
Как происходит процесс?
Защиту от коррозии у силумина обеспечивает прочная окисная пленка. Она же усложняет процесс сварки, препятствуя непосредственному соединению атомов.
Сварку неответственных (слабо нагруженных) деталей ведут на постоянном токе обратной полярности, используя покрытые электроды, либо на прямом токе с помощью неплавкого электрода, угольного либо вольфрамового.
Требуемое проплавление обеспечивают с помощью предварительного нагрева. Детали толщиной свариваемых частей менее 10 мм нагревают газовой горелкой до 250-300ºС, заготовки большей толщины до 400ºС.
Особое внимание обращают на силу сварочного тока. Лучше всего выполнить его подбор до начала сварки деталей, используя бросовые куски силумина сходной толщины
Для предварительного подбора пользуются соотношением: I≤60 A на 1 мм диаметра электрода, где I — сила сварочного тока.
Поскольку пленка шлаков после остывания не даст возможности зажечь дугу, работы ведут непрерывно одним электродом.
Скорость плавления алюминиевого электрода выше, чем стального, поэтому вести сварку нужно быстрее выше.
При использовании технологии неплавкого электрода используют присадочные прутки из алюминиевых сплавов. Детали, толщиной до 2,5 мм можно варить, не разделывая кромок. Изделия массивнее требуют разделки, либо сварки с зазором порядка 0,5-1 мм.
Массивные заготовки сваривают за два прохода. Сначала от средины к краям шва выполняют проход для разогрева, а лишь затем ведут шов.
Присадочный пруток удерживают при этом в левой руке, перемещая позади угольного электрода на расстоянии 7-10 мм (в зависимости от силы дуги).
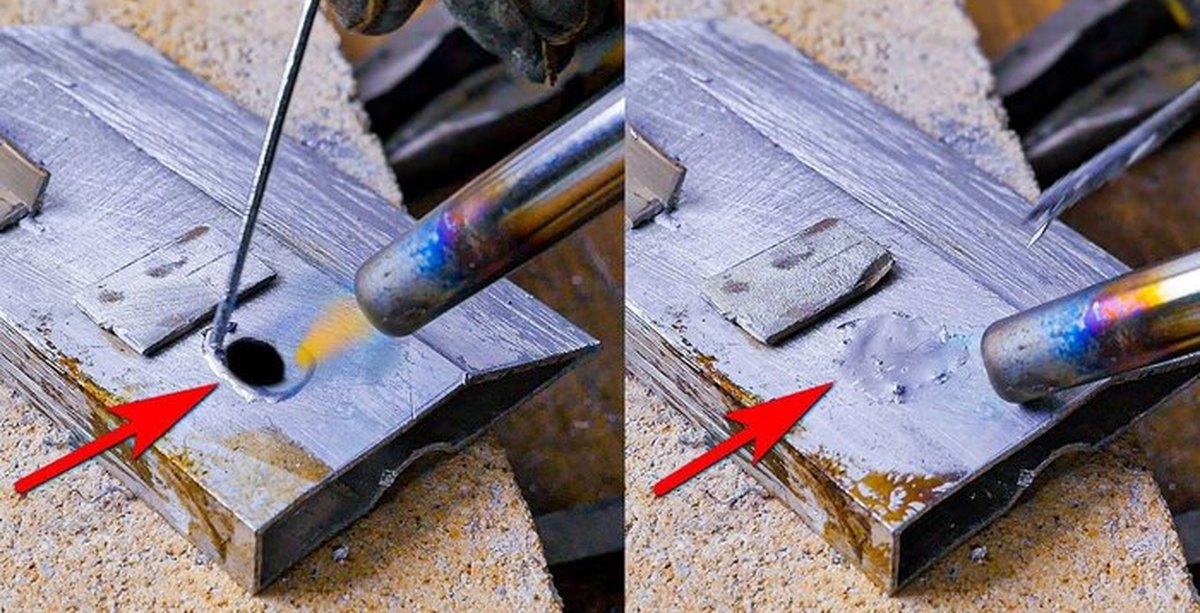
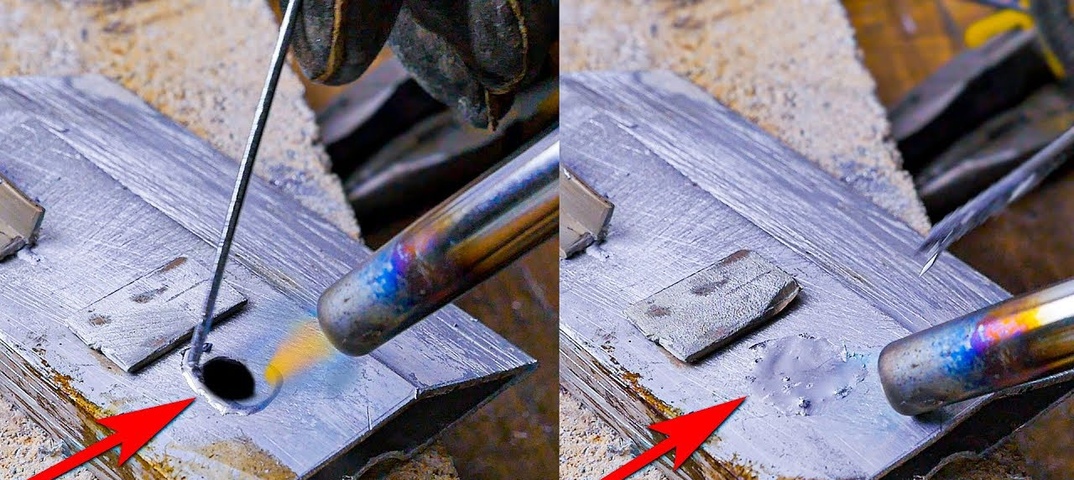
Плавление прутка не должно происходить каплями, поскольку каждая из них окажется в своеобразном «мешочке» из окислов. При этом силумин будет разбрызгиваться, не образуя шва.
