Преимущества и недостатки газовой сварки металлов
Газовая сварка металлов — это наиболее простой тип сварки, не требующий применения дорогостоящего сварочного аппарата. Газ или сварочную смесь легко приобрести на рынке.
При газовой сварке металлов нет необходимости в наличии мощного источника энергии и защитных сред. Пламя поддается контролю путем регуляции его основных параметров – мощности, видов, степени нагрева деталей и т.п.
Недостатки газовой сварки металлов:
- При помощи горелки металлы нагреваются очень медленно.
- Зона тепла, выдаваемая при применении такой технологии, распространяется на значительную площадь, вследствие чего тепло характеризуется низкой концентрацией.
- Цена топлива или электричества достаточно высока.
- В результате низкой тепловой концентрации снижается эффективность газовой сварки.
- Плохо поддается автоматизации.
Преимущества газовой сварки
- Не нужно сложного дорогого оборудования и дополнительного источника электроэнергии. Таким образом, сваривать можно даже в чистом поле. Кстати, все нефтепроводы, создаваемые в промежутке между 1926 и 1935 годами, сваривались именно с помощью газовой сварки. Эта же особенность позволяет проводить ремонтные работы в самых разных частях зданий, сооружений, областях и регионах.
- Можно в очень широких пределах варьировать мощностью пламени, сваривая металлы с самыми разными температурами плавления.
- Чугун, медь, свинец и латунь лучше свариваются с помощью газовой сварки.
- При правильном выборе марки присадочной проволоки, мощности и вида пламени, получаются высококачественные швы. Когда подтвердилось высокое качество получаемых швов, газоацетиленовой сварке доверялись самые ответственные производственные участки.
- Медленный нагрев и остывание свариваемых поверхностей.
- Сварщик может легко варьировать температурой пламени. Оказывается, при изменении угла наклона пламени к свариваемой поверхности меняется также температура. Если пламя расположено по нормали, то его температура максимальна.
- Прочность получаемых при газовой сварке швов может быть выше, чем при электродуговой сварке с применением электродов низкого качества.
- Газовая сварка позволяет сваривать, резать и закалять металлы.
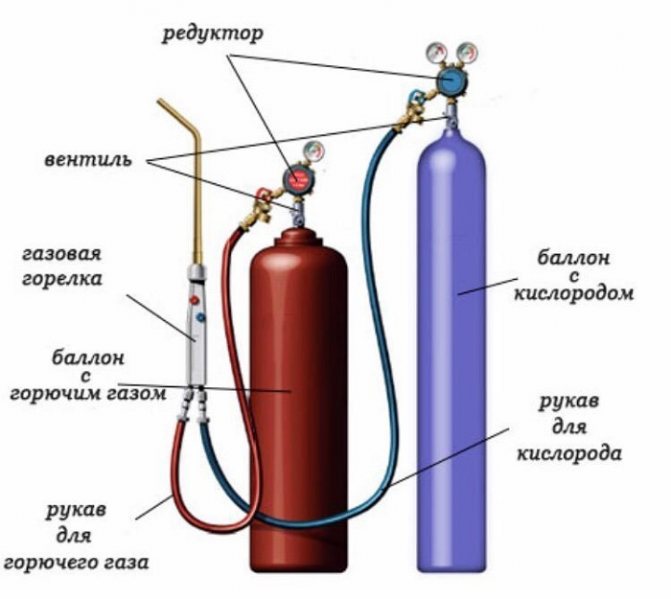
На рисунках показаны баллоны используемые для газовой сварки.
Другие виды сварки
Важнейшим элементом любой металлоконструкции является сварной шов. В связи с этим техника сварки вертикальных швов, а также других вариантов соединения будет крайне полезна новичкам.
Существует большое количество методов, применяемых для формирования надежных стыков в случае различного расположения деталей относительно друг друга. Также разработаны специальные техники движения электродов, например, елочкой, лодочкой и т.д.
К наиболее простым видам сварки относится работа в горизонтальном положении. Однако существуют и более сложные виды швов.
Стыковые
Проще всего осуществлять данный тип соединения не на вертикальной плоскости, а на горизонтальной.
Чертеж сварочных швов.
Выполнять сварочный процесс можно несколькими способами:
- в пространстве;
- на съемной медной подкладке;
- с предварительным швом.
В первом случае самым трудным является проваривание корня по всему изделию. Упростить задачу может применение медной подкладки. Благодаря высокой теплопроводности она предотвратит оплавление поверхности под деталями в результате контакта с расплавленным материалом. Ее можно легко удалить после окончания работ.
Сварные многослойные
Данная технология предусматривает проведение нескольких проходов. Перед каждым проходом предыдущий слой очищается и остывает. В связи с этим подобный способ соединения существенно отличается от других.
Слои варятся с использованием электродов разного диаметра. Нижний свариваем стержнями в 3-4 миллиметра в диаметре, а последующие – 5-6 миллиметров. Самый верхний слой является выпуклым, кроме того он выполняет термообработку нижних слоев.
https://www.youtube.com/watch?v=yEz_cweZtyQ
Кольцевые
Используется в стыковке труб и различных деталей запорной арматуры. Представляет собой смешанные виды дуговой сварки.
Вначале электросваркой делается вертикальный шов сбоку трубы, затем по окружности формируется горизонтальный. Таким же образом осуществляется сварка пластин, расположенных на потолке.
Особенности техники подготовки к кольцевой сварке следующие:
- изделие тщательно очищается;
- деформированные участки обрезаются и выравниваются;
- кромки зачищаются до блеска.
Обработка стыков во время сварочного процесса осуществляется постоянно, а повороты провариваются в несколько проходов. Каждое последующее соединение наносится только после очистки предыдущего от шлака.
В случае обнаружения трещин их удаляют, а образованный фрагмент заново заваривают.
