
Разновидности чугуна
Чугун является сплавом железа и углерода. В зависимости от соотношения этих главных компонентов различают следующие виды металла:
- белый;
- серый;
- ковкий;
- высокопрочный;
- половинчатый и т.д.
Сплав часто включает ряд примесей, придающих ему специфические физические и химические свойства. В материале нередко содержатся примеси фосфора, марганца, меди, хрома, никеля и серы. В небольших количествах в составе сплава присутствуют водород, кислород и азот.
Примеси влияют на качество шва, сформированного способом холодной сварки. Чем больше примесей, тем выше вероятность, что в области шва будут присутствовать трещины и очаги пористости. Чтобы качественно спаять детали из этого металла, нередко требуется использовать флюс.
Для создания однородной структуры и улучшения технических характеристик готового шва желательно применять специальные присадки.
Твердый белый
В твердом белом чугуне углерод является связанным. Это вещество представлено цементитом Fe3C. Такой химический состав обусловливает высокую износостойкость и прочность сплава. В то же время белый чугун плохо режется. При таком воздействии он становится хрупким, поэтому возможно откалывание крупных фрагментов. Выделяют 3 подвида белого чугуна, в т.ч.:
- доэвтектический;
- эвтектический;
- заэвтектический.
Белый чугун в своём составе содержит углеродные соединения. Они различаются содержанием связанного углерода. В доэвтектическом подвиде находится от 2,4% до 4,3% цементита. В эвтектическом белом чугуне содержится 4,3% углерода.
Серый с примесью графита
Серый чугун содержит углерод в форме пластинчатого графита. Сплав имеет многокомпонентный состав. Он включает:
- углерод — 3,2-3,5%;
- марганец — 0,1-0,3%;
- кремний — 0,5-0,8%;
- серу и фосфор — по 0,12%.
Серый чугун с примесью графита имеет многокомпонентный состав. Для отливки изделий из серого чугуна используют металлические или земляные формы. Этот сплав отличается низкой устойчивостью к механическому воздействию, поэтому из него изготавливают детали наименее ответственного назначения, которые не будут подвергаться ударным нагрузкам. Часто из серого чугуна выполняют станины прессов и станков, крышки и т.д.
Ковкий сплав
В ковком чугуне присутствует 2,4-3,5% углерода в форме графитовых хлопьев. Кроме того, в сплаве содержатся:
- марганец — 0,3-01%;
- фосфор — 0,2%;
- кремний — 0,8-1,4%;
- сера — 0,1%.
В ковком чугуне присутствует углерод, марганец и фосфор. Ковкий вид получают при прогреве и длительной выдержке белого чугуна. Эта процедура получила название графитизирующего отжига.
Половинчатый чугун
Половинчатый вид получают при сплаве белого и серого чугуна. В его структуре присутствуют карбиды. В половинчатом чугуне содержится как цементит, так и несвязанный углерод. Сплав имеет высокий уровень устойчивости к механическому износу, высоким температурам и фрикционному воздействию.
Половинчатый чугун получают при сплаве белого и серого чугуна.
Высокопрочный с шаровидным графитом
Высокопрочный чугун включает 2,4-3,0% углерода в форме хлопьевидного графита. Дополнительно в нем содержатся следующие примеси:
- магний -0,6-0,8%;
- кремний — 1,9-2,6%;
- сера — 0,3%;
- фосфор — 0,12%.
Высокопрочный чугун содержит магний, кремний и серу. Этот вид чугуна получают путем введения в жидкий расплав добавки-модификатора, содержащей магний. Механические свойства этого сплава сходны с углеродистой сталью, но литейные — выше.
Чугун — электроды и сварка со сталью
Мне предстоит ремонт коробки УАЗика и в перспективе — блока тракторного двигателя. В связи с чем вопрос: каковы особенности сварки чугуна?