Чтобы этого не происходило, присадка плавится непосредственно в сварочной ванночке. Для предохранения вытекания из нее силумина, используют стальные подкладочные пластины.
Готовый шов должен остывать как можно медленнее.
Изделия из силумина китайского производства сваривать бессмысленно, поскольку по большей части они изготовлены на основе порошковых технологий. Даже если удастся подобрать подходящий режим и присадку, цена такого ремонта окажется дороже новой детали.
Возможно ли проведение сварки силумина в домашних условиях
Силумин представляет собой сплав на основе алюминия, который используется для изготовления деталей. При обработке этого материала следует учитывать некоторые особенности. Например, сварка силумина похожа на работу с алюминием, однако этот процесс считается более энергозатратным.
Техника
На производстве, в частных мастерских и автосервисах мастера часто задаются вопросом о том, как сварить силумин. Для соединения деталей из этого материала применяется аргонодуговая сварка.
Технология представляет собой сваривание неплавящимся электродом.
Чтобы сделать надёжное соединение, используется специальная силуминовая проволока, которая выступает в качестве присадочного материала.
Перед использованием сварочного оборудования следует провести подготовку детали. Необходимо снять оксидную пленку, образующуюся на поверхности материала. Для этого используют наждачную бумагу, щётку или пескоструйный аппарат. Для химической обработки используют растворитель.
Какое оборудование необходимо?
Прежде чем приступать к сварочным работам следует подготовить оборудование
Для соединения силуминовых заготовок важно подобрать качественный аппарат. Сварочный трансформатор для этого не подойдёт. Нужен инверторный аппарат и газовый баллон
Нужен инверторный аппарат и газовый баллон
Помимо них применяют: вольфрамовые электроды, специальная горелка и осциллятор
Нужен инверторный аппарат и газовый баллон. Помимо них применяют: вольфрамовые электроды, специальная горелка и осциллятор.
Сваривать силуминовые детали можно полуавтоматом. Проволока подаётся под защитой инертных газов
При использовании полуавтомата важно учитывать некоторые особенности:
- Если постоянный ток имеет минусовую полярность на электроде, качественный шов сделать не получится.
- Чтобы соединяющая проволока не путалась при подаче, используют инструмент, оснащенный 4 роликами.
Преимущества и недостатки
У сварки силумина есть определённые преимущества и недостатки.
Сильные стороны:
- Деформация заготовки практически отсутствует благодаря малой области обработки.
- Аргон защищает обрабатываемую поверхность от попадания кислорода.
- Высокая скорость выполнения работ.
- С помощью этой технологии можно соединять конструкции, которые не поддаются другим методам сваривания.
Слабые стороны:
- При работе на улице сильный ветер будет мешать проведению работ.
- Если при создании дуги используется мощная токовая сила необходима дополнительная система охлаждения.
- Оборудование, используемое для соединения силумина, очень дорого стоит.
- Для работы с инструментами и создания качественного шва нужно обладать практическими навыками.
Требования
Заварить шов, используя сварочное оборудование, можно соблюдая определенные требования:
- Нельзя прикасаться электродом к обрабатываемой поверхности при зажигании дуги.
- Перед тем как подавать газ следует разогреть сопло горелки. Спустя 15 секунд можно открывать вентиль с газом.
- После прекращения подачи электричества на электрод следует подождать 10 секунд и только после этого перекрывать газовый вентиль.
Если работы проводятся дома, можно использовать плавящийся, а не вольфрамовый электрод.
Можно ли выполнять сварку такого типа дома?
Иногда необходимо провести сварку силумина в домашних условиях. Этапы проведения:
- Подготовить помещение, рабочее место и оборудование. При сварке аргоном нужно позаботиться о хорошей системе вентиляции. Для проведения работ подойдёт металлический стол.
