
Как научиться
 Проще всего осваивать электродуговые сварочные работы, начав с бытового инвертора, подключаемого к сети 220 В. После того как вы научитесь правильно варить в домашних условиях, можно будет переходить к обучению более сложным технологиям, таким, как, например, аргонодуговая сварка.
Проще всего осваивать электродуговые сварочные работы, начав с бытового инвертора, подключаемого к сети 220 В. После того как вы научитесь правильно варить в домашних условиях, можно будет переходить к обучению более сложным технологиям, таким, как, например, аргонодуговая сварка.
Кроме инвертора понадобятся:
- плотная одежда с длинными рукавами;
- сварочные перчатки или рукавицы;
- маска;
- молоток;
- зубило;
- металлическая щетка;
- пачка универсальных электродов;
- заготовка в виде куска толстого металла — лучше всего обычной стали.
Надо подключить электрод к катоду (минусу) аппарата с помощью специального держателя. Плюс, соответственно, надо подать на заготовку. Осталось только включить аппарат электродуговой сварки.
Электрическая дуга зажигается постукиванием или чирканьем по массе. После вспышки необходимо отдалить электрод от металла примерно на 5 мм. Возникнет дуга, и металл начнет плавиться.
Существует два способа вести электрод — острым углом от себя и на себя. Первый способ сложнее, но позволяет делать менее глубокий шов (это нужно в работе с тонким металлом). Второй — проще, это стандартный метод работы.
Электрод при электродуговой сварке нужно вести не по прямой, а зигзагообразными движениями, чтобы получался шов, похожий на строчки швейной машинки. Ход электрода должен перекрывать обе стороны соединяемых листов.
