
Технология сварочного процесса
Суть ММА сварки состоит в расплавлении кромок металла электродугой, заполнении стыка наплавочным материалом. Электроды представляют собой металлический стержень со специальным покрытием, образующим защитный шлаковый слой, препятствующий окислению ванны расплава. В процессе кристаллизации на месте соединения образуется диффузный слой – смесь наплавочного металла и сплава, из которого сделаны сварные заготовки.
Режим сварки – это параметры напряжения и силы тока, необходимые для образования дуги нужной плотности, температуры. После настройки оборудования один из контактов подключается к электроду, другой – к металлу. Цепь замыкается при контакте электрода и деталей, возникает разряд, генерирующий плазму.
При ММА дуга разжигается двумя способами:
- чирканием (подобно разжиганию спички);
- постукиванием.
После розжига важно поддерживать стабильное горение дуги. Для этого электрод отводят от поверхности детали на 2–4 мм. Электрод расплавляется постепенно, так как температура создается только на кончике стержня
Капли равномерно пополняют ванну расплава, образованную расплавленными кромками
Электрод расплавляется постепенно, так как температура создается только на кончике стержня. Капли равномерно пополняют ванну расплава, образованную расплавленными кромками.
Возможное движение электрода:
- круговое вдоль оси, контролируется процесс расплавления стержня, формирования защитного шлакового слоя;
- по направлению стыка, регулирует скорость образования соединения;
- возвратно-поступательное вдоль шва;
- колебательное с одной детали к другой перпендикулярно стыку, формируется широкий.
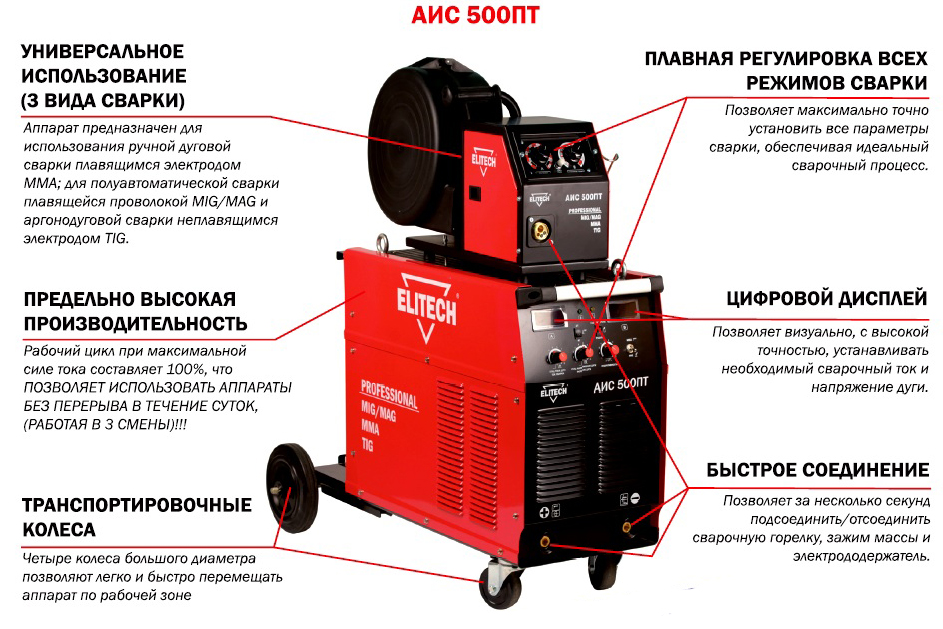
Выбираем сварочный инвертор по техническим характеристикам
Перед тем как выбрать сварочный аппарат для дома и дачи на 200 в, необходимо определиться, для каких целей он будет использован. Если нужно собрать дачные ворота и калитку, или приварить петли, или сварить конструкцию для теплицы и так далее, то выбирается прибор из категории бытовых. То есть со знанием силы тока, не превышающего 200 ампер. Не будем рассматривать другие варианты, потому что ими пользуются профессионалы.
На что необходимо обратить внимание в первую очередь – на мощность агрегата, а точнее на номинальную силу тока. Эта характеристика обязательно производителем указывается в паспорте изделия
Что обозначает данное значение – максимальную силу тока, при котором прибор будет работать корректно, не перегреваться. Конечно, с учетом периода постоянной работы и времени отдыха.
Характеристики сварочного аппарата Источник www.krin.kz
К примеру, если свариваются стальные заготовки толщиною 3-4 мм электродом диаметром 3 мм. Для этого подойдет сварка аппаратом, у которого сила тока – 120 ампер. Но не стоит сразу приобретать его. Все дело в том, что:
- сварочный инвертор в этом случае будет работать на пределе своих возможностей, а это приведет к быстрому снижению эксплуатационного его ресурса;
- перепады напряжения в частных домах и на дачах – дело обычное, и в этом случае вместо 220 вольт напряжения на выходе, вы получите всего 180 в, а значит, номинальное значение сварочного тока будет ниже заявленной в паспорте.
Поэтому рекомендуется приобретать сварочный инвертор мощностью на 30% выше. То есть, если по расчетам вам потребуется прибор со сварочным током 120 А, то лучше купить агрегат на 160 А.
