
Электроды с рутиловым покрытием
Шлакообразующую основу этой обмазки составляют рутиловый концентрат, всякие разные алюмосиликаты и карбонаты. За счет органики, которая разлагается при горении, обеспечивается газовая защита расплавленного металла. А выводят кислород из ванны марганцем.
Существуют две подгруппы таких обмазок:
1. рутилалюмосилекатные ;
2. рутилкарбонатные.
В первой группе основу шлаковой защиты составляют: слюда, полевой шпат, коалин.
Во вторую в основном-мрамор и магнезит.
Окислительно-восстановительные реакции марганца и кремния имеют очень важное значение в этих электродах. Эти реакции очень сильно влияют на механические свойства металла шва
Наплавленный этими сварочными материалами металл шва соответствует спокойной или полуспокойной стали.
Количество неметаллических включений и кислорода уменьшается при увеличении основности шлака, повышается пластичность и минимизируется образование трещин.
Сварочно – технологические свойства
Эти электроды обладают очень хорошими характеристиками. Здесь и шов замечательно формируется, затем плавно и нежно переходит к основному металлу. У них совсем небольшой коэффициент разбрызгивания. Шлак легко отделяется от шва. Дуга горит стабильно и ровно. При колебании длинны дуги почти не склонен к образованию пор
И, что очень важно, не «капризен» к влажной и неочищенной поверхности, в отличии от электродов с основным покрытием. Так же у них высокая стойкость против кристаллизационных трещин

Исходя из толщины покрытия, эти электроды могут использоваться в любом пространственном положении или только в нижнем.
По технологическим свойствам и содержанию железного порошка, они условно делятся на три группы:
1. В первой, железный порошок занимает относительно немного места, всего процентов 15-20. Производительность так не особо повышается, зато плавно плавится обмазка, горит ровно дуга и снижается разбрызгивание. Предназначены для сварки не толстого металла, в цеховых условиях, где преобладают короткие и криволинейные швы.
2. Во второй группе железного порошка уже побольше. Процент составляет где-то 30-35. Они уже называются универсальными повышенной производительности. Сварка ими ведется во всех пространственных положениях и с толщинами металла до 10-20мм.
3. У третьей группы уже высокое содержание железного порошка в обмазке, примерно до 45%. Они уже высокопроизводительные. И применяют их только в нижнем положении и на большой протяженности шва.
Сварочное оборудование переменного и постоянного тока
Работы по сварке производят с применением следующих аппаратов:
- Трансформаторов. Наиболее простые, дешевые и надежные устройства. Дают на выходе переменное напряжение.
- Выпрямителей. Отличаются от предыдущих наличием диодного или тиристорного моста, преобразующего переменный электроток в постоянный. По сравнению с предыдущим вариантом имеют большие размеры и вес, сложнее устроены и стоят дороже.
- Инверторов. Дают на выходе постоянный электроток. Отличаются компактными размерами.
Инвертор преобразует сетевой ток в следующем порядке:
- Выпрямляет.
- Превращает в переменный с высокой частотой (60-80 кГц). Эту функцию выполняет специальный электронный узел с быстропереключающимися транзисторами, управляемый микросхемой.
- С помощью преобразователя понижает напряжение до рабочей величины.
- Опять выпрямляет.
Оснащение инвертора электроникой дает дополнительные преимущества в виде следующих функций:
- Горячий старт. Облегчает розжиг дуги путем кратковременного увеличения напряжения.
- Антизалипание. Сброс напряжения в ситуациях, когда расходник надолго коснулся заготовки (часто наблюдается при розжиге).
- Форсаж дуги. Состоит в кратковременном увеличении силы электротока в случае, когда есть риск затухания дуги. Чаще всего это происходит при замыкании электрода и заготовки каплей расплавленного металла.
- Стабилизация. Обеспечивает сохранение параметров режима сварки в условиях колебания напряжения на входе.
Различают аппараты для следующих видов электросварки:
- Тугоплавким расходником в среде защитного газа. Используют горелку с вольфрамовым или графитовым электродом и соплом для нагнетания аргона. В зону сварки подают присадочный материал в виде проволоки. Возможна работа устройства без подачи газа. Тогда в качестве присадочного материала используют полую проволоку, заполненную флюсом. Тот при выгорании превращается в газ.
- Плавящимся электродом. Такие расходники снабжены собственным флюсом в виде покрытия (обмазки). Помимо защитных компонентов, оно содержит легкоионизируемые, улучшающие горение дуги.
По назначению устройства делятся на виды:
- Для ручной сварки – аргонной и плавящимся электродом.
- Полуавтоматы. Предназначены для сварки тугоплавким расходником, присадочный материал подается механизированным способом.
- Автоматы. Работа ведется без участия человека в соответствии с заданными пользователем настройками. Агрегат оснащается тугоплавким электродом.
