
Как варить чугун инвертором и плавящимся электродом
Сварка чугуна с помощью инвертора и плавящегося электрода проводится чаще всего холодным методом. Важными составляющими успешного проведения работ являются: правильный выбор электрода и оптимальные режимы сваривания.
Электроды ОЗЧ-3
Исполнитель должен проводить соединение специальными электродами, содержащими никель и/или медь:
- ОЗЖН-1;
- ОЗЧ-2;
- ОЗЧ-3;
- ОЗЧ-4;
- ОЗЧ-6;
- МНЧ-2;
- ЦЧ-4.
Рекомендуемые режимы сварки для некоторых перечисленных марок:
| Марка электрода | Сила тока для электрода диаметром 3 мм. | Сила тока для электрода диаметром 4 мм. | Сила тока для электрода диаметром 5 мм. | Сила тока для электрода диаметром 6 мм. |
| ЦЧ-4 | 65-80 | 90-120 | 130-150 | – |
| ОЗЧ-2 | 90-110 | 120-140 | 160-190 | 220-250 |
| ОЗЖН-1 | 100-120 | 130-150 | 160-180 | – |
| МНЧ-2 | 90-110 | 120-140 | 160-190 | 210-230 |
Также следует выделить следующие технологические особенности:
- длина одного непрерывного шва не должна 30-50 мм;
- частые перерывы в сварочном процессе помогут исключить возможность перегрева, температура более 80°С недопустима;
- полярность – обратная.
Данный метод сваривания может выполняться двумя вариантами: с помощью шпилек и по слоям.
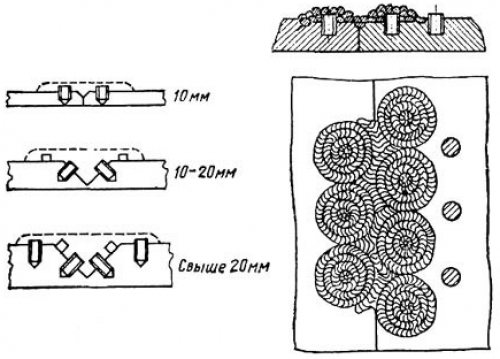
1. Шпильки оснащены резьбой, что позволяет вкручивать их в кромки свариваемого изделия. Шпильки должны быть расположены вразброс/в шахматном порядке, что исключит перегревание во время сварки. Размеры шпилек зависят от толщины рабочего изделия, при их подборе следует полагаться на следующие рекомендации:
- диаметр – 0,3-0,4 толщины изделия, но не более 12 мм.;
- глубина вкручивания – 1,5 диаметра шпильки, но не более половины толщины изделия;
- высота выступающей части шпильки – 0,75-1,2 диаметра.
После установки шпилек, можно приступать к сварке. Вокруг каждой шпильки осуществляется наплавление металла, слой за слоем. Затем исполнителю необходимо заварить пространство между шпильками, оставшееся нетронутым, выполнить один или несколько соединительных швов.

2. Многослойная сварка выполняется после разделки кромок. Не допускается присутствие острых углов. Наплавку следует производить с краев. Первый слой является основным, поэтому во время его наплавления нужно тщательно следить за режимом сварки. Каждый последующий слой, кроме первого и облицовочного, необходимо проковывать молотком, без охлаждения.
Видео
В нижеследующем ролике продемонстрирован электрод по чугуну Zeller 855, но из ролика можно увидеть, как производится сварка.
Данные сведения помогут исполнителю узнать, как варить чугун инвертором электродами по чугуну, и легко произвести работы по соединению.
Сварка обычными электродами
С целью экономии денежных средств, можно использовать вместо специальных расходников обычные (стальные). Электроды общего назначения отличаются более доступной ценой. Технология многослойной сварки обычными прутками практически ничем не отличается от рассмотренного выше способа, где применяются специальные стержни с покрытием из цветных металлов. Этапы выполнения работ аналогичны. Единственным отличием является то, что следующие после первого слои наплавляются не специальным электродом, а обычным.
Внимание! Сварка чугуна не предназначенными для этого электродами возможна, но мы не рекомендуем применять ее в сколько-нибудь ответственных соединениях! Данную информацию приводим лишь для сварки с экспериментальными целями
Сварка чугунными электродами
Данный способ сварки может проводиться холодным и полугорячим методом. Небольшой предварительный нагрев улучшит структуру наплавленного металла.
Чугунные электроды представляют собой литые стержни с обмазкой, применяющие для исправления дефектов чугунного литья. К данному типу расходных материалов относятся следующие марки: МНЧ-1; ОЗЧ-1; ОЗБ-2М.
