
Производители сварочных электродов
Ниже, представлена тройка лучших производителей сварочных, покрытых электродов России:
- НПП «Сварка Евразии». За более, чем 70 летнюю историю компания успела освоить полный цикл производства электродов и на данный момент выпускает все виды электродов – плавящиеся, сварочные, для легированных сталей и многие другие.
- ЗАО «Электродный завод». Производитель славится своими изделиями, поставляющимися на крупнейшие машиностроительные заводы страны, также компания выпускает продукцию и для рядового потребителя. Профессиональные сварщики отмечают удобство работы и качество продукции данной компании.
- ООО «НПО Спецэлектрод». Изделия этой фирмы это более 50 различных марок потребительских стержней толщиной до 6мм. Также производство принимает индивидуальные заказы.
Не стоит забывать и про мировых лидеров, тройка лучших:
- Esab – компания с вековой историей и продукцией, признанной лучшей в мире. Эти Шведские электроды знают на всех континентах как самые качественные.
- Kobe Steel – Японская компания, получившая популярность за счет поставок их продукции нефтедобывающим предприятиям.
- Klöckner & Co SE – немецкая компания, производящая сталь и расходные материалы для сварочных работ. Электроды для сварки данной фирмы очень популярны и широко используются в России.
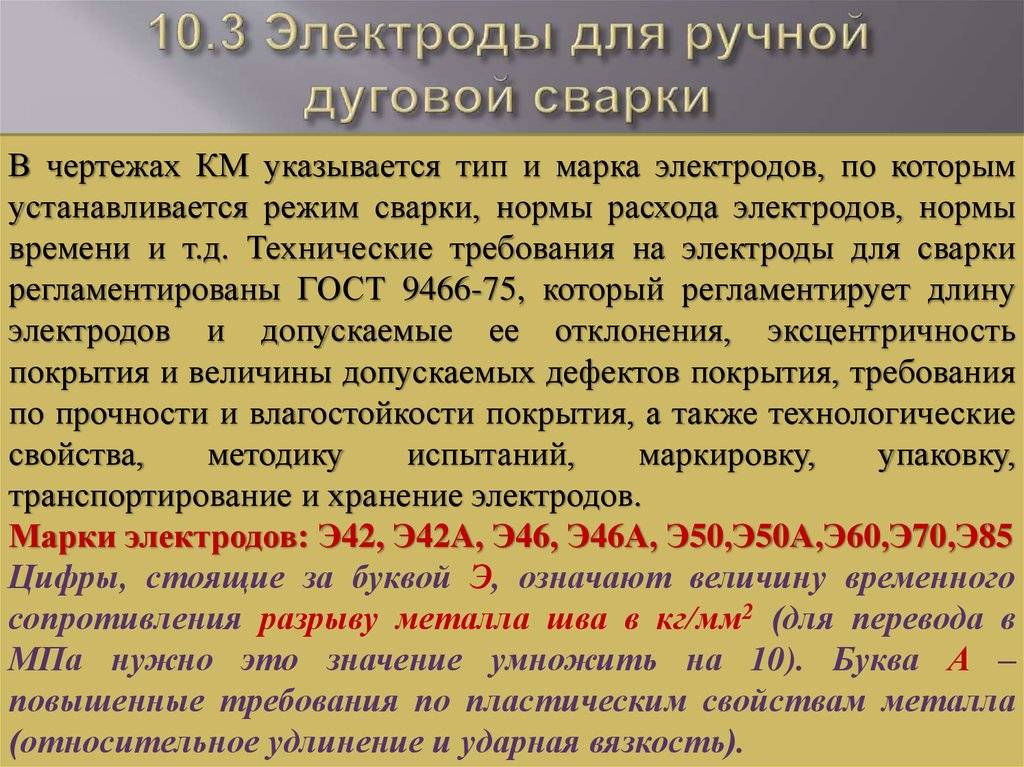
Тип и маркировка
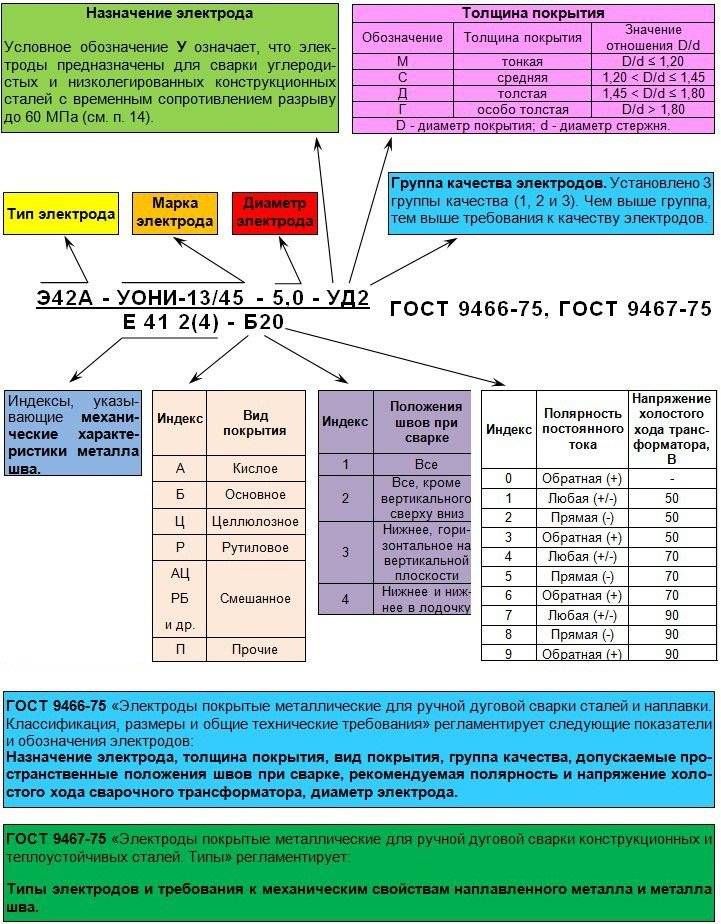
Попробуем расшифровать обозначение электродов на примере маркировке, приведенной на рисунке.
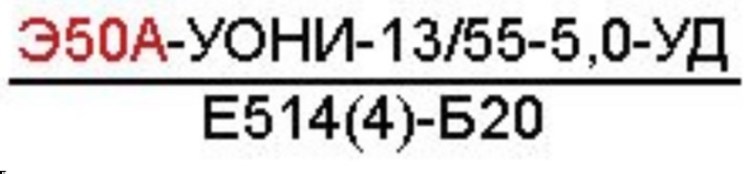
Первый комплект цифр и литер, присутствующий на пачке электродов указывает на тип изделия. В примере это Э50А.
Расходники такого типа используются для соединения изделий, изготовленных из легированной и низколегированной упрочненной стали. Само обозначение следует расшифровывать так:
- Э – изделия, применяющиеся для дуговой ручной сварки;
- 50 – максимальная прочность, измеряемая в кгс/мм2;
- А – шов характеризуется улучшенным параметром ударной вязкости, рубец пластичен.
Расшифровка электрода для сварки не вызывает затруднений, главное – запомнить или записать основные обозначения.
Марка
Присутствующие далее литерные и цифровые обозначения в маркировке электрода – его марка. Она устанавливается стандартом либо патентуется заводом-изготовителем. При этом, один и тот же расходник может относиться к нескольким маркам.
Диаметр
Расшифровка электродов по идущим далее цифрам обозначает сечение стержня в мм. По этому показателю подбор осуществляется в соответствии с толщиной металла изделия. Для нашего случая это цифра «5».
Назначение
Электродные расходники также предназначаются для соединения или наплавки определенных сортов металла. В приведенном обозначении литера «У» указывает на использование изделия для сварки низколегированных сортов стали, показатель прочности которых составляет до 60 кгс/см2.
Если требуется сваривать стали с более высоким параметром прочности, нужно использовать расходники с литерой «Л». Для соединения жаростойких сталей используются стержни с индексом «Т», для особых сталей применяются элементы с литерой «В».
Изделия, используемые для наплавочных работ, шифруются символом «Н».
Коэффициент толщины покрытия
Следующие символы в маркировке показывают толщину обмазки. Литера «Д» в приведенном примере означает толстое покрытие. Кроме «Д», элементы также выпускаются с толщиной покрытия:
- тонким – Т;
- средним – С;
- очень толстым – Г.
Какой стержень предпочесть, зависит от способа ведения работ и толщины металла.
Группа индексов
Классификация по данному принципу считается самой сложной, так как в ней учитывается одновременно несколько параметров. Индексы всегда указываются на упаковке расходников, используемых для работы с высоколегированной сталью.
