
Введение
Сварка ММА, или ручная дуговая электросварка, широко используется во многих сферах промышленности. Но на сегодняшний день тенденции таковы, что в современном мире предпочтение отдается более высокоскоростным способам сварки, таким как автоматическая и МIG/MAG. Их удельный вес с годами только растет. Однако, несмотря ни на что сварка ММА остается незаменима в условиях ограниченной зоны доступа, при работе на открытом воздухе и в быту, так как стоимость сварочных аппаратов и расходных материалов является более-менее доступной
Большинство компаний, производящих дорогую сварочную технику, не обходят также вниманием ММА сварку, год от года совершенствуют аппараты, добавляют в них режимы, упрощающие труд сварщика
Критерии выбора оборудования и материалов
Перед началом любого обучения необходимо оборудовать сварочный пост домашнего умельца. В первую очередь это касается сварочных аппаратов и электродов, а затем уже переходить к азам.
Для проведения разовых работ можно арендовать сварочный аппарат у специализированных компаний, но если работы предстоит много, лучшим решением будет покупка надежного, с достаточным уровнем мощности агрегата.
Можно выполнить сварку газом, но это более затратный способ. Для различных целей промышленностью выпускаются следующие виды оборудования:
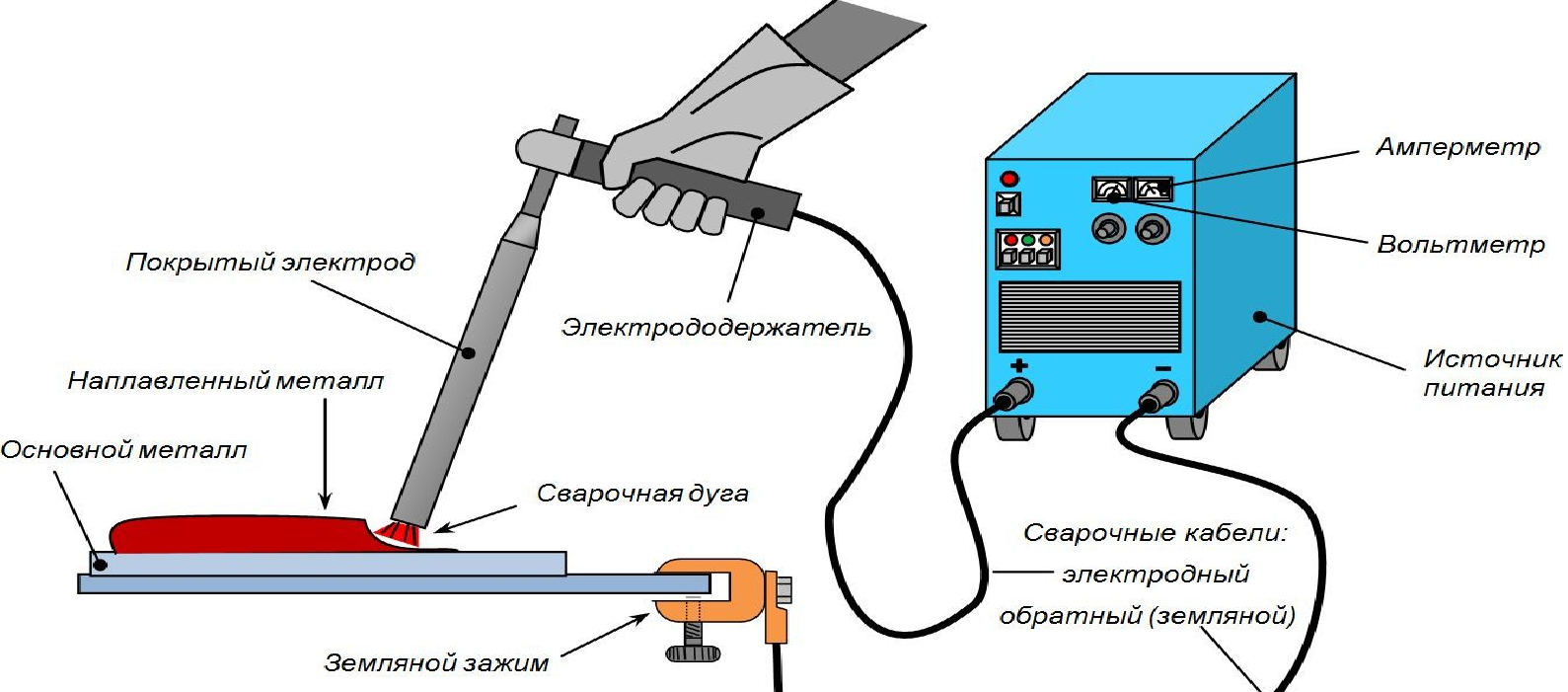
- сварочный аппарат (трансформатор), предназначен для преобразования переменного токов в сварочный ток большой силы. Дешевые аппараты для сварки могут сильно перегреваться даже при небольших нагрузках, да и сварочный ток они выдают неравномерный с большими перепадами;
- выпрямители преобразуют переменный ток сети в постоянный. Это наиболее производительные аппараты, обладающие хорошими характеристиками, но стоят они на порядок дороже;
- современные инверторы способны преобразовывать переменный ток в постоянный, они отличаются высокими производительными характеристиками при небольших габаритах и весе. На сегодняшний день это самый доступный, надежный вид сварочного оборудования, многие сварщики пользуются ими. Это оптимальный вариант для начинающих, на котором можно отрабатывать азы работы с электродами.
Начинающим надо знать, что для электродуговой сварки применяют электроды. Информация об электродах относится к азам обучения. От качества электрода и подходящего по составу сердечника зависит успех сварки.
Изделие достаточно простое по конструкции. Это стальная проволока из различных материалов и сплавов, с нанесенной на нее специальной обмазкой (покрытием).
Покрытие предотвращает попадание в сварочную ванну нежелательных газов. Для бытового использования наиболее подходят электроды с толщиной сердечника 3 мм. Ручная сварка очень тонкого листового металла производится электродами сечением 2 мм.
Как получить хороший шов без непроваров и пористости?
Наклон и направление движения электрода влияют на пористость сварного шва. Также на пористость оказывают влияние:
• Различные технические загрязнения: масло, грязь, остатки лакокрасочных покрытий, веществ химического происхождения ржавчина и т.д.;
влажные электроды;
• Сила тока, слишком длинная дуга, скорость движения электрода.
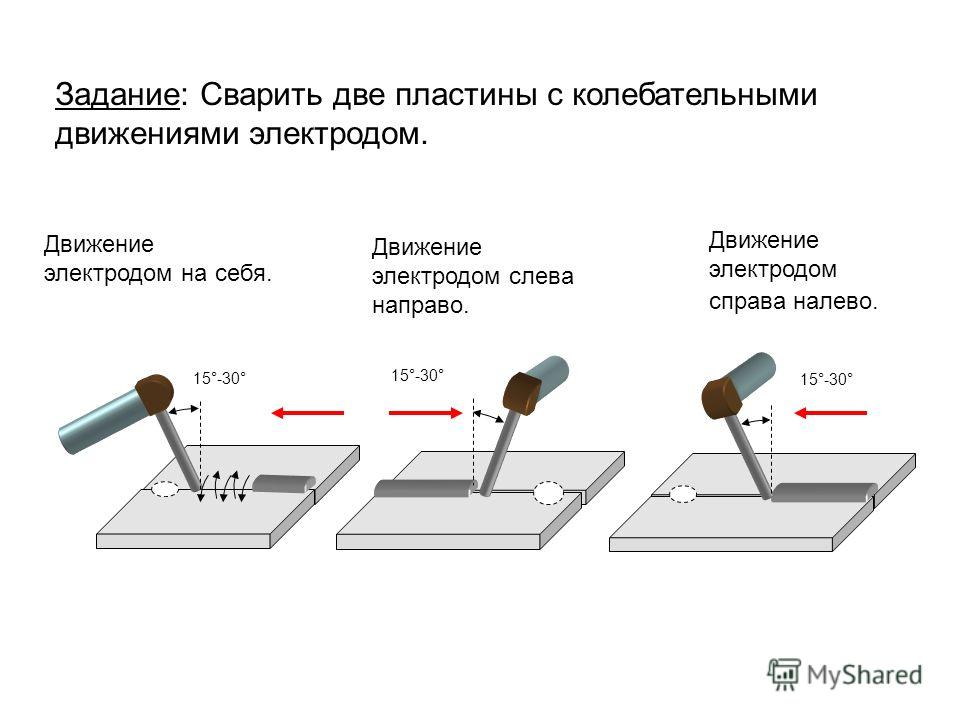
Как нужно вести электрод, чтобы снизить пористость?