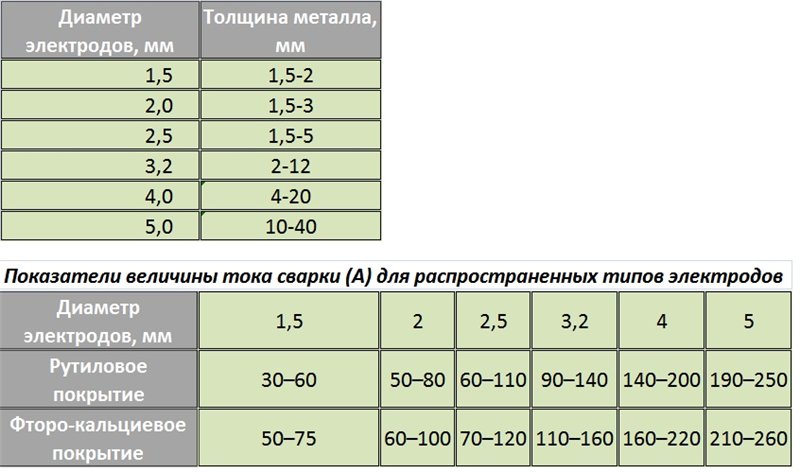
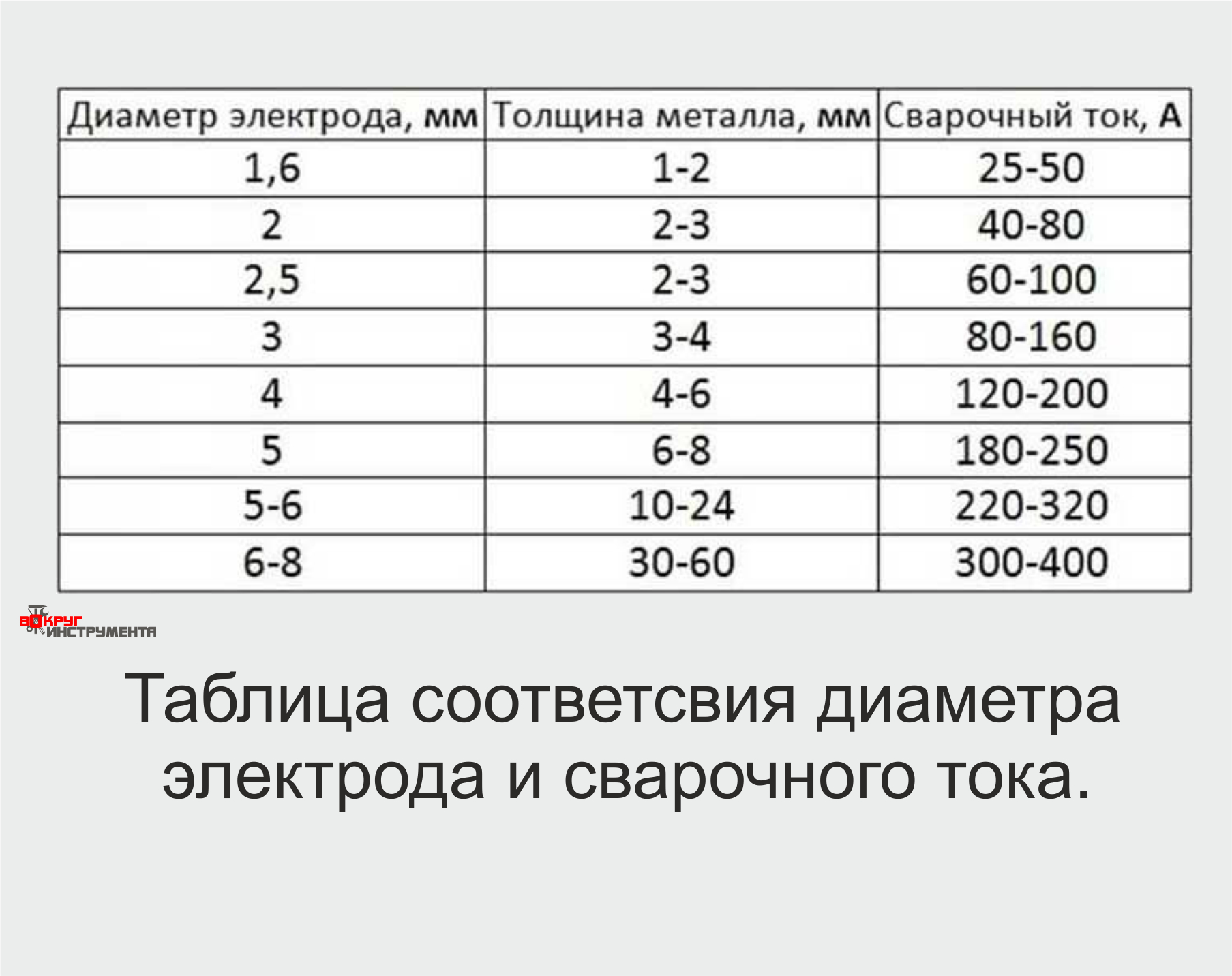
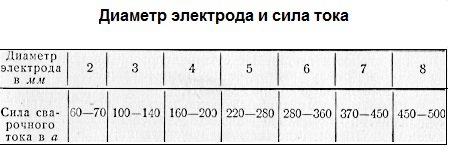
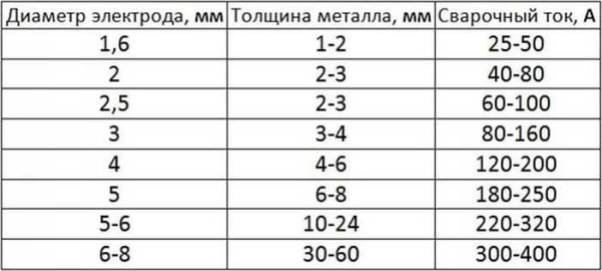
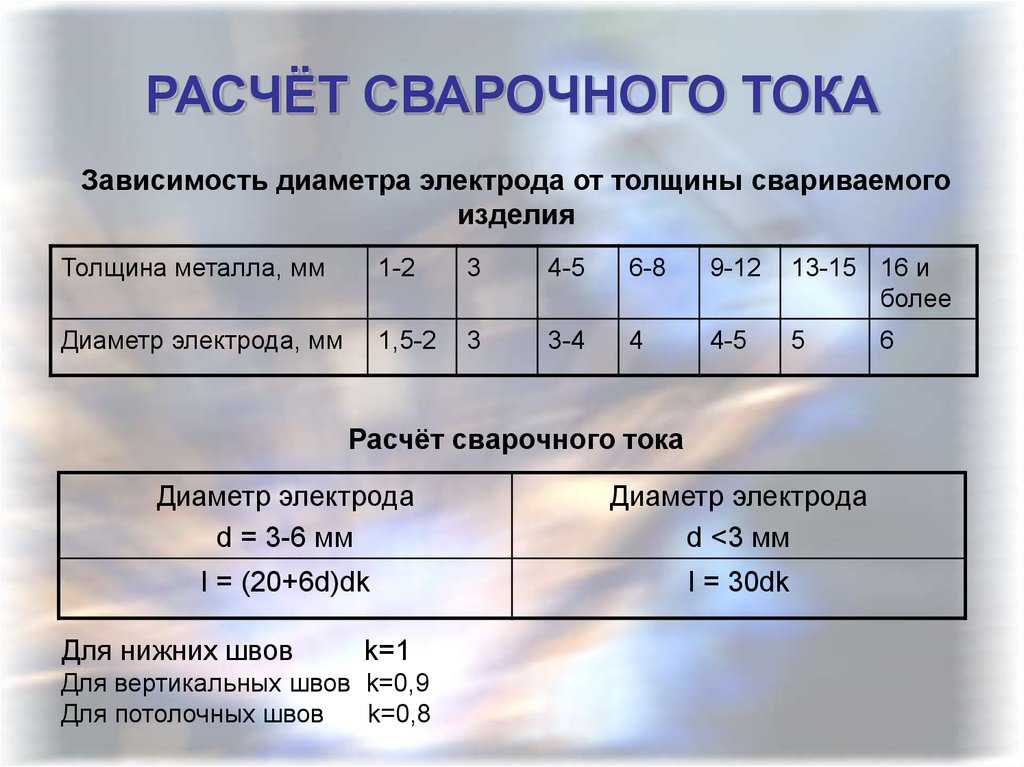
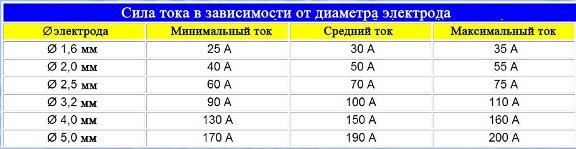
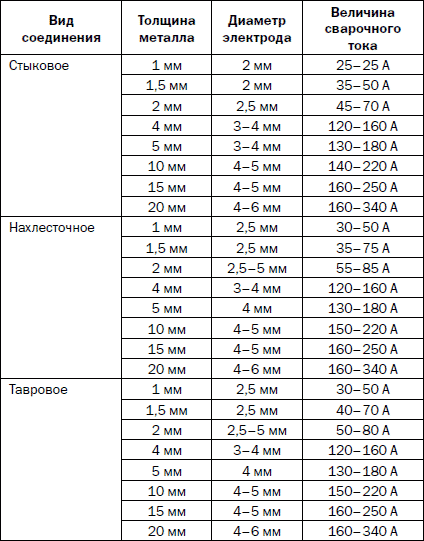
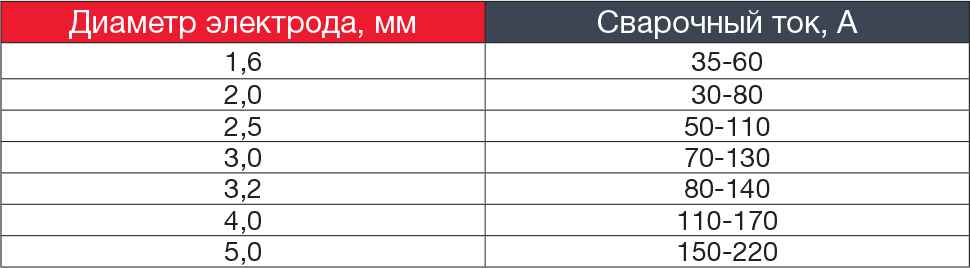
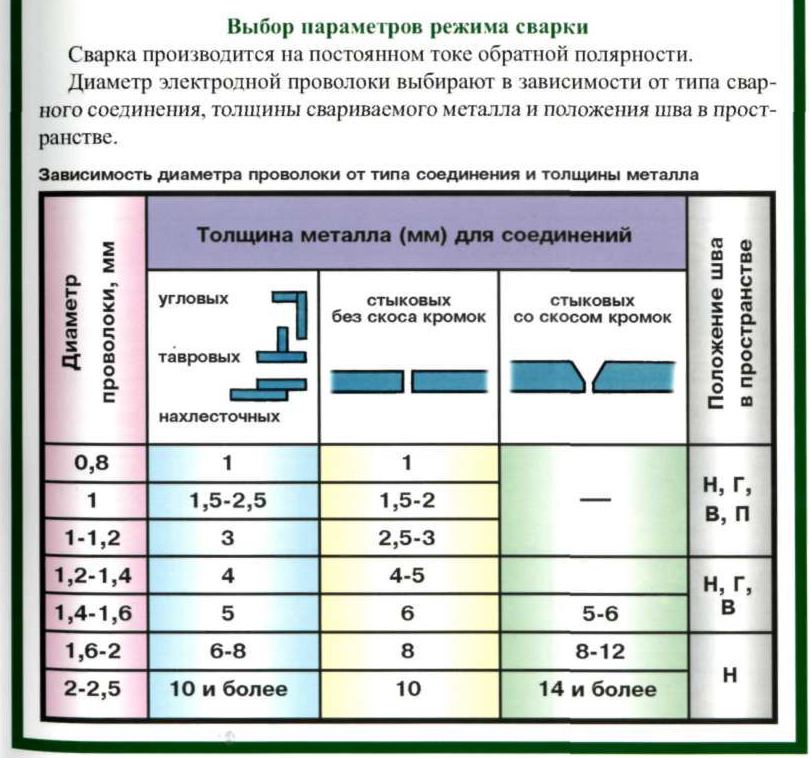
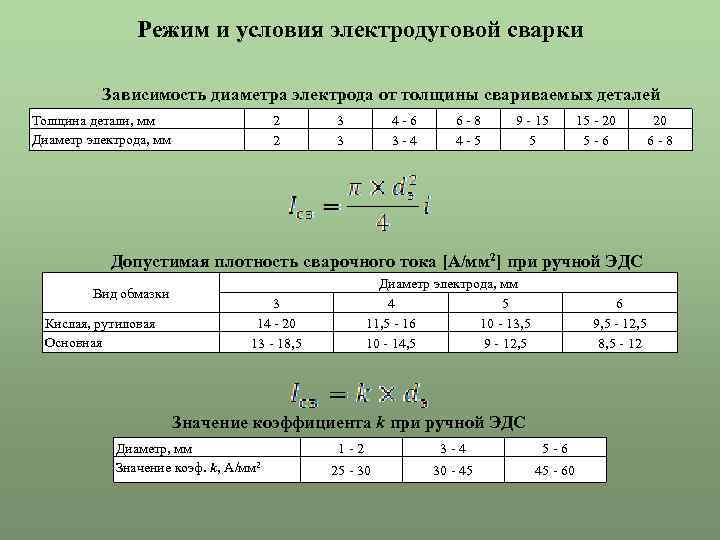