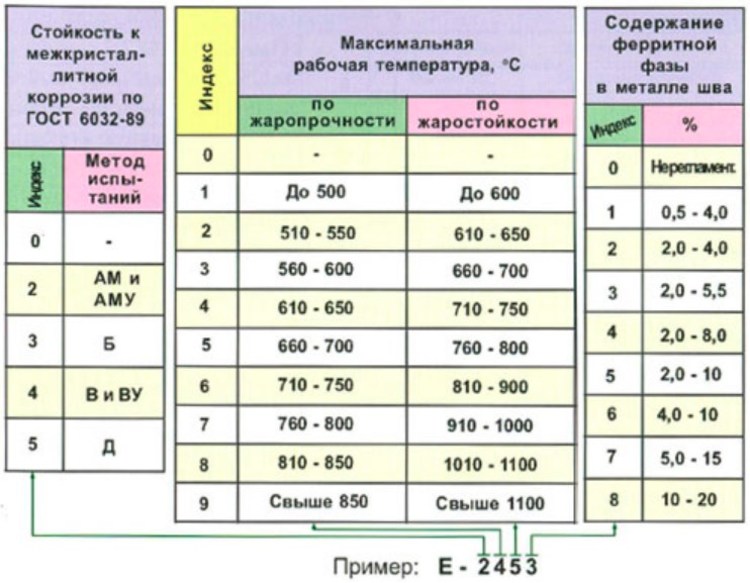
В примере каждая из цифр обозначает:
- 5 – сопротивление образованного шва коррозионным процессам.
- 1 – жаростойкость рубца при назначенной температуре.
- 4 – наибольшая эксплуатационная температура рубца. При наличии скобок – количество феррита в шве.
В таблице показаны параметры металла рубцов при сварке высоколегированных элементов.
Условная классификация наплавочных стержней может включать две группы индексов. К ранее описанному индексу добавляется еще 3 цифры, отделенных дробью от первого индекса и приведенных через дефис.
Тип покрытия
Заключительные обозначения в маркировке.
Помимо приведенных типов обмазок, электродные расходники выпускаются также и без обмазки, к примеру, прогревочные, которые не используются для работ с применением инверторов либо иных сварочных агрегатов.
Электрод для прогрева бетона ВР-4 представляет собой «голые» прутки длиной 3 метра, используемые для нагревания толщи раствора при выполнении зимних бетонных работ.
Пространственное положение
Любой из видов стержней используется только для сварки в соответствующем расположении. В рассматриваемом примере представлен стержень, используемый для соединения в любых положениях, но не в вертикальном – цифра 2.
Изделия выпускаются с иными цифрами в обозначении:
- 1 – универсального применения;
- 3 – для горизонтального либо вертикального применения;
- 4 – для размещенных внизу соединений.
Цифры принимаются в соответствии с принятыми во всем мире стандартами, они присутствуют и на упаковках изделий импортного производства.
Характеристики сварочного тока
Не на всех упаковках встречаются такие обозначения. В примере приведена цифра «0», обозначающая, что данными стержнями сварщик может пользоваться только на постоянном токе с обратной полярностью.
Основное назначение и состав сварочных электродов
Для придания изделию требуемых характеристик у него предусмотрено специальное покрытие. Благодаря ему электрод прекрасно переносит воздействие газов, прежде всего, азота и кислорода, а также помогает поддерживать устойчивость горения дуги, бороться с вредными примесями, содержащимися в расплавленном металле. Польза покрытия заключается в том, что применяемый для сварки металл или сплав обогащается необходимыми легирующими элементами.
В целом можно отметить, что для обеспечения электроду необходимых свойств в составе покрытия должны присутствовать определенные компоненты.
Важная роль отводится шлакообразующим веществам, например, мелу, мрамору, благодаря которым обеспечивается высокая защита от негативного воздействия со стороны азота и кислорода, вред которых заключается в воздействии окислительными процессами. Избавить же расплавленный металл от кислорода можно посредством таких веществ, как ферросплавы титана, марганца, алюминия и кремния. Последние представляют группу раскисляющих веществ, за счет чего и обеспечивается требуемый результат.

Для создания защитной газовой среды используют специальные газообразующие компоненты, наиболее яркими представителями которых являются древесная мука и декстрин. Задачу по приданию шву исключительных характеристик в плане устойчивости к износу, не подверженности влиянию коррозии, решают при помощи введения в состав специальных легирующих добавок.
Список этих компонентов достаточно велик, поэтому мы приведем лишь некоторые из них: хром, титан, никель, ванадий и пр. Группу стабилизирующих веществ образуют калий, натрий и кальций. Основной их эффект заключается в обеспечении ионизации сварочной дуги. Для создания надежной связи между каждым компонентом покрытия и стержнем электрода необходимо применять специальные связующие вещества, в качестве которых чаще всего используется силикатный клей.
https://youtube.com/watch?v=BTxQ9XqCyO8
https://youtube.com/watch?v=bii3jU5MdP4
Основы безопасности процесса сварки
Основные вредные факторы электродуговых работ — это:
- ультрафиолетовое излучение дуги;
- высокая температура расплавленного металла;
- вредные газы;
- поражения электрическим током.
Чтобы избежать неприятных последствий, следует
- пользоваться средствами индивидуальной защиты: маской сварщика, респиратором, защитными перчатками;
- одежа и обувь должна быть огнеупорной, плотной, не оставлять открытых участков кожи;
- перед началом работы проверять оборудование на отсутствие механических повреждений, нарушений изоляции и отсутствия утечки газов.

Меры безопасности при сварке
Нельзя также загромождать рабочую зону и работать со случайных опор.
Как выбирать электроды
Тип расходника определяется материалом конструкции и условиями ее эксплуатации.
Рекомендуются следующие марки:
| Назначение электрода | Марка расходника |
| Углеродистые и низколегированные стали | ОЗС-4, МР-3, АНО-4, GOODEL-OK46, ОЗС-6, ОЗС-12, ОЗС-21, МР-3С, АНО-21, АНО-6, АНО-25, УОНИ-13/45, УОНИ-13/55У, УОНИ-13/65, УОНИ-13/85, ЦУ-5, ВП-6 |
| Конструкции, работающие при минусовых температурах и знакопеременных нагрузках | АНО-11, GOODEL-OK48, УОНИ-13/55 |
| Трубопроводы | ТМУ-21У, GOODEL-52U |
| Высоколегированные антикоррозионные стали | ОЗЛ-7, ОЗЛ-8, ЦЛ-9, ЦЛ-11, НЖ-13, ОЗЛ-17У, ЭА-400/10, ЭА-395/9, НИАТ-1, НИАТ-5 |
| Жаростойкие и жаропрочные высоколегированные стали | ОЗЛ-6, ЦТ-15, ЦТ-28, ОЗЛ-25Б, АНЖР-1, АНЖР-2 |