Сваривание осуществляется постоянным и переменным током. Величина тока определяется следующим образом: 50-60 А на 1 мм. электродного стержня.
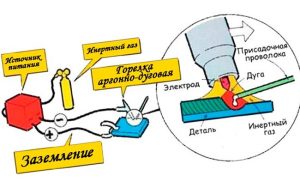
Аргоновые горелки
Горелка подает к вольфрамовому стержню напряжение и служит для образования защиты из инертного газа вокруг рабочей зоны
Важно уделить максимум внимания при ее выборе, впрочем, как и подбору расходных материалов. Как уже упоминалось выше аргонодуговая технология основана на использовании вольфрамовых электродов, которые не плавятся, и инертных газов
Из этого следуют основные критерии, по которым нужно подбирать горелку:
- максимально допустимая мощность и сила тока;
- есть ли в комплекте держатель вольфрамового стержня;
- желательно чтобы сопло было выполнено из керамики;
- вариант охлаждения горелки при работе с толстыми и тонкими заготовками;
- универсальность использования горелки. Имеется ввиду возможность ее коммуникации со сварочными аппаратами разных типов;
- длина кабеля энергоснабжения.
Работу горелки поэтапно можно расписать так:
- Работать начинает сразу все: циркулирует система охлаждения, на горелку подается инертный газ, стартовал сам сварочный аппарат.
- Сразу после формирования защитного слоя инициализируется газовая дуга. Заготовки разогреваются до температуры плавления. В этот момент нужно подавать присадочную проволоку в рабочую ванну.
- Далее присадочная проволока вместе с вольфрамовым стержнем передвигается по направлению стыка заготовок.
Неплавящиеся электроды
Ручная аргонодуговая сварка, как правило, комплектуется неплавящимися вольфрамовыми электродами. Они лучше всего подходят для сварки нержавеющей стали и цветных металлов с высокой химической активностью – алюминия, титана, магния.