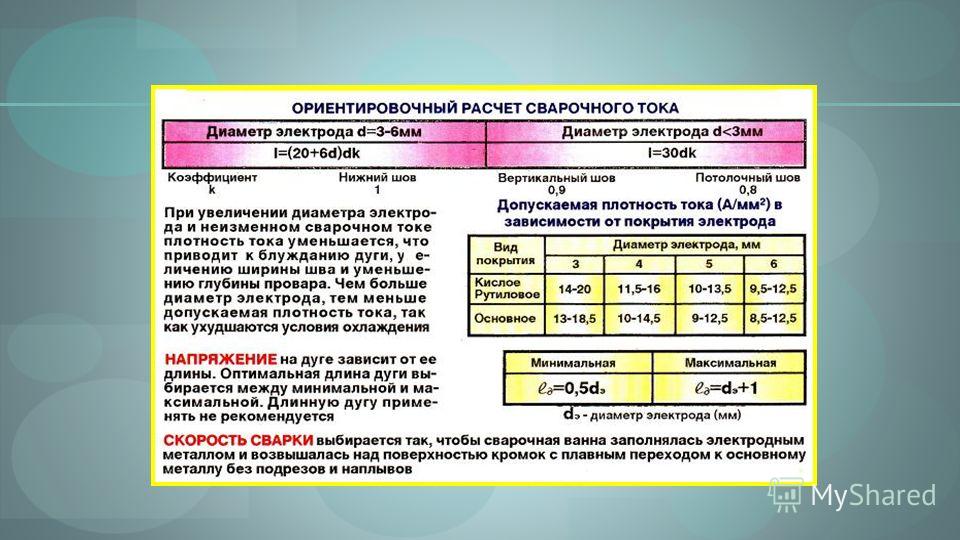
Зависимость электрического тока от толщины электрода
Важно знать, как подобрать силу тока при сварке в соответствии с толщиной стержней. Это два взаимосвязанных свойства, которые оказывают основное влияние на прочностные характеристики шва и изделия в целом
Для каждой марки расходников предусмотрена наиболее подходящая величина тока.