| Соединение разнородных сталей – низколегированных с хромоникелевыми аустенитными сталями | НИИ-48Г |
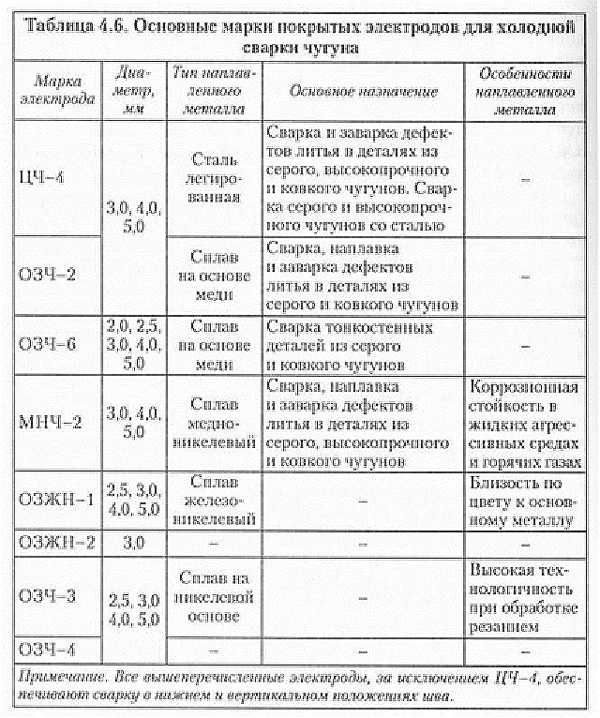
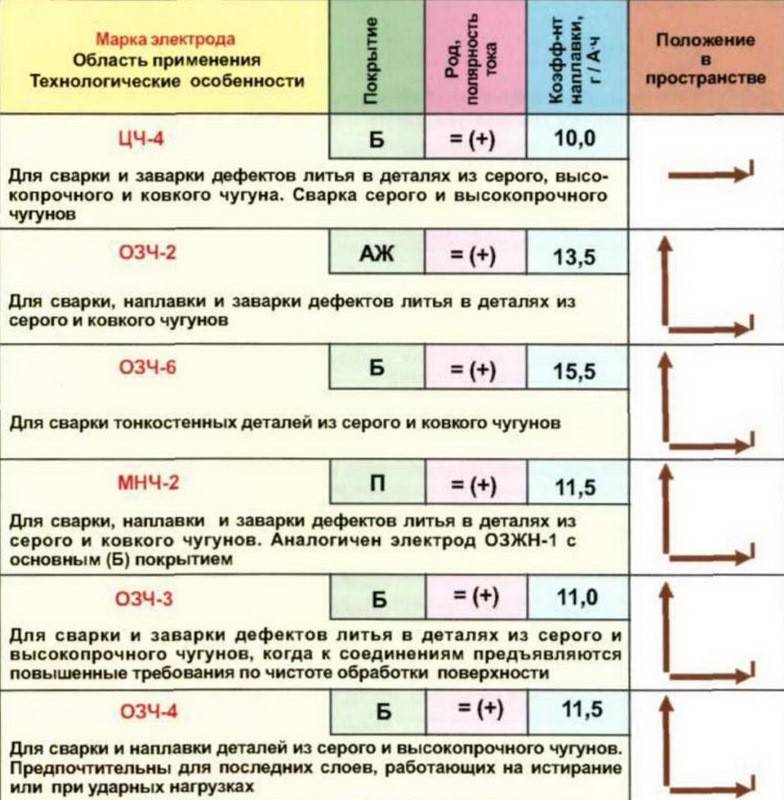
| Работа с серым и ковким чугунами, заварка дефектов чугунного литья | ШЭЗ-Ч1, ОЗЧ-1, ОЗЧ-2, ОЗЧ-6 |
| Холодная сварка конструкций из чугуна: высокопрочного с шаровидным графитом и серого – с пластинчатым | ЦЧ-4 |
| Соединение, наплавка и заварка дефектов литых деталей из серого, ковкого и высокопрочного чугуна | МНЧ-2 |
| Работа с медью и бронзой | «Комсомолец-100», АНЦ/ОЗН-3; ОЗБ-2М (для бронзы) |
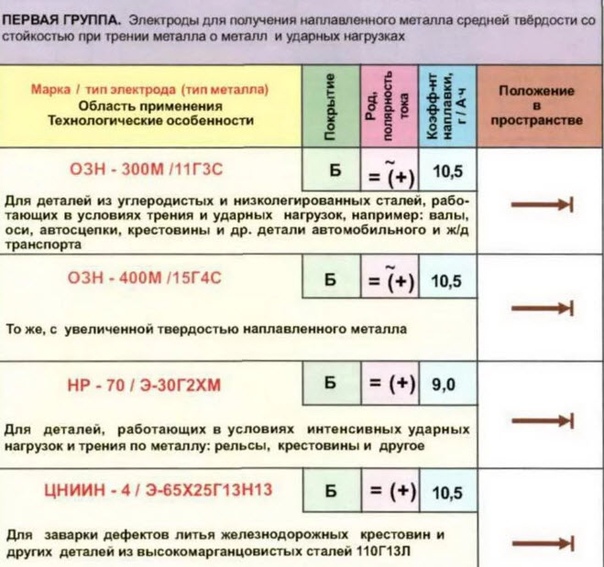
| Электродуговая наплавка | ОЗШ-1, ОЗШ-3, ВСН-10, ОЗН-300М, ОЗН-400М, ОЗН-6, ОМГ-Н, ЭН-60М, ОЗН-7, ОЗН-7М, НР-70, ЦН-6Л, ЦН-12М, ШЭЗ-Н13, 13КН/ЛИВТ, Т-590, Т-620, ЦНИИН-4, УОНИ-13/НЖ 20Х13 |
| Наплавка поверхностей кузнечно-прессовой оснастки и деталей металлургического оборудования | ОЗШ-6, ОЗШ-8 |
| Наплавка исполнительных деталей штампов холодной штамповки и горячей – с нагревом контактных поверхностей до 650°С | ОЗИ-3 |
| Легированные теплоустойчивые стали | ТМЛ-1У, ТМЛ-3У, ЦЛ-39 |
Диаметр электрода подбирают по толщине заготовки:
| Толщина заготовки, мм | Диаметр расходника, мм |
| 1,5-2 | 2 |
| 3 | 2,5 или 3 |
| 4-5 | 3 или 4 |
| 6-12 | 4 или 5 |
| Более 13 | 5 или 6 |
Заготовки толщиной менее 1,5 мм вручную не сваривают.
С диаметром расходника взаимосвязана сила сварочного тока. Рекомендуемая величина указана на упаковке.
Примерные значения приведены в таблице:
| Диаметр электрода, мм | 2 | 2,5 | 3 | 4 | 5 | 6 |
| Сила тока, А | 40-64 | 65-80 | 70-130 | 130-160 | 180-210 | 200-350 |
По требуемой силе тока выбирают сварочный аппарат.
Виды электродов для ручной дуговой сварки
Данный вид сварки осуществляется посредством постоянного и переменного тока. Работа с постоянным током требует применения выпрямителей или специальных преобразователей.
Для переменного тока используют сварочные трансформаторы особой конструкции. Наиболее распространенным является метод с использованием плавящегося в дуге стержня. Он позволяет работать с легированными и углеродистыми сталями, чугунами и некоторыми цветными металлами.
В первом случае швы формируются в результате расплавления электрода. Во втором – плавится присадочный материал, вводимый внутрь сварочной ванны.
Существует несколько критериев разделения электродов:
- толщина;
- качество;
- тип покрытия.
Кроме того они могут быть металлическими и неметаллическими. Ко второму типу относятся только неплавящиеся.
Как выбрать диаметр электрода, как его подключить и какую выставить силу тока
Выбрать марку электродов для инвертора еще не все. Даже если вы определились, остаются, как минимум, три вопроса:
- какой диаметр электрода использовать при сварке;
- какой ток выставить;
- к какому выходу «+» или «-» подключить электрод.
Обо всем по порядку. Начнем с того, какой диаметр электрода необходим для сварки. В общем рекомендуют исходить из толщины свариваемых металлов: при небольших толщинах электрод берут с диаметром того же размера, что и металл. Если вы варите металл 3 мм толщины, то и электроды берете аналогичного размера. Если варите что-то более толстое, соответственно берете 4 мм. Но большими электродами новичкам работать будет сложно. Начинайте осваивать сварку с толщины металла 3-4 мм. Для этого используйте электроды 3 мм, или как говорят «тройку».
Общие рекомендации по выбору диаметра электрода в зависимости от толщины металла
Относительно того, как какому выходу подключать электроды. В технических характеристиках на пачке, скорее всего, указано, для какой полярности предназначен электрод. При обратном подключении к положительному выходу подключают электрод, к отрицательному зажим, который цепляют на деталь. При прямой полярности на деталь сажают плюс, на электрод подают минус. Как это выглядит на сварочном инверторе, показано на фото.
Прямая и обратная полярность подключения на сварочном инверторе
Чем отличаются эти два типа подключения? Разное направление имеет поток электронов. Как известно, электроны движутся от «минуса» к «плюсу». Потому при сварке получается, что тот элемент, который подключен к «+» греется сильнее. Меняя режимы подключения можно управлять интенсивностью нагрева металла.
Рассмотрим несколько ситуаций. Например, у вас электрод 3 мм, металл 2 мм. Если на деталь подать «+» может получиться прогар. Потому в этом случае лучше использовать обратную полярность, при которой будет больше греться электрод. Если вы той же тройкой хотите сварить 6 мм металл, лучше это делать на прямой полярности: так разогрев металла будет более глубоким и шов получится более прочным.
Как выбрать сварочный инверторный аппарат читайте тут. Может вас заинтересует строительство забора из профнастила.
Сила тока при сварке
В общем случае при установке электрода сила сварного тока для инвертора выставляется в зависимости от диаметра используемого электрода. Вообще, на каждой пачке есть рекомендации, но можно обойтись и без них: на каждый миллиметр диаметра берут 20-30 Ампер тока. Получается довольно широкий диапазон, но далее нужно еще учесть как будете класть шов: с отрывом или без. Для сварки без отрыва ставят более низкие токи, с отрывом — более высокие.