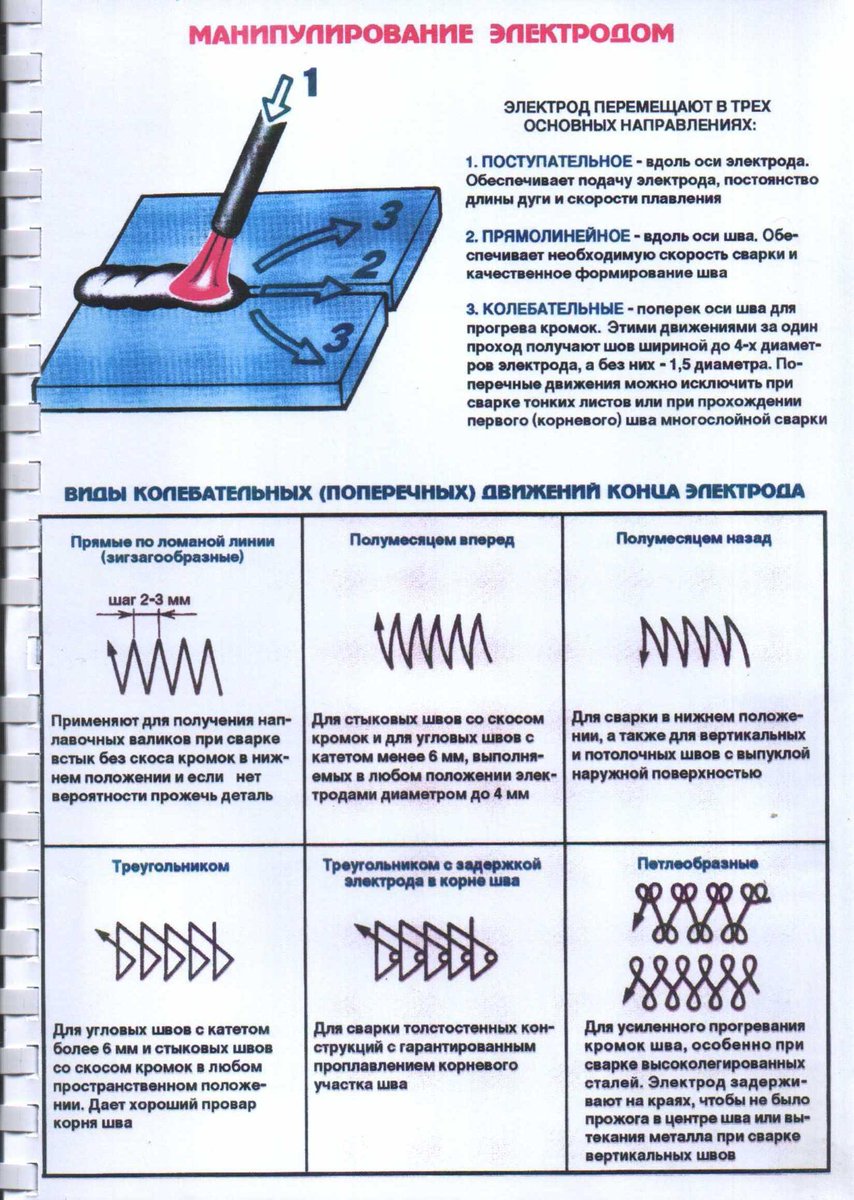
Расположите его под углом 45 градусов к плоскости детали и ведите его от себя – вперед, одновременно совершая круговые движения (по спирали или одним из указанных выше способов). Электрод прогревает изделие, образуется «правильная» сварочная ванна, которая остается чистой де-факто после остывания.
Если вести электрод на себя, то есть назад, теплопередача будет направлена не на изделие, а на ванну, соответственно, увеличивается вероятность образования дефектов.
Причины непроваров
Непроваром у сварщиком называется отсутствие сплавления кромок на некоторой глубине шва. Непровар также может быть технологическим, если невозможно обеспечить сварку определенной области соединения из-за конструктивных особенностей детали.
Какие могут быть причины данного дефекта:
• малый ток для конкретной толщины и массы;
• Нет зазора между деталями, не снята кромка (отсутствуют фаски).
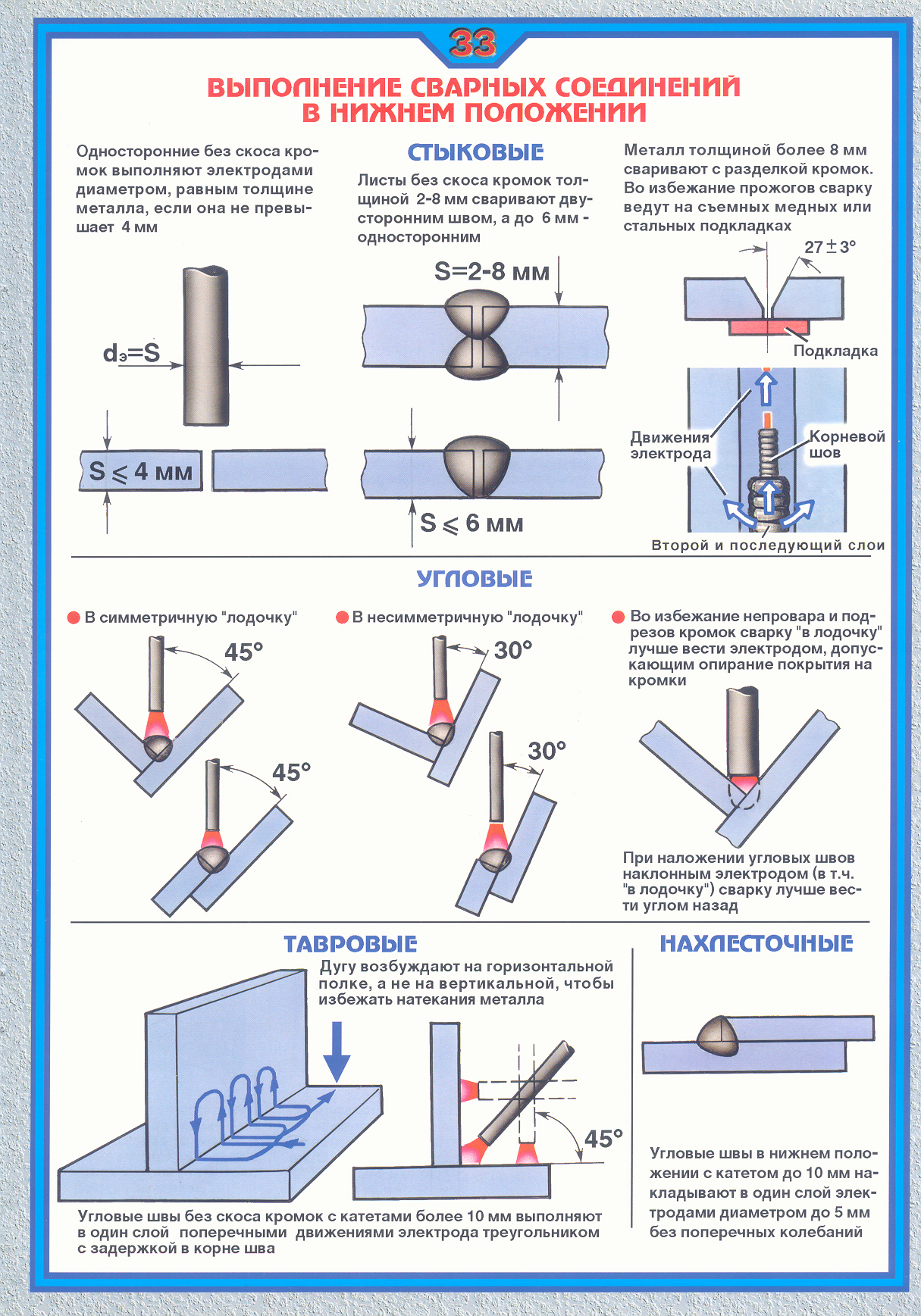
Чтобы сварить металл от 4 мм и выше, нужно обязательно разделывать кромки. Если речь идет о сварке труб с толщиной стенки выше 4 мм, нужно делать V-образную разделку для получения полного провара и небольшой зазор (достаточно, чтобы вставлялась спичка).