Важно! Если будет неправильно выбран сварочный ток для электродов 2, 3, 4, 5 мм при проведении инвентарной или дуговой сварки, то это может привести к неприятным последствиям. Если напряжения будет недостаточно, то будет наблюдаться проваривание шва, а при его превышении, будет пропаливание соединения
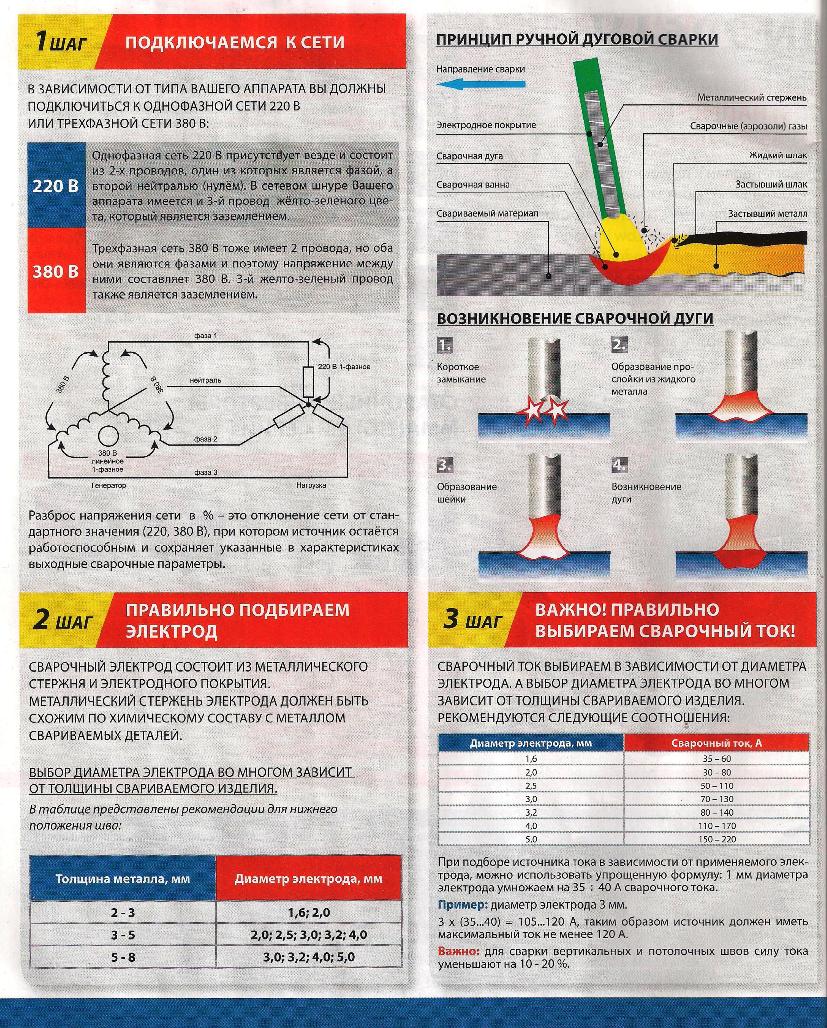
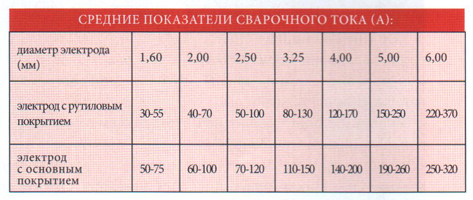
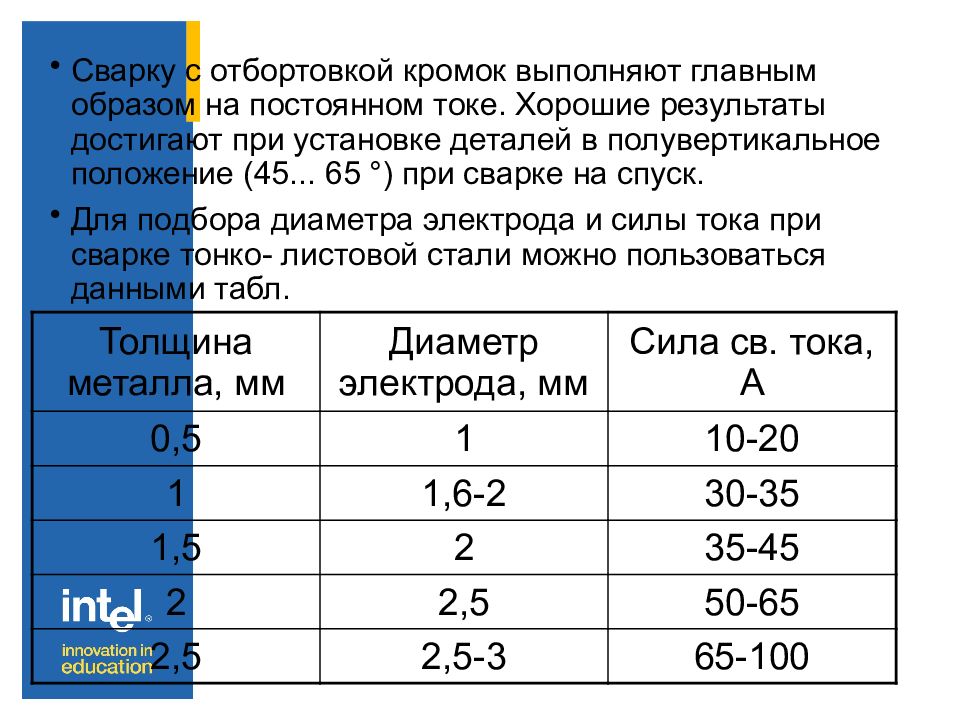
В настоящее время производится много компактных сварочных аппаратов, которые подходят для бытовых условий. При помощи них заваривают небольшие металлические конструкции — заборы, крыши, двери и многое другое. Именно для них подходят расходники с небольшим диаметром — 1, 1,5, 2 мм. Показатель напряжения для стержней с этими значениями должен составлять от 30 до 45 Ампер. Регулирование на приборе должно быть плавным. Дело в том, что даже небольшая погрешность может негативно отразиться на качестве шва.
