
Гальванические покрытия ГОСТ
Таблица. Способы обозначений покрытий определены ГОСТ 9.306-85
| Вид покрытия | Обозначение покрытия | |
|---|---|---|
| По ГОСТ 9.306-85 | цифровое | |
| Цинковое, хроматированное | Ц.хр | 01 |
| Кадмиевое, хроматированное | Кд.хр. | 02 |
| Многослойное: медь-никель | М-Н | 03 |
| Многослойное: медь-никель-хром | М-Н-Х | 04 |
| Окисное, пропитанное маслом | Окс. прм. | 05 |
| Фосфатное, пропитанное маслом | Фос. прм | 06 |
| Оловянное | О | 07 |
| Медное | М | 08 |
| Цинковое | Ц | 09 |
| Серебряное | Ср | 12 |
| Никелевое | Н | 13 |

Антикоррозионные средства
Антикоррозионные пигменты классифицируются на: цинковые крона, алюминий три-полифосфаты и слюдянистую окись железа.
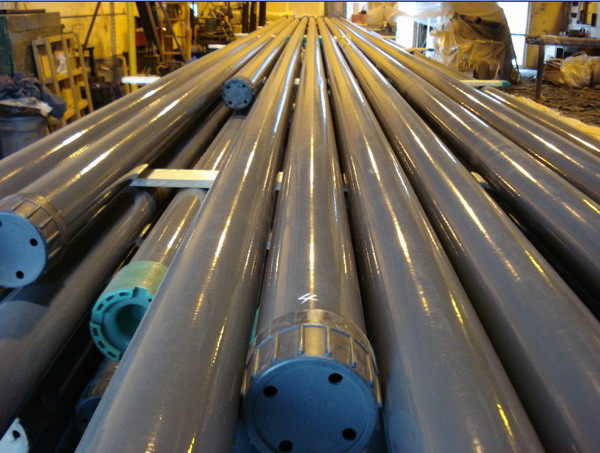
Защита трубопроводов от коррозии
Сегодня без разных видов трубопроводов невозможно представить себе жизнью Они находятся практически в каждом населенном пункте и обеспечивают коммуникации. Производств труб для прокладки под землей осуществляется из металлов самых разных типов.

Гальванические ванны
На современных промышленных объектах не редко осуществляется обработка металлов и металлических изделий для защиты их от образования коррозии. Данную процедуру невозможно осуществить без специализированного оборудования.

Процесс коррозии
В современном мире из металлов самых разных видов производится большое количество продукции. Металлические материалы присутствуют в разных отраслях промышленности в виде станков и машин, инструментов.

Ингибитор коррозии
Ингибитор не является каким-то конкретным веществом. Так называют целуют группу веществ, которые направлены на остановку или задержку протеканий каких-либо физических или физико-химических процессов.
Источник
Особенности гальванической обработки
Металлические изделия гальванизируются в несколько этапов. Чтобы не допустить ошибок, нужно в точности придерживаться алгоритма действий.
Приготовление электролитического раствора
Компоненты выбирают опытным путем с учетом таких особенностей:
- Типа покрытия, которое формируется.
- Толщины наружного слоя.
- Материала изготовления заготовки.
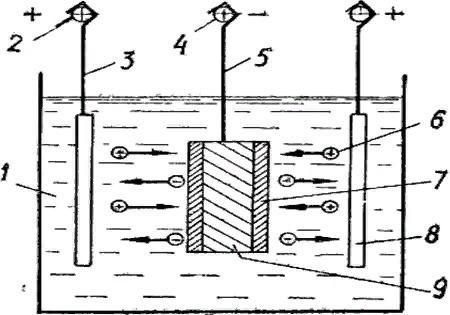
Погружение 2 анодов в готовый раствор
К анодам подсоединяются контакты с плюсовым значением. Подача напряжения осуществляется источником постоянного тока.
К анодам подсоединяются контакты.
Погружение заготовки в электролит
Перед погружением образца в электролитическую смесь нужно тщательно обработать его с помощью щеточки и наждачной бумаги. Затем анодную пластину опускают в ванну, а с помощью анодов замыкают клемму с плюсовым значением.
Между анодами закрепляется заготовка, а затем к ней подводится отрицательный полюс от источника электроснабжения.
Промежуток времени, который требуется для реализации задач, зависит от толщины слоя.
Особенности процесса
Гальваническая обработка состоит из нескольких действий:
- Приготовления электролитического раствора. Его состав будет зависеть от необходимых технических характеристик готовой пленки.
- Погружения 2 анодов в готовый раствор. На них подключаются плюсовые контакты. Напряжение передает источник постоянного тока.
- Медленного погружения заготовки в электролит. Его необходимо подключить к минусовому контакту. Заготовка будет выполнять роль катода.
В итоге электрическая цепь буден замкнута, начнется процесс гальванизации. Металлические частицы, содержащиеся в электролитическом растворе и имеющие положительный заряд, будут оседать на обрабатываемую деталь.