Читайте статью «Как варить трубы электросваркой»
И в заключение хотелось бы отметить, что мастерство сварщика состоит в том, чтобы соблюдать нормы производства и производить качественные сварочные соединения путем плавления.
Так как рекомендации написаны для неопытных сварщиков, мы не стали заострять внимание на вопросах предварительной подготовки материалов, деталей и изделий, а так же на том, как учитывать деформации в шве, хотя это очень важно знать. Изучите государственные стандарты Российской Федерации и Европейского Союза, которые указаны в разделе «» данной статьи, они Вам очень помогут в работе!
Изучите государственные стандарты Российской Федерации и Европейского Союза, которые указаны в разделе «» данной статьи, они Вам очень помогут в работе!
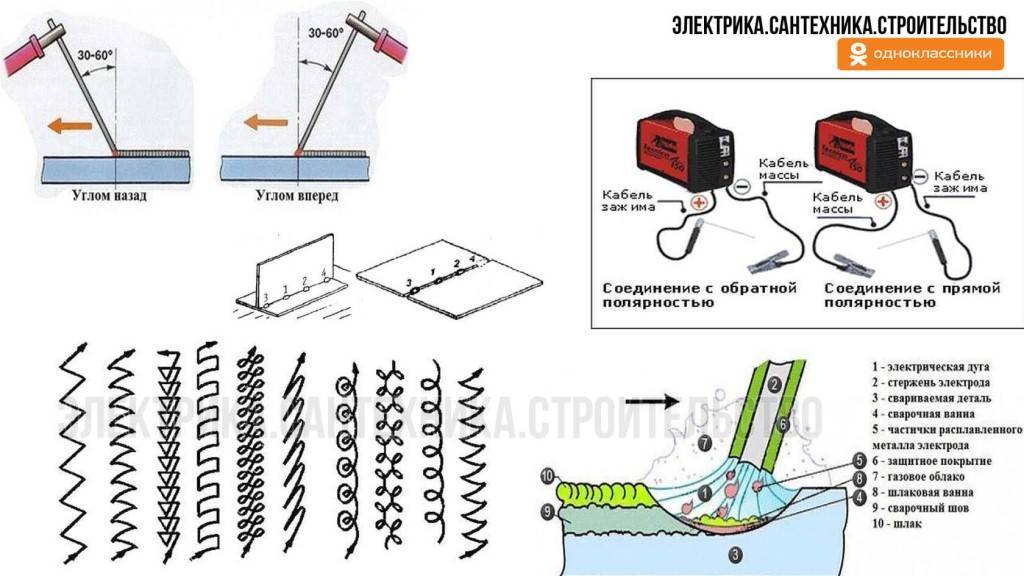
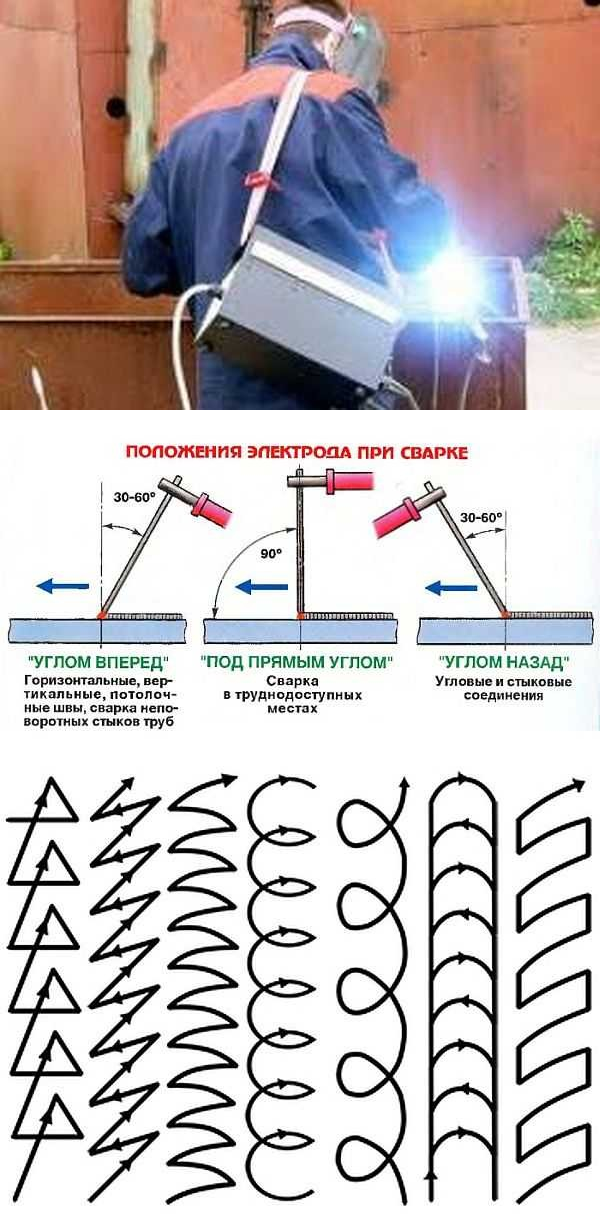
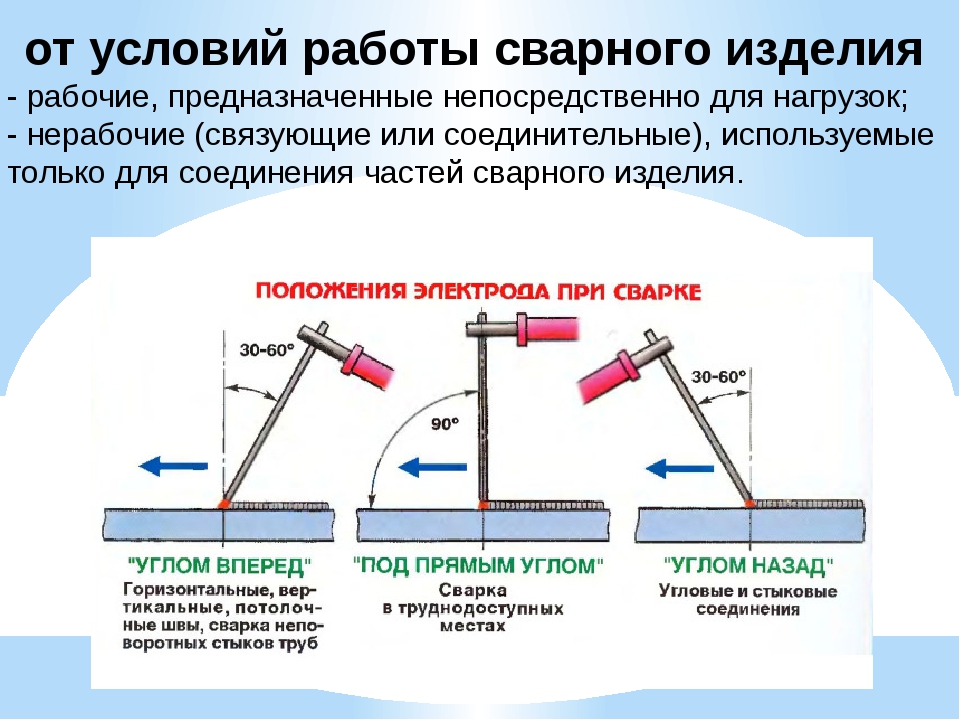
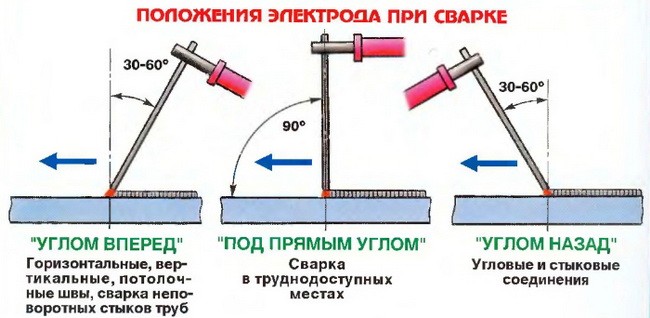
Под каким углом держать электрод при сварке
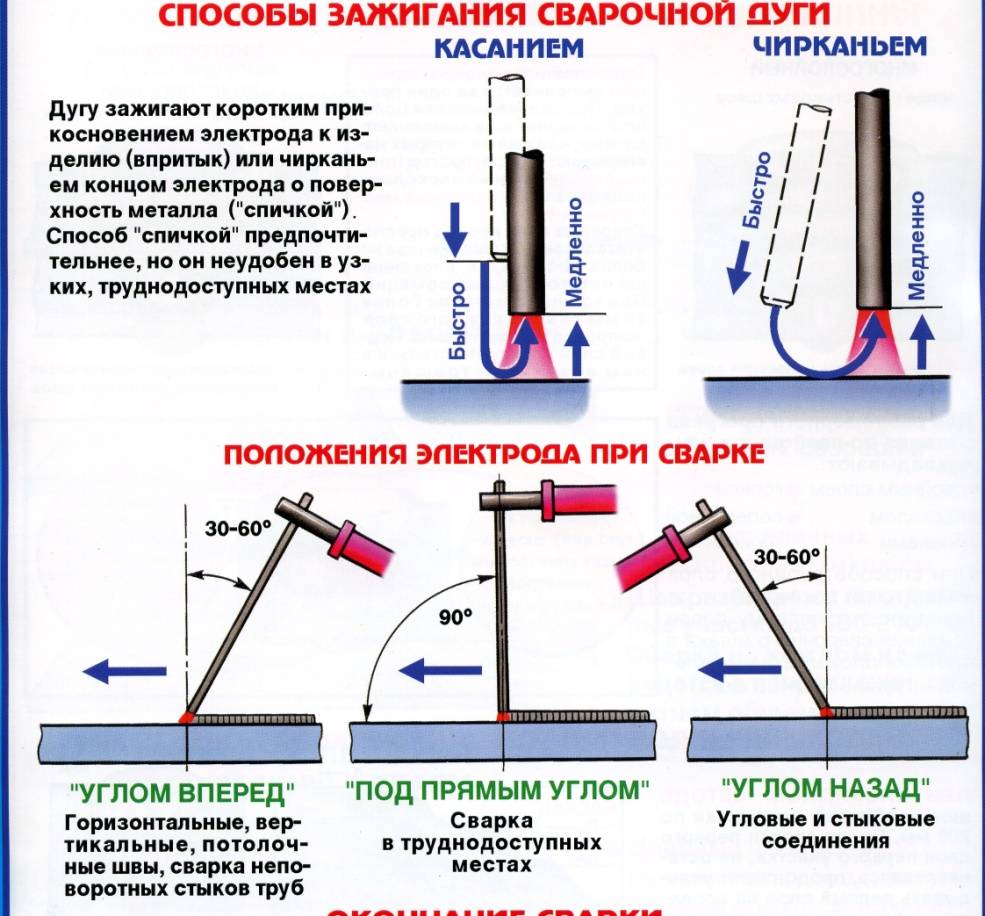
При работе важно соблюдать такое условие, как угол наклона электрода. Если хотите научиться правильно работать сваркой, то следует знать следующее, что электрод должен быть наклонен к сварщику на угол от 30 до 60 градусов, как показано на фото ниже
Наклон подбирается в зависимости от необходимости сварного шва и выставленного тока.
На фото выше первое расположение именуется «угол назад». При нем происходит движение расплавляющегося металла за электродом. Двигать электрод требуется с такой скоростью, чтобы плавящийся шлак заполнял ванну. При таком способе варки осуществляется прогревание большой глубины металла.