Потолочные
Характеристики разных видов сварных соединений.
Каждый неопытный сварщик окажется в замешательстве, столкнувшись с необходимостью сварить потолочный шов электросваркой. Данный тип соединения можно смело назвать сложнейшим сварочным швом. Следует отметить, что потолочная сварка вызывает массу проблем, связанных с неудобным положением мастера при работе.
Капли раскаленного металла так и норовят сорваться и упасть вниз, что еще больше осложняет процесс работы. Сам же расплавленный метал удерживается в ванне за счет действия силы поверхностного натяжения.
Сварка потолочного шва предполагает расположение электрода по нормали к поверхности изделия. При этом стержень осуществляет круговые движения. Таким образом удается расширить соединение.
Дуга должна быть короткой, чтобы исключить подрезы. Варить потолочный шов необходимо по следующей методике – металл должен затвердеть с наибольшей скоростью. Подобного эффекта удается достичь при использовании электродов с покрытием, у которого высокая температура плавления.
Помимо круговых следует также совершать вертикальные движения. Отдаление электрода от ванны приведет к гашению дуги. В результате металл начнет остывать и ванна уменьшится.
Таким образом, помимо стандартных дефектов формируемых при сварке, сварка потолочных швов характеризуется еще одной неприятной особенностью, избавиться от которой невозможно. Осуществляя подобное соединение необходимо заранее понимать то, что оно будет ослабленным и менее надежным, чем любое другое.
В связи с вышесказанным, в промышленном производстве подобные стыки практически полностью отсутствуют.
Виды пламени
Одним из достоинств газосварки является возможность использования огня с разными химическими свойствами: окислительным, восстановительным, с повышенным содержанием ацетилена.
«Нормальным» считается восстановительное пламя, при котором металл окисляется с той же скоростью, что восстанавливается. Оно применяется в большинстве случаев. Для соединения деталей из бронзы и других сплавов с содержанием олова применяется только восстановительный огонь.
Окислительное пламя образуется при увеличении количества кислорода в газовой смеси. В некоторых случаях оно предпочтительно и даже необходимо, например, при соединении латуни и пайке твердым припоем.
Особое свойство окислительного пламени состоит в возможности увеличить скорость газовой сварки. Но при этом необходимо применять специальную присадку, содержащую раскислители — марганец и кремний.
Если использовать с окислительным пламенем в качестве присадочной проволоки тот же материал, что и в свариваемых деталях (за исключением латуни) — шов выйдет хрупким, с большим количеством пор и каверн.
Пламя с увеличенным содержанием горючего газа применяется для наплавки на какую-либо деталь другой детали из более твердого сплава, а также при варке деталей из чугуна и алюминия.







Проволока и флюс для выполнения сварки
Для осуществления сварки металлов, кроме газа, необходимы также проволока и флюс. Именно за счет этих материалов создается сварочный шов, формируются все его характеристики. Проволока, которая используется для сварки, должна быть чистой, без признаков коррозии и краски на ее поверхности. В отдельных случаях в качестве такой проволоки можно использовать полоску того же металла, который подвергается свариванию. Для того чтобы обеспечить защиту сварочной ванны от внешних факторов, необходимо использовать специальный флюс. В качестве такого флюса часто используются борная кислота и бура, которые наносятся непосредственно на поверхность свариваемого металла или на используемую для сварки проволоку. Без флюса может выполняться газовая сварка углеродистой стали, а при соединении деталей из алюминия, меди, магния и их сплавов такая защита необходима.
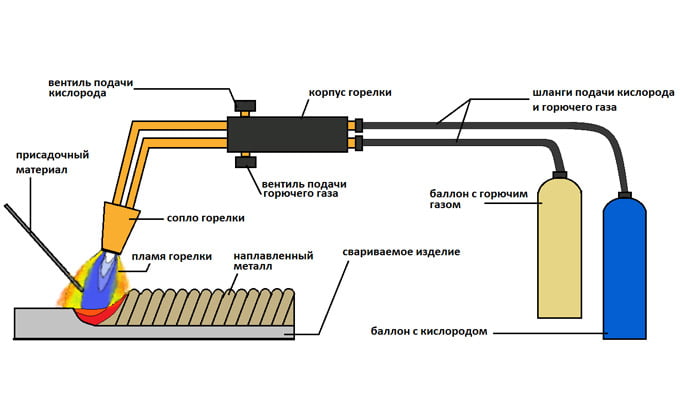
Газовое сварочное оборудование
Сварочное оборудование состоит из следующих компонентов:
Водяной затвор, необходимый для предохранения генератора ацетилена и трубы от обратной тяги огня.
Баллон с газом, имеющий конусообразную резьбу на отверстии, используемую для установки закрывающегося вентиля. Цвет баллона зависит от рода помещенного в нем газа (голубой – для кислорода, белый – для ацетилена, желто-зеленый – для водорода, красный – для других газов). Сверху баллон нельзя красить, т.к. газ не должен контактировать с краской во избежание воспламенения.
Редуктор, снижающий давление газа на выходе. Одновременно служит клапаном сброса давления.
Шланги, имеющие сплошную красную линию и функционирующие при давлении до 6 атм., относятся к 1-му классу. Для передачи бензина и керосина нужен 2-й класс шлангов, имеющих желтую полосу. Шланги 3-го класса выполнены в синей цветовой гамме. Их рабочее давление составляет 20 атм.
Горелка, смешивающая газы и выпускающая из мундштука смесь, плавящую металлы.
Сварочный пост, представляющий собой стол, оборудованный тумбами и местами для хранения инструмента, т.е. должным образом обустроенное рабочее место.
При изменении редуктором состава ацетилена меняется и характер пламени, которое может быть 3 типов:
- восстановительного;
- окислительного;
- с излишком газа.
Сварка металлов:
- Углеродистая сталь – варится при помощи любого газа.