Электрод крепится в токоподводящей цанге горелки с керамическим соплом, которое направляет потоки инертного газа к рабочей зоне. Система оснащена водяным охлаждением. Диаметр электрода напрямую зависит от силы тока, которая выбирается в зависимости от толщины заготовки. В силу того, что во время сваривания металлов таким способом отсутствуют брызги, то горелки комплектуются сетчатым фильтром, который служит для равномерного распределения потока инертного газа.
Механизированная горелки имеет несколько иную конструкцию. Помимо уже перечисленных элементов дополнительно она оснащается маховиком для подъема и опускания вольфрамового электрода. Токоподводящая цанга крепится при помощи резьбового соединения для смены стержней разного диаметра.
Плавящиеся электроды
Полуавтоматическая и автоматическая аргонодуговая сварка чаще всего комплектуется горелкой с плавящимся электродом. При работе аппарата дуга поддерживается между свариваемой поверхностью и присадочной проволокой. В зависимости от производительности установки система охлаждения бывает воздушной или жидкостной. Конструкция сопла и принцип работы полностью идентичны с аналогами, укомплектованными неплавящимися стержнями.





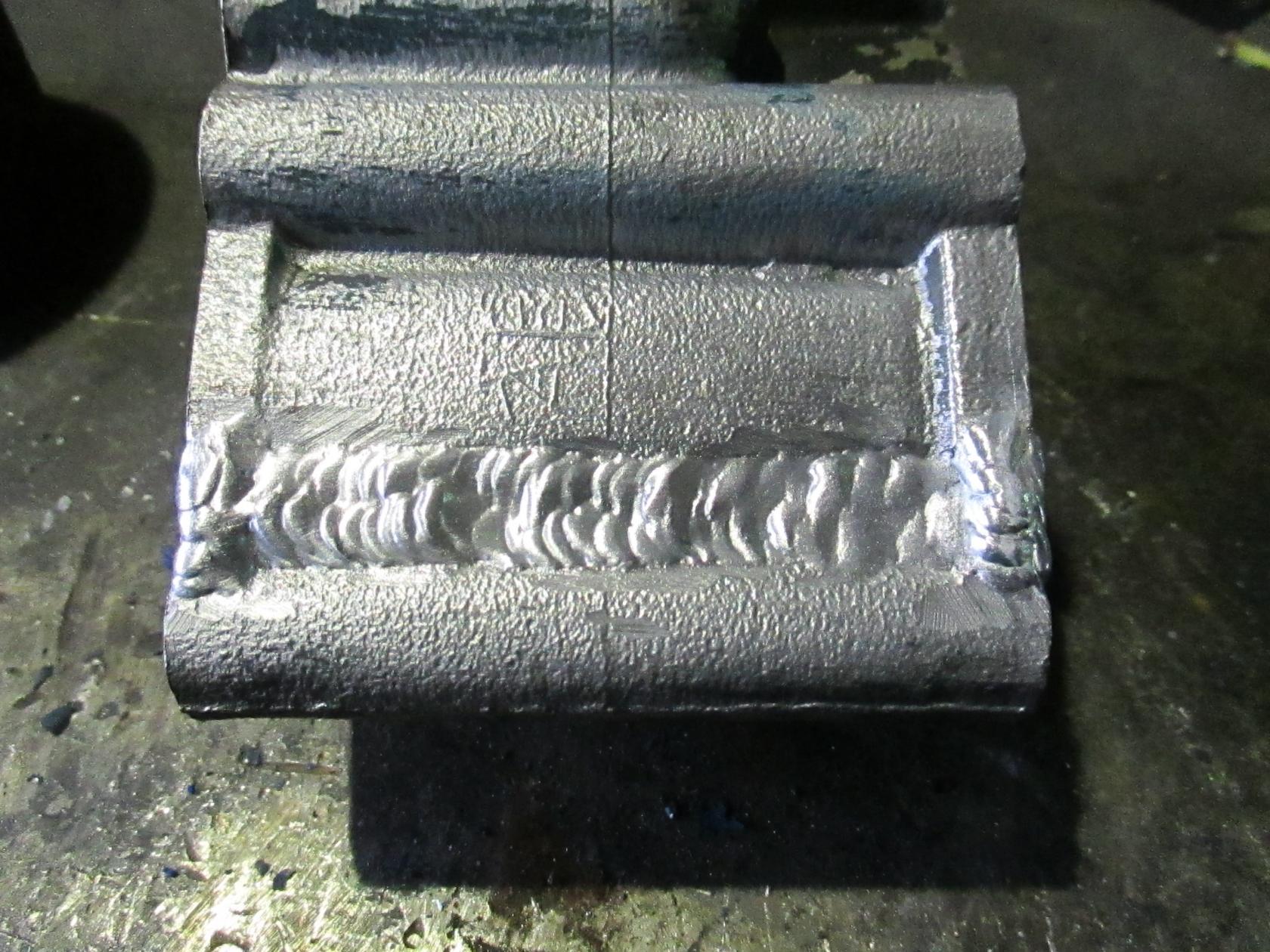
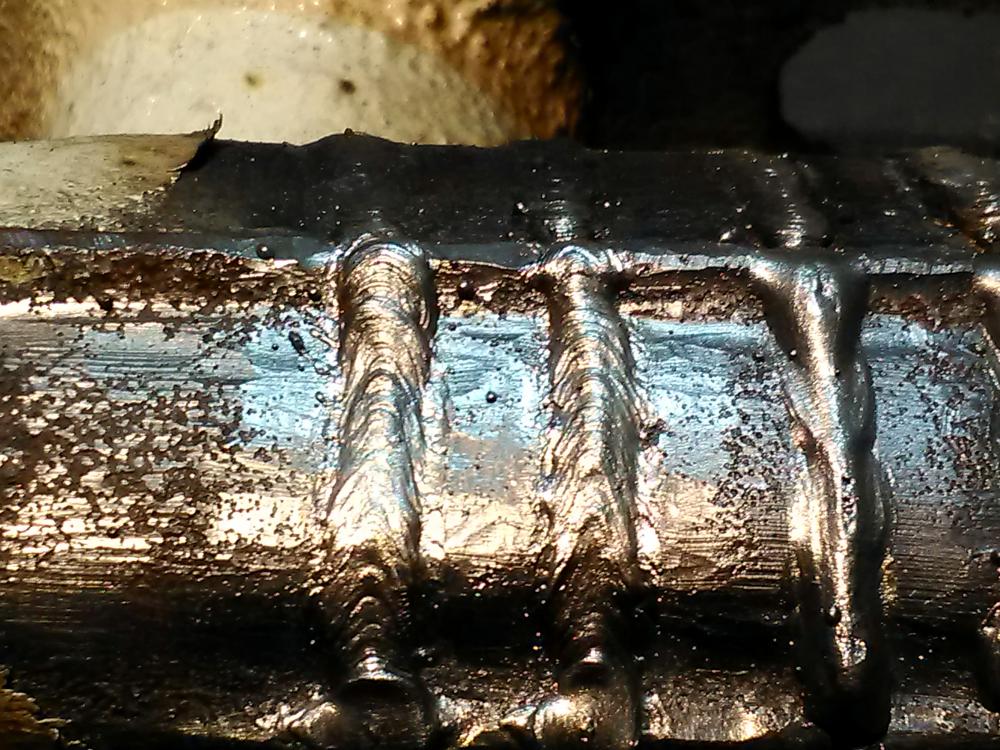
![Сварка чугуна электродом и аргоном [в домашних условиях]](https://takorest.ru/wp-content/uploads/3/f/4/3f4873053da297e536000fe008d5018e.jpeg)



Преимущества и недостатки
Технология позволяет устранить течь трубы с высокой надежностью. Данная процедура безопасна в выполнении, чего нельзя сказать об обычной сварке. Прочие преимущества таковы:
- удобство, легкость методики даже для новичков;
- отличное качество шва, которое зависит, преимущественно, от типа материала, а не от скорости работы;
- отсутствие необходимости в покупке специальных инструментов, оборудования, техники и дорогостоящих материалов;
- минимум энергозатрат;
- противопожарные, противовзрывные свойства эпоксидки;
- низкая стоимость ремонта;
- доступность холодной сварки – клеи продаются в любом магазине.