Тренироваться сначала нужно просто на кусочке стали, потом — переходить на .
Вспомогательные функции инверторов
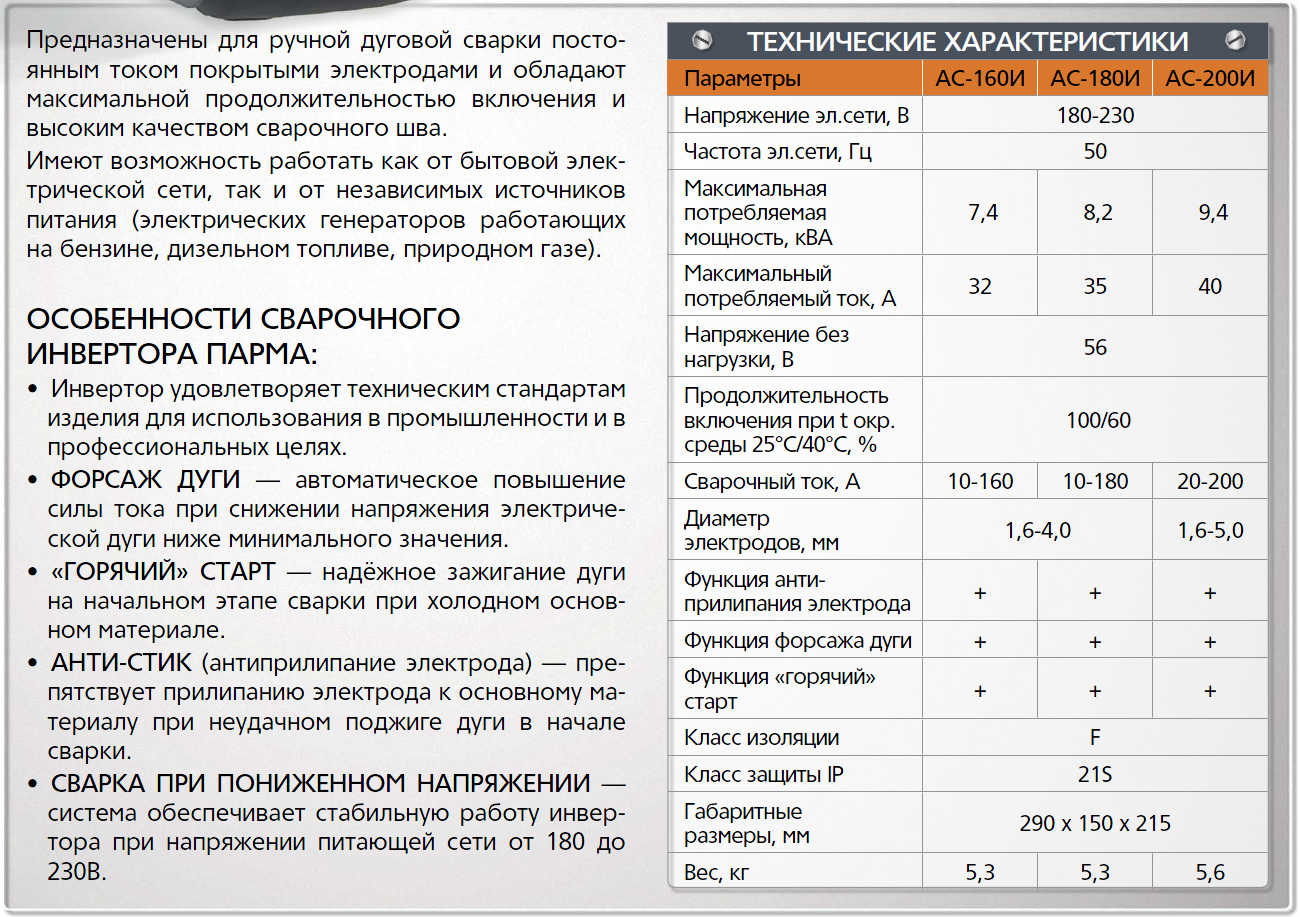
При выборе сварочного инвертора мы, как правило, обращаем внимание на основные параметры устройства, такие как: мощность аппарата, а отсюда и максимальный сварочный ток, при котором будет работать инвертор; время, в течении которого инвертор сможет работать, не отключаясь, на максимальном токе; максимальный диаметр электродов для этого сварочного инвертора, минимальный сварочный ток (при работе с тонким металлом); размер, вес аппарата и прочее. Все это, вроде бы, знакомые и известные понятия
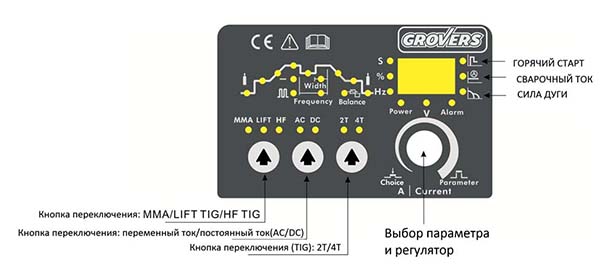
Но все чаще в последнее время, читая инструкцию к сварочному аппарату или описание инвертора в интернете, встречаемся с такими понятиями как: «горячий старт (хот-старт или Hotstart), форсаж дуги (арк-форс, Arcforce или Arcforsing), антизалипание (анти-стик или Antistick). Давайте постараемся разобраться, что это за понятия и как они помогают (а может быть и мешают…) во время сварочного процесса
Все это, вроде бы, знакомые и известные понятия. Но все чаще в последнее время, читая инструкцию к сварочному аппарату или описание инвертора в интернете, встречаемся с такими понятиями как: «горячий старт (хот-старт или Hotstart), форсаж дуги (арк-форс, Arcforce или Arcforsing), антизалипание (анти-стик или Antistick). Давайте постараемся разобраться, что это за понятия и как они помогают (а может быть и мешают…) во время сварочного процесса.