Внимание! Сварочные кабели длиною свыше 4 м также снижают силу сварочного тока. И это надо учитывать в обязательном порядке
Для выполнения бытовых сварочных работ лучше приобретать аппараты с силой тока не меньше 160 А. В любом случае не прогадаете.
Как надо настраивать сварочный инвертор Источник nashprorab.com
Сетевое напряжение
Это следующий шаг в выборе сварочного инвертора. Казалось бы, что может быть проще, ведь бытовые сварочные инверторы работают от обычной розетки, где напряжение 220 вольт. Надо отметить, тот факт, что инверторы бытового типа будут стабильно работать, если напряжение в сети будет в пределах 188-254 В. Это заложено производителями.
К сожалению, на загородных участках и дачах напряжение питающей сети оставляет желать лучшего. И оно может отличаться от номинального на 20% и выше
И здесь при выборе сварочного инвертора для дома необходимо обратить внимание на некоторые пометки в паспорте. А именно:
- может ли он подключаться к генератору, с помощью которого повышается напряжение в сети;
- или каков диапазон рабочего напряжения, будет ли он совпадать с понижением на 20%.
Если таких пометок нет, то такой прибор для дачи лучше не приобретать. Такие агрегаты подойдут для работы в городе, где напряжение более или менее стабильно.
И еще один момент. Опытные сварщики знают, что от качества сварочного инвертора зависит качество самой сварки. Поэтому свое предпочтение они отдают серьезным производителям, давно зарекомендовавших себя на рынке. Поэтому идем дальше, и, отвечая на вопрос, как выбрать сварочный инвертор, переходим к рейтингу агрегатов.
Преимущества и недостатки MIG и MAG сварки
Главными преимуществами процессов MIG и MAG сварки являются высокая производительность и высокое качество сварного шва. Высокая производительность объясняется отсутствием потерь времени на смену электрода, а также тем, что этот способ позволяет использовать высокий сварочный ток.
Еще одним достоинством этого способа является низкое тепловложение, особенно при сварке короткой дугой (с короткими замыканиями), что делает этот способ наиболее подходящим для соединения тонколистового металла во всех пространственных положениях.
Благодаря этим достоинствам способ MIG и MAG особенно хорошо подходит для роботизированной сварки.
К недостаткам этого процесса по сравнению со сваркой покрытыми электродами (MMA) можно отнести следующее:
Защитный газ
Основная задача защитного газа – защита расплавленного металла от атмосферного воздействия (кислород окисляет, а азот и влага из воздуха вызывают пористость шва) и обеспечить благоприятные условия зажигания сварочной дуги.
Тип защитного газа влияет на скорость плавления, проникновение сварочной дуги, на количество брызг при сварке, форму и механические свойства сварочного шва. Определённая смесь газов даёт существенный эффект стабильности электрической дуги и уменьшает количество брызг при сварке. Состав газа влияет на то, как расплавленный металл от проволоки передаётся к месту сварки.
Инертные газы и их смеси в качестве защитного газа (MIG) используются для сварки алюминия и цветных металлов. Обычно применяются аргон и гелий.
Активные газы и смеси (MAG) применяется для сварки сталей. Чаще всего это чистая двуокись углерода (CO2), а также в смеси с аргоном.
Рассмотрим виды и смеси защитных газов подробнее:
- Чистая двуокись углерода (CO2) или двуокись углерода с аргоном, а также аргон в смеси с кислородом обычно используются, для сварки стали. Если использовать двуокись углерода (CO2) в качестве защитного газа, то получите высокую скорость плавления, лучшую проникаемость дуги, широкий и выпуклый профиль сварочного шва. Когда используется чистая двуокись углерода, то происходит сложное взаимодействие сил вокруг расплавленных металлических капель на кончике насадки. Эти несбалансированные силы становятся причиной образования больших нестабильных капель, которые передаются в зону сварки случайными движениями. Это является причиной увеличения брызг вокруг сварочного шва. Также чистый карбон диоксид образует больше испарений.
- Аргон, гелий и аргонно-гелиевая смесь используются при сварке цветных металлов и их сплавов. Эти смеси инертных газов дают более низкую скорость плавления, меньшее проникновение и более узкий сварочный шов. Аргон дешевле гелия и смеси гелия с аргоном, а также даёт меньшее количество брызг при сварке. В отличие от аргона, гелий даёт лучшее проникновение, более высокую скорость плавления и выпуклый профиль сварочного шва. Но когда используется гелий, сварочное напряжение возрастает при такой же длине сварочной дуги и расход защитного газа возрастает в сравнении с аргоном. Чистый аргон не подходит для сварки стали, так как дуга становится слишком нестабильной.
- Универсальная смесь для углеродистой стали состоит из 75% аргона и 25% двуокиси углерода (может обозначаться 74/25 или C25). При использовании такого защитного газа образуется наименьшее количество брызг и уменьшается вероятность прожига насквозь тонких металлов.
Как осуществляется пайка
При выполнении пайки подача газа осуществляется через специализированное сопло, прикрепленное к сварочному агрегату. На производствах работы с применением технологии МАГ обычно выполняются в специально обработанных помещениях. При использовании данной методики главное — это равномерная безостановочная подача проволоки, тогда гарантирован аккуратный и прочный сварной шов. Поэтому подобные работы должны производиться исключительно опытными сварщиками, в особенности при сборке высокоточных конструкций.