Минусы у технологии тоже есть. Сварка такого типа не рассчитана на слишком высокие нагрузки – давление, сильный нагрев. Поэтому при серьезном дефекте трубы или радиатора лучше применять горячую сварку или менять участок полностью
Важно соблюдать меры подготовки – в противном случае качество сварного шва снизится. Долговечность холодной сварки ниже, чем у стандартного сваривания – отремонтированные трубы не прослужат много лет, а потребуют нового ремонта
По сути, такой ремонт считается специалистами временной мерой.
Способы использования
Для ремонта труб нужно приготовить все необходимое – само средство для сварки, ацетон или спирт, наждачку, ветошь и зажимы. Методика заделки радиаторов несколько различается в зависимости от типа сварки – жидкой или пластичной
Важно подобрать подходящее средство, которое годится для труб, находящихся под давлением (металлических или полипропиленовых). Далее надо подготовить, смешать материал, причем с жидкими средствами следует работать быстрее
Способы применения сварки:
- простое заклеивание дефекта кусочком массы, расплющенной и размятой пальцами;
- использование специальных стекловолоконных тканей, нитей для смачивания эпоксидкой с последующим заматыванием резиной, проволокой или без такового;
- наклеивание на крупный дефект с покрытием металлической заплаткой.
Если течь сильная, можно своими руками сделать состав еще более прочным. Нужно взять любую алюминиевую или бронзовую деталь, немного сточить ее над бумагой, получив металлический порошок. Его нужно добавить в эпоксидную массу, которой потом пропитать витки нитей или ткани.
Обучение сварке аргоном
Конечно же, чтобы провести высококачественную сварку любого металла, необходимо обладать определенными знаниями, навыками и опытом. Но ведь нужно с чего-то начинать? И в этой статье мы поможем вам овладеть начальными знаниями по аргонной сварке и разъясним особенности сварки того или иного металла и конструкции.
Особенности аргонной сварки
Прежде, чем говорить о технике и правилах сварки с помощью аргона, давайте разберемся, что вам для этого потребуется.
Итак, для осуществления сварки аргоном подготовьте:
- баллон с необходимым газом (в нашем случае с аргоном);
- пластина из угля;
- обеспечьте 3-хфазное питание;
- обзаведитесь дополнительным источником тока.
Теперь можно начать обучение сварке аргоном. В этом процессе существует несколько особенностей, которые мы рассмотрим попунктно.
Для начала подводим инертный газ к сварочной горелке (СГ). Затем разбираемся с фазами: первая должна быть подведена к СГ, а вторая – к свариваемой поверхности. СГ обеспечивается электродом из вольфрама, который затачивают под конусовидную форму малого диаметра (его длина должна равняться 2-3 диаметрам проволоки для сварки).
Поджиг дуги осуществляют на поверхности пластинки из угля, т.к
зажигание на свариваемой поверхности чревато повреждением электрода
Далее, чтобы добиться возбуждения аргона, нужно применить вспомогательный источник высокого вольтажа.
При аргонной сварке важно отслеживать, чтобы в сварочной цепи не зародился источник значительного по своим показателям постоянного тока (в норме соотношение постоянного тока к переменному – 1 : 1).