Есть и другой способ — «с углом вперед». Этот метод менее популярен, и применяется он для того, чтобы обеспечить не сильный прогрев металла. Обычно такие манипуляции проводятся, когда варится не толстый металл. Сварочный шов в таком положении тянется за наклоненным электродом. При таком способе получается острый угол расположения электрода по отношению к детали.
https://youtube.com/watch?v=OieoT1LIvQw%3F
Особенности сварочной дуги постоянного и переменного тока
С помощью источников постоянного тока можно вести сварку при прямой или обратной полярности. Дуга прямой полярности (электрод — «минус», объект сварки — «плюс») обеспечивает более глубокое проплавленне основного металла; при дуге обратной полярности повышается скорость плавления электрода.
В табл. IX.1 приведены данные о некоторых технологических особенностях сварочной дуги постоянного и переменного тока.





IX.1. Технологические особенности сварочной дуги постоянного и переменного тока
Возникающее при постоянном токе «магнитное дутье» (при токе более 200 A) может вызвать сильное отклонение и блуждание сварочной дуги, вследствие чего увеличивается разбрызгивание, ухудшается качество шва и снижается производительность.
Большинство современных электродов общего назначения пригодно для сварки на любой полярности тока, вместе с тем имеется ряд марок электродов, предназначенных для сварки на какой-либо одной полярности.
Электроды, используемые при сварке на переменном токе, обеспечивают вполне устойчивое горение дуги.
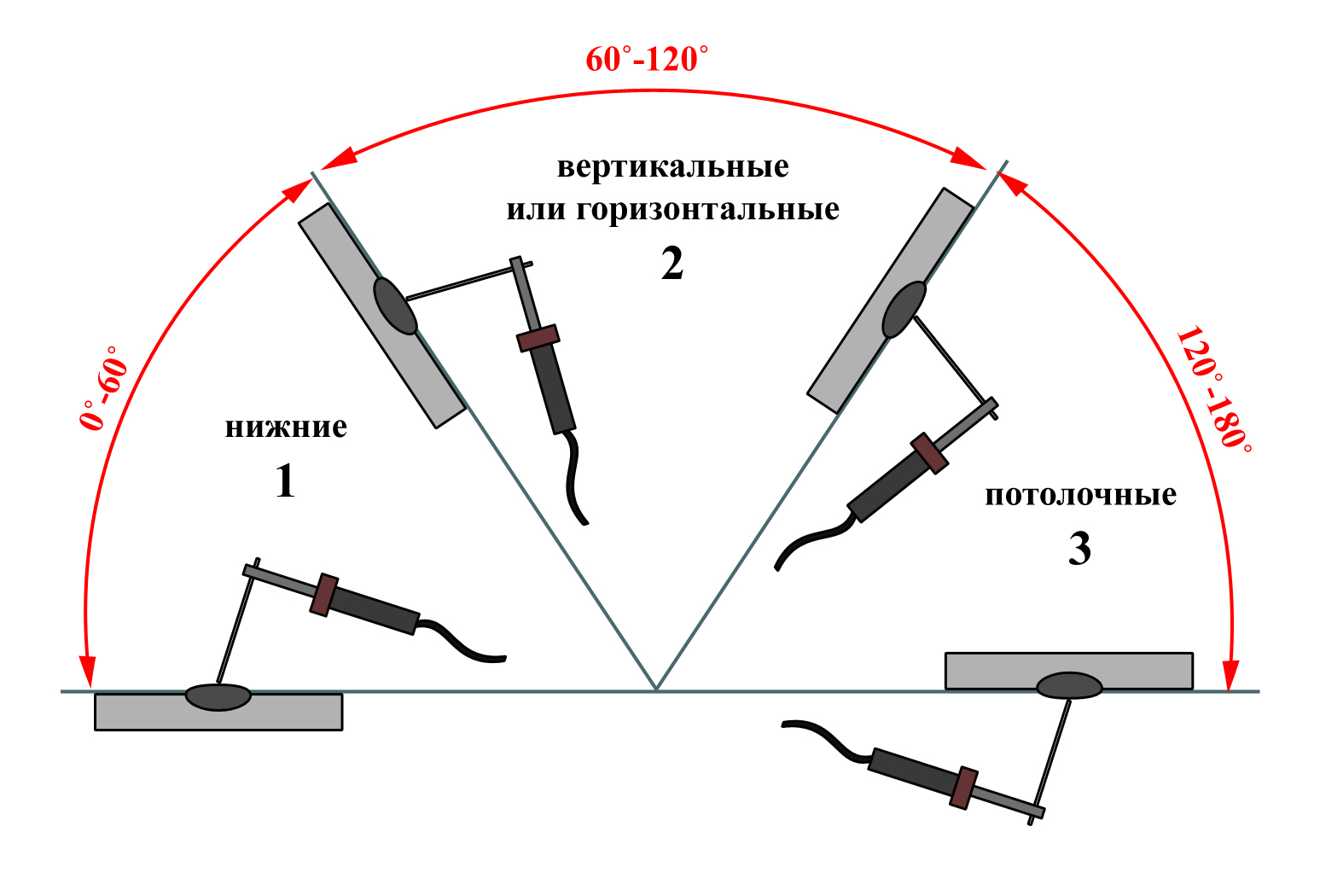
Как варить шов
При сварке в нижнем положении никаких сложностей не возникает даже у начинающего сварщика. А вот все остальные положения требуют знания технологии. Для каждого положения есть свои рекомендации. Техника выполнения сварных швов каждого типа рассмотрена ниже.