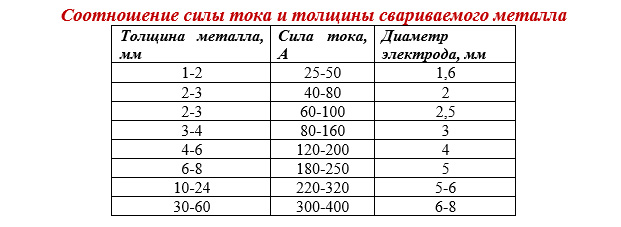


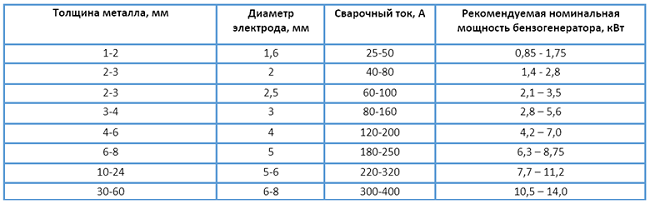

Данная информация всегда указывается в описании на упаковке сварочных материалов. Но все же ниже рассмотрим примерные параметры, которые часто используются во время сварочных работ.
Ток сварки для электрода 6-8 мм
Как выбрать ток для сварки, если используются расходники с диаметром 6-8 мм? Обязательно должен соблюдаться определенный показатель напряжения, это требуется для получения прочного шва. Обычно при большом диаметре показатель напряжения должен быть 250 Ампер.
А вот как правильно выбрать ток при сварке инвертором, если проводятся тяжелые работы? Опытные сварщики советуют выставлять напряжение в пределах 300-350 Ампер. Но все же не стоит забывать про толщину металлических заготовок, она также влияет на размер диаметра стержней.
Ток сварки для электрода 5 мм
Как выбрать сварочный ток, если используются стержни 5 мм? Сварщики рекомендуют устанавливать напряжение в пределах 160-250 Ампер. Во время этого процесса должен учитываться тип металла, пространственное положение.
Обратите внимание! Электроды 5 мм являются массивным расходным материалом. Количество Ампер должно зависеть от степени глубины проваривания металла
Чтобы сделать сварочную ванну с глубиной больше 5 мм должна использоваться максимальная мощность. При стандартных режимах хватает 200-220 Ампер. Для обеспечения качественной и постоянной работы с такими электродами должен использоваться трансформатор с достаточными показателями мощности.
Ток сварки для электрода 4 мм
Стержни с диаметром 4 мм являются популярными сварочными расходными материалами. Их востребованность связано с тем, что они считаются универсальными материалами. Они подходят для сваривания как мелких, так и больших соединений.
Но все же не стоит забывать про правильное напряжение, оно также оказывает огромное влияние на прочностные качества шва изделия. Сила тока при сварке электродом 4 мм должна быть от 110 до 200 Ампер.
Ток сварки для электрода 3 мм
Обязательно требуется знать, какой ток нужно выставлять при сварке электродом 3мм. Это влияет на прочность, форму, внешний вид, качество сварных соединений. Этот критерий требуется обязательно учитывать, иначе металлическое изделие может получиться хрупким, оно быстро придет в негодность.
Так какой ток нужен для сварки электродом 3мм? Обычно применяется показатель в пределах от 65 до 130 Ампер. Но предварительно сварщики настраивают усредненный показатель — 80-90 А. Это поможет установить, какой ток подходит для электрода 3 мм.
Ток сварки для электрода 2 мм
А какой ток для сварки электродом 2мм? Обычно данные стержни применяются для сваривания металлических изделий с толщиной 2-3 мм. Но чтобы шов был прочным не стоит забывать про правильную настройку напряжения.
Сила тока при сварке электродом 2 мм должна быть в пределах от 30 до 80 Ампер. Большое расхождение обусловлено видом металла и выбранным положением в пространстве.
Но все предоставленные показатели приблизительные. На практике сила тока будет зависеть от марки стержня. У каждой марки имеются собственные показатели, которые указываются в описании на упаковке. К примеру, чтобы выяснить, каким током варить на электроде 3 мм, требуется первым делом изучить рекомендации производителей. Но вот опытные сварщики смогут с этим разобраться быстро, у них в этом деле имеются хорошие познания.
Популярные марки
Далее приведены самые популярные марки электродов переменного тока. Род электричества указывается в маркировке последней цифрой. Существует несколько вариантов: каждая цифра от 1 до 9 — имеет свое значение, если цифра 0, то варить переменкой нельзя.
Далее мы рассмотрим какие марки электродов для переменного тока наиболее востребованы у специалистов.  1. ОЗС-12 имеют рутиловое покрытие. Данная марка используется в работе с ответственными конструкциями и деталями из углеродистых сталей. Достоинства: сварку можно проводить в любом пространственном положении; обеспечивают прочное и долговечное соединение; рутил исключает образование пор; устойчивая дуга; небольшое количество выделяемых токсичных веществ.
1. ОЗС-12 имеют рутиловое покрытие. Данная марка используется в работе с ответственными конструкциями и деталями из углеродистых сталей. Достоинства: сварку можно проводить в любом пространственном положении; обеспечивают прочное и долговечное соединение; рутил исключает образование пор; устойчивая дуга; небольшое количество выделяемых токсичных веществ.