Раствор электролита (Фото: pixabay.com)
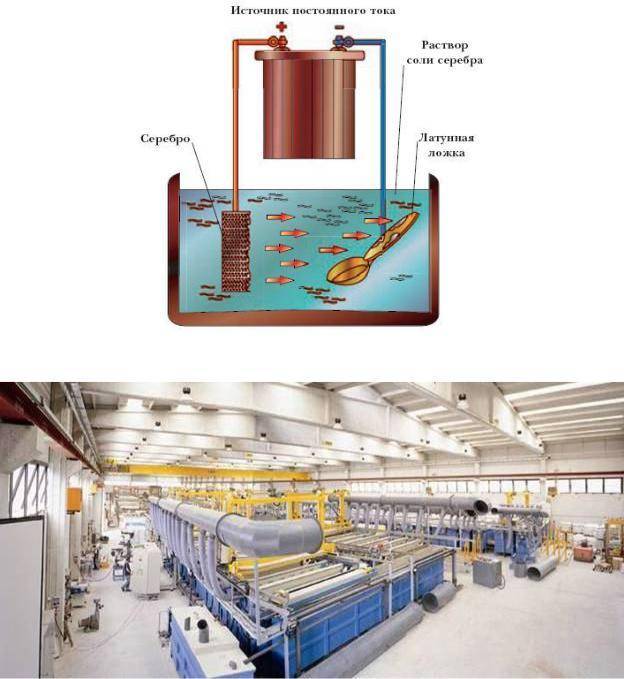
Процесс гальванического покрытия

Впервые гальваническое покрытие появилось в 1836и году. Оно было открыто русским физиком Якоби. Он провел ряд экспериментов и выяснил, что на катоде после пропускания металлов через водные и соляные растворы под воздействием электрического тока оседают положительно заряженные ионы. Во время прохождения через солевые растворы при помощи электрического тока происходит распад металлов на ионы, которые обладают разными зарядами. Те, которые имеют отрицательный заряд, оседают на аноде. Те, которые имеют положительный заряд, оседают на катоде. Его роль при гальванике играют металлы, которые необходимо защитить от образования коррозии.
Процесс гальванического покрытия с физической точки зрения является достаточно простым.
Он состоит из трех основных этапов:
- Подготовка поверхности. На данном этапе необходимо тщательным образом подготовить металлическую поверхность к проведению процедуры гальваники. Для этого сначала нужно убрать с нее все загрязнения и провести процесс обезжиривания. Затем необходимо промыть поверхность водой и обработать средствами для остановки процесс окисления.
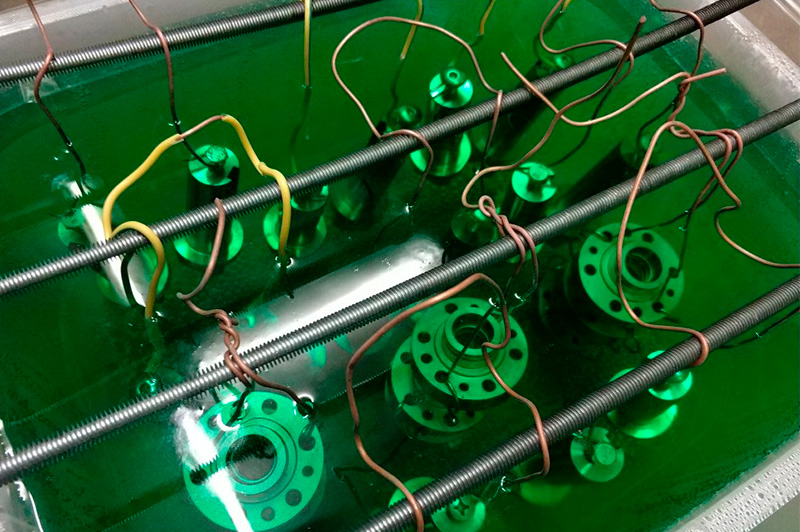
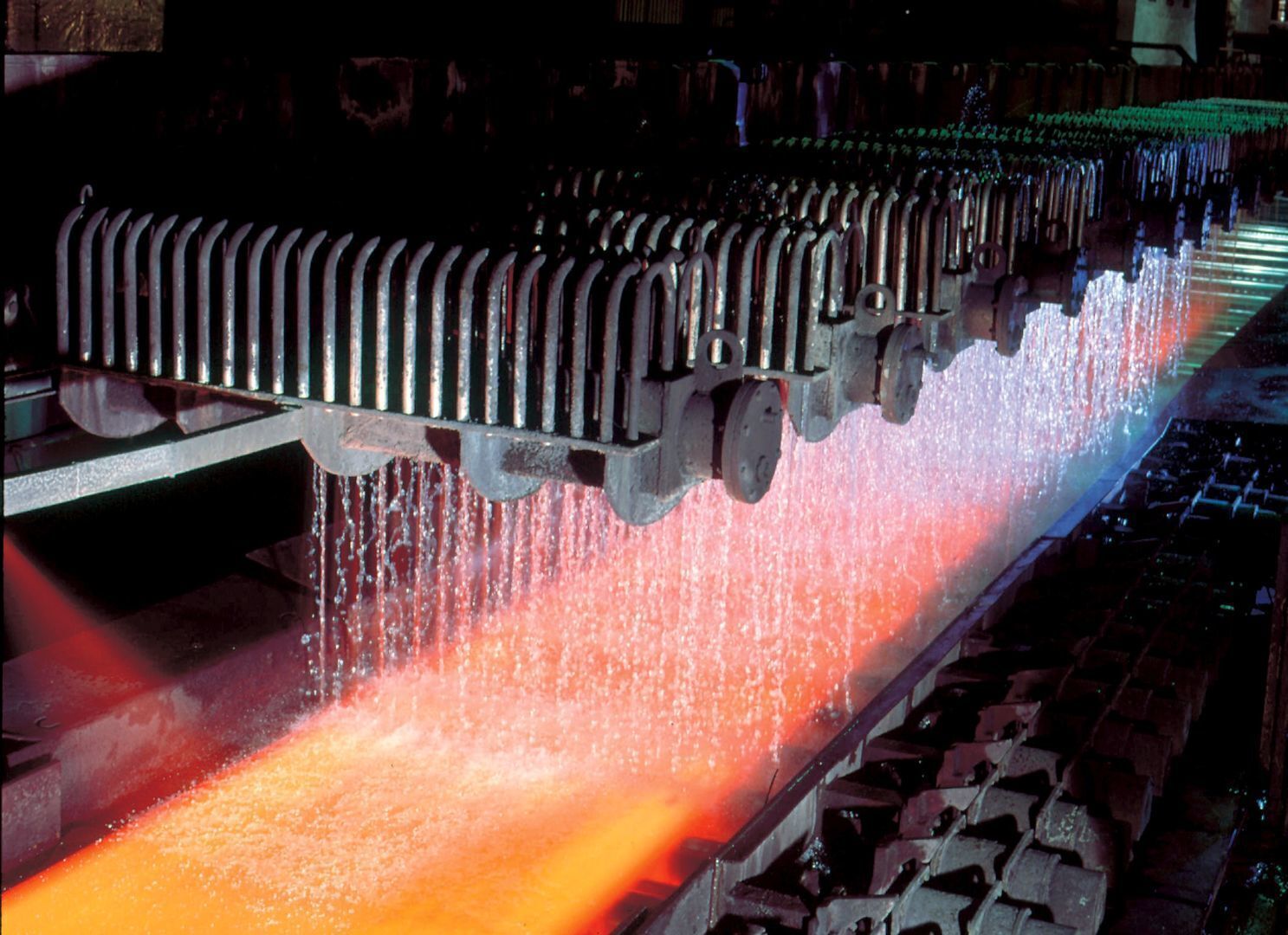
- Нанесение гальванического покрытия. После всех подготовительных процедур наступает процесс погружения металлических деталей в гальванические ванны. В них содержится сплав металла, которым будет покрываться поверхность. Вся процедура проводится при высоких температурах. При этом величина электрического тока поддерживается на определенном уровне.
- Обработка покрытого металлом материала. На завершающем этапе проводятся тесты по определению уровня сцепления металлического сплава с поверхностью.
ПРОИЗВОДСТВЕННИКАМ
| Каталог производителей и продукции для гальваники | Приём заказов на нанесение гальванических покрытий | Биржа труда | Продаётся гальваническое оборудование | Статьи для технологов |