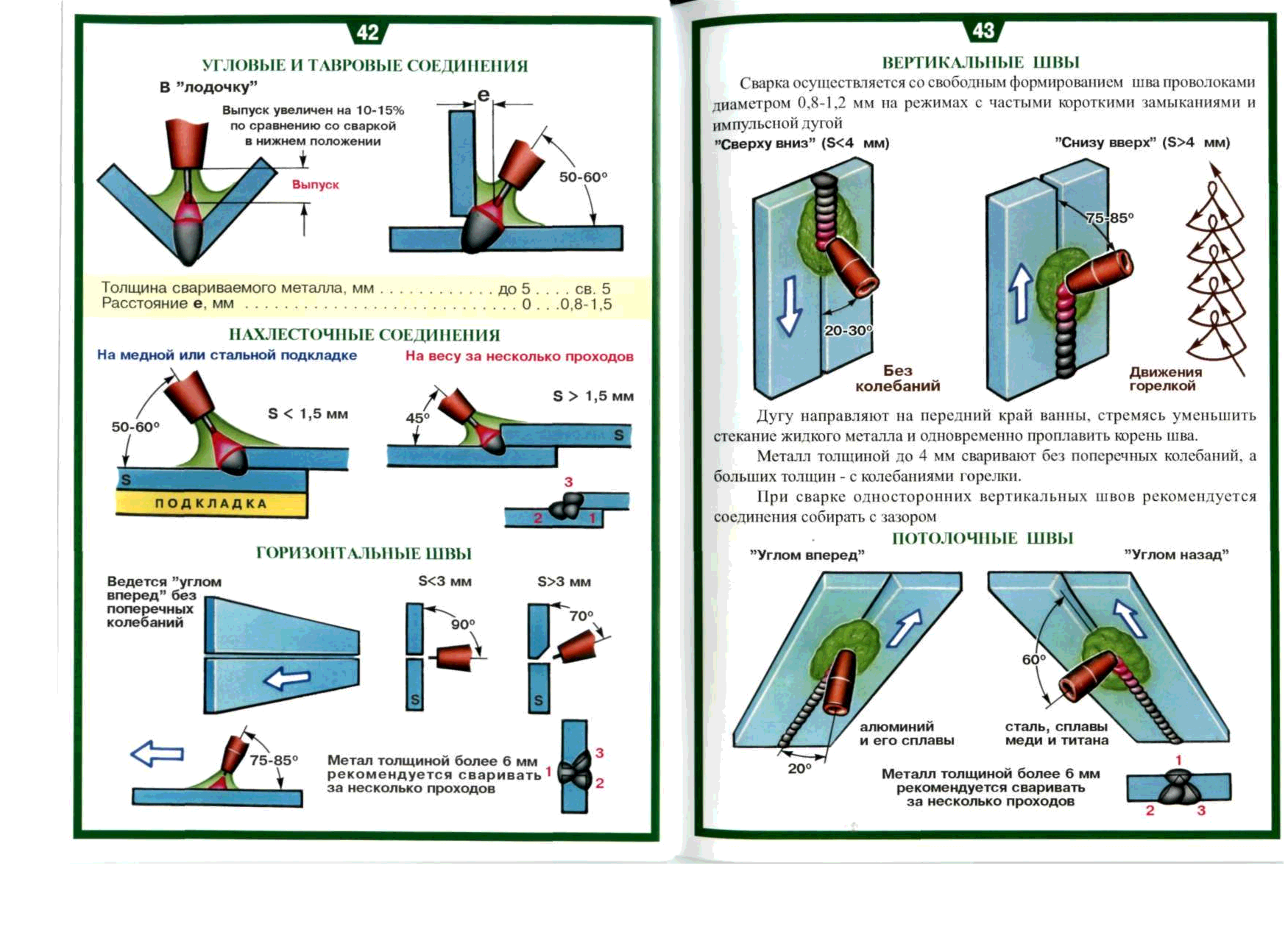
Сварка вертикальных швов
Во время сваривания деталей, находящихся в вертикальном положении, расплавленный металл под действием силы тяжести сползает вниз. Чтобы капли не отрывались, используют более короткую дугу (кончик электрода находится ближе к сварной ванне). Некоторые мастера, если позволяют электроды (не залипают), вообще их опирают на деталь.
Подготовка металла (разделка кромок) проводится в соответствии с типом соединения и толщиной свариваемых деталей. Затем их фиксируют в заданном положении, соединяют с шагом в несколько сантиметров короткими поперечными швами — «прихватками». Эти швы не дают деталям смещаться.
Вертикальный шов можно варить сверху-вниз или снизу-вверх. Удобнее работать снизу-вверх: так дуга толкает сварную ванну вверх, препятствуя ее опусканию вниз. Так проще сделать качественный шов.
Как варить вертикальный шов снизу-вверх: положение электрода и возможные движения
В этом видео показано, как правильно варить вертикальный шов электросваркой с движением электрода снизу-вверх без отрыва. Продемонстрирована также техника короткого валика. В этом случае движения электрода происходят только вверх-вниз, без горизонтального смещения, шов получается почти плоским.
Выполнять соединение деталей в вертикальном положении можно с отрывом дуги. Для начинающих сварщиков это может быть более удобным: за время отрыва металл успевает остыть. При таком способе можно даже опирать электрод на полочку сварного кратера. Так проще. Схема движений практически такая же, как без отрыва: из стороны в сторону, петельками или «коротким валиком» — вверх-вниз.
Как варить вертикальный шов с отрывом смотрите в следующем видео. В этом же видеоуроке показывается влияние силы тока на форму шва. В общем случае ток должен быть на 5-10 А меньше рекомендованного для данного типа электрода и толщины металла. Но, как показано в видео, это не всегда справедливо и определяется экспериментально.
Иногда варят вертикальный шов сверху-вниз. В этом случае при розжиге дуги держите электрод перпендикулярно к свариваемым поверхностям. После розжига в таком положении прогрейте металл, потом опустите электрод и варите уже в таком положении. Сварка вертикального шва сверху-вниз не очень удобна, требует хорошего контроля сварной ванны, но и таким способом можно добиться неплохих результатов.