Еще одно различие МИГ пайки и МАГ в том, что в первом случае проволока подается автоматически, вручную.
Преимущества МИГ пайки
- Простота технологии, которой легко можно обучиться.
- Высокая производительность;
- Отсутствует необходимость дополнительной обработки сварных соединений.
- Высококачественный результат.
Еще одно достоинство данной методики — это возможность выполнения без остановки, повторного розжига сварочной дуги длинного шва. Это существенно упрощает всю сварочную процедуру.








Режим сварки MIG и MAG
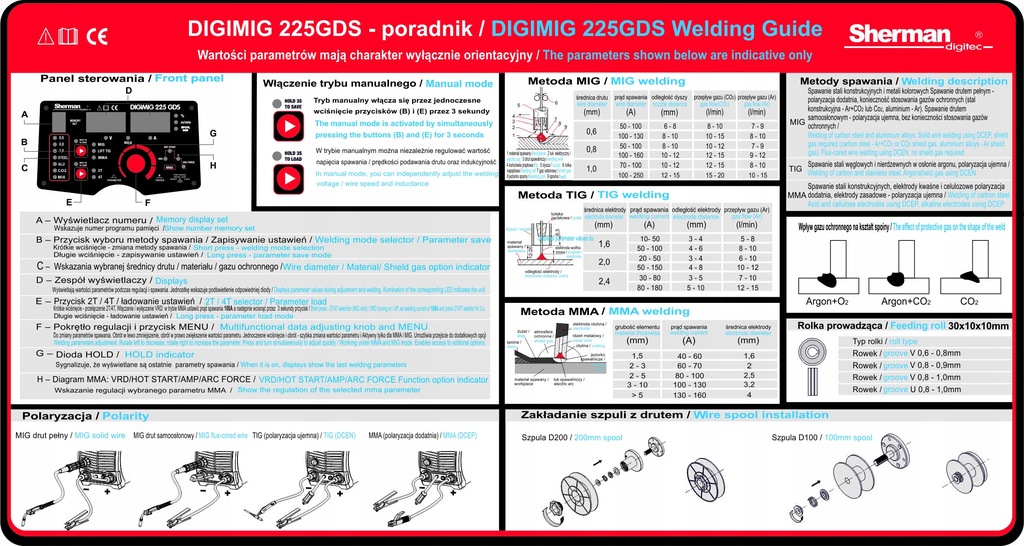
Иногда производители предусматривают возможность применения сварочных аппаратов для различных способов сварки. Для этого на панели управления предусматривают специальный переключатель режимов сварки MIG, MAG, TIG, MMA. Из текста выше мы уже понимаем, что включение режима сварки меняет вольт-амперную характеристику сварочного аппарата и иногда добавляет возможность корректировать какие-то дополнительные параметры. При этом, если у вас есть только источник питания, то для выполнения сварки в режиме MIG или MAG необходимо дополнительно приобретать подающий механизм, сварочную горелку, баллон с газом или сварочной смесью, редуктор или расходомер газа и не забудьте о сварной проволоке. Конечно, можно применять сварку порошковой проволокой без газа, но это очень вредно для здоровья.

При наличии всего необходимого оборудования после включения режима MIG или MAG необходимо учитывать следующие параметры:
- сварочный ток (или скорость подачи проволоки)
- напряжение дуги (или длина дуги)
- полярность тока сварки
- скорость сварки
- длина вылета проволоки
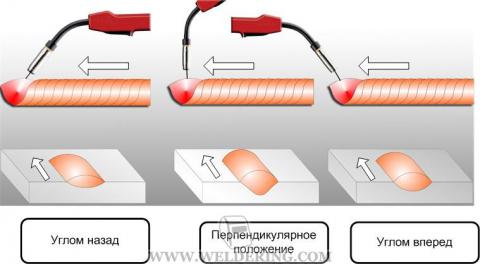
- наклон горелки
- положение при сварке
- диаметр проволоки
- вида защитного газа или сварочной смеси
- расход защитного газа или смеси
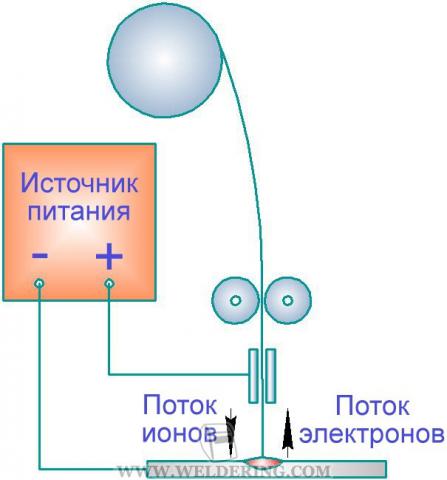
Полярность при сварке MIG и MAG
Полярность при сварке MIG и MAG существенным образом сказывается на характере протекания процесса, поэтому остановимся на этом пункте немного подробнее.
При использовании обратной полярности процесс характеризуется следующими особенностями:
- повышенный ввод тепла в изделие
- более глубокое проплавление
- меньшая эффективность плавления сварочной проволоки
- большой выбор реализуемых типов переноса металла, позволяющий выбрать оптимальный (с короткими замыканиями, крупнокапельный, мелкокапельный, струйный и т.д.)