- Курсы повышения квалификации специалистов в области гальванотехники и гальвано-химической обработки поверхности металлов
- Дипломные работы бакалавров и инженеров-технологов кафедр “Технология электрохимических производств” Российских университетов
- ОБЗОР мировой литературы по гальванотехнике и обработке поверхности за 2004-2008 годы
В нашем каталоге десятки предприятий, предлагающих гальваническое оборудование; технологии для гальваники и обработки поверхности; нанесение химических, конверсионных и гальванических покрытий; решение экологических проблем старых и разработку новых гальванических производств.
Чтобы получить список фирм, предлагающих технологии и материалы для конкретного процесса (например, цинкования, хромирования, никелирования и т.п.),
передите в “Каталог” и выберите соответственно цинкование, хромирование или другой процесс, который вас интересует; там же вы можете найти исполнителя, если нужно нанести гальваническое покрытие на ваши детали.
Про никелирование, хромирование, цинкование и фосфатирование недавно вышли новые книги, подробнее см. в правой колонке сайта.
В разделе “Вопросы-ответы” вы можете найти ответы на самые актуальные вопросы по технологиям гальваники, или задать свой вопрос специалистам. Наиболее острые проблемы гальваники и смежных с ней областей находят обсуждение в “Дискуссиях”.
Если вы попали к нам случайно и ещё не знаете, что такое гальваника, гальванотехника, и для чего нужны гальванические покрытия, – заходите в раздел “Абитуриентам”, где найдёте информацию о нашей специальности.
Оборудование и материалы
Нанесение гальванических покрытий на различные металлы требует использования соответствующего оборудования и расходных материалов. Для хромирования, цинкования, а также для покрытия обрабатываемых деталей другими металлами используется однотипное гальваническое оборудование. Различия при выполнении таких процессов будут заключаться только в составе используемого электролита, его температуре и других режимах выполнения обработки.