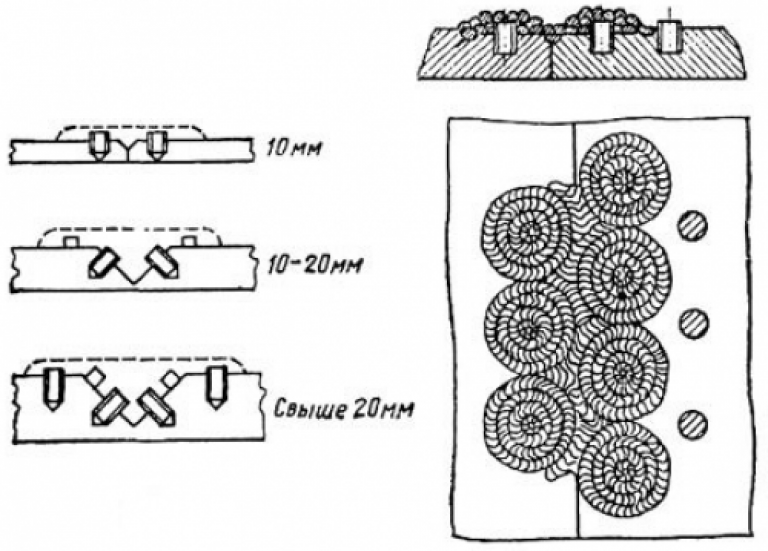
Пример шва по чугуну
Указанный Вами сплав — довольно непростой материал, т.к. содержит от 2.14 до 6% углерода (все что ниже 2,14% именуется сталью). Высокое содержание углерода отрицательно влияет на его свариваемость. Как способ плавления, лучше всего подходит ручная дуговая (ММА), либо полуавтоматическая сварка (MIG-MAG). Консультируйтесь при выборе инвертора со специалистами магазина, они помогут выбрать правильный вариант.
Теперь, собственно, про особенности чугуна:
• он обладает высокой теплопроводностью – соответственно, очень быстро отдает переданное ему тепло. Быстрое охлаждение приводит к возникновению закалочных участков в зоне шва и образованию белого чугуна склонного к охрупчиванию.• Отсутствие пластичности создает внутреннюю сверхнапряженнность в структуре• Углерод интенсивно сгорает при нагреве и плавлении с выделением монооксида углерода, способствующего развитию пор и раковин.
• Окисел чугуна очень тугоплавкий
Электроды по чугуну
Для РДС (ММА) используют следующие:
• чугунные сейчас редко встречаются. Могут быть очень большого диаметра от 6 до 15 мм. Рекомендуется применять электроды с минимальным диаметром и на малых токах.• на медной основе,• на никелевой основе
• стальные.
Применение стальных электродов
Для чугуна – хуже не придумаешь. Целесообразно, если ремонтируются небольшие дефекты и не планируется дальнейшая мех.обработка. Из-за процесса отбеливания шов становится податливым и хрупким. Применяют электроды ЦЧ-4 стержень которых составлен из чистого Fe или УОНИИ-13/45 , которые используются для заварки «черных » и малолегированных сталей
Наилучшие же характеристики показывают электроды на основе никеля (электроды ESAB ОК 92.18, ОК 92.58 ). Ими осуществляют холодную сварку чугуна (см. ниже), но рекомендуется незначительный подогрев до 40 градусов. Полученный шов обладает хорошими прочностными характеристиками и обрабатывается резцом или фрезой без ограничений
Электродами на медной основе варится чугун хорошо, но прочностные свойства шва и околошовной зоны вы не получите, связано это с тем, что Cu и Fe не взаимодействуют друг с другом до растворения Cu.
Для полуавтоматической сварки
применяют стальную, никелевую и кремний-бронзовые проволоки в сочетании с защитным газом или его смесями.
Различают горячую и холодную сварку
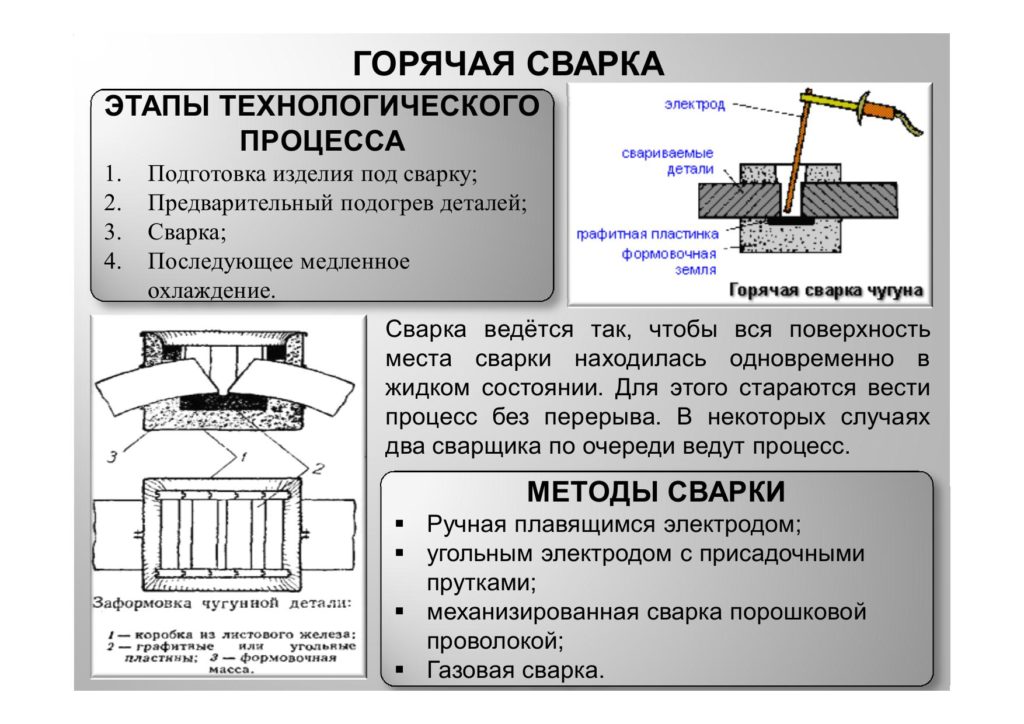
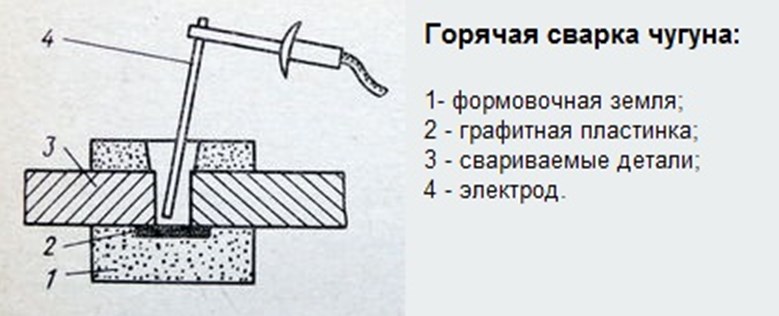