Как варить вертикальный шов электросваркой сверху-вниз: положение электрода и движения его кончика
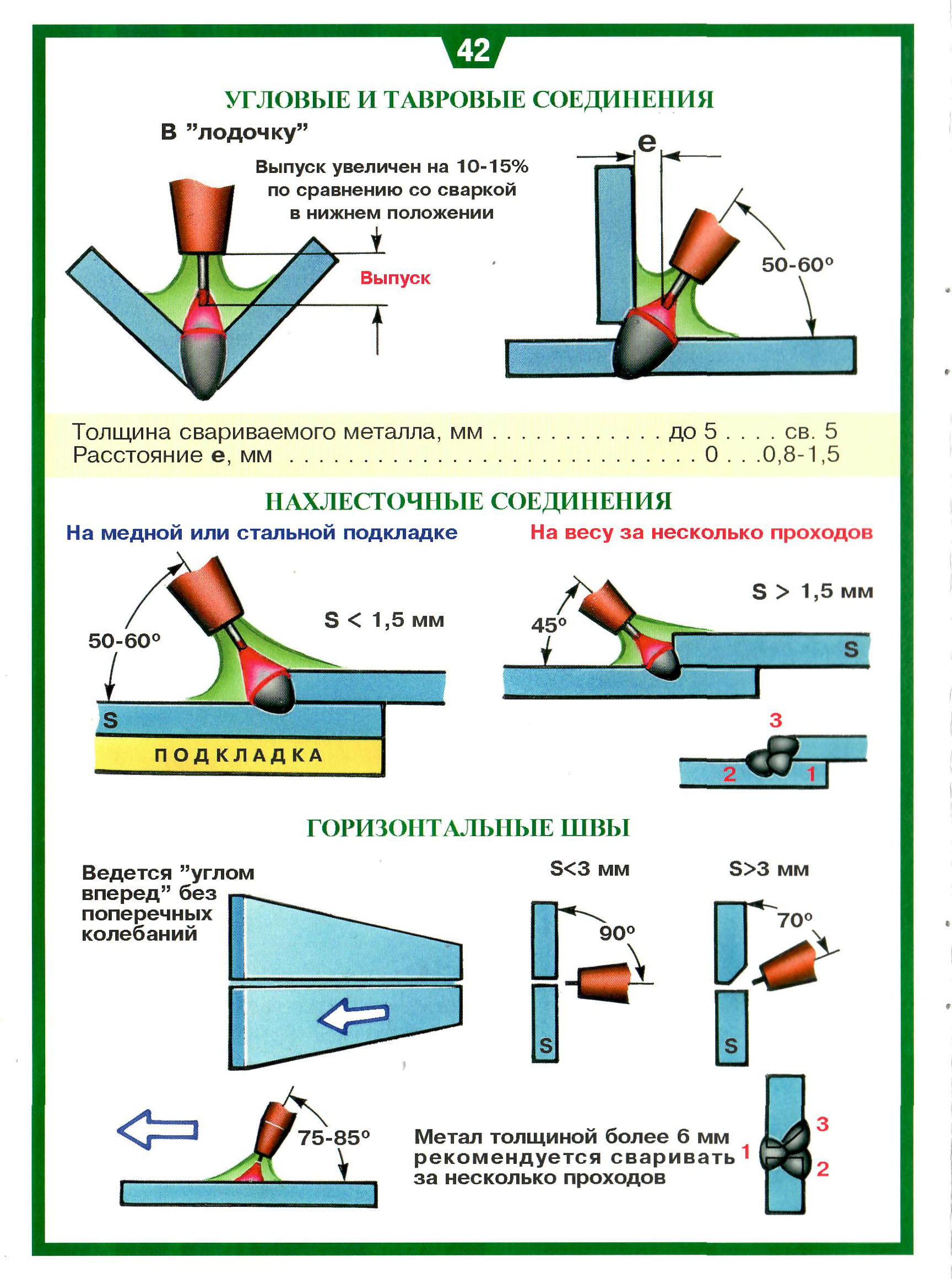
Как варить горизонтальный шов
Горизонтальный шов на вертикальной плоскости можно вести как справа-налево, так и слева-направо. Разницы нет никакой, кому как удобнее, тот так варит. Как при сваривании вертикального шва, ванна будет стремиться вниз. Потому угол наклона электрода достаточно большой. Его подбирают в зависимости от скорости движения и параметров тока. Главное, чтобы ванна оставалась на месте.
Сварка горизонтальных швов: положение электрода и движения
Если металл стекает вниз, увеличивайте скорость движения, меньше прогревая металл. Еще один способ — делать отрывы дуги. За эти короткие промежутки металл немного остывает и не стекает. Также можно немного снизить силу тока. Только все эти меры применяйте поэтапно, а не все сразу.
В видео ниже показано, как правильно сваривать металл в горизонтальном положении. Вторая часть ролика о вертикальных швах.
Потолочный шов
Этот вид сварного соединения — самый сложный. Требует высокого мастерства и хорошего контроля сварной ванны. Для выполнения этого шва электрод держат под прямым углом к потолку. Дуга короткая, скорость движения — постоянная. Выполняют в основном круговые движения, расширяющие шов.
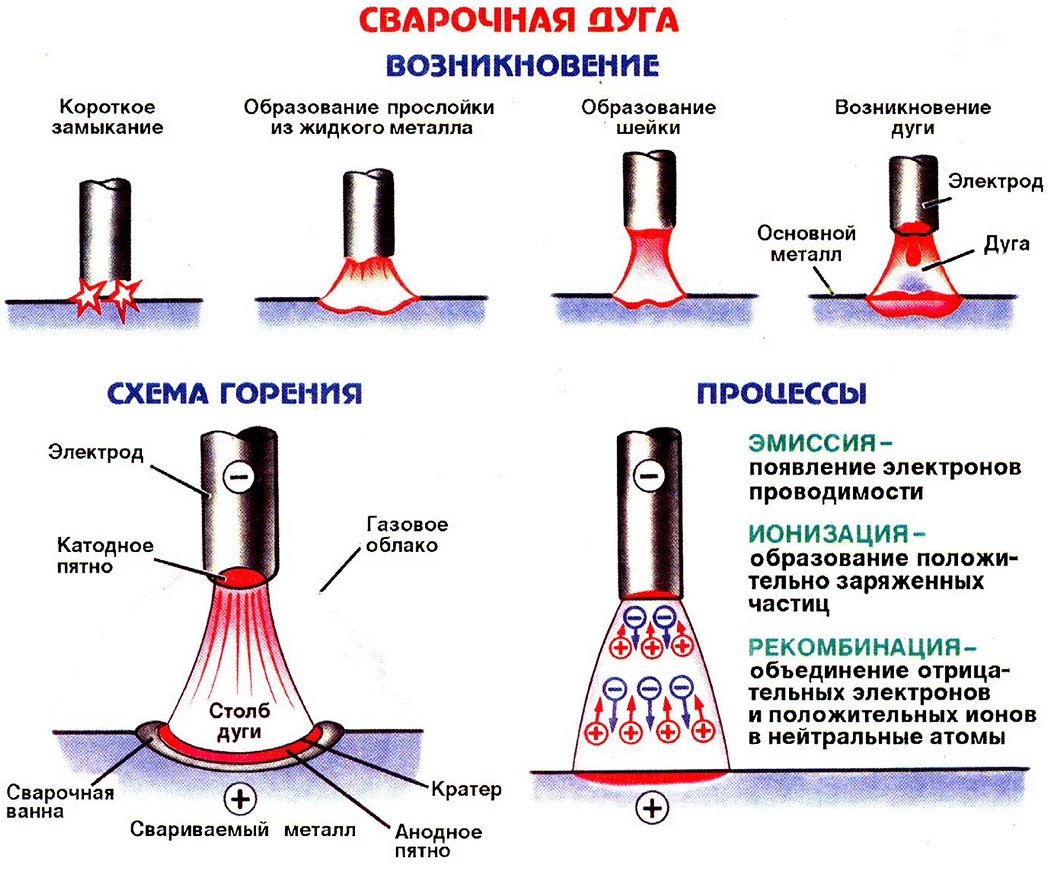
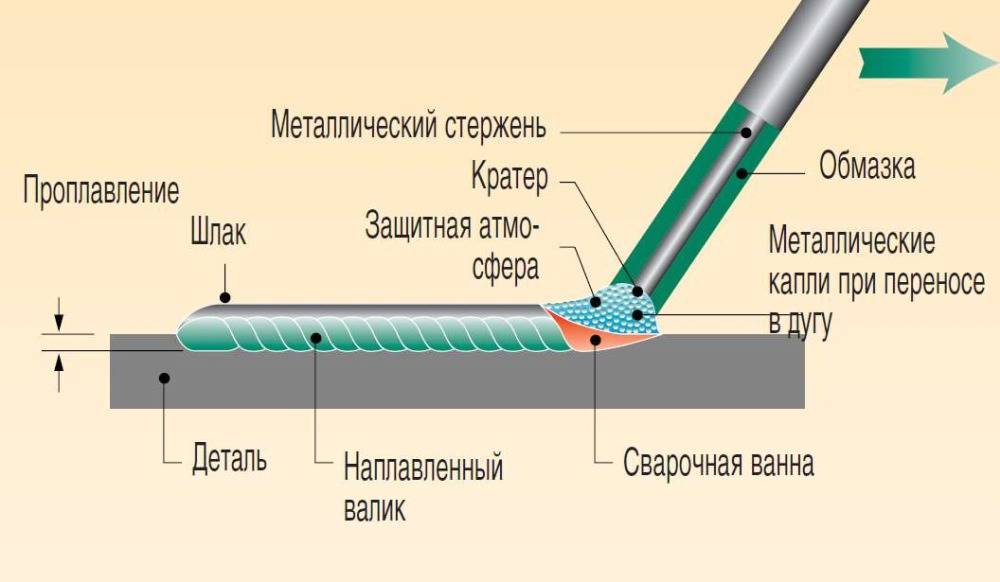
Технология сварочного процесса
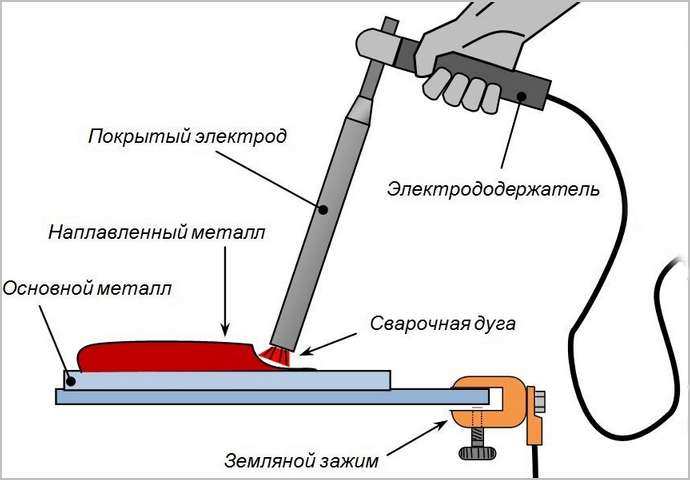
электрическая дуга, которая должна поддерживаться
Именно во время ее контакта с заготовкой и происходит расплавление металла основы и сварочного электрода. В этот момент возникает явление, которое среди специалистов получило название сварочной ванны. В ней основной и металл электрода смешивается в однородную массу.