Каким током нужно варить при разных электродах (общие рекомендации, точно подбирайте опытным путем)
Например, для электрода диаметром 3 мм расчетный ток получается от 60 А до 90 А. Реально работают в диапазоне от 30 Ампер до 140 Ампер. При сварке без отрыва выставляют ток порядка 70-90 А, с отрывом — 90-120 А. Эти параметры могут «гулять» в обе стороны: зависит еще от скорости движения кончика электрода, от марки и «текучести» свариваемой стали, от положения шва (для вертикального и горизонтального шва ставят чуть меньше, для потолочного — еще меньше).
В общем, даже рекомендованные производителем токи — это далеко не требование. Начинайте с них, а потом подбирайте так, чтобы вам было удобно работать и шов получался хороший. У вас должно получиться качественное соединение, а соотношение силы тока и скорости движения вы подберете экспериментальным путем. При этом ориентируйтесь на состояние сварной ванны. Она — ваш главный показатель качества.
О том как правильно варить инверторной сваркой читайте тут.
Ошибки, которые могут возникнуть при сварке
Теперь вы знаете не только, как выбрать электроды для инверторной сварки, но и как их подключить, какого диаметра они вам нужны для этой работы, и как для каждого типа электрода и шва подобрать ток. Теперь поговорим немного о держателях для электродов.
Пример расшифровки
Разберем теперь расшифровку сварочных расходников на примере известного всем электрода АНО-21, выпускающихся преимущественно с покрытием серого цвета.
Приведенные группы обозначений указывают на:
- – Тип стержня (согласно классификации, материал относится к группе Э46, используемой для соединения материалов из низколегированных и углеродистых сортов стали).
- – Марка стержня, в этом случае – АНО-21.
- – Сечение стержня, составляющее в рассматриваемом случае – 2,5 мм.
- – Предназначение расходника. Литера У обозначает принадлежность материала для работы с определенными марками стали.
Сергей Астафьев, сварщик, стаж работы 30 лет: Разобравшись с основными принципами шифрования электродов, назначении всех цифр или литер, маркировка уже не выглядит чем-то сложным и невообразимо непонятным. Выбор нужного расходника для выполнения соединения либо наплавки теперь прост. Только узнав название электрода, можно сразу же представить все его характеристики и сварочные параметры».
Виды электродов
Несмотря на то, что электроды тяжело поддаются классификации, есть решение этого вопроса.
Все стержни отличаются по виду материала, который лежит в их основе. Стержни могут быть разными по своему покрытию.
Основные виды электродов:
- Тающий механизм. Материал, из которых производят такие электроды – это металлы. Часто берут чугун, сталь или алюминий. Выбор связан с тем, какой материал нужно обрабатывать. Такие электроды являются и анодом, и катодом одновременно. Стержни применяют в 9 случаях из 10.
- Электроды, которые не плавятся. Для работы используют провода. Механизм изготовлен из угля, вольфрама или графитовых соединений. Ровный шов создают с проволокой. Рекомендовано работать с прямой полярностью. РД сварка подразумевает использование стержней из вольфрама. Причина этому – высокая температура плавления.
- Непокрытая конструкция. Их применяют тогда, когда нужно их связать флюсом. Он будет быстро плавиться во время работ. Не подходит для РД сварки.
- Электроды с облицовкой. Их берут в 8 случаях из 10. Такой материал при РДС помогает защитить конструкцию от негативного воздействия воздуха, сделать горение арки более стабильным и улучшить качество всех швов. Активно используют при работе полуавтомата и автоматики.
Особенности маркировки
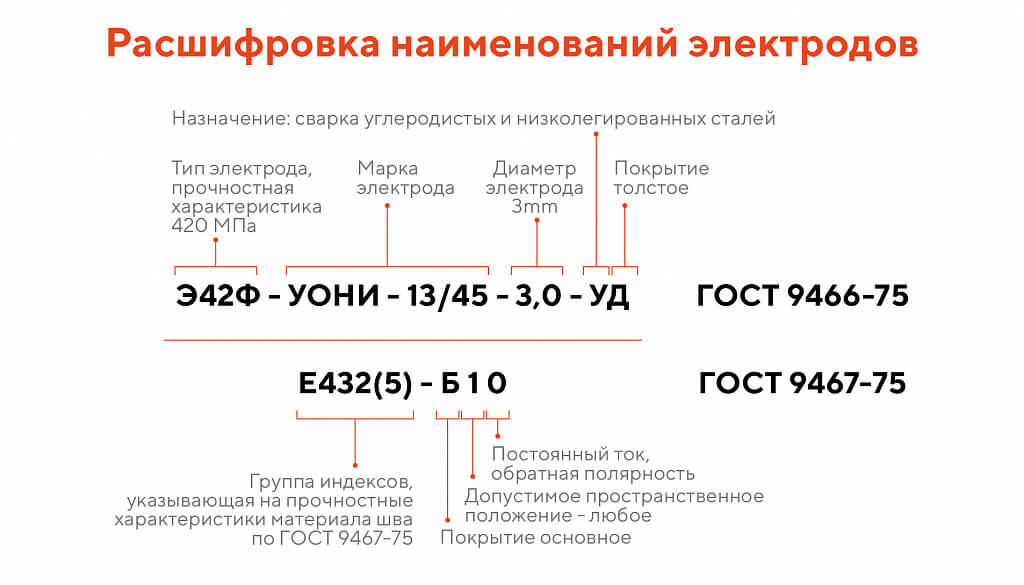
Для правильного выбора электрода нужно научиться расшифровывать маркировку. Поэтому для лучшего ее понимания разберу следующий пример надписи на коробке – Э50-УОНИ-13/50-4,0-УД)/(Е432(5)-Р12. Расшифровываются данные так:
- Э50 – Э – электрод для сварки дугового типа, 50 – предел прочности в кгс/мм².
- УОНИ-13 – название производителя.
- 50-4,0 – предел прочности в кгс/мм² и диаметр стержня в мм.
- УД – электрод для углеродистых сталей с толстой обмазкой.
- Е483(5) – характеристики шва: 48 – стойкость на разрыв в 480 МПа, 3 – удлинение не более 30 %, 5 – сваривание допустимо при температуре не ниже -40°C.
- Р10 – Р – рутиловый, 1 – любое расположение в пространстве, 2 – прямая полярность.