2. МР-3 предназначены для ответственных деталей конструкций из стали с низким содержанием углерода. Преимущества: стабильное горение дуги; минимальное разбрызгивание металла; обеспечение качественного шва; корка шлака легко отделяется; возможно сваривание плохо очищенного, ржавого и влажного металла.
3. АНО-4 используются для сварки, резки и наплавки углеродистых сталей. Плюсы данной марки: легкое зажигание и стабильность дуги; возможно сваривание плохо очищенных, влажных и ржавых конструкций; практически не склонны к образованию пор и горячих трещин; шлаковая корка легко и быстро отделяется; разбрызгивание металла минимально.

4. МР-3С применяются для работы с высоко углеродистыми и низколегированными сталями. данная марка широко используется в различных сферах. Достоинства: легкая воспламеняемость дуги; рутиловая обмазка защищает шов от вкраплений шлака и окисления; высокий уровень постоянства сварочной дуги; использование электродов МР-3С обеспечивает ровный шов, прочный к механическим нагрузкам к износу, без пор и пустот; сваривание может выполняться в любом положении.

Сварочные электроды АНО-6
5. АНО-6 применяются для сварки низкоуглеродистых сталей. Преимущества: возможно сваривание по ржавчине, грязи и окалине; лезкое возбуждение и ровное горение дуги; хорошо формируют шов; обладают низкой чувствительностью к образованию обрезов.
6. ОЗС-4 предназначены для сварки изделий и конструкций из углеродистых сталей. Плюсы электродов данной марки: рутиловое покрытие обеспечивает соединение практически во всех положениях, что значительно упрощает работу сварщика; невосприимчивы к плохо очищенному металлу; легко зажигание дуги; возможность сваривания на повышенных режимах; обеспечивают сварку изделий средних и больших толщин. 

7. АНО-21 используются для сваривания углеродистых и низколегированных сталей. Достоинства: легкость в обращении, что гарантирует высокие результаты; сварка может проводиться во всех положениях; применяются при работе с инвертором и трансформаторным полуавтоматом; малое разбрызгивание металла; легкое отделение шлака; мягкая и стабильная дуга.

Сварочные электроды ОЗС-6
8. ОЗС-6 предназначены для сварки конструкций из углеродистых сталей. Преимущества данной марки: обеспечивают высокую производительность труда; возможно соединение окисленных поверхностей; гарантирует получение качественного и долговечного шва.
Каждый сварщик имеет собственное представление о том, какая марка электродов для сварки переменным током является наиболее ходовой и удобной.
Основные виды покрытия электродов
Для ручной сварки используются 4 вида покрытий поверхности электродов, которые определяются по маркировке (буквы А, Б, Р, Ц). Рассмотрим особенности их состава и применения.
1. Кислые (А)
Состоят из окислов железа и марганца, кремнезема, ферромарганца, целлюлозы, крахмала. Они образуют стабильно горящую дугу и обеспечат ее быстрый розжиг при питании с невысоким напряжением. Электропитание осуществляется током переменного или постоянного типа. Малочувствительны к проржавевшим кромкам, которые сплавляются.
Из минусов – вредные испарения при нагревании, разбрызгивание расплавленного вещества. Для такой разновидности материалов не допускается температурная прокалка перед использованием. Низкая отделяемость шлака может повлечь за собой (при нескольких слоях) зашлаковку наплавки. Основная область применения – сплавка низколегированной стали. Для чугуна рекомендуются расходники ОЗЧ-2, для молибденовых сплавов – ЦЛ-6.






2. Основные или фтористо-кальциевые (Б)
В состав входят карбонаты кальция и магния, плавкого шпата, ферромарганец. Благодаря слабому окислению, они обеспечивают выход кислорода из расплавленного материала. Применение расходного материала способствует защите от образования трещинок на швах, максимальная эффективность достигается при электросварке жестких конструкций с несколькими слоями. Лучшими с таким покрытием считаются японские Kobelco LB-52U, отечественные УОНИ 13/55, ОЗЛ-8 и FUBAG FB 13/55 .
3. Рутиловые (Р)
Содержат добавку диоксида титана (рутила), карбонаты кальция и магния, ферромарганец, кремнезем. Из доступных вариантов можно рассмотреть Fubag FB 3 . Расходники дают хорошие результаты при спайке ржавых участков, соединении загрунтованных элементов без образования пор. Ровный стойкий шов получается даже у сварщиков с небольшим опытом, предварительная шлифовка кромки не требуется. Допускается сплавка в любом положении конструкции. Брызги расплава практически отсутствуют.
4. Целлюлозные (Ц)
Расходники применяются в большинстве случаев для сварки трубопроводов, транспортирующих жидкости. Они не подходят для условий, когда планируется транспортировка при высоких температурах. Электроды можно использовать повторно. Перед использованием стержни обязательно нужно подвергать просушке и прокалке.
К органическим веществам (до 50% оксицеллюлозы, крахмала) добавляются шлакообразующие материалы и легирующие присадки (ферромарганец, силикаты, диоксид титана). Они дают хорошее горение дуги при постоянном токе питания, позволяют сварщикам развивать высокую производительность за счет легкости ведения шва.
Сварка может выполняться в любом положении. В процессе выделяется немного шлака, поэтому такие расходники удобно применять при вертикальном размещении конструкции. Они подходят также для труднодоступных мест. Из минусов – грубочешуйчатая поверхность швов, поэтому понадобится дополнительная шлифовка. При работе разбрызгивается до 15% расплавленного материала.
Кроме основных обмазок, часто применяются также комбинированные виды покрытия электродов, например, кисло-рутиловые (КР) или рутилово-целлюлозныые (РЦ) расходники Fubag FB 46 .
- Толщину и состав сварной конструкции (медь, чугун, нержавеющая, низкоуглеродистая или высоколегированная сталь). Например, для высоколегированной стали оптимально подойдут расходники марок ЛМЗ-1, АНВ-1.
- Требования по эксплуатации (предварительная прокалка, положение стержня при работе). Проще всего сварка проводится в горизонтальном положении, при вертикальном положении возможно стекание шлаков. Работу в труднодоступных местах под наклоном выполняют квалифицированные сварщики.
- Марку применяющегося сварочного аппарата. Нередко в названии сварочного оборудования встречаются вставки, указывающие на особенности применения расходных материалов. Ярким примером станет модель IN 226 CEL , в названии которой указана возможность эффективной работы электродами с целлюлозным покрытием.
