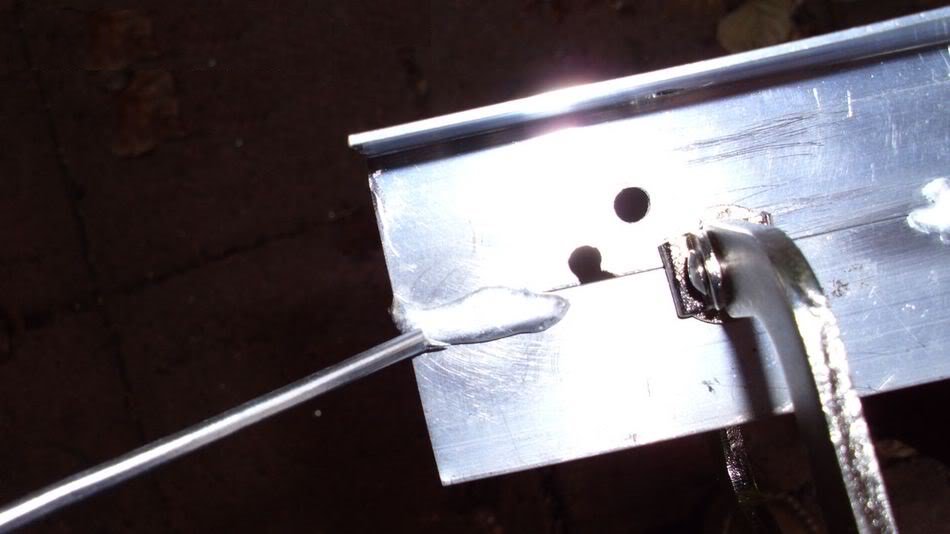
Материалы для пайки алюминия

заливать сразу после зачистки
Для пайки алюминия необходим мощный паяльник, а также специальный припой и флюс.
В большинстве случаев соединения алюминиевых деталей производится оловянно-свинцовыми и многокомпонентными припоями, в состав которых входит висмут, кадмий, цинк и другие материалы. Применяться они могут и к сплавам алюминия. Такие припои способствуют долговечному и отличному соединению алюминиевых изделий.
Для пайки алюминия чаще всего выбирается концентрированная ортофосфорная кислота или «бинарный» флюс. Безотмывочный материал на деталь необходимо наносить тонким слоем до тех пор, пока поверхность не побелеет.
Также использовать можно активный безотмывочный флюс, после применения которого промывка поверхностей не требуется. С его помощью можно производить пайку меди и нержавеющей стали.
Чем очистить нержавеющую сталь
Для нержавейки в большинстве случае применяется ортофосфорная кислота. Это вещество неорганического происхождения средней силы представляет собой гигроскопические бесцветные кристаллы. Доведенная до 213С, она превращается в пирофосфорную кислоту.
Как правило, для нержавеющей стали применяется флюс в виде 85% водного раствора фосфорной кислоты. Однако использовать можно и другие растворители, например, этанол.
Кислота на поверхность стали наносится тонким слоем, очищая тем самым ее от загрязнений и ржавчины и образовывая защитную от коррозии пленку.
Флюс для латуни
Такой материал требует специального флюса. Однако использовать можно и универсальный, который подходит для пайки оцинкованного железа, алюминия, меди, коррозийно-стойких сплавов, бронзы.
Перед употреблением специальный для латуни флюс необходимо взболтать. С его помощью получится прочное соединение и образуется антикоррозийное покрытие.
Материал для обработки серебра

Диапазон рабочей температуры флюса для серебра – 520-820С. Благодаря ему достигается отличное крепкое соединение серебряных деталей.
Флюс для черных металлов
Для пайки черных металлов используется хлорид цинка, который является активным флюсом. Кроме него, можно выбрать материалы малой или средней активности, например, хлорид аммония. Подобный флюс также применяется для эмалированных металлических ванн.






Активный флюс может быть в виде раствора, порошка или пасты. Наиболее востребована паяльная паста. Достойная альтернатива ей – трубка припоя, которая имеет в своем составе флюс-наполнитель.