- Чтобы соединить детали из силумина, нужно использовать плавящиеся электроды.
- Заготовки разогреваются до температуры в 300 градусов. Электроды нужно нагреть до 150 градусов.
Шов можно сделать плавкими электродами
Важно, чтобы они состояли из стержня силумина, который покрывается щелочно-солевым раствором. При проведении сварочных работ будет выделяться большое количество шлака. Его следует быстро убрать с поверхности заготовки
Его следует быстро убрать с поверхности заготовки
Его следует быстро убрать с поверхности заготовки.
Этапы сварки
Чтобы сделать качественное соединение силумина, сварка должна выполняться со строгим соблюдением технологии. Этапы:
- После зажжения дуги и включения газа в рабочую зона начинается подаваться проволока. Она расплавляется и создаёт качественное соединение деталей.
- При подаче проволоки её держат под углом перед соплом горелки.
- Проволоку нужно подавать медленно. Иначе расплавленные металл будет разбрызгиваться по сторонам и качество шва ухудшается.
При использовании присадочного стержня нельзя выставлять его поперек или делать большие отклонения в стороны.Сварка силумина, сварка дюраль электродом
Достоинства и недостатки аргонодуговой сварки силумина
- в отличие от других методов восстановления деталей из силумина, при дуговом в атмосфере аргона получают более прочные соединения,
- режим формирования шва – скоростной, сварка не отнимает много времени,
- не нужно предварительно прогревать детали и электрод,
- отработанная технология по силам начинающим,
- направленная дуга не перегревает деталь, она не деформируется.
- работы нельзя проводить на открытом пространстве, в закрытых помещениях необходимо избегать сквозняков, чтобы облако аргона оставалось над рабочей зоной,
- сложно сразу подобрать режим сварки,
- при работе с толстостенным металлом нужно продумывать способ теплоотведения,
- необходимо иметь специальное оборудование.
Тем, кто регулярно занимается ремонтными работами, недостатки аргоновой сварки не мешают создавать качественные и надежные соединения.
Сварка силумина сопряжена с некоторыми трудностями. В первую очередь, сварке поддается только силумин литейных марок, в состав которого входит цинк. Во-вторых, сварка этого материала в отличие от алюминия более ресурсозатратна.
Силумин – это двухкомпонентный сплав, в составе которого кроме алюминия и кремния присутствуют медь, железо, марганец и прочие элементы. Из него изготавливаются различные изделия методом литья. Хорошие литейные свойства позволяют получать тонкостенные или сложной конфигурации детали, к которым предъявляются повышенные прочностные требования.
Сломанное изделие из силумина легко узнать. На его сколе четко выделяются крупицы. На практике обычно ремонтом не занимаются. Но если возникает острая необходимость, то соединить детали можно несколькими способами: сваркой, пайкой и склеиванием.










Как заварить силумин в домашних условиях? Доступные способы сварки и пайки

23.02.2019
Детали различных форм из сплава алюминия и кремния славятся повышенной износостойкостью и прочностью. Этот сплав называется силумином.
Что он представляет собой, какие существуют особенности сварки изделий в домашних условиях, чем спаять силуминовые детали? Ответы на эти вопросы рассмотрим в статье.
Технология сваривания аргоном
Прежде чем начать работу нужно приготовить оборудование. Вам понадобится:
- инвертор;
- горелка с неплавящимся электродом;
- баллон с газом;
- осциллятор;
- присадочная проволока.
Подготовка деталей заключается в удалении оксидной пленки:
- Для этого наждачной бумагой или другими средствами зачищаются места соединения деталей.
- Далее края обрабатываются любым химическим средством: растворителем, каустической содой.
Технология сварки силумина аргоном напоминает процесс сваривания алюминия. Это самый надежный способ соединения силуминовых изделий.
При соединение деталей происходит их нагрев, образуется устойчивая к высокой температуре пленка, которая ограничивает надежность скрепления. Для избегания этого, применяется инертный газ — аргон. Он выталкивает воздух в сварочном пространстве, не позволяя окислятся деталям.
Требования к выполнению работ в домашних условиях:
- выполнять работу на открытом пространстве не рекомендуется, лучшим вариантом будет закрытое помещение (подойдет гараж или бытовая пристройка);
- в процессе сварочных работ нужно избегать перегревания газа, иначе аргон начнет разрушать элементы.
- Сварку производят с использованием короткой дуги на обратной полярности (подключение электрода к плюсу, а заготовки к минусу). При таком способе изделие плавится легче.
- Присадочная проволока подается в рабочую зону, где она плавится и соединяет изделия.
- Присадку нужно подавать постепенно, иначе велик риск разбрызгивания металла, что приведет к плохому соединению.