Видео-пример расшифровки маркировки электродов:
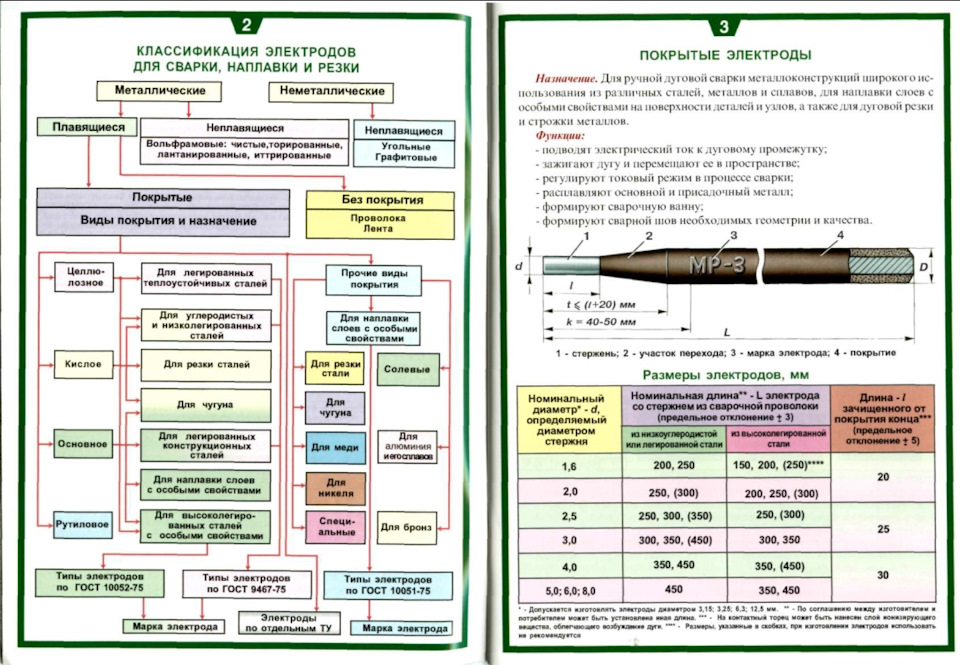
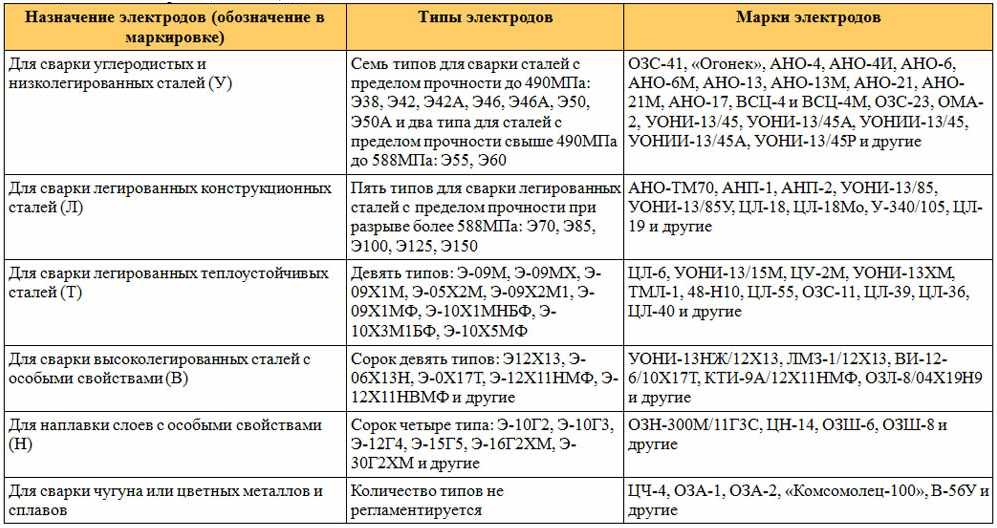
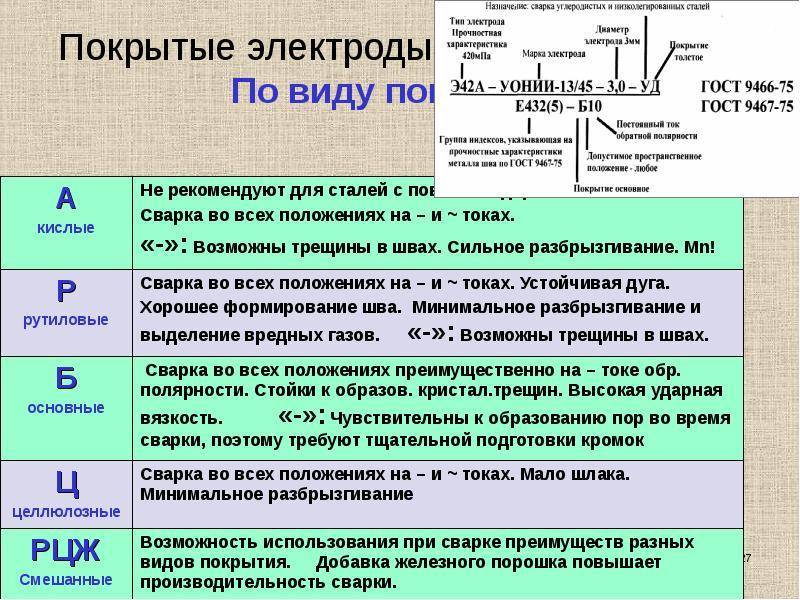
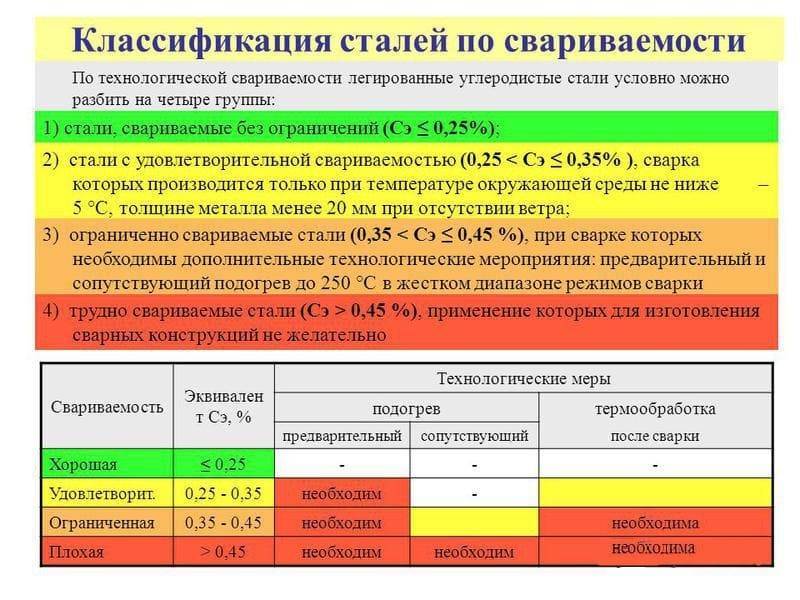
Классификация стальных покрытых электродов для ручной дуговой сварки
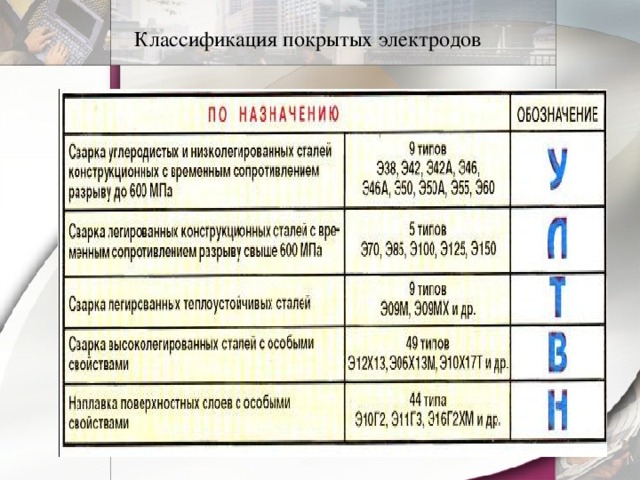
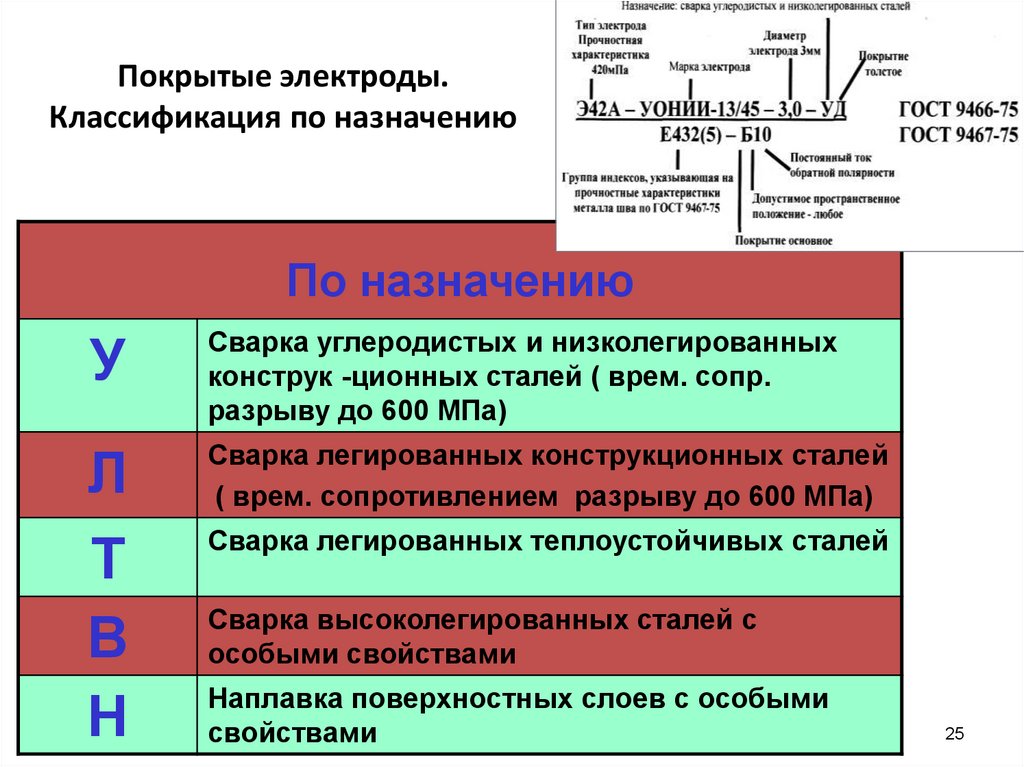
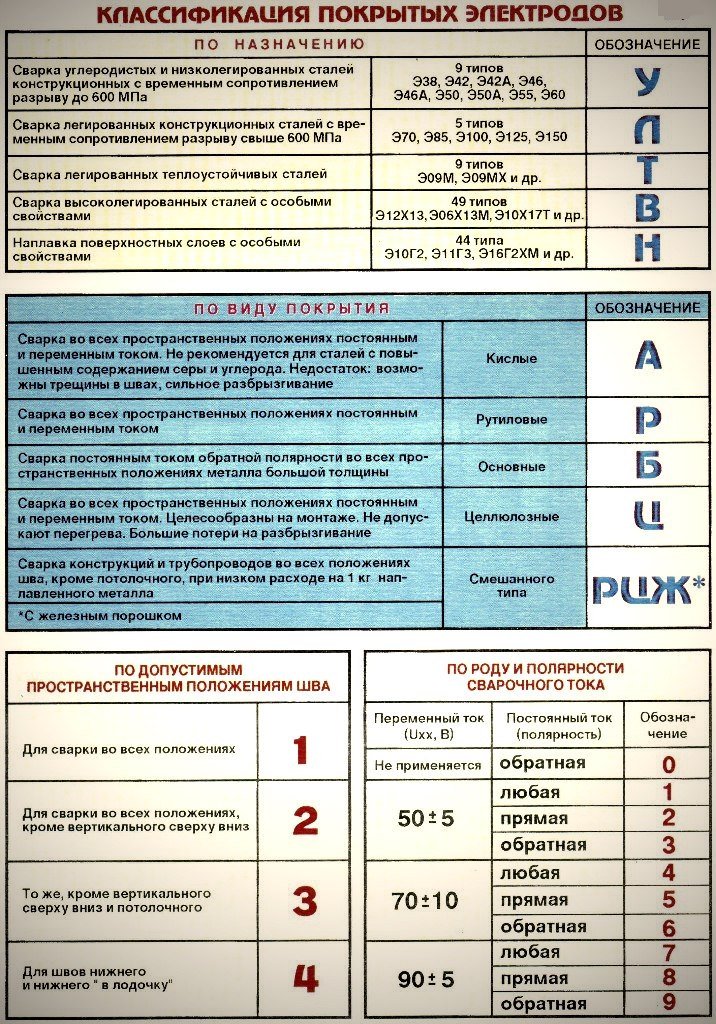
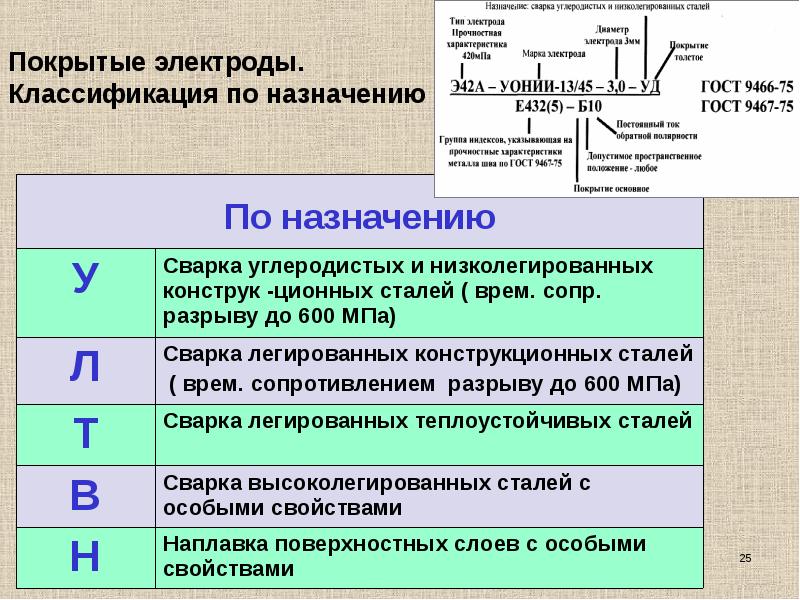
Классификация покрытых электродов, в зависимости от их назначения
Электроды для ручной дуговой сварки изготавливают в соответствии с требованиями
ГОСТ9466. В зависимости от области применения, согласно ГОСТ9467, стальные покрытые
электроды для дуговой сварки делятся на следующие группы:
У — для сварки углеродистых и низкоуглеродистых конструкционных сталей с временным
сопротивлением разрыву 600МПа. Для этой цели, согласно ГОСТ9476, используются
следующие марки электродов: Э38, Э42, Э42А, Э46, Э50, Э50А, Э55, Э60.
Л — электроды данной группы применяют для сварки легированных сталей, а также
для сварки конструкционных сталей с временным сопротивлением разрывы более 600МПа.
Это такие марки электродов, как Э70, Э85, Э100, Э125, Э150.
Т — данные электроды предназначены для сварки легированных теплостойких сталей.
В — электроды для сварки высоколегированных сталей с особыми свойствами (ГОСТ10052).Н