Обработка металла методом гальваники выполняется с использованием такого оборудования, как:
- гальванические ванны, в которые заливается электролитический раствор, помещаются аноды и обрабатываемое изделие;
- источник постоянного тока, оснащенный регулятором выходного напряжения;
- нагревательное устройство, при помощи которого электролитический раствор доводят до требуемой рабочей температуры.
Гальваническая ванна с механизмом покачивания
Для выполнения гальваники также необходимы анодные пластины, которые могут быть изготовлены из различных металлов. Назначение таких пластин состоит не только в подаче электрического тока в электролит, а также в равномерном распределении тока по поверхности обрабатываемого изделия, но и в том, чтобы восполнять убыль наносимого на деталь металла, активно расходуемого из состава электролита.
Различные виды гальванических покрытий наносятся с использованием электролитических растворов с разным химическим составом. Для приготовления таких растворов применяются опасные химические вещества, поэтому храниться они должны в герметичных стеклянных емкостях с притертыми крышками. Все химические реагенты, из которых готовится электролитический раствор для гальваники, должны отмеряться в точных количествах, поэтому для выполнения такой процедуры необходимо использовать электронные весы.
Ручная линия гальванопластики драгоценных металлов
Любая линия для выполнения гальваники металлов или простейшее гальваническое оборудование должны устанавливаться в помещениях, оснащенных эффективной вентиляционной системой. Необходимо также очень ответственно отнестись к личной безопасности специалиста, обслуживающего оборудование для гальваники. Все работы, связанные с гальваникой, надо выполнять в респираторе и защитных очках, в плотных резиновых перчатках, клеенчатом фартуке и обуви, способной защитить кожу ног от ожогов. Если этот процесс выполняется в домашних условиях, при этом вы еще в полной мере не знаете, что такое гальванизация, то следует заранее внимательно изучить специальную литературу или посмотреть обучающее видео на эту тему.
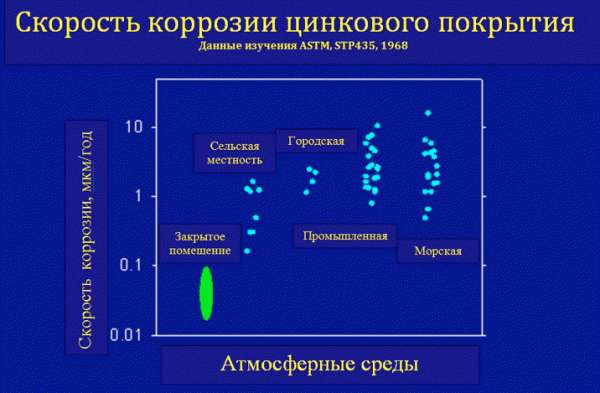
Антикоррозийные свойства цинка
Почти половина производимого на планете цинка используется именно для создания оцинкованной стали. Показатель электрохимического потенциала цинка равен 0,76 В, что выгодно отличает этот материал от черных металлов, у которых этот показатель выше.
Механизм защиты цинка от коррозии действует таким образом: в результате окисления на оцинкованной поверхности появляется тонкая, но прочная оксидная пленка. Именно эта пленка и мешает кислороду продвигаться вглубь материала. В результате процесс тормозится. У черных же металлов оксиды характеризуются большими объемами и непрочной пленкой, которая в ходе реакции разрыхляется и разрушается. Вследствие разрушения пленки происходит проникновение кислорода в неокисленную поверхность, результатом чего становится развитие коррозии.

Однако в некоторых случаях анодный тип взаимодействия цинка с черными металлами может измениться на катодный, что приводит к стремительному развитию коррозии. Это может произойти, к примеру, в случае, когда оцинкованный материал оказывается в горячей воде (более 70 градусов).
Кроме того, на скорость развития коррозии влияет характер pH среды. Комфортный для металла показатель pH находится в рамках 7-12 (щелочная среда). При отклонении этого показателя в любую сторону, коррозийные процессы развиваются быстрее.
Обратите внимание! Особенно комфортные условия для появления ржавчины имеются в тропическом и сильно загрязненном климате. Также следует отметить ухудшение химической устойчивости цинка при контакте с летучими элементами, выделяемыми из некоторых продуктов органического происхождения:
Также следует отметить ухудшение химической устойчивости цинка при контакте с летучими элементами, выделяемыми из некоторых продуктов органического происхождения:
- синтетических смол;
- олифы;
- углеводородов с содержанием хлора.
Отрицательно влияют на оцинкованные поверхности пропитанные маслом и недавно окрашенные детали, если они расположены в одном закрытом пространстве. В таких случаях происходит разрушение защитной пленки.
Процесс гальванического покрытия металла
Гальваническая обработка металла состоит из 3 этапов:
- Подготовка. Это наиболее трудоемкий процесс. В случае наличия на поверхности металла жира, заусенцев или пыли качество гальванизирования будет низким. Изделия должны быть обработаны вручную или на пескоструйной машине. При наличии остатков жира их следует обработать химическим раствором.