Горячий старт (Hot Start)
Горячий старт, хот-старт или Hotstart – это все одни и те же понятия. Что это за опция? Если описать в двух словах, то это дополнительный наброс сварочного тока в момент касания заготовки электродом. К примеру, если у нас выставлен сварочный ток – 150 Ампер, то в момент касания и поджига электрода, если в сварочном инверторе реализована функция «горячего старта», сварочный ток должен кратковременно увеличиться на определенную величину. У разных производителей эта величина может отличаться: 5, 10, 15, 30,… 100% от выставленного сварочного тока. У некоторых сварочных инверторов величина тока горячего старта имеет фиксированную величину и не поддается регулировке, иногда ее можно просто отключить (это имеет смысл при сварке тонких металлов во избежание прожигов), есть инверторы, в которых «горячий старт» можно плавно регулировать от 0 до 100%.
Hotstart помогает в поджиге плохих электродов, при сварке ржавого металла, при плохом напряжении в сети и во многих других случаях. Лучше всего, когда в сварочном инверторе есть регулируемый горячий старт, и вы сами сможете настроить его в зависимости от потребностей.
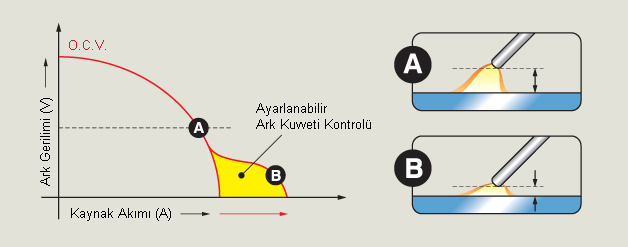
Форсаж дуги (Arc Force)
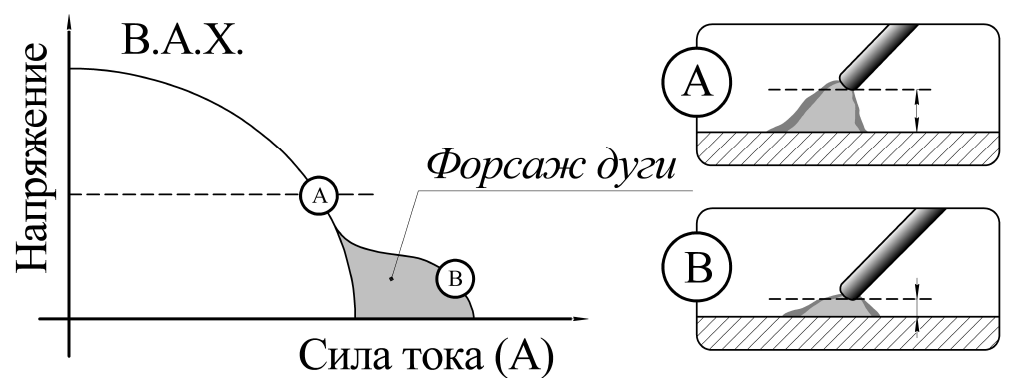
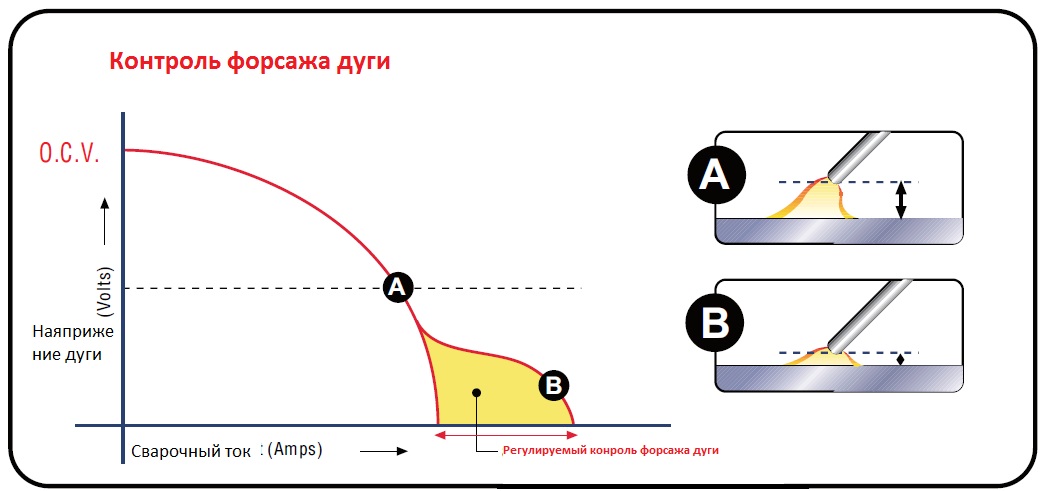
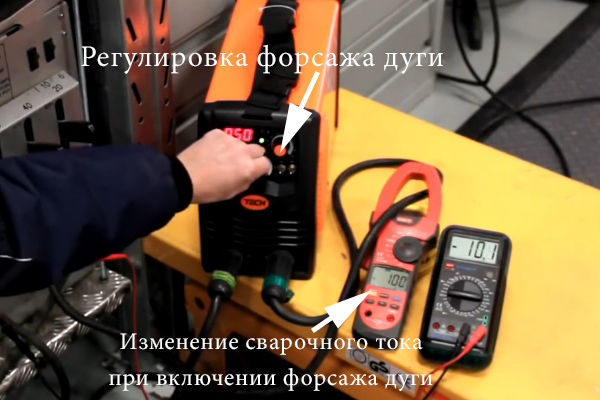
Форсаж дуги, арк-форс, Arcforce или Arcforsing – это тоже тождественные понятия. Если в инструкции к сварочному аппарату заявлено, что есть эта функция, то это значит, что в процессе сварки, когда сварочная дуга по каким-либо причинам «рвется» и гаснет, происходит дополнительный наброс сварочного тока. К примеру, если у нас выставлен сварочный ток – 150 Ампер, то при обрыве дуги сварочный инвертор накидывает к этим 150-ти амперам еще дополнительные, чтобы не дать погаснуть сварочной дуге. Работа Arcforce (арк-форса) очень похожа на работу «горячего старта», только увеличение сварочного тока происходит не в момент касания электродом металла, а в процессе сварки, когда есть вероятность обрыва сварочной дуги. В некоторых сварочных инверторах эта функция работает автоматически и не поддается регулировке. Лучше всего, когда «форсаж дуги» можно регулировать, устанавливая то значение, с которым нам комфортно производить сварочные работы.