— электроды для наплавки поверхностных слоёв с особыми свойствами.
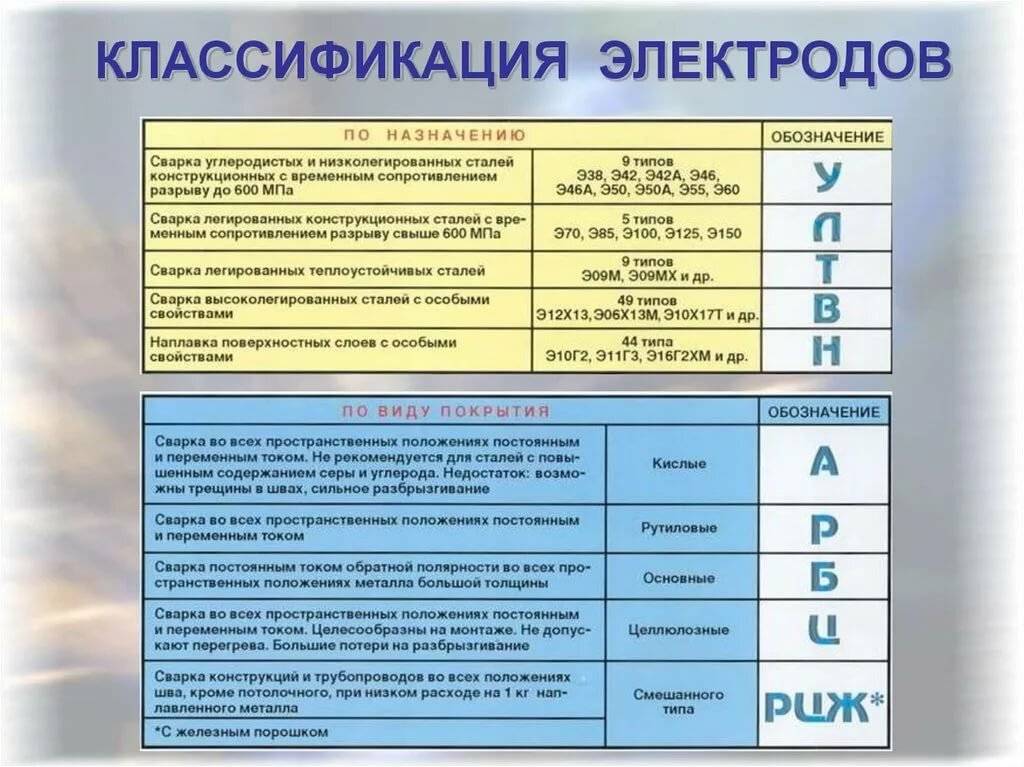
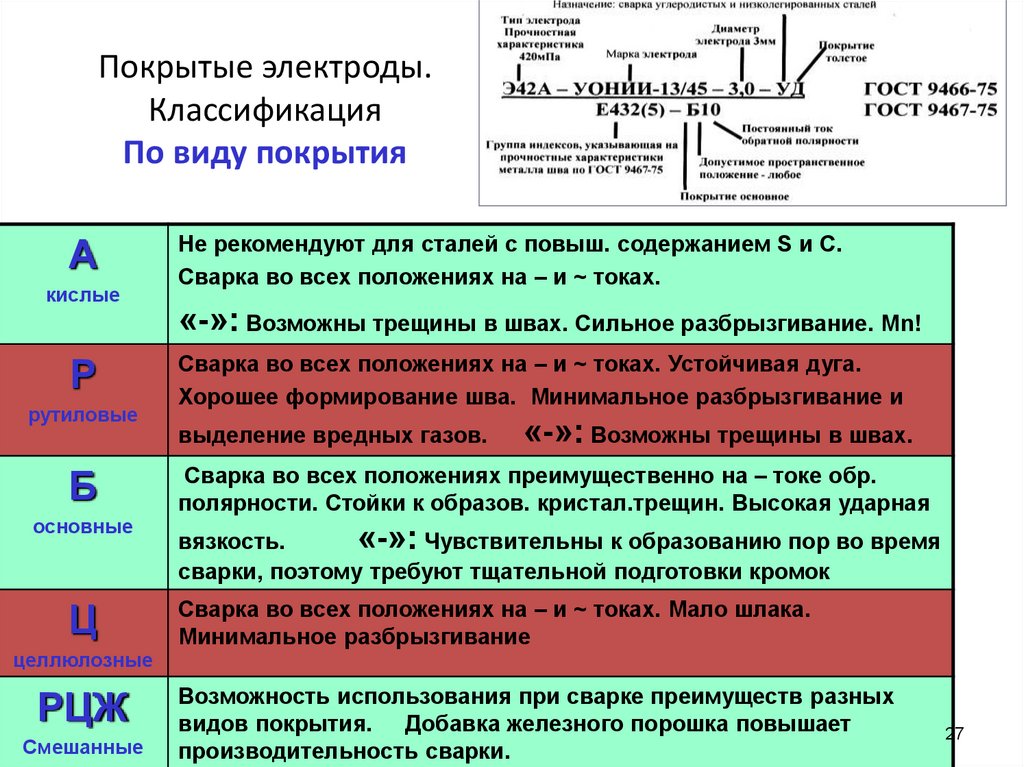
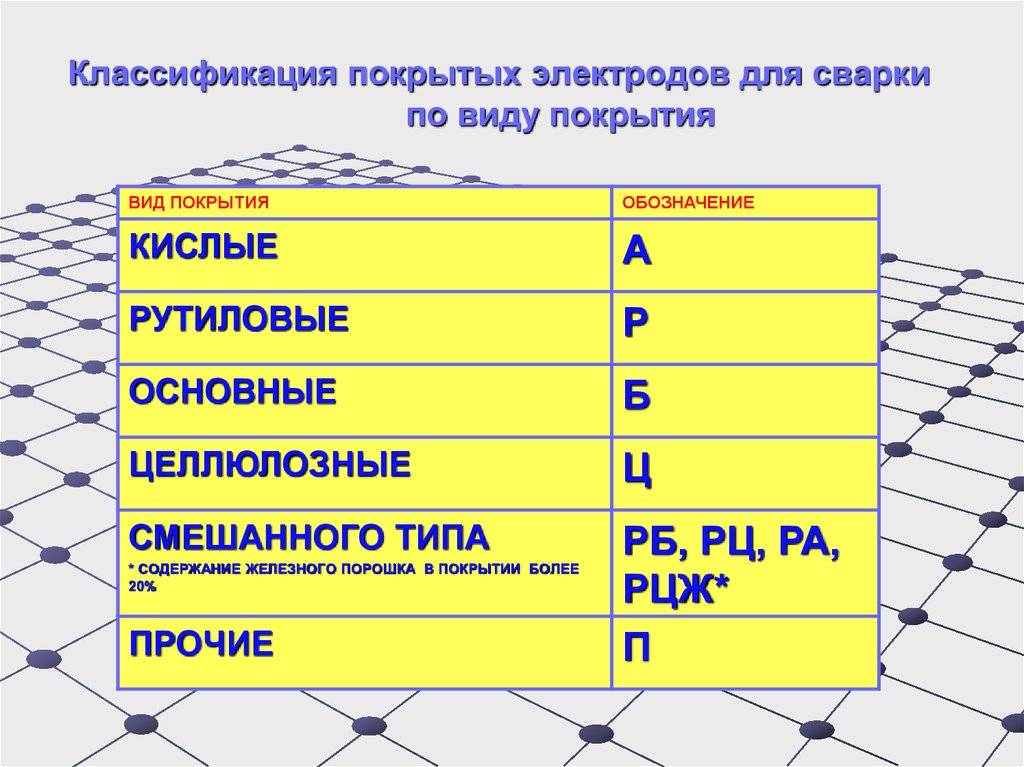
Классификация электродов, в зависимости от вида покрытия
А — электроды с кислым покрытием (например, АНО-2, СМ-5 и др.). Эти покрытия
состоят из оксидов железа, марганца, кремнезёма, ферромарганца. Эти электроды
обладают высокой токсичностью из-за содержания оксида марганца, но, при этом,
обладают высокой технологичностью.
Б — основное покрытие (электроды УОНИ-13/45, УП-1/45, ОЗС-2, ДСК-50 и др.).
В состав этих покрытий не входят оксиды железа и марганца. В состав покрытия
для электродов УОНИ-13/45 входят мрамор, плавиковый шпат, кварцевый песок, ферросилиций,
ферромарганец, ферротитан, замешанные на жидком стекле. При сварке электродами
с основным покрытием, получается сварной шов с высокой пластичностью. Данные
электроды используют для сварки ответственных сварных конструкций.
Р — электроды с рутиловым покрытием (АНО-3, АНО-4, ОЭС-3, ОЗС-4, ОЗС-6, МР-3,
МР-4 и др.). Основу покрытия данных электродов составляет рутил TiO2, давший
название этой группе электродов. Рутиловые электроды для ручной дуговой сварки
менее вредные для здоровья, чем другие. При сварке металла такими электродами
толщина шлака на сварном шве небольшая и жидкий шлак быстро твердеет. Это позволяет