Доверие российских сварщиков заслужили немецкие аппараты Fubag и адаптированные к ним расходные материалы этой же марки – благодаря высокому качеству и удобству в эксплуатации
Исходя из толщины конструкции и диаметра стержней, важно правильно настроить сварочный аппарат, поскольку при слабом токе не получится образовать дугу, а при очень сильном – можно прожечь насквозь металл.
Изложенная информация позволит избежать ошибок при выборе и эксплуатации различных электродов для ручной дуговой сварки начинающим или малоопытным специалистам
Конструкция и материал изготовления
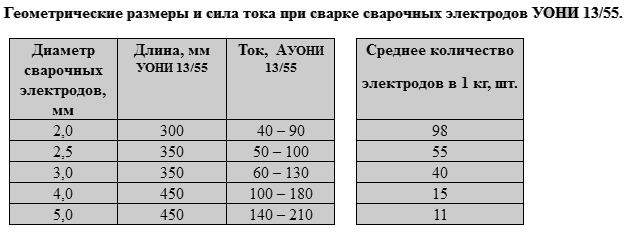
 Для производства МР-3 электродов может применяться проволока разного сечения. Технология изготовления требует нанесения на каждое изделие специального рутилового покрытия. Присадочный материал может отличаться между собой по длине, которая может составлять 300−450 мм, и наружному диаметру, его значение варьируется в диапазоне 2−6 мм.
Для производства МР-3 электродов может применяться проволока разного сечения. Технология изготовления требует нанесения на каждое изделие специального рутилового покрытия. Присадочный материал может отличаться между собой по длине, которая может составлять 300−450 мм, и наружному диаметру, его значение варьируется в диапазоне 2−6 мм.
Подобная конструкция позволяет использовать сварочный материал МР-3 для проведения сварочных работ по неподготовленным поверхностям, имеющим загрязнения и следы ржавчины. Во время хранения необходимо поддерживать оптимальный показатель влажности в помещении. Для рутилового покрытия он не должен превышать 1,5%, в противном случае перед использованием электроды необходимо прокалить не менее 60 минут при температуре +180 градусов.
Во время сварки необходимо ориентироваться на номинальные характеристики, которые должен иметь качественно выполненный сварочный шов. При соблюдении требований технологии рабочего процесса соединение должно иметь сопротивление разрыву 46 кгс/мм². Пределом коэффициента наплавки шва является значение 8,5 г/А*ч. Для определения необходимого количества электродов должна браться в расчет масса наплавки во время сварки. У электродов МР-3 этот параметр составляет 1,7 кг/час.
Для получения надежных сварных соединений необходимо не только обладать навыками в проведении сварочных работ, но и использовать подходящий расходный материал. Среди электродов, которые хорошо себя зарекомендовали, особо стоит выделить электроды марки МР-3. Они обладают массой полезных свойств, среди которых особо стоит отметить нетребовательность к качеству поверхностей свариваемых металлов.
 Этот присадочный материал можно использовать для соединения методом сварки деталей, содержащих на поверхности влагу, загрязнения и окислы. Причём конечный результат от этого никак не страдает.
Этот присадочный материал можно использовать для соединения методом сварки деталей, содержащих на поверхности влагу, загрязнения и окислы. Причём конечный результат от этого никак не страдает.
Имеются у этих электродов и другие положительные свойства, о которых хорошо известно опытным сварщикам. Однако необходимо учитывать, что электроды марки МР-3 являются узкоспециализированным присадочным материалом, который подходит для сваривания только низколегированных и углеродистых сталей с содержанием углерода на уровне 0,25%. Поэтому необходимо знать особенности применения этих сварочных элементов для того, чтобы соблюсти все требования сварочного процесса. Особенно это касается величины рабочего тока, от которой в немалой степени зависит качество сварного шва.
https://youtube.com/watch?v=neMXjs3dtng
Обозначения сварочного тока для электродов
Маркировка расходников имеет вид дроби. Последняя цифра в знаменателе обозначает род тока. «0» расшифровывается как «только постоянный с обратной полярностью». Прочие цифры означают, что расходник является универсальным, т.е. может варить любым видом тока. При этом для постоянного зашифрована полярность, для переменного – минимально требуемое значение вольтажа холостого хода.
Данные сведены в таблицу:
| Рекомендуемая полярность постоянного электротока | Разность потенциалов холостого хода источника переменного электротока, В | Обозначение |
| Обратная | – | |
| Любая | 50±5 | 1 |
| Прямая | 2 | |
| Обратная | 3 | |
| Любая | 70±10 | 4 |
| Прямая | 5 | |
| Обратная | 6 | |
| Любая | 90±5 | 7 |
| Прямая | 8 | |
| Обратная | 9 |
Таким образом, цифра «5» в маркировке означает, что электродом можно варить:
- Постоянным током прямой полярности.
- Переменным, если напряжение на холостом ходу источника составляет не менее 70 В.
Сварка материалов — какие электроды выбрать?
Если у вас запланирована сварка определенных конструкций, то необходимо учесть, что выбор электрода для сварки инвертором будет зависеть от материала, из которого изготовлено соединяемое изделие. По мнению экспертов, наилучшими для сварки считаются следующие изделия:

Приобретая любой из выше рассмотренных стержней для сварки в любой торговой сети, которая располагает эпидемиологическими сертификатами, можно быть уверенным, что создаваемое с их помощью соединение будет отличаться наивысшей прочностью и надежностью
. Вместе с тем человеку, который будет осуществлять инверторную сварку, будут обеспечены наиболее безопасные условия работы.
Говоря об инверторе, следует заметить, что возможности этого оборудования позволяют соединять любые поверхности с применением большинства доступных на сегодняшний день электродов. Именно с этим и связан высокий интерес к этому аппарату. При этом в продаже можно встретить такие стержни, с применением которых нельзя добиться требуемого результата сварки и обеспечить шву привлекательный вид. К тому же не все электроды в состоянии гарантировать необходимый уровень безопасности при использовании подобного оборудования. Поэтому при осуществлении инверторной сварки необходимо использовать только рекомендованные для подобных работ электроды.
Особенности
Присадочный материал этой марки можно использовать для соединения конструкций как длинной другой, так и при помощи коротких прихваток. С их помощью можно может выполняться без предварительной подготовки соединение металла, который может иметь:
- влажную поверхность;
- следы окислов и загрязнений;
- признаки ржавчины.