Антиприлипание (Antistick)
Вопреки распространенному мнению о том, что функция антиприлипание или анти-стик, Antistick, препятствует залипанию электрода во время сварки – это не так. Залипанию электрода препятствует как раз функция Arcforce (арк-форс), о ней мы говорили выше. Когда происходит залипание (прикипание) электрода к металлу, то через электрод начинает проходить сварочный ток гораздо больше номинального (т. е. практически возникает режим «короткого замыкания»), в результате электрод раскаляется, и его потом невозможно оторвать от заготовки, а о дальнейшей сварке этим электродом не может идти и речь, т.к. вся обмазка с него осыпается. Если в сварочном аппарате реализована опция «Антизалипание», то когда электрод «залипает», сварочный ток и напряжение сбрасывается до «0» и электрод легко можно оторвать от заготовки и с комфортом продолжать сварочные работы, используя этот же электрод. В некоторых сварочных аппаратах «антизалипанием» можно управлять, регулируя его по времени или вообще отключая.
atomweld.com
Как настроить форсаж сварочной дуги
Инверторы с режимом форсаж двух видов: с регулятором Arc force и без него. Для постоянной работы лучше выбирать модели, где есть регулировка. Это профессиональное универсальное оборудование. Пользоваться таким удобнее. Обычно шкала градируется в процентах, реже — в единицах. Нужное значение выбирается опытным путем. Допустим, работая на минимальных токах около 50 ампер, можно поставить увеличите на 30%. Такой добавки хватит для разогрева прилипшей капли. Но если варить 4-мм электродом, нужно выставлять 160 ампер. Что такое увеличение на 30% при больших значения выходного тока? Оно не повлияет на процесс разогрева. Для толстых деталей форсаж дуги выставляют на максимальные значения. При необходимости режим Arcforce отключается, для этого достаточно поставить ручку регулятора на ноль.