- Легированная сталь – обладает более низкой теплопроводностью, поэтому может коробиться.
- Чугун – требует науглероживающего пламени.
- Медь – ей необходимо мощное пламя высокой температуры и флюс для раскисления.
- Латунь – быстро варится посредством газового метода и требует сверхподачи кислорода.
- Бронза – нуждается в восстановительном пламени и проволоке.
Область применения для полуавтоматов
При электродуговой сварке полуавтоматическим аппаратом облако защитного газа необходимо предотвратить контакт расплавленного металла в сварочной ванне с кислородом, азотом и водяными парами, содержащимися в атмосферном воздухе. Такой контакт приводит к образованию окислов и других нежелательных соединений, ухудшающих качество шва, ведущих к образованию пористости, трещин и других дефектов. Облако защитного газа вытесняет воздух из рабочей зоны и надежно закрывает ее. Газ необходимо постоянно подавать в рабочую зону.
Электродуговая сварка в облаке защитных газов используется для практически всех металлов и их сплавов — от черных до цветных, легких, таких как алюминий или магний, и редкоземельных.
Такую технологию используют как на промышленных предприятиях, в полуавтоматических и автоматических агрегатах, так и в небольших ремонтных мастерских. В последнее время оборудование стало доступно и домашним мастерам.
Оборудование
Сварочный пост (рабочее место сварщика) включает:
- кислородные баллоны (хранение запасов кислорода);
- редукторы кислородные, служащие для понижения давления кислорода, поступающего из баллона в горелку;
- ацетиленовые баллоны и редукторы или ацетиленовые генераторы для получения газа из карбида кальция;
- сварочные горелки с набором наконечников;
- шланги (резиновые рукава) для подачи газа и кислорода в горелку;
- принадлежности (очки со светофильтрами, набор ключей, молоток, щетки стальные для очистки материала и сварного шва);
- стол сварочный или приспособление для сборки, закрепления элементов;
- присадочную проволоку;
- при необходимости – сварочные порошки, флюсы.
Примерная стоимость газосварочных аппаратов на Яндекс.маркет
1 Суть, достоинства и недостатки сварки
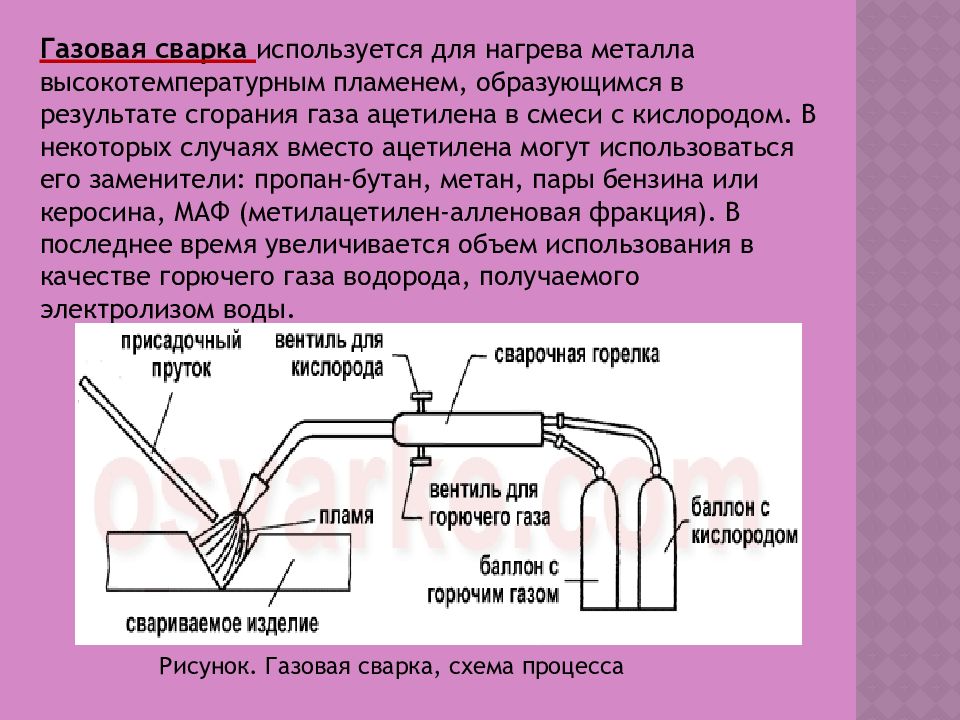
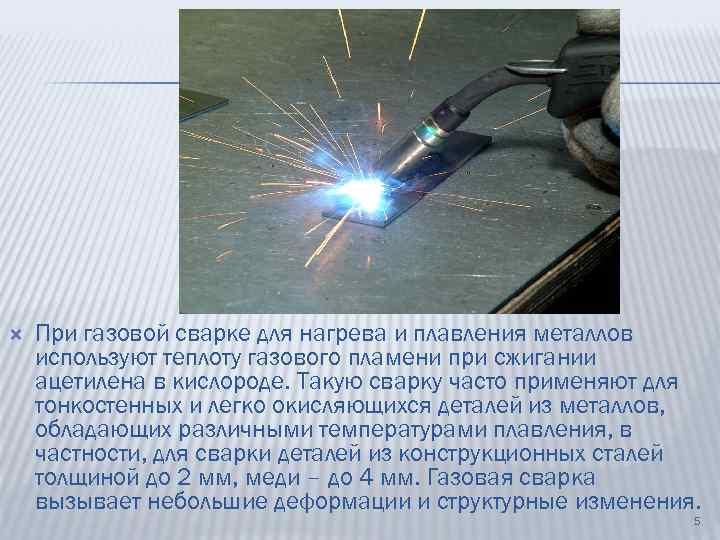
Рассматриваемый вариант соединения деталей считается одним из видов сварки плавлением. Суть газовой методики состоит в том, что кромки изделий в зоне их соединения между собой нагреваются при помощи специальной горелки до расплавленного состояния. Нагрев металла и последующее его расплавление достигаются за счет применения пламени с очень высокой температурой.