- Подача присадки происходит под углом к горелке, направления выполняются строго вдоль шва.
Выполнение этих условий гарантирует ровный и узкий шов.
В этом видео показывается, как отремонтировать (заварить дюралевый поддон):
Преимущества и недостатки аргоновой сварки
Плюсы метода:
- Этот вариант соединения элементов считается самым прочным.
- Сварка не занимает много времени.
- Технология подходит даже новичкам.
- Сварочный процесс, возможно, выполнить в домашних условиях.
- Деформация деталей исключена.
Минусы:
- Невозможность провести работу на открытом воздухе, ветер будет мешать правильному распределению газа над рабочей поверхностью.
- Необходимость иметь специальное оборудование.
- Высока вероятность со сложностью в настройках.
- Если работа производится трансформатором с высокой силой тока, то потребуется охлаждение.
Выполнение сварки в домашней обстановке требует соблюдения техники безопасности. В процессе работы применяют средства защиты, надевают:
- специальную одежду;
- маску;
- перчатки;
- обувь с резиновой подошвой.
Проводят работы по изоляции всех токопроводящих элементов. Исключают присутствие легковоспламеняющихся предметов возле рабочего пространства. Помещение должно быть хорошо вентилируемым.
Чем спаять?
Пайку силумина можно произвести газовой горелкой или паяльником с мощным жалом. Запаивают детали, предварительно очистив и обезжирив поверхность.
Для разрушения оксидной пленки используют флюс Castolin 190 Flux и другие.
Применяемые припои:
Смотрите видео по теме, припой HTS-2000 пайка алюминия без флюса:
На этом видео, показан крутой способ пайки алюминия паяльником:
https://www..com/watch?v=h3cG-mj0Aag
Наименее эффективный способ сваривания деталей происходит с помощью холодной сварки. Окончательный результат такого способа зависит от качества обработки поверхности склейки.
Можно ли заварить холодной сваркой крупные трещины? Нет, такой способ применяется только для микротрещин в деталях.
-тест, сравнение холодной сварки по алюминию:
Заключение
Сварка силумина – процесс трудоемкий, требующий навыков и умений в этом деле. Правильно выполнить процесс поможет изучение свойств, технологий, принципов работы с ним. А также разобраться в вопросе, чем варить силумин в зависимости от проблемы.
Выполнив все эти условия, отремонтировать детали из силумина сможет даже начинающий мастер.
Описание возможных способов сварки
Существует 2 главных метода сварки элементов из силумина. В первом случае соединение проводится аргонодуговым способом, а во втором используются плавкие электроды. Каждый вариант имеет свои особенности.
В аргоновой среде
Аргоновая сварка в большинстве случаев позволяет получить лучший результат. Однако этот способ соединения требует использования специального оборудования, например сварочного инвертора, рассчитанного на 220В или 380В.
Сила тока должна регулироваться в зависимости от толщины деталей. Кроме того, при работе задерживается осциллятор, который необходим для регуляции напряжения, поступающего на электрод при создании дуги. В процессе работы потребуются также баллон с газом и сварочное оборудование, присадочный пруток, горелка, расходные материалы.

Аргонная сварка – один из наиболее востребованных видов современной сварки.
Сварка силумина с аргоном требует использования обратной полярности. Таким образом, к электроду подводится плюсовой контакт. Это необходимо для ионизации инертного газа, повышения его электропроводности.
Инертный газ начинает подводиться к рабочей области только после розжига. Шов при этом охлаждается в защитной зоне не менее 10 секунд. В этом случае обеспечивается качественное схватывание верхнего слоя.
Припой необходимо вести со средней скоростью перед горелкой. Электрод не следует приближать к поверхности на расстояние менее 2,5 мм. Движения прутка и горелки должны совпадать. Необходимо, чтобы диаметр присадочной проволоки был меньше, чем диаметр электрода.
Рекомендуем к прочтению Как правильно варить углеродистые стали
С использованием плавящихся электродов
Для сварки плавящимся электродом со стержнем из силумина можно проводить выпрямитель или трансформатор. Перед работой поверхность требуется нагреть до 150°C, саму область стыка прогреть до 300°C. В этом случае шва не будет, т.к. произойдет сплав поверхностей. Образовавшийся шлак нужно зачистить.
Техника безопасности
Работа с силумином сопряжена с обычными для любой сварки травматическими факторами:
- электрический ток;
- высокая температура;
- выделение вредных веществ в виде газов и аэрозолей;
- световое и УФ излучение.
Кроме того, силумин содержит ряд примесей, в частности цинк, пары соединений которых более токсичны чем при сварке стали.
Для предотвращения вреда здоровью варить необходимо в проветриваемом помещении. Сварщик должен быть обеспечен обычным набором средств индивидуальной защиты: сварочная маска, перчатки, одежда, обувь.