Ручка настройки позволяет выбрать уровень стабилизации под тип электродов:
- работая присадкой с рутиловым покрытием, регулятор устанавливают в нижних пределах: от 10 до 30%.;
- для стандартного электрода оптимальное значение 50%;
- если покрытие целлюлозное, можно выкручивать ручку на максимум: допустимо увеличение на 100%.
Модели с автоматическим или фиксируемым режимом форсажа созданы для бытовых условий. Производители сразу выставляют какое-то небольшое значение добавочного тока, на который происходит увеличение при коротком замыкании. Обычно это 20 ампер. Для сварки тонких и средних заготовок 2-мм присадкой этого хватит. Бытовые сварочники запитываются от розеток, поэтому для высоких токов они не предназначены.
Сварочный аппарат работает стабильно, когда он с функцией режима «Форсаж». Снижается риск:
Постоянство параметров важно во время сварки тонкого металла на минимальных значениях тока. Форсаж создает условия для спокойной работы во время проварки корня швов, такая операция необходима при монтаже кожухов
Специалисты с опытом по достоинству оценили эту разработку.
Для постоянной работы лучше выбирать модели, где есть регулировка
Блок: 3/4 | Кол-во символов: 2029
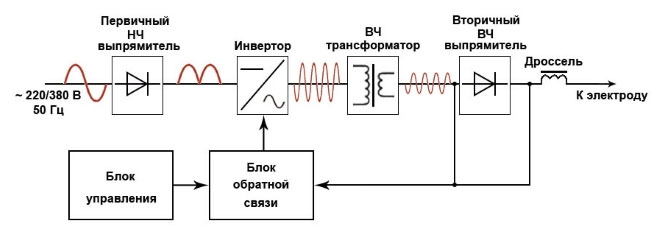
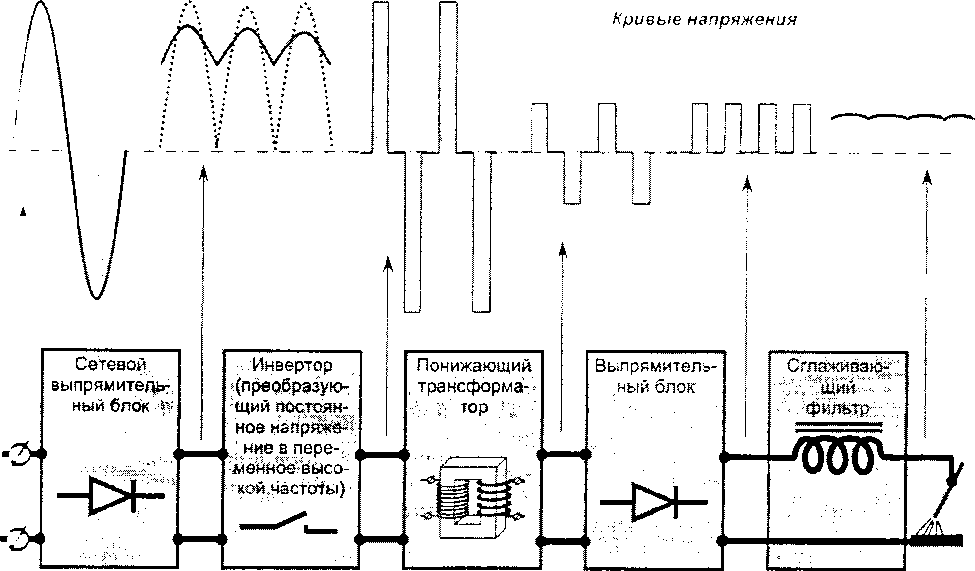