Ванна может иметь различные размеры, что определяется используемым режимом сварки, пространственным положением, скоростью перемещения дуги, формами и размерами кромки и пр.Обычно она достигает в ширину порядка 8–15 мм, в длину 10–30 мм, а в глубину — около 6 мм.
На каждом электроде имеется специальное покрытие, именуемое обмазкой. В момент ее расплавления возникает специальная газовая зона в области дуги и над ванной. Благодаря ей воздух покидает зону сварки и исключается взаимодействие расплавленного металла с кислородом. Также она содержит пары основного и электродного металла.
Уже на самом шве появляется сплав, не позволяющий контактировать расплаву с воздухом, что ухудшило бы качество сварки. По мере удаления электрической дуги происходит кристаллизация металлов, в результате возникает шов, благодаря которому прочно соединяются свариваемые детали. На самом шве находится защитный слой шлака, который по окончании сварочных работ обязательно нужно убрать.
Как правильно сваривать металл
Научится правильно держать электрод и двигать ванну для хорошего результата недостаточно. Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.
Технология электросварки: перед началом наложения шва, детали соединяют прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от друга
Потому перед работой детали закрепляют струбцинами, стяжками и другими приспособлениями. Кроме того делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
О типах сварных швов и соединений (горизонтальные, вертикальные, потолочные ) и о том, как их правильно варить читайте тут.
Как выбрать ток для сварки
Научиться варить электросваркой невозможно, если не знать, какой выставлять ток. Он зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
Но при ручной электродуговой сварке все взаимосвязано. Например, в сети упало напряжение. Выдать необходимый ток инвертор просто не может. Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту. Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.
Как правильно варить сваркой вы теперь знаете. Осталось отработать навыки. Выбирайте сварочный аппарат, покупайте электроды и сварочную маску и приступайте к практике.





Чтобы закрепить информацию, посмотрите видео-урок по сварке.
https://youtube.com/watch?v=qAgFQmLAJMA
Это интересно: Чем нельзя мыть полы и почему, приметы и факты: познаем вместе
Подробности
Типы аппаратов для сварки
На строительном рынке есть множество моделей сварочных аппаратов, и среди всего разнообразия стоит выделить следующее:
- Выпрямители.
- Плазменные.
- Трансформаторы.
- Автоматы.
- Инверторы.
- Полуавтоматы.
В условиях дома или мастерской обычно используют трансформаторы из-за малой стоимости, а также инверторы из-за удобства и простоты выполнения работ. Остальные потребуют либо особые условия для работы, которые можно создать лишь на производстве, или потребуется длительное приобретение навыков и особое обучение.
Трансформаторные
Устройство подобных автоматов самое обычное – это понижающий и мощный трансформатор, причем именно в его вторичную обмотку и включают электрическую рабочую цепь. Достоинства такого устройства заключаются в его простоте, неприхотливости, живучести и дешевизне. А из недостатков выделим большой вес и размеры, низкий уровень стабильности дуги, работа на переменном токе и создание бросков напряжения в сети питания. Подобный аппарат потребует от сварщика большого опыта и мастерства. Для обучения начинающего мастера устройство плохо подходит.
Инверторы
Кроме того, устройство не вызывает напряжения бросков в сети питания. Но есть пару недостатков – высокая стоимость и малая степень устойчивости к морозу. Обучение начать стоит именно с инвертора, потому что стабильность параметров души и наличие дополнительных функций облегчат старт и предотвратят залипание, а также дадут возможность новичкам сосредоточиться на шве и как можно скорее освоить новую для них технологию.
Что нужно для выполнения работ начинающим мастерам
Для того, чтобы приступить к обучению, потребуется выбрать соответствующую экипировку и оборудование
Особое внимание стоит уделять собственным средствам защиты, потому что сварочные работы представляют собой вредный процесс для органов дыхания и зрения. Потребуется организовать рабочее место, а если оно находится в мастерской, то комнату потребуется снабдить эффективной вытяжной системой и прекрасным освещением
Чтобы правильно варить металл инвертором или другим приспособлением, немаловажную роль будет играть и место. Если вы желаете начать обучение на свежем воздухе, то делать это следует на сухом основании и под навесом, который будет защищать вас и оборудование от дождя. Рабочее место должно получится просторным, не быть захламленным, а также не стеснять движения сварщика. Кабели следует прокладывать так, чтобы вы на них не наступили и не запнулись при перемещении вокруг заготовок. В качестве заготовки для отработки навыков стоит выбирать обрезки проката и стальные листы, а начинать с важных конструкций не рекомендуется.
Средства защиты и инструменты
Из инструментария, оборудования и материалов нужно:
- Болгарка (УШМ) для нарезания заготовок и зачистки швов.
- Набор ручных слесарных инструментов – зубила, молотки, пассатижи и прочее.
- Щетка из металла для зачистки заготовок.
- Струбцины и зажимы для того, чтобы заготовки были соединены между собой.
- Электроды.
И, конечно же, вам потребуется инвертор.
Какие выбрать электроды
Чтобы научиться хорошо варить металл, потребуется выбрать сварочные материалы по типу свариваемых материалов и их толщиной. В качестве задания для учебы стоит выбирать стандартные низкоуглеродные конструкционные стали. Для них прекрасно подойдут популярные электроды с обмазкой. Обычно требуется учить на электродах с диаметром 1.6, 2 и 3 мм (это для тонкостенных конструкций), а с толщиной от 4 до 6 мм для сваривания заготовок с толстыми стенками.
Чаще всего для домашних условиях применяют электроды с диаметром в 3 мм, а более тонкие подойдут для сваривания деталей с тонкими стенками. Мощность устройства обязательно должна соответствовать диаметру электрода, а в руководстве пользователя есть табличка для определения рабочего тока по номера электрода.
Техника безопасности
Следует помнить, что сварка – это опасный процесс, поэтому необходимо использовать защитные средства. Щиток с защитным стеклом необходим для защиты глаз от ярких вспышек дуги и лица от расплавленных брызг. Одежда должна быть плотной, защищающей от расплава. На руках должны быть плотные защитные перчатки. Необходимо учитывать наличие электропроводящих частей, которые должны быть надежно изолированы. Работы запрещено производить вблизи легковоспламеняющихся материалов.