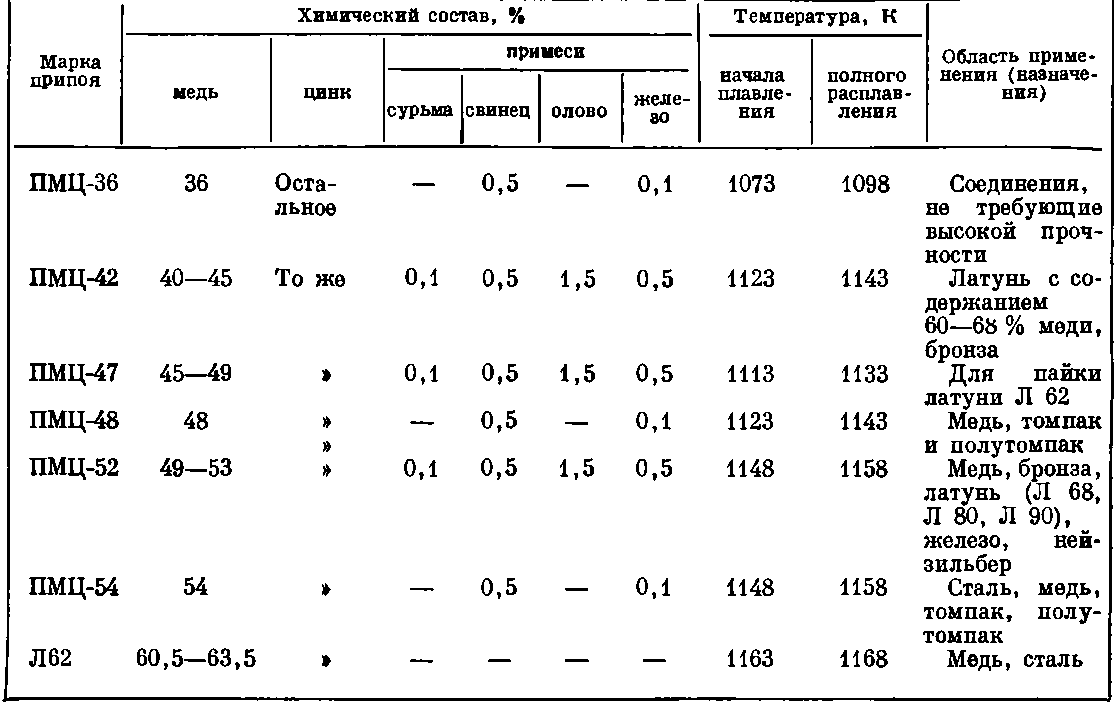
Для латуни и медных сплавов
 Тугоплавкие коаксильные трубчатые флюсы для пайки – это медно-фосфорные и медно-фосфорные с добавлением серебра комплексы BrazeTec для газо-пламенного плавления. Температуры в пределах 645–890 С. Соединение близкородственных металлов соседствует с пайкой латунь-сталь. Большой выбор паяльных паст комбинированного состава различного целевого назначения.
Тугоплавкие коаксильные трубчатые флюсы для пайки – это медно-фосфорные и медно-фосфорные с добавлением серебра комплексы BrazeTec для газо-пламенного плавления. Температуры в пределах 645–890 С. Соединение близкородственных металлов соседствует с пайкой латунь-сталь. Большой выбор паяльных паст комбинированного состава различного целевого назначения.
BrazeTec выбирают для особо ответственных работ, причины:
- Задекларированный состав не меняется в разных партиях.
- Сертификат качества гарантирует результативность работ.
Паяльная кислота ПЭТ – оптимальная температура процесса пайки с ее применением 150 – 320 градусов. Применяется при спаивании углеродистых сталей, латуни, меди, никеля.