 Сварочные элементы МР-3 подходят и для соединения элементов по зазорам, но при использовании тока минимальной величины. В противном случае в шве могут появиться поры. Присутствие в маркировке сварочных элементов буквы «м» (МР-3м) указывает на наличие рутилово-ильменитового покрытия, а буква «с» (МР-3с) говорит об использовании производителем рутилового покрытия с содержанием особых ионизирующих добавок.
Сварочные элементы МР-3 подходят и для соединения элементов по зазорам, но при использовании тока минимальной величины. В противном случае в шве могут появиться поры. Присутствие в маркировке сварочных элементов буквы «м» (МР-3м) указывает на наличие рутилово-ильменитового покрытия, а буква «с» (МР-3с) говорит об использовании производителем рутилового покрытия с содержанием особых ионизирующих добавок.

Если сравнивать эти два вида электродов по характеристикам, то это те же самые электроды МР-3.
Сварной материал МР-3 упрощает процесс зажигания дуги благодаря наличию в покрытии специальных добавок при использовании сварочных аппаратов малой мощности с напряжением порядка 50 В. К тому же они более предпочтительны, нежели обычные электроды МР-3 из-за более высоких санитарно-гигиенических показателей. Сварка, проводимая с использованием таких элементов, сопровождается выделением не более 0,6 г марганца. При применении обычных электродов МР-3 выделяется 1,25 г вещества.
Дополнительно к этому элементы МР-3 позволяют выполнять более однородные швы, что положительно сказывается на механических характеристиках соединения.
особенности, принцип работы, критерии выбора
- Бетон и работа с ним
-
Инструменты
- Дрели и шуруповерты
- Инструменты для работы с трубами
- Культиваторы
- Лобзики
- Ножи
- Отвертки и ключи
- Паяльники
- Пилы
- Свёрла
- УШМ (болгарки)
- Уровни
- Краски и окрашивание
-
Металлические изделия
- Арматура
- Болты, винты, гайки, гвозди
- Заборы и ворота
- Листы и профлисты
- Печи и мангалы
- Проволока
- Профили, уголки, швеллеры
-
Металлы
- Алюминий
- Вольфрам
- Сплавы
- Сталь
- Температура плавления
- Цинк и цинкование
- Самоделкин
- Сварка
-
Станки и оборудование
- Буры
- Газовое оборудование
- Двигатели
- Для работы с деревом
- Для работы с металлом
- Дробилки
- Дровоколы
- Измельчители
- Компрессоры
- Коптильни
- Мотоблоки
- Пескоструи
- Плуги
- Прессы
- Триммеры, газонокосилки, мотокосы
- Фрезы
- Трубы
- Хочу всё знать!
Что такое электрод и для чего обмазка
Электрод — это кусок металлической проволоки со специальным покрытием — обмазкой. Во время сварки сердечник плавится от температуры дуги. Одновременно горит и плавится обмазка, создающая вокруг области сварки — сварной ванны — защитное газовое облако. Оно перекрывает доступ кислороду, содержащемуся в воздухе. В процессе горения обмазки часть ее переходит в жидкое состояние и тонким слоем покрывает расплавленный металл, также защищая его от взаимодействия с кислородом. Так что обмазка обеспечивает хорошее качество шва.
Сварочный электрод состоит из сердечника и защитного покрытия
Любой электрод перед началом сварки осматривают: покрытие не должно иметь сколов. В противном случае однородного прогрева и качественного шва вы не добьетесь
Еще обратите внимание на кончик электрода: толщина обмазки должна быть одинаковой со всех сторон. Тогда дуга будет выходить по центру
В противном случае она будет смещена. Для сварщиков с опытом это нестрашно, а вот для новичков может создать ощутимые проблемы.
Необходимо следить за влажностью обмазки. Некоторые из них при повышенной влажности зажигаются очень плохо (например, УОНИ). В связи с такой «капризностью» обмазки, хранить их нужно в сухом месте, обеспечив по возможности герметичную упаковку. Можно коробку укладывать в пакет, а еще туда класть несколько пакетиков с солью, что бывают в обувных коробках.
Покупать влажные электроды не стоит: их можно, конечно, высушить, но их характеристики при этом снизятся. Если все-таки случилось так, что электроды отсырели, их высушить можно в обычной бытовой духовке при небольших температурах (они указываются обычно на упаковке). Второй способ — положить на продолжительный срок в сухое хорошо проветриваемое помещение.
Обмазка (защитное покрытие) электродов бывает: основной, рутиловой, целлюлозной и кислой
Виды обмазки и их характеристики
Различают всего четыре вида покрытий:
- Основное.
- Рутиловое.
- Кислое.
- Целлюлозное.
Основное (УОНИ) и целлюлозное покрытие подходит только для сварки на постоянном токе. Они использоваться могут на ответственных швах: создают прочный, эластичный шов, стойкий к ударным нагрузкам.
Электродов для сварки более 200 марок, около 100 из них может использоваться при ручной дуговой электросварке
Два других (рутиловое и кислое) — могут работать при сварке и переменным, и постоянным током. Но кислое покрытие очень токсично: работать в помещениях можно только если рабочее место оборудовано принудительной вытяжкой.
Рутиловая обмазка имеет зеленоватый или синий оттенок, электроды отличаются легким розжигом. Они хорошо зажигаются даже если инвертор имеет низкое напряжение холостого хода (для уверенного розжига основной обмазки требуется хорошая вольт-амперная характеристика, как выбрать инверторный сварочный аппарат, читайте тут.). При сварке рутиловыми электродами (МР-3) металл почти не брызжет, зато шлака бывает много и отходит он непросто: приходится работать молотком.
Возможно вас заинтересует как сварить беседку из металлической трубы или как сделать сарай на каркасе из трубы.
Плюсы и минусы электродов с основным покрытием
Если сравнивать стержни такого типа с другими изделиями, то можно выделить несколько плюсов:
- шов имеет хорошую вязкость и пластичность;
- в металле содержится небольшой количество газов и примесей;
- соединение является стойким к образованию горячих трещин;
- работать можно в любом положении.
Среди недостатков нужно отметить следующее:
- большая чувствительность к влаге — электроды должны храниться в сухом месте;
- дуга может быть нестабильной при работе на переменном токе;
- удлинение шва приводит к появлению пор;
- при работе по влажным поверхностям, соединение может ухудшиться;
- электроды следует прокаливать перед работой;
- перед сваркой нужно подготавливать поверхности.