• При горячая сварке чугун подогревают до температуры от 250 до 650 градусов с последующей плавлением на малых токах. Перегрев и большие токи могут привести к растрескиванию. После сварочной операции чугун медленно охлаждают. Для этого его можно поместить в песок или накрыть теплоизоляционным материалом.
• Холодная сварка для чугуна производится без подогрева, но нужно делать швы как можно короче, необходимо, чтобы они остывали постепенно.
Читайте Ремонт чугунных изделий сваркой. Из опыта Уралмашзавода.
Шлифмашинка Макита от брызг
Сварщик может столкнуться с «обилием» брызг. В таком случае должна помощь зачистка на глубину более 0,5мм. Дело в том, что при изготовлении песчано-глинистой формы, в которую отливают чугун, используются не только песок и глина, а еще и связующие компоненты, среди которых и канифоль. При нагреве возможно попадание этих примесей в поверхностный слой, и они «газят» при нагреве. Используйте шлифмашинку Макита с зачистным или обдирочным кругом для удаления поверхностного слоя.
Сварка чугуна и стали
Здравствуйте, делаю забор с фундаментом в виде ленты. Через каждые 2,5 метра – металлические решетки, которые будут между каменными столбиками. Для армирования каменных столбиков нашлись чугунные канализационные трубы. Решетки в столбиках будут крепиться с помощью стальных полосок. Вопрос: как приварить сталь к чугуну?
Обычно, перед сваркой стальную и чугунную заготовку подогревают до температуры 600 градусов. Предварительный подогрев позволяет получать сплошные герметичные сварные соединения в один проход.Но если, как в вашем случае, предварительный подогрев в печи невозможен, то технология меняется. Сварку забора осуществляйте валиками длиной не более 25 мм.
Применяемые электроды и методы
Сваривание чугуна производится разными видами электродов. Электроды из стали обеспечивают прочный шов, со структурой, близкой к химическому состоянию серого чугуна.
Чаще всего они применяются для сварки громоздких деталей, где не требуется последующая обработка швов с помощью инструментов.
Применяя медные с добавлением никеля или стали электроды, можно получить шов с наплавлением, который легко обрабатывать.
Медно-никелевые электроды применяются там, где нельзя повышать твердость в отдельной части детали. Сами наплавы образуются за счет многослойной укладки валиков.
Электроды из меди и железа лучше применять, если стоит задача устранения небольших отдельных эффектов.
Видео:
Наплавка при сварке этим электродом также хорошо поддается обработке. Сам шов будет представлять из себя медно-железный сплав, обогащенный углеродом.
Соединение с поверхностью металла обеспечено за счет стальных кристаллов и частичного проникновения меди в поры.