При аргонной сварке единственно верным движением электрода будет перемещение его вдоль шва.
После того, как детали схватятся, в стык необходимо проложить первым слоем с использованием присадочной проволоки. Не гасите дугу на свариваемом изделии, делайте это дистанционно.
Непосредственно сама аргонная сварка мало чем отличается от обычной: прежде чем накладывать корневой шов, нужно убедиться, что в свариваемой поверхности нет непровареных мест.
И последнее, согласно правилам безопасности, местом для проведения сварочных работ может служить закрытое (или открытое) помещение с низкими показателями влажности, с хорошей вентиляцией (естественной или принудительной), а также защищенное от атмосферных осадков.
Три способа
Соединение деталей из чугуна может производиться, в зависимости от назначения тремя способами:
- холодным;
- полугорячим;
- горячим.
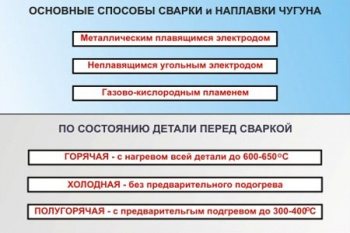
Холодный способ применяется при сварке неответственных соединений, наварки металла на изношенные или истертые поверхности чугуна. Сварка производится при температуре окружающей среды, при этом скорость сварки должна быть достаточно высокой, чтобы не допускать перегрева стыка и последствий при его быстром остывании. Такой способ доступен для использования в быту, без применения дополнительного оборудования.
Полугорячий способ применяется при сварке деталей, которые впоследствии должны испытывать механические нагрузки. Суть способа в том, что деталь предварительно подогревается до температуры 300-350 °C, а это возможно только в специализированных печах. Это позволяет чугуну легче «адаптироваться» к высокой температуре дуги. В результате снижается количество трещин в околошовной зоне.
В случае горячего способа заготовки для сварки подогревают до температуры около 600 °C. Для такого нагрева используют аппараты, создающие индукционные токи. Температура контролируется при помощи приборов.
При достижении необходимого значения температуры производится сварка деталей, после чего их оставляют для остывания, засыпав горячей золой. Процесс остывания может длиться несколько часов. Продолжительность зависит от марки и толщины свариваемого материала.
Применять приспособления для сварки, предотвращающие образование деформаций
Правильная фиксация свариваемых деталей является важным требованием не только при сварке вольфрамовым электродом и помогает избежать многих проблем в том числе и деформирования. Чем меньше толщина свариваемых деталей, тем важнее выбор подходящих приспособлений для сборки и сварки.
Необходимо запастить терпением и временем для правильной сборки и фиксации деталей, имеющих сложную конфигурации. В данном случае хорошо себя зарекомендовало приспособление «третья рука», которое помогает надежно удерживать детали после сборки и в процессе сварки. Третья рука имеет множество разных конструкций и форм, но обычно это тяжелый предмет, который кладется или опирается на деталь и удерживает ее на месте для сварки.
Можно использовать специальные приспособления, которые помогают удерживать руку в процессе сварки. Использование опор для рук и локтей помогает сохранять устойчивость и уменьшает утомляемость.
Технология сварки
В принципе, варить чугун аргонодуговой технологией нужно точно так же, как и другие металлы. Никаких отклонений или технологических нюансов
Важно правильно настроить сварочный аппарат, который должен выдавать ток силой 40-80 ампер. Разброс величины достаточно большой, потому что в таком диапазоне можно варить детали разной толщины
Оптимальный показатель достигается опытным путем, при котором при сварке металл не трещит.









Сам процесс сварки можно проводить в двух направлениях: горелка движется впереди присадочного прутка или наоборот. Это не нарушает качество шва. Если свариваются две толстые заготовки, то, во-первых, делается Х-образная кромка, во-вторых, сам шов проваривается с двух сторон.
Есть несколько моментов, на которые необходимо обращать внимание, сваривая чугун аргонодуговой сваркой ТИГ.
- Погружать сварочный присадочный стержень в сварную ванну можно после того, как он хорошо нагреется.
- Лучше, если присадка из зоны сваривания не будет выноситься в процессе всего процесса. Но это не критично, потому что после заполнения ванны расплавленным металлом приходится его равномерно распределять по всему зазору, образовывая сварной шов. Именно в это время присадочный элемент там будет только мешать. Но на это уходят доли секунды, так что пруток не успевает остыть.
- Сварка неплавящимся электродом в аргоне должна проводиться непрерывно. Насколько это возможно. Если по каким-то причинам процесс был на время приостановлен, новый шов надо накладывать на край старого, уже остывшего.