Для алюминия
Fontargen F 400 M порошковый для сплавов с незначительным процентом магния прутками для аргонной сварки. Обеспечивает герметичность. Требует обильной промывки – активно коррозирует.Castolyn FBK 192, припой с флюсовым сердечником. Рекомендован для тонкостенных конструкций с предварительным лужением и созданием зазора по периметру 0,2 мм. Состав оболочки Zn-98%, Al-2%. Преимущества материала:
- Нет остаточной коррозии;
- Устойчивость смачиваемости и текучести при t 4400;
- Ускорение кристаллизации;
- Надёжное сращение алюминия с нержавеющей сталью, гальванизированным чёрным металлом, медью.
Castolin 192 пригоден для восстановления внутренних резьб в корпусных деталях, ремонте и заделке поверхностных отверстий, в том числе без наложения заплат. Соединению внахлёст.
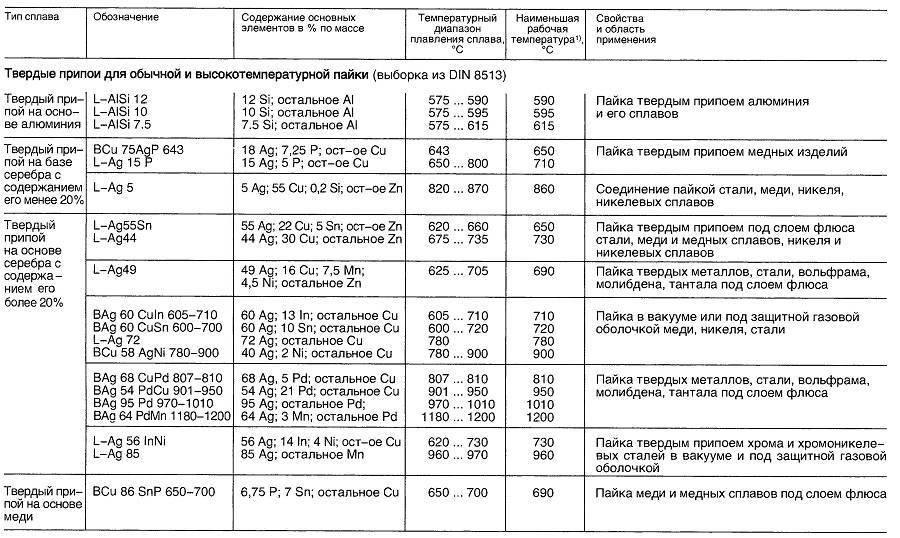
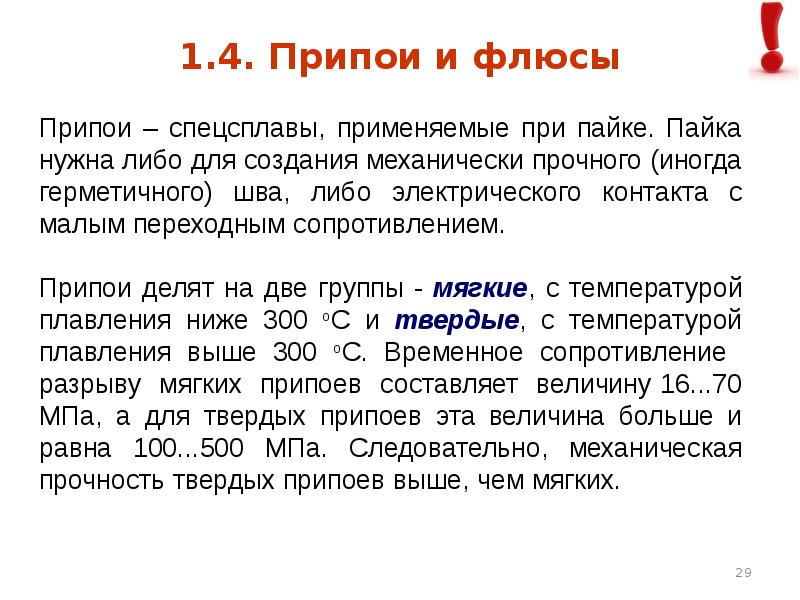
Тугоплавкие флюсы
Твёрдые припои применяются для соединения тех швов, которые подвержены различным перепадам температурного режима, вибрациям, ударам и нагрузкам.