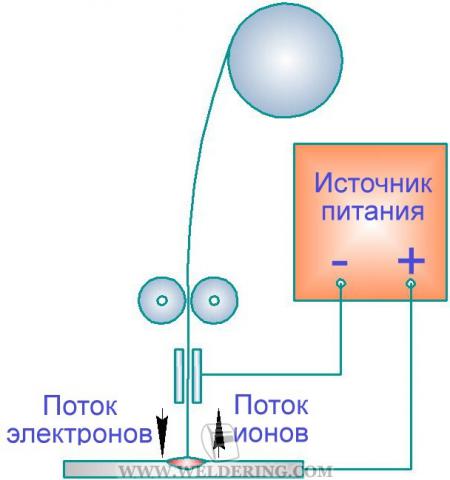
В то время как на прямой полярности наблюдается:
- сниженный ввод тепла в изделие
- менее глубокое проплавление
- большая эффективность плавления сварочной проволоки
- характер переноса электродного металла крайне неблагоприятен (крупнокапельный с низкой регулярностью)
|
|
|
Качественный сравнительный анализ особенностей сварки MIG и MAG на обратной и на прямой полярности
Различия свойств дуги при прямой и обратной полярности связано с различием выделения тепла дуги на катоде и аноде при полуавтоматической сварке. Тепла на катоде выделяется больше, чем на аноде. Ниже приведен примерный объем выделения тепла на различных участках дуги применительно к MIG и MAG (как произведение падения напряжения в соответствующей области дуги на сварочный ток):
- в катодной области: 14 В ? 100 А = 1,4 кВт на длине ? 0,0001 мм
- в столбе дуги: 5 В ? 100 А = 0,5 кВт на длине ? 5 мм
- в анодной области: 2,5 В ? 100 А = 0,25 кВт на длине ? 0,001 мм
Разница в выделении тепла в анодной и катодной областях определяет более глубокое проплавление основного металла на обратной полярности, более высокую скорость расплавления проволоки на прямой полярности, а также наблюдаемый на прямой полярности неблагоприятный перенос металла, когда капля имеет тенденцию быть оттолкнутой в противоположную сторону от сварочной ванны. Последнее является результатом действия повышенной силы реакции. Сила реакции возникает в результате реактивного воздействия на каплю струи паров металла, исходящего из активного пятна, т.е. участка поверхности капли с наивысшей температурой. Сила реакции препятствует отделению капли от торца сварочной проволоки, а будучи значительной, она может вызывать перенос металла с характерным отталкиванием капель в сторону от дуги, сопровождаемым большим разбрызгиванием металла. Действие этой силы на порядок ниже на обратной полярности (когда электрод является анодом), чем на прямой (когда электрод является катодом).
На обобщенной диаграмме ниже показаны области рекомендуемых сочетаний напряжения дуги и сварочного тока для швов различных типов и разных пространственных положений.

Влияние положение сварочной горелки и техники выполнения на формирование сварного шва.
Оборудование и комплектующие
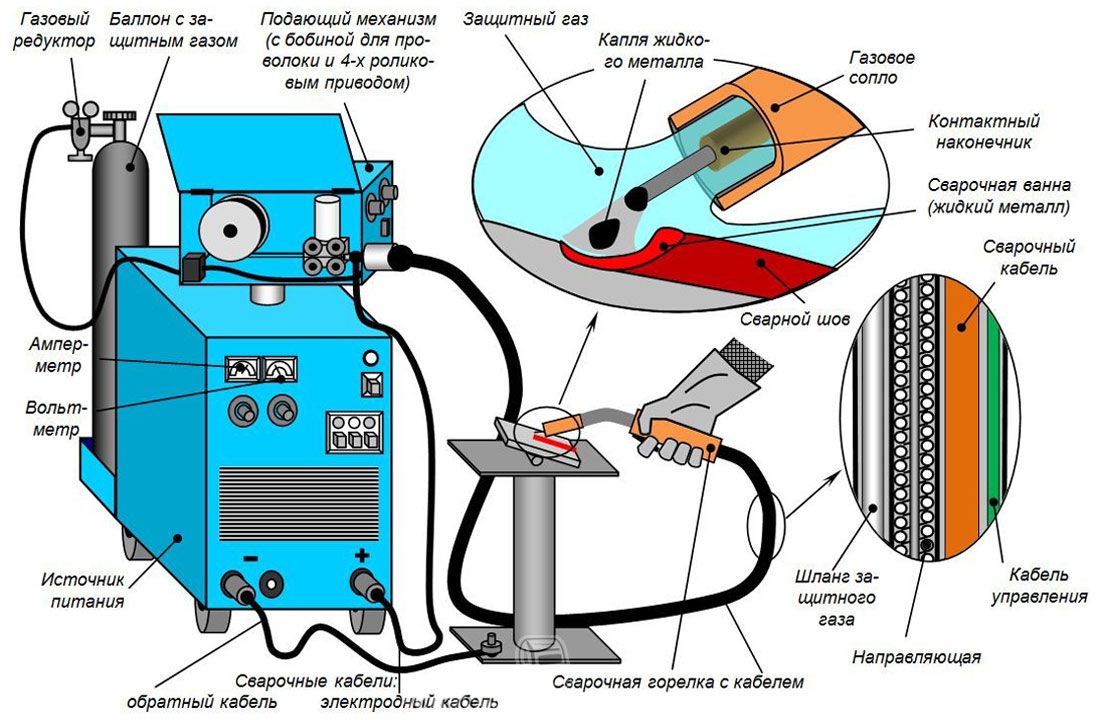
Итак, для работы нам понадобится стандартный полуавтомат. Комплект сварочного оборудования состоит из полуавтомата, трансформатора (генерирующего ток), газа (к баллону нужно присоединить редуктор, чтобы регулировать давление), различных шлангов и кабелей, газовой горелки, оснащенной дополнительной системой подачи присадочной проволоки и механизма подачи.