При работе в замкнутом пространстве, при невозможности проветривания используют изолированный противогаз.
И в завершение, интересное видео о сварке алюминиевых сплавов:
Как сварить силумин в домашних условиях?

В настоящее время для изготовления различных сложных деталей используется силумин. Сварка силумина – это способ, который применяется для соединения деталей.
Несмотря на то, что такой метод не отличается сложностью, на практике осуществляя сварку силумина можно столкнуться с рядом трудностей. В процессе сваривания, происходит нагрев и окисление сплава, из-за этого элементы из силумина соединить намного сложнее.
Именно поэтому для сварки используется аргон. Благодаря этому химическому элементу процесс сварки защищен от окисления.









На заметку! Силумин – это сплав алюминия и кремния, который предназначен для создания деталей сложной формы.
Такой металл характеризуется высокими показателями прочности, устойчивостью к коррозийным процессам и износостойкостью.
Сварка силумина при помощи аргоном
Технология сварки силумина практически идентична процессу сваривания алюминия. Она получила название аргонодуговой, поскольку в ней объединились электрическая и газовая сварки. А именно, сварка осуществляется при помощи неплавящегося электрода в защитном аргоном облаке.
Как уже отмечалось, основная функция аргона заключается в защите сплава от процессов окисления. За счет того, что он тяжелее воздуха, он вытесняет воздушные массы из зоны сварки. Еще одна отличительная особенность аргона состоит в том, что он является инертным газом, а значит ни с воздухом, ни с другими газами он ни при каких обстоятельствах не будет вступать в реакцию.
Если вы новичок, и впервые производите сварку силумина в домашних условиях, следует быть очень внимательным и не перегреть газ.
Таким образом, происходит ионизация газа и он начнет пропускать через себя электроток.
Поэтому очень важно довести аргон до нужной температуры, ведь если его перегреть, то своей силой он будет не соединять заготовки из силумина, а начнет их разрушать
Обратите внимание! Сваривать можно исключительно литейный силумин, в котором находится 5-20% кремния. Если в составе много цинка
То варить такой материал нельзя.
Как произвести сварку силумина
Чтобы сварить силумин нужно прибегнуть к аргонодуговой технологии. Оборудование сконструировано из инвертора, газового баллона, осциллятора и горелки. В горелку монтируется неплавящийся вольфрамовый электрод, силуминовая проволока предстает в качестве присадки.
Перед тем как начать процесс сварки нужно:
- взять наждачку, металлическую щетку или пескоструйную машину и зачистить кромки свариваемых силуминовых деталей,
- затем нужно обработать их химическим составом. Для этого подойдут: бензин или любой растворитель.
Сварка осуществляется на обратной полярности при короткой дуге, поскольку так металл будет лучше плавиться. Присадочную проволоку нужно поместить в зону сварки, там она расплавится и совместится с основным металлом. В результате образуется однородная жидкая масса, которая после того как остынет превратится в монолит.
Чтобы сварной шов получился качественным, важно подавать проволоку перед горелкой и держать ее нужно пол углом. Соблюдайте точность и равномерность подачи проволоки вдоль шва, ведь если подать ее слишком быстро – металл разбрызгается и шов получится кривым
Осуществляя сварку силумина в домашних условиях, соблюдайте все установленные правила и рекомендации, а именно:
- когда поджигаете электрод, ни в коем случае не касайтесь свариваемых металлических заготовок,
- подаваться газ должен только спустя 15 секунд после того как вольфрамовый электрод разожжется,
- в конце сварочного процесса нельзя прекращать подачу газа, отключать его разрешается лишь спустя 10 секунд после того, как прекратится подача электрической энергии на электрод. Так, металл будет остывать равномерно.
Способы соединения
Перед осуществлением каких-либо ремонтных работ стоит вспомнить, что для этого используется силумин только литейных марок, содержащий в своем составе цинк. Определить, что сломанное изделие из силумина, довольно просто — на поверхности сколов (разломов) имеются характерные крупицы. Устранить поломку можно тремя способами:
- Пайка — бытовой метод сварки без аргона. Соединить посредством пайки возможно только металлические детали с тонкими стенками. Помогут в этом специальные припои, предпочтительны для сварки алюминия, например ER4043, Harris 52, HTS 2000. Для эффективного скрепления стоит пользоваться мощным электрическим паяльником или иметь при себе компактную газовую горелку, баллон с газом (не аргон) и припой.
- Склеивание. Ремонт выполняется весьма и весьма редко. Причина в том, что склеить возможно только те изделия, которые выполняют в большей степени декоративную функцию. Для серьезных нагрузок этот тип ремонта не подходит.
- Сварочные работы. Самый надежный метод починки, но в то же время самый затратный по используемым ресурсам.