Такое пламя создается при сжигании смеси горючего газа и чистого (технически) кислорода. Обычно под горючим газом понимают ацетилен, реже применяется пропанобутановая смесь, водород, осветительный керосин, пропан, бензин, метан. Получающийся при нагреве между кромками деталей зазор заполняется расплавленным материалом проволоки, используемой для присадки.
Главным достоинством проведения описываемых сварочных мероприятий признается их независимость от электричества. Если под рукой нет источника питания, электросварку выполнить невозможно. А вот газовая методика работает на любых монтажных и строительных объектах, на которых отсутствует электрическая силовая сеть.

Кроме того, при сварке с использованием смеси газов можно без особых проблем контролировать тепловые вложения в металл путем изменения дистанции до детали горелки и угла наклона последней. Такая возможность позволяет сваривать тонкие листы металла без прожогов. Именно по этой причине газовое оборудование применяется при ремонте и соединении небольших по сечению труб водопровода, когда не получается подварить корень либо установить прокладку с обратной стороны сварочного шва.
Отдельно стоит отметить компактность оборудования для осуществления сварочного процесса, его невысокую стоимость, легкость в обращении (при условии, что работы производит квалифицированный специалист) и отличную транспортабельность. Если речь идет о необходимости выполнения сварки на отдаленных объектах, лучший вариант соединения металлических изделий найти нереально.

К недостаткам интересующего нас способа сварки относят:
- большую область термического воздействия на свариваемые конструкции;
- малую скорость нагрева изделий (если сравнивать ее со скоростью выполнения электродуговой сварки), обусловленную малой концентрацией тепла;
- достаточно большой показатель коробления.
Все указанные недостатки, впрочем, не имеют особого значения, когда работы осуществляются опытным сварщиком, который грамотно подбирает тип присадочного материала и мощность пламени. При таких условиях получается действительно безупречное и высоконадежное сварное соединение.
Характеристика методов газовой сварки
Существует 2 способа:
- правый;
- левый.
Правый
Это метод, при котором сварка выполняется слева направо. Направление:
- сварочного пламени – сваренный участок шва;
- присадочной проволоки – вслед за горелкой.
Мундштуком горелки совершаются небольшие поперечные колебания.
По сравнению с левым способом:
- производительность сварки на 20-25% выше;
- качество сварного шва лучше;
- расход газов меньше на 15-20%.
Способ целесообразен при соединении элементов, имеющих большую теплопроводность и деталей, толщина которых превышает 5 мм.
Левый
Способ заключается в передвижении:
- горелки справа налево;
- присадочной проволоки – перед пламенем, которое направлено на несваренную зону шва.
Левый способ применяют для соединения элементов из легкоплавких и тонких (до 3 мм) металлов.
Схема способов сварки
Где купить сварочные материалы?
Доставляем расходные материалы для газовой сварки по всей России
. По Краснодарскому краю, Ростовской области и Республике Крым курьером своей машиной. Время доставки по Краснодарскому краю — следующий день после оформления заказа, в Ростовскую область и Республика Крым наша машина ходит один раз в неделю.
В другие регионы доставка заказа с помощью транспортных компаний СДЭК и Деловые линии, время доставки до пунктов выдачи транспортных компаний городов Европейской части России 2 — 3 дня после оплаты. Примерные сроки доставки за Урал можно уточнить во время оформления заказа или позвонив по бесплатному телефону 8 800 50-50-021
Возможен самовывоз из розничных магазинов в городах Краснодар, Ростов-на-Дону, Туапсе и Сочи.
Related Posts via Categories
- Сварка аустенитных сталей – обо всех тонкостях процесса понятно и просто
- Контактная сварка – как самому изготовить оборудование и клещи?
- Ресанта САИ 160 – для сварки в бытовых условиях
- Электроды МР-3 – все характеристики самых распространенных электродов
- Сварочная проволока – надежное соединение металлов
- Ресанта САИ 250ПРОФ – инвертор для профессиональной сварки
- Сварочный полуавтомат инверторного типа – сварка без затруднений
- Сварочный аппарат своими руками – возможно ли такое?
- Как варить сварочным инвертором – все по-настоящему просто!
- Сварка легированных сталей – просто и понятно об особенностях процесса
Области применения газовой сварки
Газовая сварка относится к группе способов сварки плавлением. Существенное технологическое отличие газовой сварки от дуговой — более плавный и медленный нагрев металла. Это отличие сварочного газового пламени от сварочной дуги, которое в одних случаях является недостатком, в других — достоинством газового пламени, определяет основные области его применения: для сварки низкоуглеродистой, специальной и инструментальной сталей, цветных металлов, чугуна, а также для выполнения наплавочных работ.








Благодаря универсальности, сравнительной простоте и портативности необходимого оборудования газовую сварку целесообразно применять для многих видов ремонтных работ. Сравнительно медленный нагрев металла газовым пламенем быстро снижает производительность газовой сварки с увеличением толщины металла, и при толщине более 8 … 10 мм она обычно экономически невыгодна.
При замедленном нагреве разогревается большой объем основного металла, прилегающего к сварочной ванне, что, в свою очередь, вызывает коробление свариваемых изделий
Это важное обстоятельство делает газовую сварку технически нецелесообразной для таких объектов, как строительные металлоконструкции, мосты, вагоны, станины крупногабаритных машин и т. п
Медленный нагрев также вызывает длительное пребывание металла в зоне высоких температур, что влечет за собой перегрев, укрупнение зерна и ухудшение механических свойств металлов. В то же время медленный нагрев металла газовым пламенем при ремонте деталей из чугуна снижает перепад температур, способствует удалению газов из металла деталей и предотвращает трещинообразование.