Железно-никелевые и чисто никелевые электроды могут быть использованы только для коррекции небольших изъянов на основных рабочих поверхностях деталей.
Технология сварки чугуна реализуется одним из следующих способов:
- газовая сварка чугуна;
- дуговая;
- термитная;
- путем заливки жидкого раствора.
Рассмотрим наиболее часто используемые – газовую и дуговую.
Сварка газом
Газовая сварка чугуна используется как самый надежный метод, когда наплавленный металл имеет структуру, близкую к самим деталям.
При газовом методе нагрев и охлаждение происходят равномернее и медленнее, чем при дуговой, поэтому риск получить отбеленную зону по шву гораздо меньше, а графитизация происходит при более благоприятных условиях.
Это минимизирует внутреннее напряжение шва и предотвращает появление трещин.
Как присадка используются прутки марки А и Б для сваривания толсто- и тонкостенных отливок при низкой температуре и для износостойких наплавок.
Видео:






В прутах марки Б содержится больше кремния, что позволяет улучшить графитизацию.
Газовая сварка чугуна обязательно происходит с флюсом, который переводит тугоплавкие окислы в легкоплавкие шлаки и предотвращает появление окисления в сварочной ванне.
Детали сложной формы или с разным сечением необходимо предварительно нагреть.
Дуговая сварка
Дуговая сварка фактически является плавлением, при котором повышение температуры краев происходит за счет теплоты электрической дуги.
Дуговая сварка существенно позволяет снизить риск появления закаленных участков сварного шва. Предварительная работа по зачистке и формовке производится в обязательном порядке.
Следует участь, что дуговая сварка должна соответствовать двум основным требованиям – сваривание должно идти на больших токах и процесс должен быть непрерывным.
Классификация происходит по следующим критериям:
- вид электрода – плавящийся или неплавящийся;
- вид дуги (свободная или сжатая);
- тип взаимодействия дуги и чугуна (трехфазная дуга, дуга прямого или косвенного воздействия).
Дуговая сварка может быть автоматической под флюсом, ручной или с применением защитного газа — сварка чугуна аргоном.
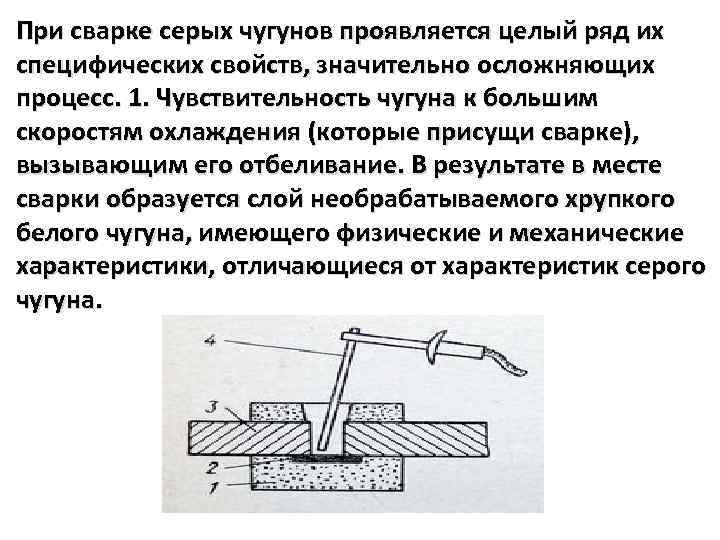
При ручном методе края детали совмещают и между плавящимся или неплавящимся электродом и деталью возбуждают электрическую дугу.
Видео:
https://youtube.com/watch?v=cEy9j8ucsdo
Кромки и электрод при нагреве плавятся и образуют сварную ванну, которая после остывания станет сварным швом.
Из всех методов с использованием защитного газа, наиболее надежным считается сварка чугуна аргоном. В ее процессе сварной шов защищается инертным газом.
Сварка чугуна полуавтоматом требует весьма аккуратно осуществлять подбор величины тока и скорости подачи проволоки.
Для работы полуавтоматом требуется использование порошковой проволоки, без нее качество сварного шва будет неудовлетворительным.
Типы используемой проволоки ПП АПЧ 1, 2 или 3, соответственно, для холодной, полугорячей и горячей сварки.
Работы в условиях дома или гаража могут быть произведены сварным инвертором, который можно приобрести по разумной цене в специализированных отделах или магазинах.
Видео:
Работа по свариванию чугуна инвертором представлена на видео, внимательно ознакомьтесь с ним, ведь многие процессы проще усвоить после просмотра.