- Долго держать пламя горелки на одном месте не допускается. В процессе сильного нагрева чугуна из него начинает испаряться углерод, что приводит к отбеливанию металла. Он становится прочным и твердым, то есть, снижаются его сварные характеристики.
- Лучше всего, если сварку чугуна в аргонном защитном слое проводить в нижнем положении. Таким образом, расплавленный металл не будет вытекать из сварной ванны под действием своего веса и под действием давления самого защитного газа.
- Если свариваются две большие и толстые чугунные заготовки, то зазор между ними будет достаточно большим. Поэтому наплавку производят в несколько слоев. При этом концом присадочного прутка необходимо периодически помешивать содержимое сварочной ванны, чтобы внутри расплавленного металла не образовались поры. Именно таким способом удаляются растворенные в металле газы.
Как видите, сварить чугун с помощью аргонодуговой технологии TIG не очень сложно. Специалисты считают, что именно таким способом соединение чугунных деталей будет самым качественным. Но чтобы качество на самом деле было высоким, нужно обязательно, чтобы чугун после сварки остывал медленно (естественным путем).
Технологии сварки
В сеть включается сварочный аппарат, проверяется его рабочее состояние. Далее производятся необходимые настройки. Для сварки чугуна требуется использовать низкий сварочный ток, для того чтобы избежать смешивания элементов в сварочной ванне. Расход газа устанавливается на отметке 5-8 л/мин. По ротаметру, или 0,2 бар по барометру.
При горячем способе нужно подогреть места свариваемых чугунных частей. Выделяют три варианта: горячий (t=500-600C), полугорячий (t=300-400C), теплый (t=150-200C). Это способствует выделению графита, также увеличивается пластичная способность металла. Выше 600 градусов прогревать нельзя, иначе в чугуне наступают необратимые изменения. При всем при этом нагревание должно проходит плавно, не больше 250 градусов в час. Производить нагрев можно любым доступным способом, но лучше использовать печь, горн или колодец.
После этого свариваемые детали крепко фиксируются, чтобы избежать неприятных последствий, если они зашевелятся. Присадочная проволока, также, как и поверхность свариваемых частей очищается от грязи. Если она содержалась в упаковке, то достаточно протереть ацетоном.

Далее, в одну ручку берется горелка со сваркой, в другую припой, и начинается сам процесс. Присадочный материал подается к месту сварки под углом приблизительно 30 градусов и на расстоянии сантиметра от сопла. Сначала части «прихватываются» в нескольких местах, чтобы обеспечить правильную и надежную стыковку. После этого шов проваривается небольшими участками, не больше 3 см, чтобы его не перегреть. Перегрев может привести к увеличению хрупкости, или образованию трещин.

Когда шов превратится в единое целое, крайне важно обеспечить плавное снижение температуры всей детали. Для этого можно поместить ее в нагретую печь, в которой ее нагревали, и выключить, если такая имеется
Существует вариант с упаковыванием детали в негорючий материал, который хорошо держит тепло. Одним из самых простых способов плавно остужение является засыпание детали в песок. Эта процедура поможет избежать появления трещин, вследствие резкого перепада температуры. Скорость остывания зависит от размера детали. Самые большие могут остывать до нескольких суток.

В отличии от горячего способа холодный в значительной степени экономит рабочее время, однако, возникает гораздо больше сложностей. Он гораздо дешевле предыдущего варианта. Данный способ не требует предварительного нагрева.В качестве присадочного материала обычно используется никель-стальных прутков. Процесс самой сварки почти не отличается. Необходимо также делать небольшие по размеру швы. Для снижения внутреннего напряжения шов нужно обработать при помощи ударов молотком. Его вес должен составлять приблизительно 1,2 кг, боек выбирается закругленного типа. Удары наносятся сразу же после проварки каждого куска. Они делаются несильными.
Использование аргонной сварки для соединения и ремонта чугуна имеет как свои преимущества, так и недостатки. К преимуществам можно отнести: надежный и равномерный шов, небольшой нагрев сварных деталей, увеличение скорости сварки. Недостатки у нее имеются следующие: необходимость приобретения сложного оборудования, обязательное наличие специальных знаний и опыт выполнения подобных работ. Несмотря на это, данный вид сварки остается одни из самых популярных видов при работе с различными видами чугуна. Во время выполнения работ в аргонной среде необходимо соблюдать технологию сварки, а также технику безопасности.
https://youtube.com/watch?v=6BAu6lTSLLs
Розжиг дуги при разных электродов
При расплавляющихся электродах розжиг дуги происходит во время соприкосновения электрода с изделием. Электродная проволока при касании металлической поверхности начинает искрить и вокруг нее происходит испарение паров железа. Они влияют на степень ионизации аргона, понижая ее, поэтому розжиг дуги происходит с легкостью.