Нормативы
ГОСТ на газосварку — особый вопрос. В связи с тем, что качество шва при газовой сварке в большей степени зависит от мастерства сварщика, оно определяется субъективно.
Характер газосварочного процесса — исключительно ручной, конкретного ГОСТа на газовую сварку нет. Но существует ГОСТ 1460-2013 — на карбид кальция, из которого производится газ для сварки.
Кроме того, различными ГОСТами определяются такие параметры, как типы присадочной проволоки, давление в редукторе и баллоне, требования к генератору ацетилена. Существуют свои требования к типам применяемых шлангов и горелок, связанные с безопасностью работы.
Характеристика технологий
Различают разные техники наложения сварочных швов:
- многослойную;
- валиком;
- ванночками;
- окислительным пламенем.
Многослойная
Применение – выполнение ответственных соединений. Сварочные работы проводятся проходкой коротких участков. Условие – несовпадение стыков швов в отдельных слоях.
Преимущества способа по сравнению с однослойной сваркой:
- меньшая зона нагрева;
- обеспечение отжига нижерасположенных слоев;
- проковка каждого слоя.
Недостаток: большой расход газов.
Валиком
Соединяемые элементы устанавливают вертикально с зазором в полтолщины листа. Пламенем расплавляют кромки с одновременным образованием круглого отверстия. Его нижний участок на всю толщину металла заплавляют присадочным материалом. Пламя переносят выше, оплавляют кромку отверстия вверху, а на его нижнюю часть накладывают следующий слой материала. Этапы повторяют до окончания формирования сварочного шва.
Шов имеет форму сквозного валика, который соединяет детали. Металл шва – плотный, не имеет дефектов.
Ванночками
Метод применяется при сварке низколегированной и низкоуглеродистой стали до 3 мм толщиной, когда требуется получение угловых соединений и встык. Используется присадочная проволока.
В момент образования на шве ванночки диаметром 4-5 мм в нее направляют конец проволоки, расплавляют ее небольшой участок, после чего перемещают в восстановительную зону пламени. Одновременно мундштуком совершают круговое движение для перехода в рядом расположенную на шве зону новой ванночки. Она должна перекрывать на 1/3 диаметра предыдущую ванночку.
Окислительным пламенем
Метод используется для сварки низкоуглеродистой стали. Цель – повышение производительности сварочного процесса на 10-15%.
Состав пламени β = 1.4. Избыток кислорода при сварке сталей способствует окислению металла шва, поэтому он получается хрупким и имеет поры. Поэтому при работе с целью раскисления окислов железа в сварочной ванне используют присадочные проволоки с повышенным составом кремния и марганца. Например: Св 08Г, Св 08Г2С, Св-12ГС.
Техника и технология газовой сварки
Чтобы газопламенная сварка порадовала в результате качественным швом, необходимо придерживаться всех рекомендаций и четко блюсти технологию работы. Для начала необходимо подготовить кромки изделий в районе будущего шва, то есть очистить от различных примесей и загрязнений. Это можно сделать при помощи наждачной бумаги или механической железной щеткой. Технология газовой сварки и резки металла выбирается заранее, перед началом процесса.
Техника газовой сварки делится на два метода:
- правый способ сварки характеризуется движением горелки слева направо. При этом огненное пламя направляется на сваренный участок, а придаточный материал ведется следом за ним.
- левый способ сварки, соответственно, выполняется наоборот – справа налево. Проволока продвигается впереди пламени, которое направлено на еще не соединенные кромки деталей.
Правый способ сварки менее популярен, так как левый и видно лучше мастеру, и обеспечивает качественный прогрев. Хотя при правом, коэффициент полезного действия на 20% выше, а расход газа меньше.
Способы газовой сварки
Особое внимание требуется уделить выбору присадочной проволоки. Она зависит от толщины металла, который нужно сварить
При левом способе, диаметр присадочной проволоки d=S/2+1 мм, а при правом d-S/2 мм, где S — толщина свариваемого изделия (в миллиметрах).
Техника и технология газовой сварки выбирается, отталкиваясь от нескольких факторов:
- толщина изделия;
- положение детали и ширина шва;
- предпочтения мастера;
- используемые газы.
Области применения газовой сварки
Газовая сварка относится к группе способов сварки плавлением. Существенное технологическое отличие газовой сварки от дуговой — более плавный и медленный нагрев металла. Это отличие сварочного газового пламени от сварочной дуги, которое в одних случаях является недостатком, в других — достоинством газового пламени, определяет основные области его применения: для сварки низкоуглеродистой, специальной и инструментальной сталей, цветных металлов, чугуна, а также для выполнения наплавочных работ. Благодаря универсальности, сравнительной простоте и портативности необходимого оборудования газовую сварку целесообразно применять для многих видов ремонтных работ. Сравнительно медленный нагрев металла газовым пламенем быстро снижает производительность газовой сварки с увеличением толщины металла, и при толщине более 8 … 10 мм она обычно экономически невыгодна.
При замедленном нагреве разогревается большой объем основного металла, прилегающего к сварочной ванне, что, в свою очередь, вызывает коробление свариваемых изделий
Это важное обстоятельство делает газовую сварку технически нецелесообразной для таких объектов, как строительные металлоконструкции, мосты, вагоны, станины крупногабаритных машин и т. п
Медленный нагрев также вызывает длительное пребывание металла в зоне высоких температур, что влечет за собой перегрев, укрупнение зерна и ухудшение механических свойств металлов. В то же время медленный нагрев металла газовым пламенем при ремонте деталей из чугуна снижает перепад температур, способствует удалению газов из металла деталей и предотвращает трещинообразование.