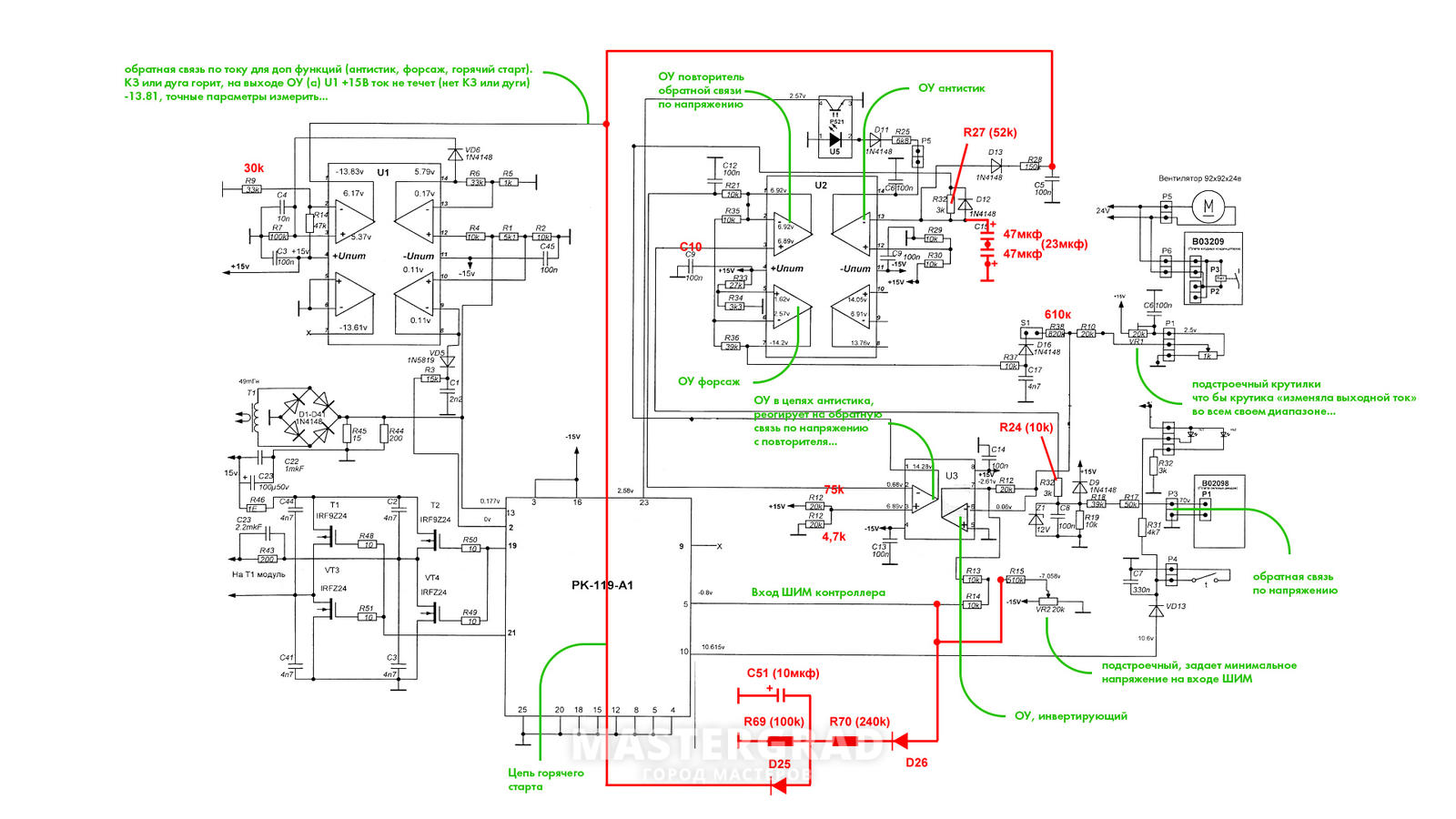
Типовая схема и принцип работы инвертора
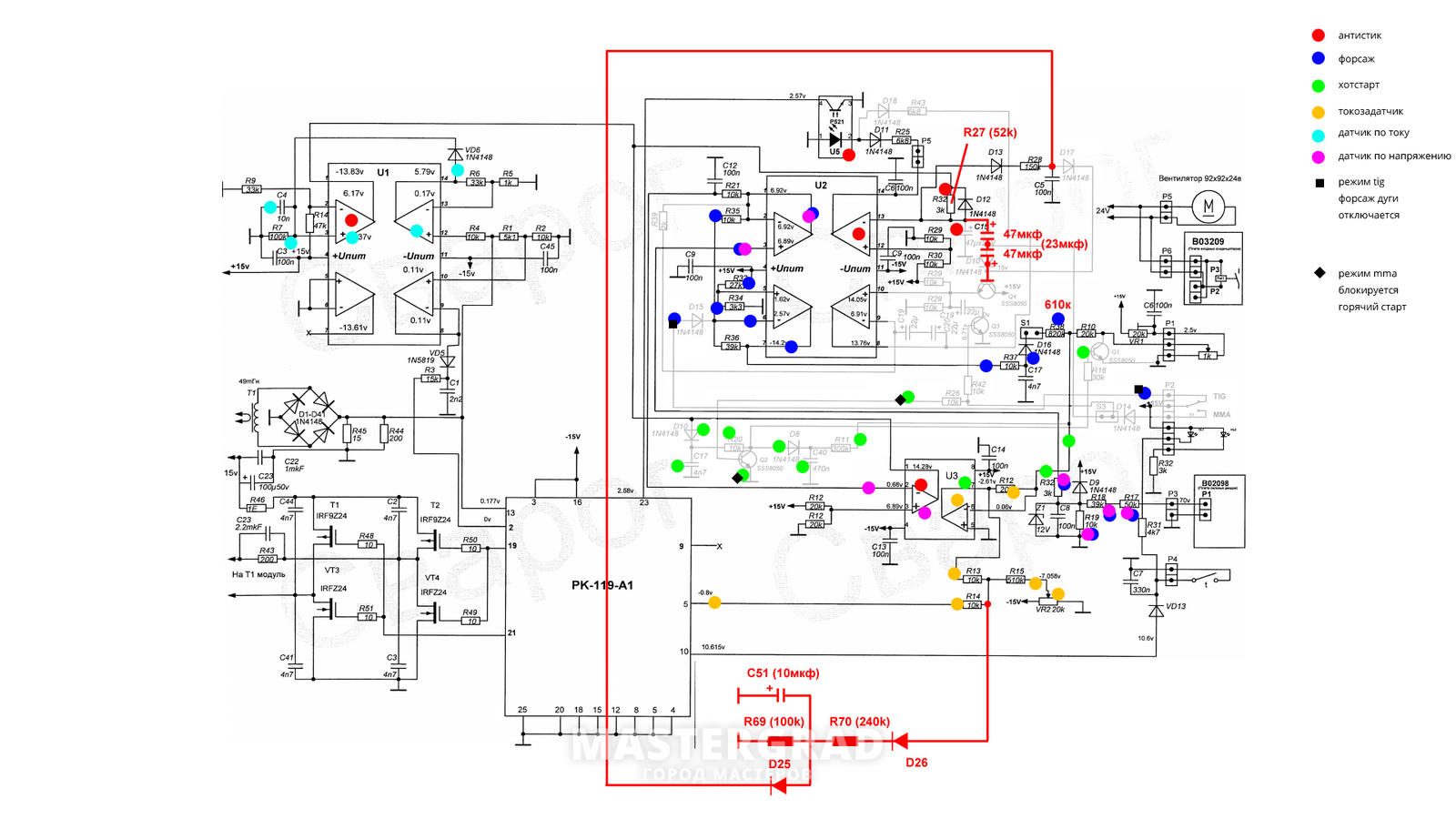
В этом и заключается основная роль трансформатора T3. Читать далее. Для питания микросхем и элементов, которые расположены на плате управления, используется интегральный стабилизатор на 15 вольт — LMA. По принципу действия он очень схож с импульсными блоками питания, например, компьютерными блоками питания AT и ATX. Проверка работоспособности После сборочных и отладочных работ проверяется работоспособность сварочного аппарата. Модуль ключей представлен четырьмя транзисторами в каждой из четырех групп.