- Сам процесс гальванической обработки металла. Электролит заливается в ванну, в него помещаются 2 анода и покрываемая деталь. Проводится нагрев электролита с помощью специального устройства до температуры, указанной в технологии. Затем включается ток, который контролируется регулятором напряжения. Катодом является сама деталь. Положительно заряженные ионы движутся через электролит и оседают на отрицательно заряженном изделии, образуя поверхностный слой. Длительность второго этапа продолжается до тех пор, пока поверхностный слой металла не достигнет требуемой величины.
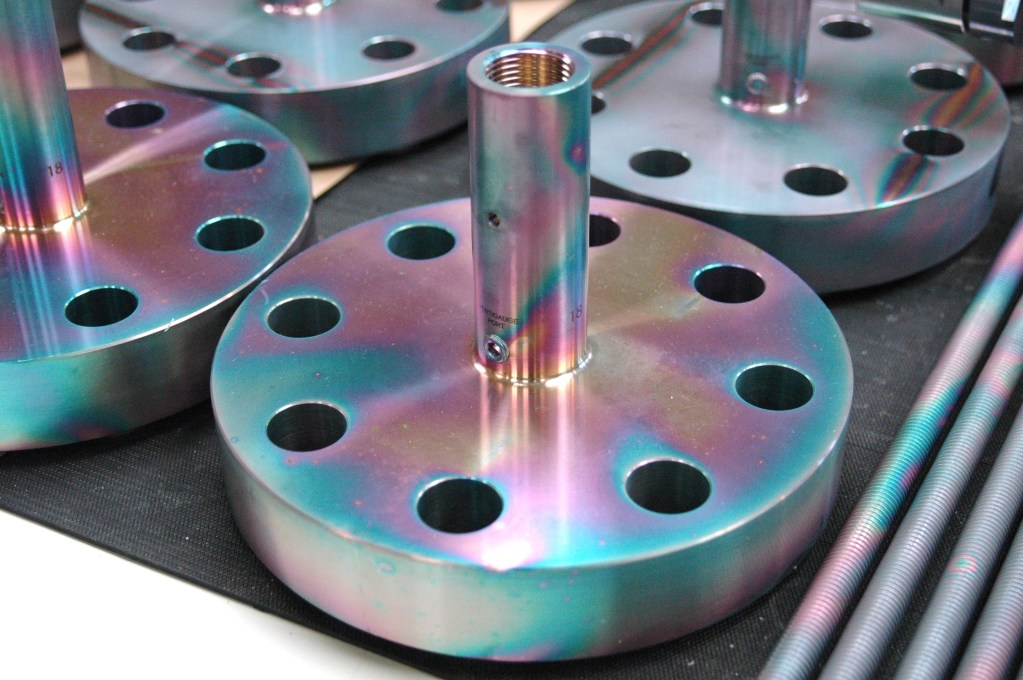
- После гальванической процедуры детали нуждаются в дополнительной обработке. Заключается она в осветлении, пассивировании или промасливании поверхности. Для этого изделия погружаются в специальный раствор с реактивами. В результате идет образование поверхностной пленки толщиной 1 мм.
При проведении процесса гальванической операции существует понятие совместимости материалов. Все металлы в соединениях корродируют. В некоторых случаях это процесс идет замедленно. Но существуют пары, которые нельзя соединять вместе.
О совместимости гальванических пар таблица дает наглядное представление.
| Металл | Алюминий | Бронза | Дюраль | Латунь | Медь | Никель | Олово | Сплав олово со свинцом | Углеродистая сталь и чугун | Хром | Цинк |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Алюминий | + | – | + | – | – | – | – | – | + | – | + |
| Бронза | – | + | – | + | + | + | Пайка | Пайка | – | + | – |
| Дюраль | + | – | + | – | – | – | – | – | + | – | + |
| Латунь | – | + | – | + | + | + | Пайка | Пайка | – | + | – |
| Медь | – | + | – | + | + | + | Пайка | Пайка | – | + | – |
| Никель | – | + | – | + | + | + | Пайка | Пайка | + | Отсутствуют данные | + |
| Олово | – | Пайка | – | Пайка | Пайка | Отсутствуют данные | + | + | + | Отсутствуют данные | + |
| Сплав свинца с оловом | – | Пайка | – | Пайка | Пайка | Пайка | + | + | + | Отсутствуют данные | + |
| Углеродистая сталь и чугун | + | – | + | – | – | + | + | + | + | + | + |
| Хром | – | + | – | + | + | Отсутствуют данные | Отсутствуют данные | Отсутствуют данные | + | + | + |
| Цинк | + | – | + | – | – | + | + | + | + | + | + |
Потенциал электрода. Перенапряжение (поляризация).
Металлические электроды, опущенные в раствор электролита, содержащего одноименные с металлом ионы, обладают характеристикой, называемой равновесным потенциалом.