Электросварка – это один из самых распространенных и эффективных видов сварки. Сваривать металл в простых конструкциях вполне под силу любому человеку.
Как варить шов
При сварке в нижнем положении никаких сложностей не возникает даже у начинающего сварщика. А вот все остальные положения требуют знания технологии. Для каждого положения есть свои рекомендации. Техника выполнения сварных швов каждого типа рассмотрена ниже.
Сварка вертикальных швов
Во время сваривания деталей, находящихся в вертикальном положении, расплавленный металл под действием силы тяжести сползает вниз. Чтобы капли не отрывались, используют более короткую дугу (кончик электрода находится ближе к сварной ванне). Некоторые мастера, если позволяют электроды (не залипают), вообще их опирают на деталь.
Подготовка металла (разделка кромок) проводится в соответствии с типом соединения и толщиной свариваемых деталей. Затем их фиксируют в заданном положении, соединяют с шагом в несколько сантиметров короткими поперечными швами — «прихватками». Эти швы не дают деталям смещаться.
Вертикальный шов можно варить сверху-вниз или снизу-вверх. Удобнее работать снизу-вверх: так дуга толкает сварную ванну вверх, препятствуя ее опусканию вниз. Так проще сделать качественный шов.
Как варить вертикальный шов снизу-вверх: положение электрода и возможные движения
В этом видео показано, как правильно варить вертикальный шов электросваркой с движением электрода снизу-вверх без отрыва. Продемонстрирована также техника короткого валика. В этом случае движения электрода происходят только вверх-вниз, без горизонтального смещения, шов получается почти плоским.
Выполнять соединение деталей в вертикальном положении можно с отрывом дуги. Для начинающих сварщиков это может быть более удобным: за время отрыва металл успевает остыть. При таком способе можно даже опирать электрод на полочку сварного кратера. Так проще. Схема движений практически такая же, как без отрыва: из стороны в сторону, петельками или «коротким валиком» — вверх-вниз.
Как варить вертикальный шов с отрывом смотрите в следующем видео. В этом же видеоуроке показывается влияние силы тока на форму шва. В общем случае ток должен быть на 5-10 А меньше рекомендованного для данного типа электрода и толщины металла. Но, как показано в видео, это не всегда справедливо и определяется экспериментально.
Иногда варят вертикальный шов сверху-вниз. В этом случае при розжиге дуги держите электрод перпендикулярно к свариваемым поверхностям. После розжига в таком положении прогрейте металл, потом опустите электрод и варите уже в таком положении. Сварка вертикального шва сверху-вниз не очень удобна, требует хорошего контроля сварной ванны, но и таким способом можно добиться неплохих результатов.
Как варить вертикальный шов электросваркой сверху-вниз: положение электрода и движения его кончика
Как варить горизонтальный шов
Горизонтальный шов на вертикальной плоскости можно вести как справа-налево, так и слева-направо. Разницы нет никакой, кому как удобнее, тот так варит. Как при сваривании вертикального шва, ванна будет стремиться вниз. Потому угол наклона электрода достаточно большой. Его подбирают в зависимости от скорости движения и параметров тока. Главное, чтобы ванна оставалась на месте.





Сварка горизонтальных швов: положение электрода и движения
Если металл стекает вниз, увеличивайте скорость движения, меньше прогревая металл. Еще один способ — делать отрывы дуги. За эти короткие промежутки металл немного остывает и не стекает. Также можно немного снизить силу тока. Только все эти меры применяйте поэтапно, а не все сразу.
В видео ниже показано, как правильно сваривать металл в горизонтальном положении. Вторая часть ролика о вертикальных швах.
Потолочный шов
Этот вид сварного соединения — самый сложный. Требует высокого мастерства и хорошего контроля сварной ванны. Для выполнения этого шва электрод держат под прямым углом к потолку. Дуга короткая, скорость движения — постоянная. Выполняют в основном круговые движения, расширяющие шов.
Как пользоваться сварочным инвертором?
В процессе сварки величину тока можно и нужно менять, если это требуется. Если вы видите, что при создании шва получаются не валики, а что-то типа размытых линий, то следует увеличить ток. Если же валики такие огромные, что становится сложно передвигать электрододержатель, показатель тока уменьшаем.
Если вы используете не только что приобретенные электроды, а те, которые были на хранении некоторое время во влажных местах, то их необходимо высушить около двух-трех часов при температуре примерно 2000 градусов.
Разжечь дугу можно двумя способами:
-несколько раз ударить кончиком электрода об изделие;
-применить способ, аналогичный розжигу спички.
Чтобы наловчиться прокладывать шов, сначала можно отметить на металле предполагаемую линию. Отметьте так, чтобы вам было ее четко видно. Далее разжигаем дугу, и направляем ее к отметке до упора. Там начинает плавится металл и все это покрывается шлаком, как было сказано выше. Это и есть сварочная ванна, это ее нужно двигать, «вырисовывая» рисунки, как показано на рисунке выше.
Двигать сварочную ванну электродом нужно под определенным углом. Существует два отличия как сваривать детали: под углом вперед и под углом назад. Первый вид позволяет варить с меньшей теплотой, что отлично подходит для тонких металлов. Соответственно, второй вид сварки характерен для толстых металлов.
Помимо всех вышеуказанных показателей следует соблюдать еще и оптимальную длину сварочной дуги. Это то расстояние от окончания электрода до детали. Есть короткая, средняя и длинная. Короткая – 1 мм, средняя – 2-3 мм, длинная – 5 и более мм, до полного отрыва и исчезновения дуги. Для новичка оптимальной длиной считается средняя дуга. При длинной дуге металл нагревается недостаточно потому что она «скачет», шов будет не качественным. При сварке короткой дугой появляются слишком выпуклые валики, прогрева возле них мало, это может повлечь появление подрезов (канавки вдоль шва). Это делает шов также некачественным.
Если шов получился с дефектами – не расстраивайтесь, еще можно его подправить. Для этого нужно удалить область некачественного шва и «сварить» еще раз. Либо «подлатать» эту область.
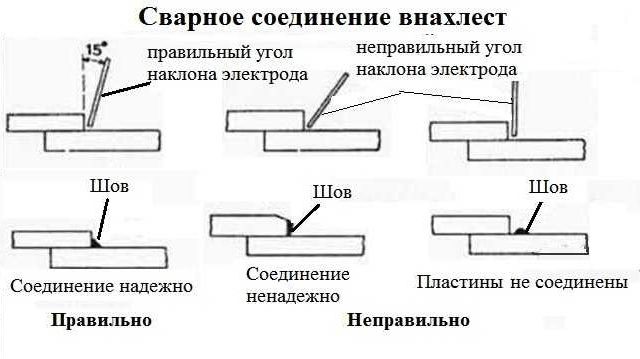
Сварка инвертором для начинающих тонкого металла характеризуется наличием основными видами: встык и внахлест. Для новичков проще варить внахлест, есть гарантия, что вы не приварите металл к столу. Сварка тонкого металла встык имеет множество сложностей и особенностей при использовании инвертора. Чаще для этого используют сварочные полуавтоматы, которые лично для себя обычно никто не приобретает. Пользоваться инверторным сварочным аппаратом начинающим обычно рискованно.
Итак, это основная информация, самоучитель и правила, которые нужно знать и соблюдать, если вы решили узнать, как варить металл сварочным инвертором. Сварка для начинающих, конечно, характеризуется начальными неудачами. Первоначально нужно будет научится совершать каждый этап работы несколько раз, чтобы довести его до надлежащего уровня. Придется тренироваться, использовать множество «пробных» электродов, кусков металла, научиться хорошо и с первого раза разжигать дугу. Но, согласитесь, это небольшая цена за возможность узнать, как научиться правильно варить сварочным инвертором самостоятельно с нуля и экономить на услугах специализированных компаний. Техника сварки инвертором довольно прозрачна и проста. Пройдя все пробные этапы и усвоив уроки по сварке инвертором для начинающих, вы самостоятельно сможете без лишних проблем производить сварку.
https://youtube.com/watch?v=JYrmpMqKKzA