В статье мы рассмотрели варианты, как может быть осуществлено сваривание чугуна различными методами.
Основные методики
Выделяют несколько наиболее эффективных технологий:
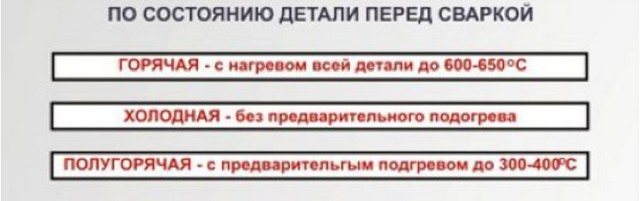
- Горячий метод. Перед началом работы обе детали нагреваются до 600 градусов. Допускается местный нагрев посредством паяльной лампы. Определить достижение нужной температуры можно по тому, что чугун приобретает малиновый цвет. Достаточно долгий, тяжелый, но наиболее надежный в плане прочности метод.
- Полугорячая технология основана на нагреве до 200-300 градусов. Оптимальный выбор для сплавов высокой степени легирования.
- Холодная методика не предполагает предварительного нагрева. Она проста в реализации, но может быть использована исключительно при формировании наплава, то есть шва, функционирующего на сжатие.
Сварка чугуна со сталью осложняется особенностями структуры первого материала. Верхний слой не очень плотный, а потому деталь нуждается в предварительной подготовке. Она не просто обезжиривается, а зачищается, пока не покажется чистый слой.
Выбор электродов
Практика показывает, что лучшего результата можно достичь использованием следующих элементов:
ЦЧ-4. Электроды данного типа подходят для сварки и по холодной, и по горячей методике. На этом сфера применения не ограничивается, допускается использование изделий при наплавке, напайке, устранении дефектов поверхностей, изготовленных литьевым способом.

Обязательное требование – сварка должна вестись в нижнем положении при постоянном токе с обратной полярностью.
- ОЗЧ-2. Обязательное требование к процессу сварки аналогично предыдущим исполнениям. Сварщики с опытом рекомендуют использовать данные элементы во время работы с деталями с тонкими стенками, так как исключено прожигание металла на значительную глубину.
- МНЧ-2. Эффективные, но специализированные электроды. Достойный результат можно получить только в том случае, если работа ведется по горячему методу.
Если говорить об импортных аналогах, то лучшие электроды для сварки – это модели Ficast NiFe, позволяющие формировать соединения, выдерживающие нагрузки на изгиб и скручивание, и Zeller под индексами 866 и 855.
Второй вариант универсален и позволяет вести работу без предварительного нагрева металла.
Рабочая инструкция
Перейдем непосредственно к тому, как приварить чугун к металлу:
1. Устанавливаются необходимые параметры электрического тока. Работа ведется при постоянном токе с обратной полярностью — это в случае, если напряжение холостого хода не превышает 54 В . Если напряжение холостого хода выше 54 вольт, то соединение выполняется при переменном токе.
Работа ведется постепенно, малыми участками. Максимально допустимая длина валика – 30 миллиметров. Сначала обрабатывается чугунная деталь, а уже к ней прикрепляется стальное изделие.
2. Если формируется шов большой толщины, то он проваривается постепенно, причем необходимо выполнять проковку перед тем, как делать последующие слои. Проковка выполняется при помощи молотка, свежий шов уплотняется до тех пор, пока он не начнет издавать характерный звон.
3. Если сварка электродом ведется горячим или полугорячим способом, то следует обеспечивать достаточное охлаждение зоны наплавки. Периодически проводится нагрев шва, чтобы исключить его быстрое остывание.
Резкое падение температуры приведет к тому, что внутри него возникнут температурные напряжения, способные спровоцировать и деформации, и разрушение.
Посмотрите видео, где показывается технология сварки чугуна со сталью электродами ЦЧ-4 (холодная методика):
В этом видео показывается, как приварить стальной болт к чугунной детали с помощью медной проволоки:
Аргонодуговая технология
Соединение указанных разновидностей железа возможно и при помощи аргонодугового метода. Для достижения качественного результата необходимо придерживаться определенного набора рекомендаций:
- Выбор присадки – важный момент. Точный сорт присадки зависит от того, какой именно вид чугуна участвует в процессе. Наибольшее распространение получила порошковая проволока на никелевой основе, с которой предварительно удалена обмазка.
- Аргон – газ, формирующий защитную атмосферу, препятствующий окислению сварного шва.
- Лучшие рабочие элементы – это электроды из вольфрама, тугоплавкого металла.