В гальванике равновновесный потенциал электрода характеризует динамическое равновесие между ионами металла, выходящими из кристаллической решетки электрода в раствор и одноименными ионами в растворе, стремящимися войти в кристаллическую решетку электрода. Скорость обмена характеризуется так называемым током обмена i0. Такая система реализуется в любом электролите для нанесения покрытий с использованием растворимых металлических анодов, например, когда мы загружаем медные аноды в электролит сернокислого меднения, состоящий из сульфата меди и серной кислоты.
При использовании нерастворимых анодов или при опускании анода в раствор, в котором отсутствую одноименные ему ионы, на нем будет реализовываться стационарный потенциал.
Равновесный потенциал привязан к величине стандартных потенциалов металлов (табличные значения) уравнением Нернста:
E = E0+RT/nF*lnaOx/aRed
где:Е — Равновесный электродный потенциал, В;Е0 — стандартный электродный потенциал, В;R — Универсальная газовая постоянная, 8,31 Дж/(моль*К);Т — абсолютная температура, К;n- число электронов, участвующих в процессе;F — постоянная Фарадея, равная 96500 Кл*моль-1;aOx и aRed — активности соответственно окисленной и восстановленной форм вещества, участвующего в полуреакциях.Если подставить в уравнение значения R и F, перейти к десятичным логарифмам и принять, что температура 298 К, то уравнение Нернста можно преобразовать в следующий вид:
E = E0+0,0592/n*lgaOx/aRed
Когда мы приложим к электродам установки разность потенциалов (проще говоря подключим источник постоянного тока) потенциал электрода будет смещаться от равновесного значения. В гальванике принято считать, что смещение катодного потенциала идет в отрицательную область, а анодного — в положительную, хотя это и условно (можно принять и обратное отношение знаков).
Смещение электродных потенциалов от равновесного значения под действием приложенного извне напряжения называется поляризацией, разница между равновесным потенциалом и потенциалом под током — перенапряжением. Поляризация и перенапряжение, по сути, синонимы. Степень зависимости плотности тока от потенциала называется поляризуемость.








Перенапряжение обозначается как ηК и ηА соответственно для обозначения катодного и анодного процесса.Наглядно эти вопросы будут разъяснены при рассмотрении поляризационных кривых.
Отметим, что чем выше перенапряжение выделения металла на катоде, тем более мелкокристаллическим будет покрытие. При осаждении покрытий стремятся получать как можно более мелкокристаллические осадки. Обоснование этого будет дано далее.
Следует также запомнить общее правило: на катоде идут преимущественно электроположительные процессы, на аноде — электроотрицательные.

Процесс изготовления
Берем примерно 20-сантиметровый отрезок многожильного кабеля и извлекаем из него проволоку. Защищаем изоляцию по обеим сторонам проволочки, один ее конец сгибаем под углом 90 градусов и приклеиваем к пластиковой детали мгновенным клеем. Причем клей БФ не подойдет, так как его растворит бронзовая краска.
Когда предметы высохнут, осуществляем их обезжиривание с помощью средства бытовой химии (например, стирального порошка). Далее промываем изделие в проточной воде или обрабатываем его ацетоном.
Детали достаточно крепко зафиксированы на проволоке. Теперь их можно по одной окунать в заранее подготовленную бронзовую краску или же наносить этот материал кистью. Вся поверхность должна быть равномерно окрашена. Рекомендуется использовать изолированную проволоку от кабеля, иначе медь будет попадать на голый провод, что приведет к дополнительному расходу анода.
После часового высушивания поверхности высушенные концы проводов скручиваем между собой. Детали не должны соприкасаться друг с другом. Далее присоединяем изделия к плюсовому контакту и погружаем их в ванну. Спустя несколько секунд после погружения начнется заметный невооруженным взглядом процесс омеднения.
Толщина медного покрытия может колебаться в зависимости от обстоятельств, но для мелких предметов она составит примерно 0,05 миллиметра. В ванне детали находятся в течение 15 часов. Регулировку тока осуществляем перемещением контакта по нихромовому реостату в рамках 0,8-1,0 Ампер. После омеднения повышаем ток до 2 Ампер. Когда срок выдержки деталей истечет, промываем предметы в проточной воде, высушиваем их, а проволоку отрезаем. Зачищаем проволоку и подготавливаем ее к следующей процедуре.
Металлизация завершена. Далее берем серную мазь (можно приобрести в аптеке), наносим ее на поверхность и проносим деталь на огнем газовой плиты. При этом медь сразу потемнеет.
Следующий этап — полировка. Для этого пригодится двигатель, оснащенный металлической круглой щеткой. Эта работа требует определенного умения. В результате у нас должна получиться поверхность, выглядящая как черненая бронза с отдельными блестящими участками. Если сразу не удалось добиться нужного результата, снова наносим серную мазь, нагреваем изделие над огнем и полируем.
Для тех, кто сомневается в эффективности описанной выше процедуры, предлагаем сделать пробу. Для этого понадобится емкость для электролита, куда нужно опустить немного меди. Одну деталь окрасьте из пульверизатора 2-3 слоями в бронзовый цвет. Далее нужно подсоединиться к батарейке без использования реостата. Также подойдет адаптер от плеера.