Плавиться они начинают при температуре более 400 градусов. Они имеют следующие разновидности:
- Чистая медь.
- Серебро.
- Фосфорно-медные сплавы.
- Медно-цинковые сплавы.

Медно-фосфорный сплав можно применять для пайки элементов из латуни, бронзы или меди, которые нагрузкам подвержены не сильно. А ещё этим составом заменяют дорогостоящий серебряный припой.
Нельзя использовать твёрдые флюсы при пайке низкоуглеродистых сталей и чугуна, так как при нагревании железа с фосфором или медью образуются хрупкие элементы, вследствие чего шов разрушается.
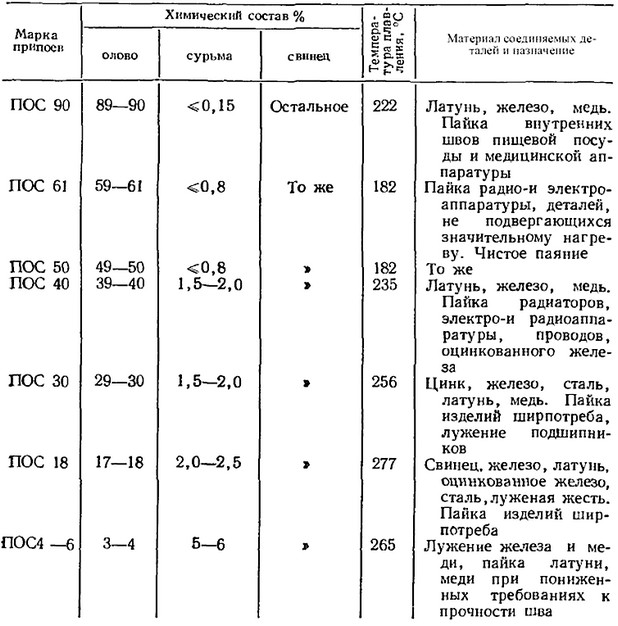
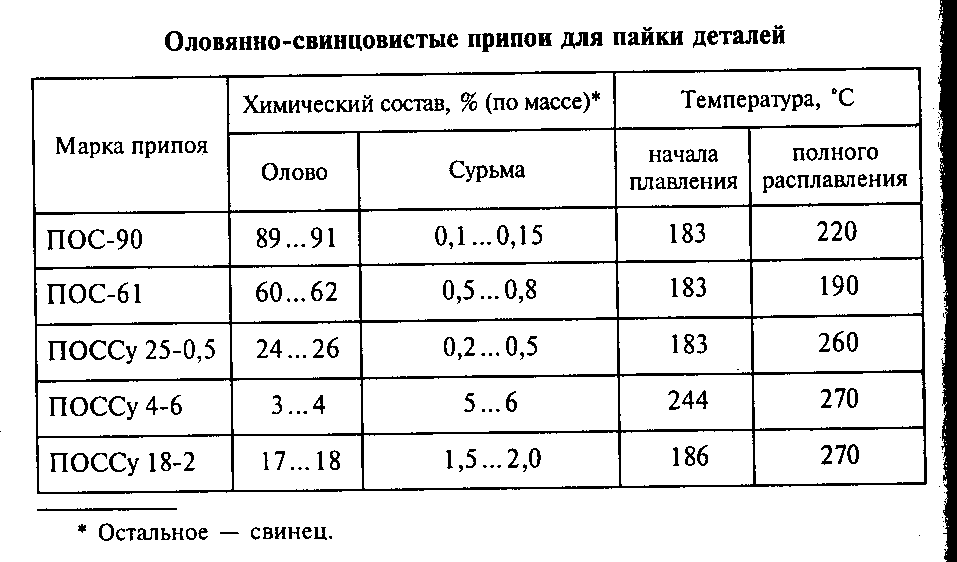
Основные характеристики и область применения припоев
| Марка | Состав, % |
Температур плавления, °С |
Прочность при растяжении, кг/мм |
Применение |
| ПОС-90 | Олово — 80…91, свинец — остальное | 220 | 4,9 | Для пайки пищевой посуды и медицинских инструментов |
| ПОС-61 | Олово — 60… 62, свинец — остальное | 190 | 4,3 | Для лужения и пайки в аппаратуре, где недопустим перегрев |
| ПОС-40 | Олово — 39…41, свинец — остальное | 238 | 3,8 | Для пайки в электроаппаратуре и деталей из оцинкованной стали |
| ПОС-ЗО | Олово — 29…31, свинец — остальное | 256 | 3,3 | Для лужения и пайки деталей из меди и ее сплавов и стали |
| ПОС-10 | Олово — 9.. .11, свинец — остальное | 299 | 3,2 | Для лужения и пайки контактных поверхностей в электроаппаратуре |
| ПОС-61М | Олово — 60…62, медь — 1,2.. .2, свинец — остальное |
192 | 4,5 | Для лужения и пайки электропаяльником тонких медных проводов, печатных проводников и фольги |
| ПОСК 50-18 | Олово — 49.. .51, кадмий — 17… 19,свинец — остальное |
145 | 6,7 | Для пайки чувствительных к перегреву деталей |
| ПОССр-15 | Олово — 15, цинк — 0,6, свинец — 83, 1 5, серебро — 1,25 | 276 | — | Для пайки деталей из цинка и оцинкованной стали |
| Авиа-1 | Олово — 55, цинк — 25, кадмий — 20 | 200 | — | Для пайки тонкостенных деталей из алюминия и его сплавов |
| Авиа-2 | Олово — 40, цинк — 25, кадмий — 20, алюминий — 1 5 | 250 | — | То же |
| 34А | Медь — 27…29, кремний — 5…7, алюминий — остальное | 525 | Для пайки деталей из меди и ее сплавов при высоких требованиях к прочности соединения |