Рекомендации
Изучая сущность процесса газовой сварки, необходимо понимать, что работа с горючими газами требует повышенной осторожности и внимательности. Новичку рекомендуется учесть советы опытных сварщиков и применять их на деле:
- для учебы и тренировки лучше использовать кислород и ацетилен;
- для сварки пропаном лучше применять горелку ГЗУ 3-02 и проволоку Св08г2с;
- перед тем, как варить изделие, его необходимо качественно очистить;
- для газопрессовой сварки лучше применять гидравлическое оборудование (пресс), для надежного скрепления;
- левый и правый способы имеют свои преимущества и недостатки, поэтому выбор делает мастер, смотря по ситуации.
Мы рассмотрели основные понятия и материалы для пламенной и газопрессовой сварки. Для них преимущественно используется стандартная смесь кислорода и ацетилена. В некоторых случаях, для замены применяется сварка пропаном. Этот процесс не легкий и имеет множество нюансов, которые новичку будет сложно учесть. В связи с этим, начинающим сварщикам не рекомендуется выполнять сварку пропаном. На качество шва и легкость работы влияет предварительная подготовка.
https://youtube.com/watch?v=7_k6hZ0SyPo
Состав комплекта сварной установки
В стандартный набор для сварных работ входит следующее оборудование.
- Водяной затвор. Его задача обеспечивать защиту всех элементов от обратной тяги огня.
- Газовый баллон. Емкости, окрашенные в соответствии с нормативами для содержащегося в них газа. Краска не наносится на их верхнюю часть, для исключения контакта ее компонентов с содержимым баллона.
- Редуктор. Он может быть прямого и обратного действия, и предназначен для регулировки давления газа.
- Шланги. По которым подается газ. Они маркируются цветными полосами в соответствии с параметрами давления, при которых проводится работа.
- Горелка. Она обеспечивает смешивание газов и их горение. Мощность горелок зависит от количества горючей смеси, пропускаемой в единицу времени.
- Наконечники к горелке. Это необходимый для работы набор, составляющие которого позволяют сваривать заготовки различной температуры плавления и толщины.
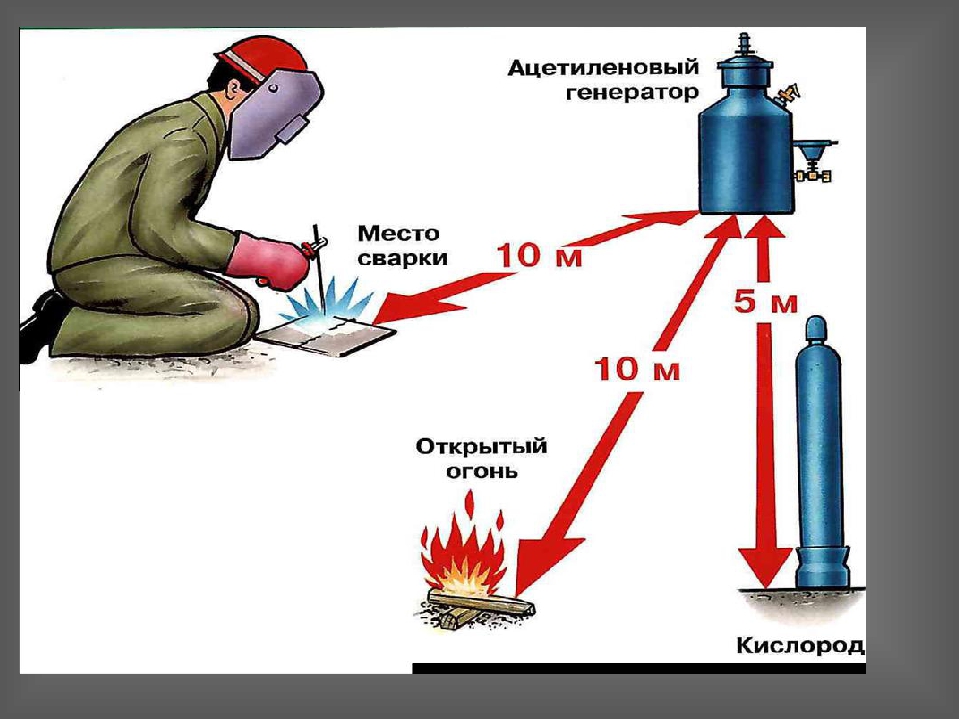
Газовая сварка осуществляется в специально оборудованном месте, оснащенном вытяжной вентиляцией и местом для расположения вспомогательных инструментов.

Назначение и область применения
Применение газового сварочного аппарата позволяет проводить следующие операции:
- сварку различных деталей;
- паяние (в том числе ремонт поврежденных изделий);
- наплавку;
- резание листового проката и труб на отдельные заготовки.
Достоинства газовой сварки позволяют использовать ее в строительстве, промышленном производстве, коммунальном хозяйстве, ремонте автомобилей, при решении бытовых задач на дачах и в загородных домах. Сварка газом способна соединить практически любой материал. Ее применяют при соединении узлов изделий из цветных металлов, тонкостенных труб, элементов сложных конструкций. При правильном подборе условий и припоя возможно сваривание чугуна и наплавление на его поверхность латуни. Соединение и резка металлических элементов позволяет получать требуемый результат хорошего качества.





Наплавка предназначена для нанесения на поверхность основного изделия металла другого типа или структуры. В этом случае обрабатываемая поверхность прогревается до температуры так называемого запотевания. Этим методом восстанавливают изношенные детали, увеличивают размеры, наплавляют материал, обладающий более высокими характеристиками по прочности и изнашиваемости. Применение наплавки увеличивает срок службы деталей, сокращает расход дефицитного материала, снижает стоимость ремонта.
Оборудование для газовой сварки
Основы газовой сварки требуют использования необходимого оборудования. Оно должно соответствовать всем нормам и стандартам, которые указываются в технологии данного сварочного процесса. Кроме этого сварщик обязательно должен уметь им пользоваться и знать принципы его работы.