Помимо меди, на неметаллическую поверхность можно наносить и другие металлы, в том числе золото или серебро. Серебряная гальванопластика может осуществляться одним из двух способов: химическим или электрохимическим. Химическое серебрение производится путем погружения изделия в прокипяченный раствор с серебром. Электрохимический процесс дает более надежный результат, так как покрытие получается более прочным в результате воздействия электротока. Серебряная гальванопластика широко применяется при производстве ювелирных изделий.
Итак, гальванопластика дома вполне возможна. Процесс достаточно трудоемкий и требует определенных навыков, однако конечный результат того стоит.
Цели выполнения
Наносить гальванические покрытия на поверхность металла можно с различными целями. Например, чтобы выполнить гальваническое хромирование, обрабатываемую поверхность надо покрыть слоем никеля. В основном же гальванические покрытия наносятся для того, чтобы улучшить защитные свойства и декоративные характеристики изделий. Используется гальваника и для создания точных копий деталей, отличающихся даже очень высокой сложностью рельефа. В таких случаях данный процесс называют гальванопластикой.
Широко распространен метод цинкования черных металлов с помощью гальваники. Он позволяет сформировать на их поверхности слой цинка, отличающийся исключительно высокой устойчивостью к коррозии. Металлические изделия, обработанные по данной технологии, могут очень длительное время эксплуатироваться в условиях повышенной влажности, находиться в постоянном контакте с пресной и соленой водой, не утрачивая при этом своих изначальных характеристик. При помощи цинкования, в частности, обрабатывают трубопрокатную продукцию, различные емкости, элементы кровельных, строительных и опорных конструкций. За счет цинкования металл получает не только барьерную, но и электрохимическую защиту.

Оцинковка кузова автомобиля в гальванической ванне
Если при помощи цинкования повышают только коррозионную устойчивость металла, то гальваническое покрытие хромом позволяет не только решить эту важную задачу, но и сделать поверхность обрабатываемой детали более твердой и износоустойчивой, а также повысить ее декоративную привлекательность. Этим же целям служат гальванические покрытия из никеля.
Ювелирное дело – еще одна сфера, где гальванике отведена особая роль. Гальванирование в данном случае применяется для того, чтобы улучшить декоративные характеристики обрабатываемых изделий. Гальванический процесс используется для нанесения на ювелирное изделие слоя золота или серебра, реставрации поверхности, утратившей свою привлекательность с течением времени. Примечательно, что золочению с помощью гальваники подвергают даже изделия из золота, что позволяет почти в два раза увеличить твердость их поверхностного слоя. Кроме того, такая пленка, нанесенная на золотое изделие, как будто подсвечивает его, делает ярче и красивее.
Виды гальванических покрытий
В зависимости от назначения гальванические покрытия подразделяются на следующие виды:
-
Защитные: служат для изоляции металлических изделий от механических повреждений и воздействия агрессивных сред
-
Защитно-декоративные: предназначены для защиты деталей от агрессивных и разрушающих внешних факторов, а также для придания им эстетичного внешнего вида
-
Специальные: служат для улучшения определенных характеристик поверхностей, например, повышения износостойкости и твердости, электроизоляционных, магнитных свойств
В некоторых случаях гальванизация применяется для восстановлении изначального вида изделий после их длительной эксплуатации.
Гальваническое покрытие позволяет создавать точные копии деталей, которые обладают даже очень высокой сложностью рельефа. Данный процесс называется гальванопластикой.
Меднение
В качестве покрытия используется медный купорос. Такая обработка способствует повышению прочности металлических изделий и повышению их токопроводящих свойств. Металлы с медным покрытием используются для производства электропроводников.
Хромирование
Данная процедура повышает прочностные характеристики металлов, а также их сопротивляемость различным агрессивным воздействиям. Помимо этого, она улучшает внешней вид деталей и восстанавливает поврежденные элементы.
В зависимости от технологии выполнения хромированное покрытие может обладать различными свойствами и параметрами. Например, серое матовое увеличивает твердость металла, блестящее повышает его износостойкость, молочное пластичное придает эстетичный внешний вид и усиливает стойкость к коррозии.







Цинкование
Самая популярная операция гальванизации. Тонкий слой цинка придает металлам блеск и предотвращает образование коррозии. Цинкование особенно популярно в строительной и автомобильной индустрии. Цинк используется для обработки трубопрокатных изделий, емкостей, опорных и кровельных конструкций, кузовных деталей автомобилей.
Железнение
Используется для усиления прочностных характеристик легкоизнашиваемых деталей, например, из меди. Такое покрытие практически не подвержено воздействию коррозии.
Никелирование
Данный метод обработки является оптимальным для придания металлам устойчивости к воздействиям окружающей среды. Слой никеля надежно защищает изделия от коррозии, возникающей вследствие загрязнения щелочами, кислотами, солями. Никелированные детали отличаются очень высокой стойкостью к истиранию и механическим повреждениям.
Латунирование
Используется для защиты металлов от воздействия коррозии. Кроме того, слой латуни обеспечивает лучшую адгезию металлических деталей с резиной.