использовать данные электроды для выполнения швов в любом положении.
Ц — группа электродов с целлюлозным покрытием (ВСЦ-1, ВСЦ-2, ОЗЦ-1 и др.).
Компонентами для таких покрытий являются целлюлоза, органическая смола, тальк,
ферросплавы и некоторые другие составляющие. Электроды с таким покрытием можно
использовать для выполнения сварки в любом положении. Преимущественно они используются
при сварке металлов малой
толщины. Недостатком их является пониженная пластичность сварного шва.
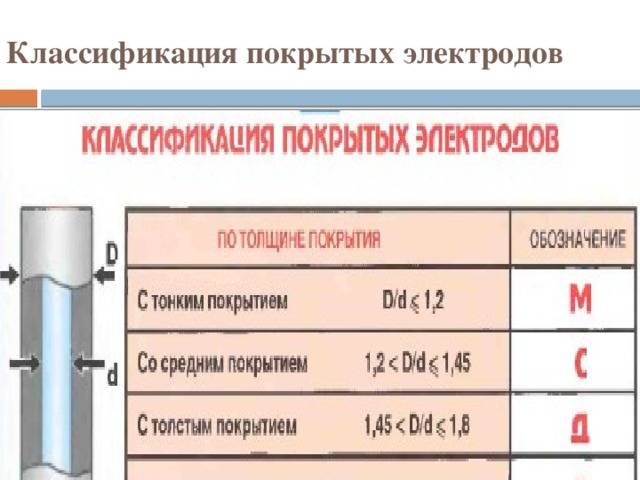
Классификация электродов по толщине покрытия
В зависимости от толщины покрытия (отношения диаметра электрода D к диаметру
электродного стержня d), электроды подразделяются на группы:
М — с тонким покрытием (соотношение D/d не более 1,2).
С — со средним покрытием (соотношение D/d в пределах от 1,2 до 1,45).
Д — с толстым покрытием (соотношение D/d в пределах от 1,45 до 1,8).
Г — электроды с особо толстым покрытием (соотношение D/d более 1,8).
Классификация электродов по качеству
Классификация по качеству включает в себя учёт таких показателей, как точность
изготовления, отсутствие дефектов в сварном шве, выполненном электродом, состояние
поверхности у покрытия, содержание серы и фосфора в металле сварного шва. В
зависимости от этих показателей, электроды делятся на группы 1,2,3. Чем больше
номер группы, тем лучше качество электрода и выше качество
сварки.