При использовании неплавящихся электродов розжиг дуги таким способом невозможен, т. к. чистый аргон имеет высокий показатель ионизации, поэтому для розжига требует более сильную искру. При касании вольфрамового электрода поверхности металла ее невозможно получить. Кроме того, при касании происходит загрязнение поверхности и ее существенное оплавление. Поэтому для разжигания дуги при вольфрамовом электроде применяют вспомогательный прибор, называемый осциллятором. С помощью него на электрод после включения устройства подается высоковольтное напряжение с высокой частотой импульсов, которые обеспечивают ионизацию промежутка между дугой и поверхностью изделия и последующим розжигом дуги.
Для выполнения шва используется аргонодуговая сварка с переменным током и выпрямленным (постоянным) током.
Если аргонодуговая сварка проводится в режиме переменного тока, то осциллятор впоследствии после розжига дуги в дальнейшем играет роль стабилизатора, подающего импульсы в моменты замены полярности, это обеспечивает стабильное горение сварочной дуги.
При сварке с использованием постоянного тока на анодном и катодном конце величина выделяемого тепла разная. При его значении менее 300 ампер до 70% выделяемого тепла образуется на аноде и только 30% приходится на катод.
Для обеспечения большого нагрева металла, приводящего к его расплавлению и исключения перегрева электрода, применяют прямой вид полярности. Тогда изделие служит анодом, а электрод — катодом. Такую схему используют для всех металлических сплавов за исключением алюминиевых. Для них применяют сварку с переменным током, чтобы эффективней удалить окисный поверхностный слой.
Сварка аргоном наиболее понятна при выполнении работы в ручном режиме, поэтому лучше рассмотреть подробно этот вариант соединения металлических деталей.
Сварка чугуна аргоном — практические советы, проблематика и решения
Сварка высокоуглеродистых сплавов является трудоемкой операцией, которая требует от сварщика знания рекомендованных технологий, навыков и сноровки, выработанных за определенное время. Столкнувшись первый раз с такой задачей, приходит понимание сложности получения шва с заданной геометрией, физическими свойствами, приближенными к основе свариваемых поверхностей.
Чаще всего происходит незапланированная закалка шва (в данном случае упрочнение металла препятствует дальнейшей обработке детали в целом). Игнорирование самых простых правил сварки приводит к появлению внутренних пор и трещин, снижающих срок и качество эксплуатации. С целью избежать таких дефектов все чаще применяют один из самых действенных способов сварки – аргонодуговой.







Рекомендации по выбору режимов
Чтобы сварка с применением аргона была выполнена качественно, необходимо правильно выбрать ее режимы.
Важными параметрами при выполнении сварки по данной технологии являются полярность и направление движения электрического тока. На их выбор оказывают влияние свойства материалов, которые предстоит сваривать. Переменный ток или обратную полярность выбирают, когда необходимо выполнить сварку деталей, изготовленных из алюминия, бериллия, магния и других цветных металлов. Объясняется этот выбор тем, что при использовании таких параметров электрического тока происходит эффективное разрушение оксидной пленки, которая всегда присутствует на поверхности данных материалов.
Нюансы работы с аргонной сваркой
Характерным примером является сварка алюминия, оксидная пленка на поверхности которого имеет очень высокую температуру плавления. При сварке деталей из данного металла на токе обратной полярности эффективное разрушение оксидной пленки происходит за счет того, что ионы аргона активно бомбардируют поверхность соединяемых деталей. Аргон превращается в токопроводящую плазму, которая не только упрощает выполнение сварочных работ, но и значительно повышает их качество. Если сварка деталей из данного металла выполняется на переменном токе, то для достижения такого эффекта соединяемые детали должны выступать в роли катода.
Для сварки в среде защитных газов часто применяется такое дополнительное оборудование, как осциллятор. При выполнении сварки с использованием переменного тока он облегчает процесс зажигания сварочной дуги, а когда она загорится, выступает в роли стабилизатора.
Типы соединений тонколистового металла при аргонодуговой сварке
Значение сварочного тока выбирают в зависимости от ряда параметров: свойств обрабатываемого материала, геометрических размеров заготовок, а также размеров используемых электродов. Для выбора данного параметра лучше всего использовать данные, содержащиеся в специальной литературе.