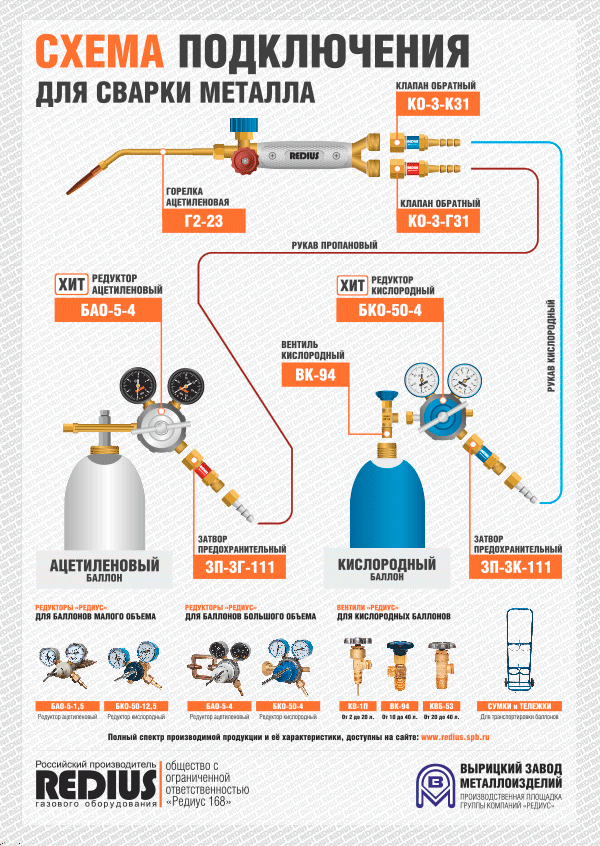
Сварка пропаном, кислородом, ацетиленом и его заменителями предполагает использование следующего оборудования:
- Водяной затвор. Этот элемент защищает генератор ацетилена и трубы от обратной тяги огня из горелки. Он должен быть исправным, его обязательно заполняют водой вровень с краном.
- Газовый баллон. У баллона предусмотрена конусная резьба на области отверстия, на которую устанавливается закрывающий вентиль. Снаружи баллон окрашивается в определенный цвет в зависимости от вида газа. Для ацетилена можно применять вентиль из любого металла, кроме меди, с ней газ образует взрывоопасную смесь.
- Редуктор. Он вызывает снижение показателей давления выходящего газа. Он может быть одно- и двухкамерным, последний позволяет удерживать стабильное давление. Редуктор может быть прямого и обратного действия.
- Шланги. Шланги, которые применяются для горючих газовых смесей. На них часто наносится сплошная линия красного цвета (это обозначение). Их можно применять при давлении в 6 атм. Это шланги первого класса, а вот второго класса используются для передачи горючих жидкостей (бензина, керосина). На них имеется линия желтого цвета. Шланги третьего класса способны выдерживать давление в 20 атм ( на них нанесена линия синего цвета).
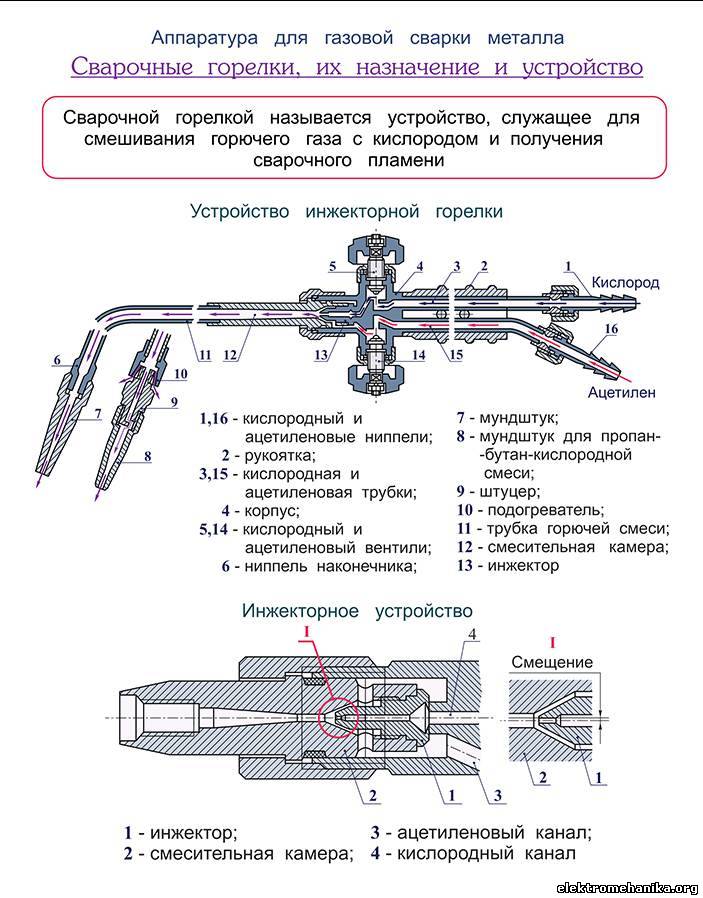
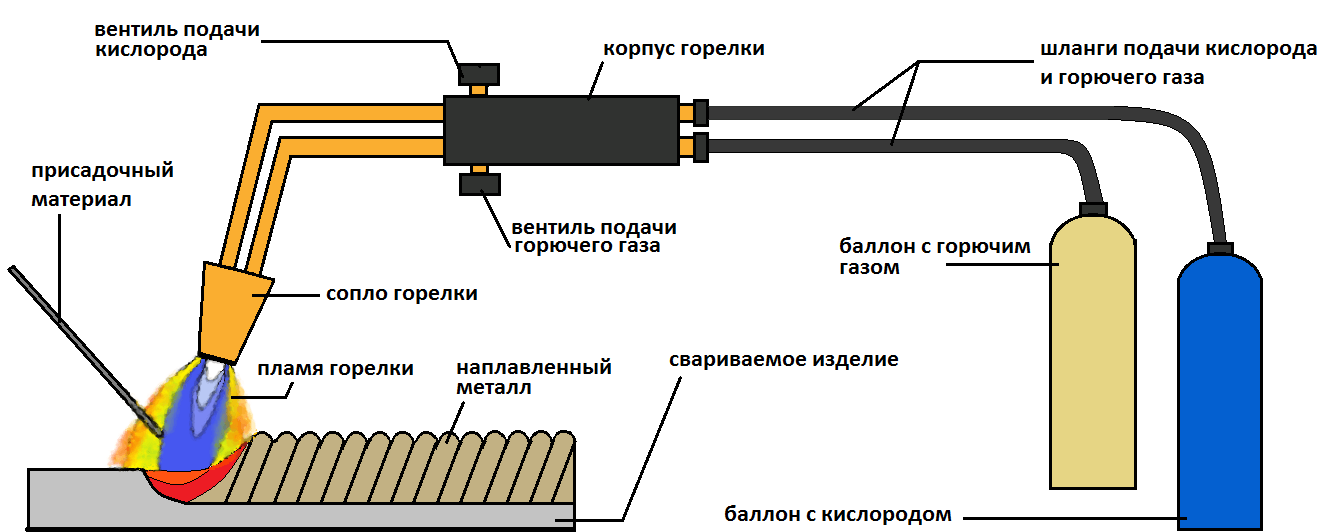
- Горелка. Данное оборудование производит смешивание газов, выпускает из мундштука под необходимым давлением смесь, которая плавить металлические заготовки. Горелки могут быть инжекторными и безинжекторными. Этот элемент состоит из таких элементов, как ниппель, мундштук, наконечник, камера-смеситель, гайки, инжектор, корпус с рукоятью.
- Пост. Это место для проведения сварочного процесса. Оно имеет стол, тумбы для хранения требуемых элементов, сварочного оборудования. Пост может иметь поворотную и неповоротную столешницу. Для работы на крупных производствах может использоваться передвижной или стационарный пост.
Но все же перед тем как приступать к использованию вышеперечисленных элементов стоит разобраться в том, как варить газовой сваркой. Это ответственной процесс, который требует обязательное соблюдение важных мер защиты. Опытные сварщики советуют применять защитную маску, форму из плотной ткани, краги.
Виды применяемых горючих газов
Газовая сварка цветных металлов и углеродистых сталей чаще всего осуществляется с использованием ацетилена. Это объясняется высокой температурой пламени и хорошей теплотой сгорания. Ацетилен представляет собой газ с характерным запахом, который придают присутствующие в нем примеси фтористого водорода и сероводорода. При нагревании до 500 градусов и при определенных концентрациях в смесях с кислородом и воздухом ацетилен становится взрывоопасным. Образование ацетилена происходит в результате реакции карбида кальция с водой. Сам карбид кальция образуется в результате сплавления обожженной извести и кокса.