|
| МФ1 | Фосфор — 8,5.. .10, медь — остальное | 800 | — | Для пайки деталей из меди и сталей при невысоких требованиях к прочности |
| ПСр-25 | Медь — 40, серебро — 25, цинк — 35 | 780 | 28 | Для пайки деталей из сталей, меди и ее спагвов при высоких требованиях к прочности и антикоррозийной стойкости |
| Сплав Вуда | Олово — 12,5, свинец — 25, кадмий — 12,5, висмут — 50 | 60,5 | _ | Для пайки в тех случаях, когда требуется очень низкая температура плавления припоя |
| Сплав д’Арсе | Олово — 9,6, свинец — 45,1, висмут — 45,3 | 79 | — | То же |
Примечание. В припоях марок ПОС допускаются следующие примеси (%): висмут — 0,1. мышьяк — 0,05, железо, никель, сера — до 0,02, цинк, алюминий — до 0,002, медь — до 0,05. В припое марки ПСр-25 допускается не более 0,5% примеси, в том числе не более 0,15 % свинца.
ФЛЮС — это вещество или смесь, предназначенная для растворения и удаления оксидов с поверхности спаиваемых деталей. Он должен надежно защищать поверхности деталей и припоя от окисления в процессе пайки. Выбор флюса зависит от соединяемых пайкой металлов или сплавов и применяемого припоя, а также от вида монтажно-сборочных работ. Температура плавления флюса должна быть ниже температуры плавления припоя. Флюсы разделяют на активные (кислотные), бескислотные, активированные и антикоррозионные.
Активные флюсы интенсивно растворяют оксидные пленки на поверхности металла, чем достигается высокая механическая прочность соединения. Такие флюсы используют, когда можно полностью удалить их остатки с поверхности соединяемых деталей и места пайки. При монтаже и ремонте бытовой электронной технике и радиоаппаратуры активные флюсы применять нельзя.
Бескислотные флюсы изготовляются на основе канифоли, которая при пайке очищает поверхность от оксидов и защищает ее от окисления. Их широко используют при монтаже радиоаппаратуры. Удаление этих флюсов после пайки не обязательно.
Активированные флюсы изготовляют на основе канифоли с добавкой активизаторов. Они пригодны для соединения металлов и сплавов, плохо поддающихся пайке (сталь, никель, нихром и др.).