Для ремонта конструкций из алюминиевых сплавов применяется электродуговой метод, который в свою очередь, включает в себя два способа сварки:
- Аргонодуговая.
- Работа плавкими электродами.
Свариваемость сплава и возможные проблемы
Силумин прочен и устойчив к коррозии и хорошо поддается литью, штамповке и ковке. Однако сплав отличается высокой окислительной активностью, что затрудняет процесс сварки.
Удобнее работать с силуминовыми сплавами литейных марок, которые включают 5-22% кремния, но даже в этом случае требуются большие затраты ресурсов. Если в состав сплава входит много цинка, деталь варить нельзя, т.к. под действием температуры этот компонент выгорает, делая кромку ломкой.
При обработке силумина чаще используют инертные газы. Аргон, который тяжелее воздуха, оседает на обрабатываемой поверхности облаком. Таким образом, на открытом воздухе провести обработку этой области крайне сложно. Кроме того, в ряде случаев возможно плавление электродов.
Для сварки этого сплава применяют далеко не все припои, т.к. висмут, свинец, олово и кадмий плохо растворяются в алюминии, что делает полученное соединение ненадежным.
Однако при использовании флюса, отличающегося высокой активностью, и при тщательной обработке места шва используют припой на основе оловянно-свинцовой смеси. Полученный в этом случае шов отличается низкой устойчивостью к окислительным процессам, поэтому требует дополнительного покрытия лакокрасочным материалом.

Кремний в составе силумина плохо влияет на свариваемость.
Лучше всего для пайки и сварки алюминиевых элементов подходят припои на основе:
- серебра;
- алюминия;
- кремния;
- цинка;
- меди.
Расходные материалы часто включают сразу несколько компонентов в разных соотношениях. Лучшим являются припой 34А, содержащий около 6% кремния, 28% меди и 66% алюминия, а также ЦОП-40 с 40% цинка и около 60% олова.
Рекомендуем к прочтению Выполнение сварки меди и ее сплавов в домашних условиях
Чем можно склеить алюминий и стекло?
Как и чем приклеить металл к стеклу
- Двухкомпонентный эпоксидный клей. …
- Силикон с высокой термической устойчивостью. …
- Продукт под названием «Момент-кристалл». …
- Автомобильный клей по своим основным характеристикам напоминает резину.
Интересные материалы:
Как ухаживать за магазинной розой в горшке? Как ухаживать за мелкими розами? Как ухаживать за мини розой? Как ухаживать за плетистой розой на даче? Как ухаживать за Плетистой розой в первый год? Как ухаживать за покупной розой в горшке? Как ухаживать за покупной розой? Как ухаживать за розами из магазина? Как ухаживать за розами после посадки весной? Как ухаживать за розами после посадки?
Сваривание аргоном
Технология аргонодуговой сварки представляет собой процесс работы неплавким электродом в защитном газовом облаке. Аргон сам по себе инертный газ, он не вступает в реакцию с воздухом и прочими веществами. Его основная функция в сварочном процессе — защита металла от окисления. Аргон тяжелее воздуха и легко вытесняет его из рабочей сварной зоны. Благодаря аргоновому облаку оксидная пленка не успевает образоваться на сплавах и шов получается прочным и аккуратным.
Работа с аргонодуговой сваркой требует наличия необходимого оборудования:
- Баллон с газом, в данном случае с аргоном.
- Инвертор.
- Специальная горелка для работы с защитными газами.
- Осциллятор.
- Проволока из силумина в качестве присадки.
Многие неопытные сварщики считают аргонодуговую сварку простым делом, но это совсем не так. Для сварки с аргоном необходима сосредоточенность и внимательность в течение всего процесса. Не следует пренебрегать средствами индивидуальной защиты, чтобы уберечься от брызг раскаленного металла.
Для создания качественного сварного соединения подготовленные детали сваривают следующим образом:
Для того чтобы металл легче плавился сварные работы производятся при обратной полярности тока с применением короткой дуги.
Присадку помещают в сварочную ванну. Там она расплавляется и соединяется с основным металлом, образуя однородную массу, которая при застывании образуется прочное соединение.
Для качественного прогрева деталей подача аргона начинается через 15 секунд после образования дуги
Важно не допустить перегрев газа, иначе металл будет не свариваться, а разрушаться.
Присадочная проволока подается в зону сварки под углом и непременно перед горелкой. Подача должна быть точно, равномерной и двигаться строго вдоль шва
Поперечная или слишком быстрая подача присадки может спровоцировать разбрызгивание металла и ухудшить итоговое качество шва.
После окончания сварных работ аргон подается еще в течение 10 секунд, что позволяет сплаву остыть и избежать трещин и уплотнений в шве.

Все движения сварщика, подача присадки, а также продвижения горелки должны быть плавными и размеренными.