В качестве горючих могут использоваться нефтяной и пиролизный газы. Они представляют собой газовые смеси, образующиеся при термическом разложении нефти и ее продуктов. Применяются для сваривания, резки и пайки стальных деталей толщиной, не превышающей 3 мм, и для сварки цветных металлов и их сплавов. Природный газ является продуктом разработки газовых месторождений и на 93-99% состоит из метана.
Технический пропан и пропан-бутановая смесь являются побочными продуктами при добыче и переработке нефти и естественных нефтяных газов. Их применяют при сваривании деталей толщиной до 6 мм, в отдельных случаях – до 12 мм. С помощью этих газов можно сваривать и паять чугун, цветные металлы и сплавы, осуществлять кислородную и кислородно-флюсовую резку, наплавку, напыление пластмасс.
Сваривание металла в домашних условиях с помощью водорода стала возможна благодаря разработке специальных электролизеров, которые могут работать и от домашней двухфазной, и от трехфазной сети. В этих аппаратах вода разлагается на кислород и водород, причем, в нужных для сварочного процесса пропорциях. Размерный ряд выпускаемых электролизеров позволяет охватить практически все виды газовой сварки, пайки, наплавки, порошкового напыления, ручной и машинной кислородной резки. Аппараты разной мощности позволяют производить как микросварку и микропайку, так и резку листовой стали толщиной порядка 300 мм.
Достоинства и недостатки ручной газовой сварки
Преимущества технологии:
- Не нужно использовать дорогое оборудование и дополнительный источник энергии. Это дает возможность проводить работу в различных частях сооружений, зданий и на свежем воздухе.
- Изменением угла наклона пламени можно варьировать его температурой.
- Газовая сварка подходит для спайки чугуна, меди, свинца и латуни.
- Выбор присадки, мощности и вида пламени гарантирует получение качественного и прочного шва.
- Возможность сваривать металлы с различными температурами плавления.
- Не требуется применение специального оборудования: инвертора или полуавтоматического аппарата.
- Расходные материалы и приспособления имеются в продаже.
- Медленное нагревание и охлаждение обрабатываемых поверхностей позволяет избежать деформации и пропала.
Сварка газом позволяет резать и закалять металлы. Качество швов, полученных при ее использовании, может быть выше, чем при электродуговом способе с применением электродов низкого качества.
Проведение сварных работ данным способом имеет свои минусы:
- низкая производительность при толщине металла более 5 мм;
- большая зона нагрева;
- применение взрывоопасных газов;
- отсутствие возможности механизировать работу.
Необходимо учитывать, что газосварку не используют для высокоуглеродистых сталей, соединения тонкостенных заготовок внахлест. Качество швов получаемых данным способом зависит от электродов и флюсов.