Антикоррозионные флюсы не вызывают коррозии после пайки. Некоторые из них можно не удалять с места пайки.
Состав и область применения некоторых флюсов приведены в таблице ниже. При пайке медными и латунными припоями, которые отличаются высокой температурой плавления, в качестве флюссв используют главным образом буру (Na2B4O7) и смеси ее с борной кислотой (Н3ВO3) и некоторыми другими солями.
Как правильно выбрать флюс
Даже при знании разновидностей и технических характеристик не каждый человек знает, как выбрать флюс
Важно понимать какой состав лучше. Для безопасной пайки следует выбирать нейтральные флюсы
Они подходят для работы с различными деталями. Однако при спайке больших компонентов, работа будет происходить медленно.
Чтобы ускорить процесс, можно использовать среднеактивные флюсы. Такие составы подходят для работы с различными металлами. Для работы с крупными деталями идеальным вариантом являются серебряные припои.
Какой флюс выбрать для пайки? Обзор флюсов моей мастерской.
Лучшие заменители
Не всегда дома может найтись припой для спайки оборванных контактов или проводов. В таких ситуациях можно провести ремонт без покупных составов. Заменить флюс можно несколькими веществами:
- янтарем;
- жиром;
- «Аспирином»;
- смолой.
Перед началом работ «Аспирин» необходимо растворить в небольшом количестве жидкости.
Смола на дереве
Принципы применения и техника безопасности
Соблюдая всего несколько универсальных правил, можно выполнять работы по соединению металлических деталей с помощью пайки очень легко. Эти правила пойдут для любого флюса, типа припоя и вида работы:
- Очищайте соединяемые поверхности спиртом или другим активным растворителем.
- Следите за тем, чтобы жало паяльника всегда было залужено, то есть покрыто достаточным количеством припоя для усиления контакта.
- Следите за чистотой жала, не давайте ему окислиться.
- Флюс наносите так, чтобы при расплавлении он покрывал всю обрабатываемую поверхность.
- Не перегревайте детали, особенно радиотехнические — это чревато получением травм из-за взрыва отдельных компонентов (конденсаторов, например) и повреждением внутренней структуры печатных плат.
- Очищайте поверхности от продуктов окисления припоя и флюса, особенно если последний проводит электричество.
Правила техники безопасности и охраны труда, которых следует придерживаться, стандартны для выполняемых работ. Следует обеспечивать соответствующую защиту тела от попадания случайных капель раскалённого припоя. Для этого следует использовать халаты из хлопчатобумажной ткани и защитные очки. Если ожог всё-таки случится, стоит незамедлительно протереть его любым спиртовым раствором — это поможет избежать образования волдырей на коже. Кроме того, стоит избегать хватания жала работающего паяльника голыми руками, а если необходимо, сменить жало в процессе работы, давать ему остыть.
Общие требования к флюсам
Следует рассказать еще о нескольких требованиях, которым должны соответствовать флюсы любого типа.
- Текучесть состава не может быть чрезмерной. Ее должно хватать на обработку максимально возможной площади деталей, однако флюсу необходимо быть достаточно вязким, чтобы оставаться на месте пайки.
- Даже активные флюсы должны вступать в реакцию только с удаляемыми ими пленками, но не с материалом детали или самим припоем.
- Кроме более низкого удельного веса, флюс должен обладать и меньшими адгезионными характеристиками, по сравнению с припоем.
- Расплавившийся флюс должен создавать благоприятную среду для пайки, поэтому недопустимо его испарение или выгорание.
- Состав должен легко удаляться после пайки.