Немаловажным параметром является расход защитного газа аргона, выбираемый в зависимости от того, с какой скоростью выполняется подача присадочного материала и какой скоростью обладают сносящие воздушные потоки. Минимальным значение данного параметра будет в том случае, если сварка выполняется внутри помещений, в которых отсутствуют сквозняки. Если же процесс происходит на открытом воздухе, где нередки сильные порывы бокового ветра, необходимо не только увеличить расход аргона, но и использовать для его подачи в зону сварки специальные конфузорные сопла, газ из которых подается через мелкоячеистые сетки.
В защитную газовую смесь, кроме аргона, часто добавляют кислород в небольших количествах (3–5%). Кислород в данном случае вступает в реакцию с различными вредными примесями, которые могут присутствовать на поверхности соединяемых деталей (влага, грязь и др.). В результате такого взаимодействия вредные примеси сгорают либо переходят в шлак, всплывающий на поверхность сварного шва.
Следует иметь в виду, что нельзя использовать кислород при выполнении сварки меди, поскольку в результате получается оксид меди. Данное соединение, вступая в реакцию с водородом, содержащимся в окружающем воздухе, образует водяной пар, стремящийся выйти наружу из металла сварного шва. Все это приводит к появлению множества пор в формируемом сварном шве, что самым негативным образом сказывается на его качественных характеристиках.
Классификация аргоновой сварки по видам
Разделение проводится на основе уровня механизации процесса. Аргонные сварки бывают трех видов:
- Ручные. И присадочная проволока, и сама горелка перемещаются сварщиком. Для такой работы применяются исключительно неплавящиеся вольфрамовые электроды.
- Полуавтоматические. В этом случая горелка контролируется сварщиком, а подача проволоки – механизмом.
- Автоматические. Горелка и проволока перемещаются механически, а работу автомата контролирует оператор. В наши дни уже нередко встречаются установки, которые работают даже без вмешательства людей. Роботизированные системы задействованы, к примеру, при сварке труб.
Особенности технологии сварки чугуна аргоном.
Применение такой технологии, как сварка чугуна аргоном позволяет получить сварной шов, материал которого по своим характеристикам абсолютно идентичен основному материалу деталей или максимально приближен к нему. Для того чтобы добиться такого результата, процесс включает в себя этап постепенного прогрева свариваемой зоны и последующего ее охлаждения.
Прогревание детали позволяет изменить структуру чугуна – в результате такой процедуры на его поверхности выделяется графит, и пластические свойства материала повышаются. А для того чтобы в сварной шов не попадали посторонние металлы, в процессе сварки используют графитовые электроды или прутки. Кроме того, для сварки такого типа можно применять специальные пластины из чугуна или порошковую проволоку.

После того, как процесс сварки будет завершен, полученное изделие необходимо охладить. В данном случае недопустимо резкое снижение температуры (например, использование для охлаждения воды) – процесс должен быть постепенным. Даже простое оставление детали в условиях комнатной температуры не всегда помогает добиться требуемого эффекта. Поэтому во многих случаях остывание детали происходит с применением особых изоляционных материалов, которыми покрывают изделие, или песка, которым полученную сварную деталь засыпают. Такой метод сварки наиболее часто применяется в домашних условиях.
Что касается промышленной сварки чугуна аргоном, то здесь большое распространение получила также холодная сварка чугуна – то есть сварка чугунных деталей без предварительного их прогрева. В настоящее время существует не один десяток вариантов подобной сварки, но чаще всего применяются три из них:
- сварка с использованием стальных электродов;
- сварка с применением электродов из цветных металлов;
- сварка, в процесс которой вовлекаются электроды малого диаметра, содержащие в составе минимальный процент углерода.
Применение холодной сварки позволяет упростить (а значит, и удешевить) всю процедуру изготовления изделия, выпустив из него сразу два этапа. Кроме того, правильный подогрев детали до нужной температуры требует вовлечения в процесс специального оборудования. Сварка чугуна с применением аргона имеет и еще одну особенность: она должна вестись на небольших сварочных токах – это позволяет свести к минимуму возможность того, что элементы, составляющие сварочную ванну, перемешаются. Также малый ток помогает снять остаточное напряжение металла, которое впоследствии может привести к разрушению сварного шва. Защита сварочной ванны аргоном и при горячей, и при холодной сварке чугуна позволяет при этом справиться с таким «минусом» чугуна, как его хрупкость.