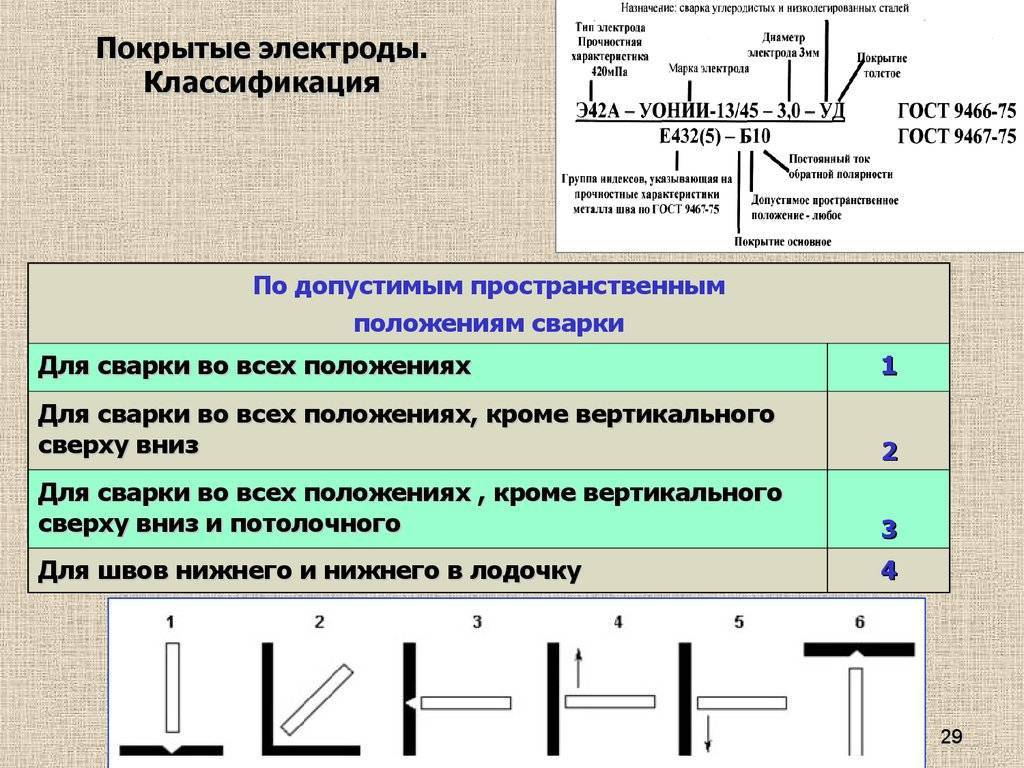

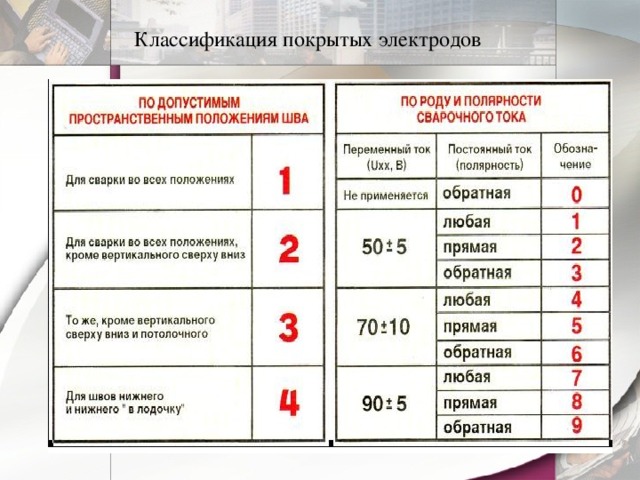
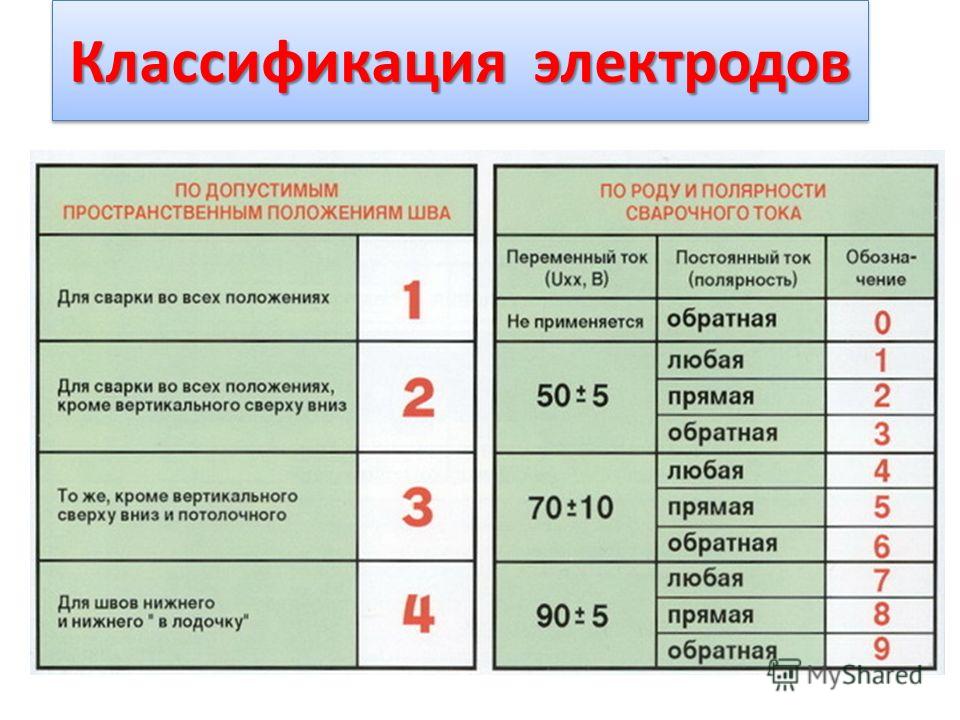
Классификация электродов по пространственному положению при
сварке
Различают 4 группы электродов, в зависимости от допускаемого пространственного
расположения свариваемых деталей:
1 — допускается сварка в любом положении;
2 — сварка в любом положении, кроме выполнения вертикальных швов сверху вниз;
3 — сварка в нижнем положении, а также выполнение горизонтальных швов и вертикальных
снизу вверх;
4 — сварка в нижнем положении и нижнем «в лодочку».
Кроме вышеперечисленных способов классификации, ГОСТ9466 предусматривает классификацию
электродов в зависимости от полярности сварочного тока, напряжения холостого
хода, вида источника питания сварочной дуги. Исходя из этих показателей, электроды
делятся на десять групп и обозначаются цифрами от 0 до 9.
Сварочные материалы: хранение и подготовка к работе.
Покрытые сварочные электроды. Хранение покрытых электродов предполагает: 1) наличие специального складского помещения (временного либо постоянного); 2) тщательную сортировку электродов сварочных по типам, маркам и диаметрам, в отдельных случаях – по специфическим свойствам; 3) защиту электродов от любых механических и других повреждений; 4) регулярную проверку условий хранения и качества электродов в ходе хранения.
Помещение для хранения сварочных электродов должно быть отапливаемым и сухим, иметь освещение, вентиляцию. Температура и влажность должны постоянно замеряться ответственным за хранение электродов. Поддерживаться они должны на следующем уровне: 1) температура – не ниже +10 о С и не выше +30 о С; 2) влажность – не выше 40%.
Важность правильного хранения электродов подтверждается данными, что влажность покрытия электродов типа УОНИ составила после 40 суток хранения:
в специальном пенале . . . . . . . менее 0,1%
в отапливаемом помещении . . . .0,2–0,4%
в неотапливаемом помещении . . . 2–2,1%

Склад должен быть оборудован стеллажами, каждое гнездо снабжено табличкой с указанием типа, марки и диаметра электродов. В разных гнездах желательно размещать электроды разных плавок и изготовленных в различное время.
На стеллажах электроды необходимо хранить так, как они прибыли от производителя – в пачках, а не россыпью.
На склад принимаются только те электроды, которые имеют сертификат либо успешно прошедшие сертификатные испытания.
Сварочные электроды подвергаются входному контролю. В некоторых случаях по результатам контроля необходимо рассортировать электроды по специальному признаку (содержание феррита, коэффициент разбрызгивания и т. п.), хотя электроды и соответствуют требованиям стандартов или ТУ.
В процессе хранения электроды могут подвергнуться увлажнению покрытия, механическому повреждению его, а так же старению.
Самым опасным является для электродов увлажнение покрытия. Итог этого – пористость сварных швов. Поры могут быть и внутренними, и выходящими наружу (свищи) и сквозными. Увлажненность покрытия ведет к плохому формированию шва, его грубой чешуйчатости. Таким образом, нарушается плотность, прочность и товарный вид сварочного шва. Поэтому электроды с увлажненным покрытием не должны применяться для сварки ответственных швов.
Выполнять прихватки такими электродами также категорически запрещается. Сварщик, особенно малоопытный, не всегда осознает опасность использования сырых электродов, поскольку не всегда последствия этого – поры в шве – видны невооруженным глазом. Задача инженерно-технических работников по сварке доведение до всех сварщиков правила «увлажненными электродами не работать» и тщательно контролировать его выполнение.