MIG сварка — это, по сути, то же самое, что и сварка в защитных газах плавящимся электродом. Только вместо электрода здесь используется присадочная проволока. Чаще всего проволока изготавливается из алюминия. Мы рекомендуем подбираться проволоку, изготовленную из того же материала, что вы собираетесь варить.
Проволока наматывается на барабан и в автоматическом режиме подается в сварочную зону. Скорость подачи зависит от диаметра проволоки и параметра силы тока, который вы установите. Все, что от вас необходимо — это направить горелку в сварочную зону и нажать на кнопку.
Проволока начнет подаваться в сварочную зону сразу после того, как зажжется дуга. Вместе с тем газ начнет обдувать сварочную ванну, предотвращая окисление металла и образование дефектов. Проводя аналогии с другими типами сварки, в нашем случае газ играет роль покрытого электрода, как при стандартной MMA сварке. Только здесь газ подается извне, а при ММА сварке он образуется при плавлении электрода.
Возможности и режимы сварочного аппарата для MIG/ MAG сварки
Чтобы понять, что такое дуговая сварка в защитном газе плавящимся электродом и как проводится весь процесс стоит рассмотреть работу сварочного полуавтоматического аппарата. Устройство для MAG/MIG комплектуется специальной системой подачи, которая позволяет осуществить следующие условия:
- Она производит мягкий старт. Проволока в начале сварочного процесса выходит с низкой скоростью, она позволяет разжечь и стабилизировать дугу;
- После того как будет остановлена подача она защищает проволоку от ее вваривания в горелку. Также система останавливает подачу тока раньше, чем остановилась проволока;
- Предотвращает прилипание проволоки на начальном этапе сварки;
- Обеспечивает плавную регулировку и постоянный скоростной режим подачи;
- Осуществляет режим импульсного сварочного процесса;
- Система подачи может производить изменение полярности для порошковой проволоки.
Сварочная технология MAG/MIG осуществляется на обратной полярности — на электроде должен быть «+», а на изделии «-». Однако иногда в зависимости от вида свариваемых конструкций и типа металла может использоваться прямая полярность и переменный ток.

Рабочий процесс полуавтоматического сварочного аппарата может осуществляться в следующих режимах:
- Short Arc. Этот режим применяется при показателях тока ниже 200 А, подходит для тонких металлов;
- Spray Arc. Во время него показателя тока должны ровняться или быть больше 200 А. Используется присадочная проволока с показателем диаметра больше 1 мм;
- Pulse Arc. Сварочный процесс осуществляется при низких показателях тока и большом диаметре тока. Этот режим подходит для цветных металлов, нержавейки, алюминия, сложных сплавов;
- Pulse on Pulse Arc. При этом режиме используется двойной импульс с изменяемой силой тока. Отлично подходит для создания декоративных сварных соединений.
Виды ручной сварки
Что такое сварка MMA мы разобрались, но также важно знать в каких режимах она может проводиться. Сам термин «ММА» относится к ручной электродуговой сварке с использованием плавящегося электрода. Во время данного процесса сварное соединение образуется за счет сплавления свариваемых деталей с материалом электрода
Во время данного процесса сварное соединение образуется за счет сплавления свариваемых деталей с материалом электрода.
Важно! Как указывает расшифровка ММА сварки, во время этого процесса может применяться постоянный и переменный ток. При этом каждый метод обладает некоторыми важными отличительными особенностями
Особенности использования переменного тока
Данный режим сварки ММА предполагает, что показатели полярности дуги изменяются каждый полупериод, когда значение напряжения проходит через ноль. Это означает, что при каждом полупериоде, когда показания напряжения приближаются к нулевым значениям, происходит гашение дуги и последующее ее разжигание.
Этот процесс никак визуально не проявляется, поэтому его невозможно увидеть, но сама дуга воспринимается как непрерывно горящая. Повторное разжигание дуги выполняется достаточно быстро, это обеспечивается за счет наличия высокой остаточной ионизации искрового промежутка и небольшому временному перерыву между горениями дуги. В качестве источника переменного тока применяется понижающий трансформатор.
Особенности применения постоянного тока
Данный метод сварки MMA предполагает использование электрода с обратной полярностью. Имеется несколько способов проведения сварочной технологии с использованием постоянного тока:
- С обратной полярностью. Во время процесса электрод подключается минусу источника питания, а свариваемые детали — к плюсу.
- С прямой полярностью. При проведении электрод подключается к плюсу источника питания, а свариваемые заготовки — к минусу.

Обычно тип сварки MMA с обратной полярностью применяется при работе с более толстыми металлическими основаниями. Это связано с тем, что в этом режиме прогревание и плавление заготовки осуществляется наиболее интенсивно.