- Если свариваемые поверхности отличаются небольшой толщиной, то альтернатива никелю – тонкие чугунные пластинки.
- Если сварной шов будет подвергаться исключительно статическим нагрузкам (сдавливанию), то никелевый сплав – лучший вариант. Этот металл хорошо сцепляется со всеми разновидностями стали, вне зависимости от сорта.
Популярные марки электродов для сварки чугуна
Популярны сегодня для работы с чугунными изделиями марки: ОЗЧ-2 и 4; МНЧ-2; ЦЧ-4; ОЗЖН-1, ОК 92.18.
Подбор марок
Для того чтобы определиться, какими электродами варить ту или иную деталь, необходимо точно знать из какого вида чугуна она изготовлена: ковкого, серого или высокопрочного.
Электроды для горячей сварки чугуна
Когда температура чугунного изделия достигает +500 + 600 градусов метод сварки называется горячим, +300 +400 – полугорячим, +200 – теплым.
Рекомендуется работать по технологии горячей сварки маркой ЦЧ-4, при слабом разогреве ОК 92.18. Электроды ЦЧ-4 универсальные, ими работают и холодным способом. Его рекомендуется применять при нижнем пространственном расположении деталей. Настроить нужно обратный по полярности ток.










ОК 92.18 работают на постоянном и переменном токе.
При покупке электрода учитывается толщина, вес, условия эксплуатации деталей
Все это очень важно учитывать
Чаще всего используют соответствующие ГОСТ 2671 марки электродов. Они отличаются тем, что у них меловое покрытие или, как у ОМЧ-1 специальное. В некоторых случаях используются угольные электроды, стальные УОНИ, АНО, вид А или Б со стержнем, выполненным из чугуна.
Электроды для холодной сварки чугуна
Технология холодной сварки чугуна производится при помощи ОЗЧ-6 и ОЗЧ-2, МНЧ-2, часто покупается и универсальный ЦЧ-4.
Отлично зарекомендовал себя в работе с тонкостенными чугунами ОЗЧ-6. Им рекомендуется работать при вертикальном и нижнем пространственном расположении деталей.
При необходимости сваривать ответственные стыки, для наплавки чугуна без подогрева, покупается МНЧ-2. Ими легко исправить дефекты, образовавшиеся впоследствии процесса литья, выполнить наплавку. Шов получается прочным и качественным. Работать ими хорошо в вертикальном пространственном положении и нижнем, иногда даже в потолочном. Ток лучше всего настроить обратной полярности.
Выгодно покупать для осуществления наплавки чугуна без подогрева электроды ОЗЖН-1. Они позволяют выполнять работы по заделке серьезных дефектов. С их помощью получается наплавлять большие объемы. Их советуют использовать для проведения работ в вертикальном, нижнем положениях детали. Нужен постоянный обратный ток.
Для сварки чугуна без подогрева, холодным методом подходит и ОЗЧ-2.
Электроды для сварки чугуна и стали
Для успешной сварки деталей из разных металлов, а именно, имеется в виду сварка чугуна и стали, рекомендуется применить ЦЧ-4. Электродом успешно варят с соблюдением требований горячей и холодной сварки. Им быстро и легко можно устранять дефекты, наплавлять. С его помощью получается наложить 1-2 слоя, подготовить деталь под наплавку обычными типами электродов. Работать ЦЧ-4 рекомендуется в нижнем пространственном положении. Настраивается при этом обратный ток.
Ficast NiFe K рекомендуется покупать при необходимости приварить деталь, выполненную из разных видов сталей, к чугунной. Им сварщик может работать в любом требуемом положении. Шов будет прочным, не имеющим трещин, легко обрабатываемый.
ZELLER 855 наделены теми же качествами и характеристиками, которые присущи марке Ficast NiFe K.Важно знать, что ими варят даже не очищенные изделия, заржавевшие кромки, не удаляя масляных пятен
Аргонодуговая сварка
В принципе, что говорилось выше, полностью касается и аргонодуговой сварки неплавящимся электродом в среде защитного газа. Единственное, что добавляется в сварочную технологию, это присадка и газ. С газом все понятно, потому что он является одинаковым для всех видов сварки в независимости от типа и вида соединяемых заготовок, а точнее, их металлов.
А вот присадочный материал выбирается по свойствам основного свариваемого металла. А так как их два, то придется учитывать способности каждого из двух к свариванию. И так как чугун является, если так можно сказать, слабым, то и присадка должна выбираться по нему. Так вот в качестве присадочного материала можно использовать сварочную порошковую проволоку, от которой отбивают обмазку. Некоторые мастера используют полоски чугуна, нарезанные небольшими отрезками.