Как правильно паять
Как залудить паяльник: подготовка и уход за паяльником
В этой главе речь пойдёт о том, как правильно паять простые соединения металлических деталей. Для того чтобы получить качественную пайку, нужно соблюдать определённые правила. Краткое изложение этих правил отражено в нижеследующих пунктах:
- На столе раскладывают паяльник, небольшую губку или ветошь, припой, пинцет и кусачки;
- Паяльник подключают к электросети, пробуя расплавить припой;
- Конец жала покрывают расплавленным припоем;
- Концы проводов кусачками освобождают от изоляции;
- Короткими движениями губкой удаляют с поверхности нагретого жала остатки старого олова;
- Спаиваемые места лудят припоем с помощью паяльника, попеременно окуная жало в массу флюса (канифоль либо другой флюс);
- Зажимая пинцетом вместе концы провода, наносят припой на лужёные места. Если провода небольшого диаметра, то их концы просто скручивают, а затем только паяют;
- После того, как место пайки остыло, проверяют соединение на прочность;
- Ваткой, смоченной в спирте или ацетоне, удаляют остатки флюса.
Не нужно самостоятельно осваивать технику паяния печатных плат. Лучше всего набираться опыта в этом деле в прямом контакте с мастером. Именно специалист научит за короткое время технике паяния, правильному выбору паяльного оборудования и подбору нужного флюса.









Паяльный жир

На седьмом месте расплылся паяльный жир, он бывает активный и нейтральный, состав: канифоль, вазелин, парафин или стеарин, хлорид цинка, деионизованная вода и хлорид аммония. Вся эта ядреная смесь очень хорошо справляется с сильно-загрязненными поверхностями металла. Как раз для этого и нужен парафин. Он как бы приподнимает всю грязь наверх, подальше от эпицентра пайки.
Достоинства:
испаряется медленно с жала паяльника, оставляет мало нагара, очень дешев (от 50 руб. за баночку 20 г.).
Недостатки:
твердую консистенцию сложно наносить, остатки при нагреве работающей платы растекаются и долго испаряются.
Что паять: я бы рекомендовал паять жиром толстенные окисленные провода и небольшие металлические детали, я даже паял автомобильный радиатор этим чудо-жиром.
Чем смывать: смывается лучше всего растворителем или бензином, спирт плохо берет.
Типы флюсов для пайки
Флюсы для пайки бывают нескольких разновидностей, в зависимости от воздействия этих составов на соединяемые контакты во время нагревания. Перед покупкой легкоплавкого вещества необходимо ознакомиться с его основными видами.
Активные флюсы
Это флюсы в составе которых преобладает соляная кислота. Они применяются для работы с железными деталями. Во время процесса пайки эти составы проявляют мощную химическую реакцию. Не используются при работе с радиотехникой, так как быстро разъедают плату.
Бескислотные флюсы
Это жидкие флюсы, которые изготавливаются на основе скипидара, глицерина и этилового спирта. Плавятся такие составы до 150 градусов. Применяются бескислотные флюсы для спайки мелких деталей.
Пайка мелких деталей
Активированные флюсы
Составы, изготавливаемые на основе салициловой кислоты. Используется при соединении элементов, которые не требует изначальной зачистки.
Антикоррозийные флюсы
Это специальные вещества, которые очищают детали от отложений, появляющихся в процессе коррозии. Они защищают место соединения от разрушения в процессе эксплуатации. Изготавливаются на основе ортофосфорной кислоты.
Защитные флюсы
Главная особенность таких составов — отсутствие химической реакции. Защищают детали от коррозийных процессов. Их изготавливают на основе воска, оливкового масла или вазелина. Такие составы начинают плавиться при 70 градусах. При термической обработке они не выделяют вредных веществ. Также при работе с защитными флюсами не требуется предварительно зачищать детали.
Это интересно: Проволока сварочная св08г2с — для чего она предназначена?
Принцип работы флюсов для сварки
Флюс для сварки выполняет функцию, аналогичную той, которую выполняет обмазка на электродах для ручной дуговой сварки. При поднятии высоких температур сварочной зоны флюс плавится, частично перекрывая доступ кислорода в зону сварки, и растворяя оксиды, которые образуются на кромках свариваемых деталей. Таким образом, улучшаются условия горения сварочной дуги.
Каждому виду соединяемых металлов подбирают свой, предназначенный специально для них флюс. Поэтому существует множество их видов и составов. Наиболее часто используемые элементы в их составе, это фториды, оксиды и другие соединения.