А вот при прямой полярности расплавление электрода происходит намного интенсивнее в отличие от заготовки. По этой причине этот метод применяется при работе с изделиями из более тонкого металла.








Особенности защитного газа
MIG/ MAG сварка осуществляется в среде защитных газов, которые позволяют получить качественный и прочный сварной шов. Главная задача защитного газа состоит в предохранении расплавленного металла от атмосферного воздействия — кислород вызывает сильное окисление, а азот и влага из воздуха делают структуру шва пористой. Кроме этого они способствуют нормальному разжиганию сварочной дуги.

Тип защитного газа обеспечивает следующие важные условия:
- Регулирует скорость плавления;
- Оказывает влияние на уровень проникновения сварочной дуги;
- Предотвращает сильное разбрызгивание при сварочном процессе;
- Обеспечивает правильную форму;
- Улучшает механические свойства сварного соединения.
При проведении сварочного процесса специалист должен применять определенное количество защитных газов, которые смогут обеспечить стабильность электрической дуги. Используемый состав оказывает влияние на то, как расплавленный металл передается от присадочной проволоки к области сварной ванны.
При проведении сварки по технологии MIG/ MAG могут применяться следующие типы защитных газов:
- Чистая двуокись углерода или двуокись углерода с аргоном или с сочетанием из аргона и кислорода, эта смесь обычно используется для сваривания стали. При использовании первого вида газа — двуокиси углерода, можно получить высокую скорость плавления, хороший уровень проникновения дуги, прочны и выпуклый профиль сварного шва. Однако при использовании чистой двуокиси углерода происходит образование больших нестабильных капель, они передаются в область сварки случайными движениями. Кроме этого он образует сильное испарение. Все это может негативно отразиться на качестве шва, по этой причине могут применяться дополнительные примеси;
- Аргон, гелий и аргонно-гелиевая смесь. Данные виды защитных газов используются для сваривания цветных металлов и их сплавов. Смеси обеспечивают более низкую скорость плавления, низкий показатель проникновения и позволяют получить узкое сварочное соединение. Аргон является бюджетным вариантом, также он позволяет получить небольшое количество брызг во время сварочного процесса. Гелий обеспечивает хорошее проникновение, за счет него достигается высокая скорость плавления, это все позволяет получить прочное и выпуклое соединение. Аргон в чистом виде не стоит применять для сваривания изделий из стали, это связано с тем, что дуга может быть нестабильной;
- Универсальная газовая смесь для сваривания углеродистой стали. Она состоит из 75 % аргона и 25 % двуокиси углерода. Во время ее использования образуется небольшое количества брызг, снижается вероятность прожига через тонкие металлические основы.
Сварка MAG
Режим MAG по технологии аналогичен варианту MIG. Он представляет собой сваривание с помощью плавления, используется атмосфера защитного газа. Такой подход помогает свести к минимуму химические реакции в металле при расплавлении.
Что необходимо
Чтобы выполнить работы с применением этого метода, нужны сварочный аппарат-полуавтомат, баллон с углекислым газом, дополнительные приспособления для соединения элементов. Выбирайте аппараты по маркам производителей с хорошей репутацией.
Нужна сварочная проволока
Подходит любой диаметр, но надо принимать во внимание толщину обрабатываемого материала и его свойства. Чаще других выбирают 0,5-4 мм
Плюсы и минусы
Преимущества MAG в сравнении с другими методами следующие:
- Высокая степень защиты расплавляемой стали за счет защитного газа.
- Возможность работы в любом положении.
- Образование ровного соединения без шлака.
- Высокая производительность.
Способ MAG надежен и удобен. При формировании сварного соединения возможна его правка.
Особенности сварки
С помощью MAG можно выполнять соединение только легированных и низколегированных видов стали. Формирование шва происходит в результате расплавления металла и проволоки. Форму сварного валика определяет рабочий, перенеся проволоку в сварочную ванну.
Применяемое оборудование
Что такое MIG сварка мы рассмотрели выше. По сути происходящих процессов этот вид технологии можно описать как особым образом организованное плавление металлов, дополненное наличием специального защитного состава (инертного газа). Во время этого процесса используется специальное оборудование, которое его поддерживает, оснащает механизмами для полноценного проведения сварки.

Сварка МИГ МАГ осуществляется с использованием любых полуавтоматических систем, включая сложное инверторное оборудование. Наилучшим и подходящим вариантом для данной технологии является сварочный инвертор типа миг. При помощи него можно производить сваривание сталей всех марок, а также он прекрасно работает с разных цветных металлов.
Оборудование для дуговой сварки в защитных газах содержит в составе следующие важные компоненты:
- Источник постоянного или переменного тока (импульсный инвертор или обычный преобразователь);
- Баллон с защитным газом. Этот элемент должен быть оснащен редуктором;
- Набор шлангов и кабелей, которые требуются для подачи газового состава;
- Горелки с механизмом продвижения плавильного прутка.