Правда, оба материала можно использовать лишь в том случае, если у сварщика достаточно опыта использования данной технологии. Все дело в том, что неправильно выставленный режим и неправильная скорость плавки присадки может привести к образованию в сварочной ванне так называемых интерметаллидных структур. Они обладают повышенной хрупкостью
Вот почему практический опыт считается важной составляющей качества конечного результата сварки стали и чугуна неплавящимся электродом из вольфрама.
Поэтому несколько чисто практических советов.
Для сварки двух металлов лучше всего использовать присадки на никелевой основе, которые специально были изобретены для сварки чугунных изделий. Но если требования к прочности и надежности стыка достаточно большие, то даже такая присадка не сможет их выполнить.
Нельзя варить чугун со сталью широкой ванной и большими тепловложениями.
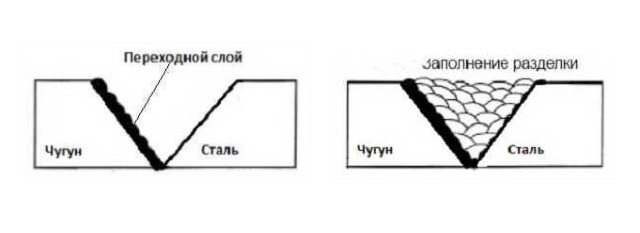
Рекомендуется перед началом сварочных работ провести наплавку никелевой присадки на чугунную кромку. То есть, образовать так называемый переходный слой.
Приваривать чугун к стали можно без предварительного нагрева или с таковым. Первый вариант выбирается лишь в том случае, если в процессе эксплуатации сваренной детали она не будет подвергаться большому нагреву, не больше +300С. Если такие требований нет, то придется производить нагрев. Мелкие заготовки нагреваются полностью, большие только в зоне сваривания.
Чугун – это металл с низкой пластичность и очень низким линейным расширением в сравнении со сталью
Поэтому очень важно добиться того, чтобы в сварочном шве понизить усадочные напряжения. Чугун усаживается мало, сталь, наоборот, много.
Что можно предпринять по последней позиции. Самый большой эффект можно получить путем ударов молотка по сварному шву. Такой процесс называется проковкой. Для этого используется молоток со скругленным бойком. Бить металл надо до такой степени, чтобы извлекался звонкий звук.
Есть другой вариант повысить эффект. Для этого придется сварку проводить присадочной проволокой большого диаметра. Сам шов необходимо делать валиками длиною по 4-5 см каждый. При этом электрическая дуга должна быть направлена в сторону предыдущего валика. Варить надо ровно вдоль стыка без колебательных движений.
Особенности материала
Чугун — это сплав углерода с железом, где содержание углерода 2,14%. Что отрицательно сказывается на качественном соединении.
Процесс трудоемок ввиду:
- образования трещин и пор;
- при обработке появлению каленых структур и быстрому затуплению инструмента;
- тонкий материал рассыпается от перегрева.
По составу чугун подразделяется на серые и белые:
- Белые не свариваются ввиду хрупкости и твердости. Подаются шлифовке;
- Серые (высокопрочный, ковкий) легко обрабатываются и ограниченно свариваются.
Технология сварки чугуна электродами
Существует 2 способа сварки чугуна — горячая и холодная.
К горячей относится и полугорячая .
При горячем соединении деталь нагревают до температуры 600-700°С, выполняют сварку и медленно охлаждают чугунное изделие в печи. При полугорячем соединении поддерживают температуру 300-400°С.
Горячая и полугорячая сварка нуждается в дополнительном оборудовании. В бытовых условиях применяется холодное соединение.
Разделка кромок
Сварка чугуна электродом в домашних условиях нуждается в разделке фасок. Обезжиривать и зачищать детали не требуется.
Снятие фасок выполняется:
- напильником;
- наждаком;
- болгаркой.
Нюанс : острые кромки не допускаются. Остроту снимают подходящим инструментом.
Как правильно сварить чугунные детали на холодную
При соединении не перегревайте околошовную зону (не более 80°С). Делайте частые перерывы между проходами. Используйте многопроходную сварку.
- сначала выполните наплавку по краям фасок;
- затем постепенное заполнение шва;
- после каждого прохода делайте проковку валика по горячему.
Валики выполняйте длиной 40 мм, вразброс для снижения нагрева детали.