Регулировка сварных соединений алюминия и его сплавов осуществляется ГОСТом 14806-80 от 01.07.1981 года издания. Все типы швов, их стыки, длина и прочее можно узнать в данном ГОСТе.
Кто знаком с данным методом, выделяют такие его достоинства, как:
- малые затраты времени;
- высокое качество полученных соединений;
- возможность выполнить ремонт в домашних условиях;
- разнообразие методик сварки металлов.
Помимо преимуществ имеются и недостатки:
- высокие затраты ресурсов;
- невозможность работы на открытом воздухе;
- возможные проблемы с настройкой сварочного режима;

Достоинства и недостатки аргонодуговой сварки силумина
Данная технология отличается рядом достоинств, среди которых выделяются:
- во-первых, такой способ является практически единственной возможностью соединить силуминовые заготовки,
- во-вторых, при короткой дуге сварочный процесс не займет много времени,
- аргон зарекомендовал себя как надежный защитный элемент, поэтому при соблюдении всех правил сварки, в конечном итоге вы получите прочное соединение,
- сварочный процесс каждый может осуществить в домашних условиях, здесь большую роль сыграет опыт.
Несмотря на большое количество плюсов, есть у такого способа и некоторые недостатки:
сварку силумина аргоном не рекомендуется проводить на улице, т.к
ветер будет сдувать из зоны сварки защитный газ, поэтому сварочные работы лучше производить в закрытых помещениях,
для сварки с аргоном нужно обзавестись всем необходимым оборудованием,
могут возникнуть сложности с настройкой режима сварки,
в случае применения сварочного трансформатора с большим током, важно дополнительно охладить силуминовые детали.. Подводя итог, стоит отметить, что сварка силумина – достаточно трудоемкий процесс, требующий внимательности и определенных знаний
Для того, чтобы конечный результат был качественным, лучше доверить это дело опытному специалисту
Подводя итог, стоит отметить, что сварка силумина – достаточно трудоемкий процесс, требующий внимательности и определенных знаний. Для того, чтобы конечный результат был качественным, лучше доверить это дело опытному специалисту.









Сварной шов — высокое качество
Сварной шов высокого качества будет получен в том случае, когда максимальная 7макс и минимальная Гмин температуры нагрева кромок будут оставаться в пределах, обеспечивающих сварку давлением. При этом отношение Гмакс / Тмин, которое для получения сварного шва хорошего качества должно быть близко к единице, зависит от скорости сварки и частоты сварочного тока.
Для получения сварного шва высокого качества необходимо принять меры по защите расплавленного металла сварочной ванны от воздействия кислорода, азота и водорода. Сварочную ванну защищают, создавая газовую оболочку вокруг дуги и шлаковый слой над ванной расплавленного металла. Однако эти меры полностью не предохраняют от насыщения металла кислородом и образования оксидов. Поэтому необходимо проводить раскисление металла и удаление образовавшихся оксидов из сварочной ванны.
Диффузионной сваркой получают сварной шов высокого качества.
Важным условием получения сварного шва высокого качества является устойчивость процесса сварки. Для этого источники питания дуги должны обеспечивать возбуждение и стабильное горение дуги.
Флюс защищает расплавленный металл от насыщения азотом и кислородом воздуха. В результате применения флюса получается однородный сварной шов высокого качества.
Высокое качество сварного шва достигается в том случае, когда химический состав наплавленного металла мало отличается или не отличается от основного металла. Лучшими электродами для этой цели считаются электроды с толстой обмазкой марки Э-42, Э-50, Э-50-А, которые дают устойчивое горение и сварной шов высокого качества. Это достигается за счет создания защиты расплавленного металла от вредного воздействия воздуха ( кислорода и азота), а также при медленном охлаждении шва.
В процессе сварки очередного слоя отжигается нижеследующий слой
Это условие позволяет получить сварной шов высокого качества, что важно при сварке ответственных конструкций. Однако производительность сварки в этом случае низкая, а расход газа большой.
|
Сварочный трактор. |
Присадочный материал, вводимый извне, плавится в зоне дуги, которая образуется между вольфрамовым электродом и изделием. Такой вид сварки позволяет получить сварной шов высокого качества и свести к минимуму коробление свариваемой конструкции.
Фланцы приварные встык ( рис. 38Дв), или воротниковые, с кольцевым выступом ( шипом) и впадиной более надежны. Их применяют для трубопроводов с ру 40 105 Па. Достоинство их еще и в том, что толщина стыковой части фланца соответствует толщине привариваемой трубы, что позволяет получить сварной шов высокого качества и упрощает процесс приварки фланца к трубе, поскольку соединение обеспечивается одним швом, в то время как у плоских фланцев требуется делать два шва.