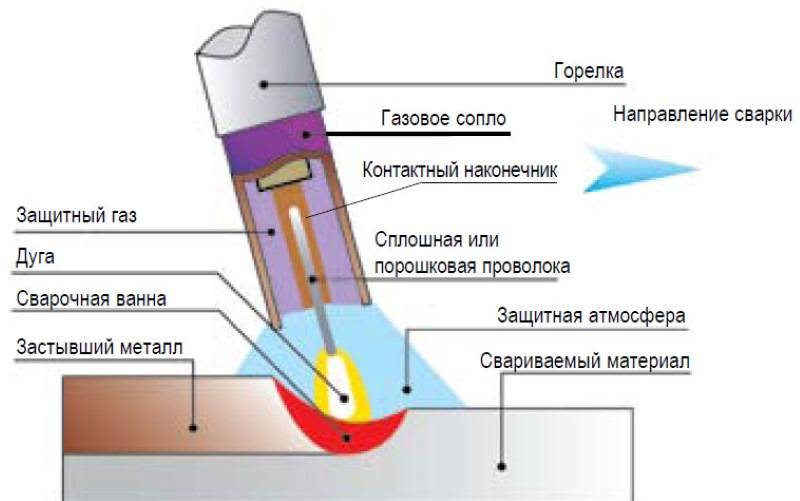
В качестве плавящегося электрода применяется специальная проволока из алюминиевой основы, стали или других материалов. Она намотана на барабан и подается в область сваривания автоматически. Скорость подачи пропорциональна ее диаметру и току сваривания.
Во время сварочного процесса сварщик заносит горелку в область сваривания и нажимает рукоятку. При появлении дуги электродвигатель подает проволоку к области шва, а газ под давлением производит обдувание сварочной ванны и предотвращает попадание атмосферных газов в раскаленный металл, которые могут вызвать его окисление.
При проведении ММА сварки используется инертный газ, который выполняет функции покрытия обычного электрода. Но во время данной технологии защитная атмосфера поддается извне в уже готовом состоянии, она не образуется при сжигании покровных материалов, которые находятся вокруг стального стержня.

Несмотря на то, что используемый сварочный аппарат — полуавтомат MIG обладает большими размерами и тяжелым весом, он имеет целый ряд положительных качеств:
- Во время сваривания не происходит выделение ядовитых компонентов;
- Устройство обеспечивает легкое разжигание и удерживание дуги;
- Имеют минимальный расход проволоки;
- При помощи данных аппаратов можно легко сваривать тонкие листы.
Обратите внимание! Сварка в среде защитных газов MIG/MAG может работать при постоянном токе с обратной или прямой полярностью. Иногда может применяться синусоидальный ток. Все зависит от особенностей свариваемого металла
Все зависит от особенностей свариваемого металла.
Второй вид полуавтоматической сварки — MAG (metal active gas welding), этот процесс производится в среде углекислого газа. Весь процесс имеет такой же принцип как сварка MIG, но в баллон закачан углекислый газ, который намного дешевле инертного газа.
Однако его применение обладает некоторыми ограничениями — при помощи него можно производить сваривание легированные и низколегированные стали. Но при этом технология MAG обладает простым проведением, имеет широкий набор функций, которые делают процесс легким и удобным.
Полуавтоматический сварочный аппарат MIG/ MAG может работать в двух режимах — с инертным и углекислым газом. Устройство обладает широкими возможностями регулировки, он позволяет работать со сварочной проволокой, которая имеет любой диаметр. Часто применяется присадочный материал с диаметром 0,5-4 мм, подбор зависит от показателя толщины материала и его качеств.
Виды сварки

С помощью mig mag и mma сварки происходит прочное соединение металлических конструкций, отдельных деталей посредством расплавления кромок и образования единого целого. В результате сварки образуется прочный шов, обладающий высокой прочностью, даже при колебательных нагрузках. Что такое TIG и MMA, а также расшифровку аббревиатур MIG и MAG вы узнаете из следующих разделов.
Ручной вариант сварки
MMA сварка что это такое, аббревиатура переводится дословно — дуговая сварка вручную, при этом используется электрод с напыленным или обмазанным флюсом. В качестве источника тока применяют трансформатор или инвертор. При расплавлении покрытие стержня становится жидким и защищает расплавленный металл от окисления воздухом.
После окончания процесса сварки шлак покрывает шовное соединение прочным слоем, который удаляется сварщиком, чтобы визуально проверить качество соединения. Аналогичная сварка производится при подключении постоянного или переменного тока, причем первый вариант использует прямую и обратную полярность. ММА — это наиболее распространенная сварка на любом производстве.
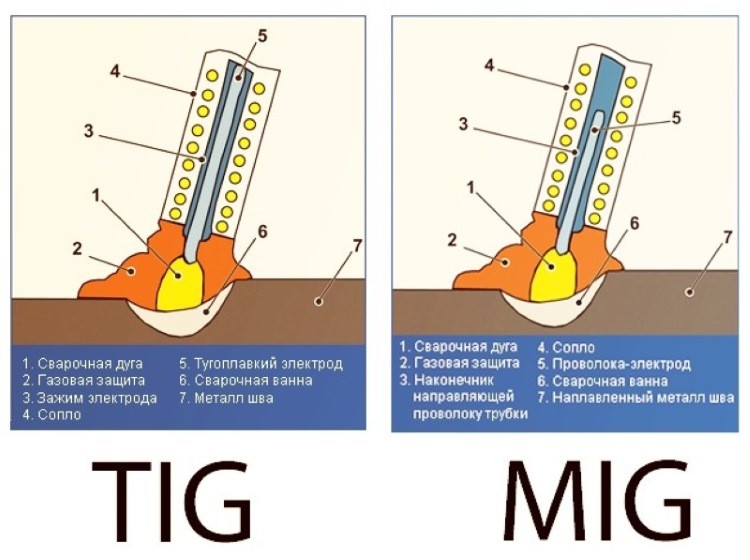
MIG/MAG
Что это такое MIG сварка — полуавтоматический процесс соединения металлов при подаче присадочной проволоки, а защиту выполняет инертный газ. Различие аббревиатур МИГ/МАГ происходит из-за написания на английском или немецком языке. Исполнитель ведет горелку по месту соединения конструкции или заготовок, а тонкая проволока, расплавляясь, образует идеальный по ширине шов.