Как заварить чугун электросваркой в домашних условиях. Что понадобится:
- источник тока (инвертор);
- электроды 3 мм;
- щетка для зачистки шва;
- молоток для проковки и удаления шлака;
- шарошка или фреза для разделки фасок;
- щиток и перчатки.
- сначала разделка кромок и притупление острых углов;
- затем наплавка по краям фасок;
- далее постепенное заполнение шва.
Делайте проковку каждого валика по горячему. Не спешите, давайте время для остывания детали (нагрев околошовной зоны не более 80°С).
После заполнения сварочного шва, переверните деталь и разделайте кромки с обратной стороны. Выполните сварку, как описано выше. Соблюдая температурный режим и делая проковку каждого валика. По окончанию процесса, по желанию отшлифуйте наплавленную поверхность.







Видео:
Холодной сваркой ремонтируют батареи, тиски, блок цилиндров двигателя и другие конструкции из серого чугуна.
Марки электродов для сварки чугуна
В этой статье, вы можете познакомится с заводскими электродами и самодельными для соединения разных видов чугуна.
Таблица ниже, поможет выставить ток на аппарате для разных диаметров марок электродов:
Значение тока указаны для нижнего положения электрода. Для вертикального положения ток уменьшают на 15-20 А, кроме ЦЧ-2.
В целях экономии, домашние умельцы приноровились выполнять сварку чугуна обычным электродом с медной проволокой. Видео ниже:
Также, медная проволока поможет в сварке чугуна со сталью.
Некоторые умельцы спрашивают, как варить чугун полуавтоматом? На форумах по металлообработке опытные сварщики советуют применять проволоку ПАНЧ 11. Соединение выполняется стежками по 2-5 см с проковкой, без газовой защиты на прямой полярности. Ток 90-110 Ампер в зависимости от толщины металла.
Чем резать чугун
Виды резки делятся на термические и механические. Перечень инструментов и способов:
- Болгарка — простой и доступный способ. Минус: рез происходит по прямой.
- Труборезы хорошо себя зарекомендовали при работе с трубами.
- Сабельная пила.
- Электродом.
- Газокислородная резка — неплохой вариант. Кислородно флюсовая улучшит качество резки чугуна.
- Мобильные установки Терморезак 2М (вес до 5 кг).
- Кислородно-копьевая резка и плазменная.
Как видите, есть из чего выбрать! В бытовых условиях широко применяется болгарка.
Электроды по чугуну своими руками
При отсутствии специальных электродов для сварки чугуна, можно самостоятельно сделать расходники, близкие по характеристикам к марка ОЗЧ-2 и ОЗЧ-6. Далее мы рассмотрим два способа, как сделать электроды для чугуна своими руками.
- Изготовление электродов по чугуну осуществляется по следующей технологии:
- Необходимо взять медную проволоку диаметром 2-5 мм., зачистить её наждачной бумагой, обезжирить и покрыть самодельной обмазкой; проще всего приготовить обмазку из покрытия обычных электродов (АНО-4, УОНИ-13/55).
- Покрытие расходников общего назначения соскабливается со стержня, измельчается и смешивается со стальными опилками или железным порошком в пропорции 1:1. Затем в получившуюся смесь добавляется силикатный клей, после все компоненты тщательно смешиваются.
- Проволока опускается в самодельную обмазку, пока нанесенного толщина покрытия не составит 1,5-2,0 мм. Затем нужно подождать, пока излишки смеси стекут.
- Следующий этап – сушка, проводящаяся на открытом воздухе, электроды сушатся в вертикальном положении.
- Завершающаяся процедура – прокалка выполняется в духовке или на плите при температуре 200-250°С.
- Самодельные электроды по чугуну готовы к сварке. Режим сваривания электродами, созданными своими руками, не отличается от режима работы фирменными расходниками.
2. Существует ещё один способ как изготовить чугунный электрод. Сварщику понадобится дрель, стальной электрод (АНО-4, УОНИ-13/45) и медная проволока диаметром 2 мм.
Чтобы изготовить электрод для чугуна своими руками по данной технологии следует произвести следующие действия: проволока накручивается на стальную основу обычного электрода посредством вращения его зажатым в партоне дрели. Чтобы наглядно ознакомиться с процессом производства, рекомендуем посмотреть видео.
Произведенные электроды из чугуна своими руками позволят сэкономить денежные средства, а также выполнять сварочные работы без простоя. Но качество будет ниже, чем от применения специальных электродов для чугуна.
Изготовление электродов в домашних условиях по чугуну может осуществить исполнитель любого уровня.