Раскисляющие вещества ( ферромарганец, ферроти-тан, ферросилиций, алюминий, графит, легирующие элементы электродного стержня из легированной стали) раскисляют — восстанавливают находящиеся в расплавленном металле окислы, образовавшиеся на определенных этапах процесса сварки, когда расплавленный металл контактирует с атмосферой дуги, шлаком и воздухом. Раскислители имеют большее, чем железо, сходство с кислородом и другими элементами, окислы которых требуется удалить из металла шва. Соединяясь с кислородом, они образуют окислы, которые всплывают на поверхность сварочной ванны. Это обеспечивает получение сварного шва высокого качества.
Сварку производят короткими участками. При этом стыки валиков в слоях не должны совпадать. В процессе сварки при наплавке очередного слоя происходит отжиг нижележащих слоев
Все эти условия позволяют получить сварной шов высокого качества, что очень важно при сварке ответственных конструкций. Однако следует учесть, что при этом производительность сварки низкая при большом расходе горючего газа.
Толщина слоя при многослойной сварке зависит от размеров шва, толщины металла и составляет 3 — 7 мм. Перед наложением очередного слоя поверхность предыдущего слоя должна быть хорошо очищена металлической щеткой. Сварку выполняют короткими участками. При этом стыки валиков в слоях не должны совпадать. В процессе сварки при наплавке очередного слоя происходит отжиг нижележащих слоев
Все эти условия позволяют получить сварной шов высокого качества, что очень важно при сварке ответственных конструкций. Однако производительность сварки в этом случае низкая, а расход горючего газа большой.
Магнитная дефектоскопия
 Сущность способа основана на использовании магнитного рассеяния, возникающего над дефектом при намагничивании проверяемого изделия. Каждый металл имеет определенную степень магнитной проницаемости. Если он неоднородный, при прохождении сквозь металл магнитного поля оно искажается. При наличии в сварном шве дефекта магнитный поток будет огибать его, создавая при этом поток рассеивания.
Сущность способа основана на использовании магнитного рассеяния, возникающего над дефектом при намагничивании проверяемого изделия. Каждый металл имеет определенную степень магнитной проницаемости. Если он неоднородный, при прохождении сквозь металл магнитного поля оно искажается. При наличии в сварном шве дефекта магнитный поток будет огибать его, создавая при этом поток рассеивания.
Предварительно, поверхность шва посыпают специальным ферримагнитным порошком, который позволяет визуализировать магнитные линии. Если они ровные, значит, сварное соединение признается качественным. При наличии дефектов линии будут иметь видимые искажения.
Данный метод эффективен, но он может применяться только для работы с ферримагнитными материалами, что является его главным недостатком. Следовательно, с его помощью невозможно проверить качество сварки алюминия, меди и некоторых других металлов. Еще один недостаток – данный метод достаточно дорогой.
Люминесцентный способ контроля
 Метод основан на свойстве веществ под названием люминофоры. Они светятся при действии ультрафиолетовых лучей, благодаря чему их применяют для обнаружения поверхностных дефектов, таких как мельчайшие трещины. Перед контролем участок шва необходимо очистить от загрязнений, затем нанести на него жидкий раствор люминофора. После выдержки в течение 10-15 мин раствор смывают, изделие сушат и облучают ультрафиолетовыми лучами в затемненном помещении. По свечению оставшегося в шве раствора обнаруживают дефектные места.
Метод основан на свойстве веществ под названием люминофоры. Они светятся при действии ультрафиолетовых лучей, благодаря чему их применяют для обнаружения поверхностных дефектов, таких как мельчайшие трещины. Перед контролем участок шва необходимо очистить от загрязнений, затем нанести на него жидкий раствор люминофора. После выдержки в течение 10-15 мин раствор смывают, изделие сушат и облучают ультрафиолетовыми лучами в затемненном помещении. По свечению оставшегося в шве раствора обнаруживают дефектные места.
Заключение
Технологии проверки качества сварных швовприблизительно одинаковы для всех видов свариваемых материалов:
- Стали,
- Нержавеющей стали,
- Алюминия,
- Чугуна,
и некоторых других цветных металлов. Наибольшие сложности вызывает проверка результатов ручной дуговой сварки электродами, немного проще проверить результаты газосварки.
Более высокое качество сварного шва обеспечивает сварка полуавтоматом, выполняемая в среде углекислого газа. Настолько же качественными получаются швы, выполненные во многих современных технологиях автоматической сварки. Швы, выполненные в атмосфере аргона, отличаются мизерным количеством шлака и окалины, полноценным составом наплавляемого металла. Проверка таких сварочных соединений показывает лучшие, чем при ручной сварке электродами, результаты.
В полевой обстановке, на стройплощадке, условия выполнения сварочных работ хуже, чем в производственном цеху, уровень качества швов также не так высок. Проверка в полевых условиях сложнее. Эти и многие другие факторы учитывают при разработке проектов тех объектов, где применяется сварка, а качественно запроектированный объект всегда будет доведён до завершения.