MIG сварка — это процесс, построенный на использовании инертного газа, который тяжелее воздуха и обволакивает сварочную ванну, препятствуя окислению расплавленного металла. MAG — использует агрессивные газы, в состав которых входят молекулы кислорода, сварка металлов происходит при соединении создаваемой и естественной среды.
Преимущества метода
Основные достоинства этих прогрессивных методов соединения металлов:
- Простата технологии сварки, доступная начинающим сварщикам.
- Высокое качество шовного соединения и аналогичная производительность, т. к. нет затрат времени на смену электродов.
- Сварка производится во всех пространственных положениях, при низком тепловом вложении, что подходит для соединения тонколистового металла.
- Не надо производить последующую обработку шва.
- Длинные швы выполняются без остановки и повторной активации дуги, что намного упрощает весь процесс.
Именно из-за таких преимуществ МИГ/МАГ применяется на автоматических линиях сборки автомобилей, где используются роботы для сварочных работ.
Выпрямитель или инвертор?
 Опытные сварщики для каждодневной работы выбирают инвертор, потому что дополнительные режимы и встроенные функции упрощают технологию, особенно это актуально при соединении деталей и конструкций из алюминия, нержавеющей стали и сложных тугоплавких сплавов. Имеет значение и вес аппарата, возможность подключения к любой электрической сети.
Опытные сварщики для каждодневной работы выбирают инвертор, потому что дополнительные режимы и встроенные функции упрощают технологию, особенно это актуально при соединении деталей и конструкций из алюминия, нержавеющей стали и сложных тугоплавких сплавов. Имеет значение и вес аппарата, возможность подключения к любой электрической сети.








Трансформатор отличается исключительной надежностью в работе и низкой стоимостью, но потребляет гораздо больше электроэнергии. Его масса значительна, поэтому мобильностью он не отличается, да и используют его для простейших видов сварки.
TIG
Точная расшифровка аббревиатуры означает вольфрам в инертном газе, в качестве электрода применяется тонкий стержень из аналогичного металла, который затачивается определенным способом. При сварке используют присадочную проволоку, которая, расплавляясь, заполняет углубление между заготовками.
Особое значение имеет конструкция горелки, где неплавящийся электрод расположен в центре, а вокруг него подается защитный газ, состоящий из чистого аргона или его смесей. Эта методика требует основательной подготовки исполнителя и качественного оборудования, нагрев здесь минимальный, поэтому перегрев металла не происходит.
Применяется для сплавки алюминия и тонкой листовой нержавейки.
Резюме «Сварщик (MIG/MAG 135, 136, TIG 141 :311)»
Резюме від 14 червня 2018
Повна зайнятість, неповна зайнятість, дистанційна робота.
Вік: 48 років Місто: Київ
Шукач вказав телефон, ел. пошту та адресу.
Отримати контакти цього резюме можна на сторінці https://www.work.ua/resumes/522588/
з 04.2013 по 12.2017 (4 роки 8 місяців) Hansa-Flex, Киев (ООО Ганза-Флекс (Hansa-Flex) является официальным представителем Hansa-Flex Hydraulik (Германия), которая известна в мире как ведущий производитель рукавов высокого давления (РВД))
Изготовление металлорукавов (сильфонов) Сварка алюминия и цветных металов метод 136, 135, 141,311 Пайка Сварка гофр глушителей.
Сварщик метод 136, 135, 141
з 09.2005 по 01.2013 (7 років 4 місяці) «Володимир ЛТД», Киев (пищевое и торговое оборудование)
сварщик-аргонщик 5разряд
сварщик-аргонщик
з 09.2004 по 07.2005 (10 місяців) ТОВ»Энергосервис», Фастов (Монтаж и наладка газоперекачиваемого оборудования)
монтаж и наладка: сварщик-аргонщик
з 08.2002 по 08.2004 (2 роки) ЗАТ»Панна», Киев (Архотектура и дизайн)
сварщик-аргонщик
ДХТТ
Младший специалист электрик, Днепродзержынск Середня спеціальна, з 08.1995 по 05.1998 (2 роки 9 місяців)
«Монтаж та эксплуотация электрооборудования предприятий и гражданских зданий»
Бердичев Середня, з 09.1985 по 09.1988 (3 роки)
электросварщик 3 разряда
Професійні та інші навички
- Навички роботи з комп’ютером Разбираюсь немного (:-) уверенный пользователь,обучаем
- Имею все сварочное оборудование личное. (20 років досвіду) Просунутий, використовую в даний час.