Серебрение и золочение
Эти операции применяются в ювелирном деле, радиоэлектронной и электротехнической отраслях. Серебро и золото придают поверхностям презентабельный внешний вид, высокие отражающие свойства, предотвращают коррозию, улучшают токопроводящие свойства, повышают твердость и защищают от агрессивных внешних факторов.
Родирование
Слой родия увеличивает сопротивляемость деталей воздействию химически агрессивных сред, а также придает им дополнительную механическую стойкость. Родирование предотвращает окисление, потускнение изделий из серебра.
Покрытие оловом
Олово увеличивает прочность и твердость металлических деталей. Гальванизация этим материалом применяется для алюминия, цинка, стали и меди.
Подготовка деталей к нанесению гальванических покрытий
Прочность сцепления гальванических покрытий зависит в основном от качества подготовки поверхности перед покрытием. Покрываемым поверхностям придают необходимую шероховатость, с них удаляют различные загрязнения, жировые и оксидные пленки. Если металл осаждается на активном чистом катоде, возникает межмолекулярное взаимодействие с основным металлом и покрытие не отслаивается от детали даже при ее разрушении. Нарушение технологии подготовки значительно снижает сцепляемость покрытия и приводит к его отслаиванию от детали.
Подготовка деталей к нанесению гальванических покрытий включает следующие операции:
- Очистка деталей от загрязнений на разборочно-моечном участке.
- Предварительная механическая обработка деталей для удаления следов износа, придания покрываемой поверхности правильной геометрической формы и шероховатости Ra 1,25…1 мкм.
- Промывка деталей синтетическим моющим средством (например 10 %-ный раствор МС-37 при температуре 70 °С) для удаления загрязнений.
- Изоляция поверхностей не подлежащих покрытию с помощью постоянных изоляторов (коробки, трубки, шайбы и т.д.) или различными изоляционными материалами: тонкой резиной, листовым целлулоидом, изоляционной лентой, пленочными полимерными материалами, церезином, пластизолем и др.
- Завешивание деталей на подвеску. Конструкция подвески должна создавать надежный электрический контакт с покрываемыми изделиями и штангой ванны.
- Обезжиривание химическим и электрохимическим методами.
К первому методу относится обезжиривание венской известью, представляющей собой смесь оксидов кальция и магния в соотношении 1 : 1. Ее разводят водой до кашицеобразного состояния, наносят на поверхность и протирают деталь волосяной щеткой. Это достаточно трудоемкая операция, однако обеспечивает высокое качество обезжиривания и оправдана при небольшой программе восстановления.
При электрохимическом обезжиривании детали, погруженные в щелочной раствор, включают в цепь электрического тока в качестве катода или анода. На поверхности электродов бурно выделяются пузырьки газа (водород на катоде, кислород на аноде), которые способствуют эмульгированию жиров и масел, механически разрывая и удаляя их пленки. Процесс обезжиривания ускоряется многократно. Скорость электрообезжиривания в основном зависит от плотности тока и незначительно от концентрации и температуры раствора. Плотность тока составляет 3…10 А/дм2, а температура раствора – 60…80 °С. Для обезжиривания черных металлов рекомендуется раствор, содержащий 30 г/л едкого натра, 30 г/л тринатрийфосфата и 40 г/л кальцинированной соды. В растворы можно вводить 3…5 г/л жидкого стекла или метасиликата натрия.
Обезжиривание ведут как на катоде, так и на аноде. Катодное обезжиривание более производительно, но приводит к наводороживанию деталей, что увеличивает их хрупкость и снижает усталостную прочность. Кроме того, ухудшается сцепляемость покрытия с поверхностью детали. Поэтому предпочтительна комбинированная обработка – обезжиривание на катоде в течение 4…5 мин, а затем переключают детали на анод и обезжиривают 1…2 мин.
- Промывка деталей горячей водой (70…80 °С).
- Промывка холодной водой.
- Анодное травление деталей. Операцию выполняют для удаления с поверхностей оксидных пленок и выявления кристаллической структуры металла. Состав электролита и режим обработки зависят от вида покрытия.
При железнении анодное травление проводят в 30-процентном растворе серной кислоты (365 г/л) и 10…20 г/л сернокислого железа (FeSO4 7Н2О) при температуре 18…25 °С. Детали завешивают на анодную штангу. Катодами служат свинцовые пластины, площадь которых в 4…5 раз превышает площадь покрываемых деталей. Стальные детали обрабатывают при плотности тока 30…50 А/дм2 в течение 2…3 мин, а чугунные – при 18…20 А/дм2 в течение 1,5…2 мин.
При хромировании анодное травление проводят в электролите, содержащем 100…150 г/л хромового ангидрида (CrO3) и 2…3 г/л серной кислоты (H2SO4), при анодной плотности тока Да = 25…40 А/дм2 в течение 30…90 с – для стальных деталей и при Да = 20…25 А/дм2 в течение 25…30 с – для чугунных деталей. Температура электролита 55…60 °С.
- Промывка холодной водой.
- Промывка горячей водой (60…70 °С).