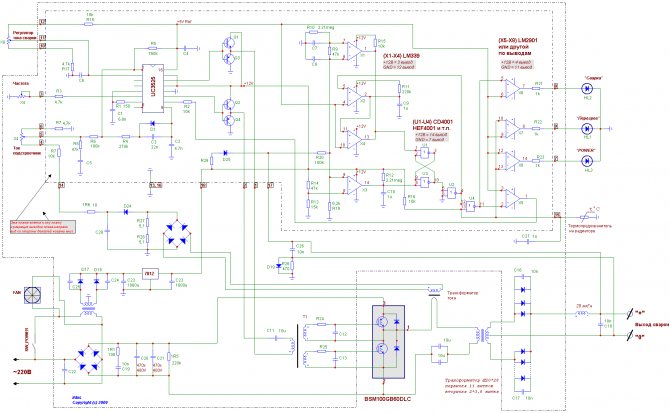
Дополнительное расположение конденсаторов 0,15 мкФ позволяет сбрасывать избыток мощности обратно в цепь.
При этом принцип функционирования последнего является неизменным.
Трансформатор понижает ток до уровня напряжения, равного В.
Вот тут и вступает в работу выпрямитель, как раз занимающийся тем, чтобы поступающий ток имел постоянные параметры.
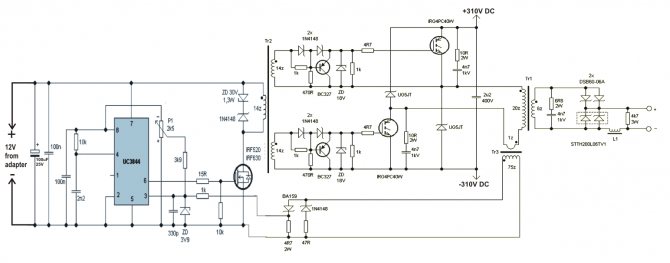
Сопротивление резистора — 47 ом. Показатель напряжения холостого хода 62 В. ДВА в ОДНОМ. СВАРКА + ИНДУКЦИОННАЯ ПЕЧЬ. Краткий обзор. Сварочный аппарат — нагреватель 2 в 1




![]()
Качество и удобство

Поджигание дуги можно назвать одним из главных преимуществ, поскольку в старых агрегатах невозможно было из-за перепадов напряжения в сети поджечь дугу, электроды сразу залипают. Когда ток добавляется, то происходит обратный процесс — начинается пережигаться металл. Принцип работы инверторов позволяет не зависеть от напряжения в сети. В данных устройствах сварочный ток держится на входе неизменным от напряжения в сети.
Работая обычным сварочным аппаратом можно «пережечь» или «недожечь» металл, отчего шов получится некачественным, он будет ослаблен, из-за чего образуются отверстия. У нового типа агрегатов остается ток неизменным, он устанавливается потенциометром на шкале сварочного тока.
Сварочные инверторы могут поддерживать выбранный ток в заданных пределах, и он будет все это время постоянным
Это позволяет не брать во внимание длину дуги, что только облегчает работу специалисту. Здесь даже новичок сможет овладеть «прихватками», благодаря устройству нового типа
Те, кто уже не первый день работает сварочным инвертором, уже смогли оценить его возможности. Они значительно облегчают поджигание, контролируют дугу, устраняют залипание электродов. Такие агрегаты очень выгодны для применения в частном и профессиональном строительстве.
Преимущества и недостатки
У сварочных аппаратов инверторного типа много достоинств и почти нет недостатков, что сделало эти устройства востребованными не только у профессионалов, но и у домашних умельцев.Преимущества сварочных инверторов:
- Большая мощность;
- Высокое качество шва;
- Компактные габариты и вес;
- Экономичный расход электроэнергии;
- Дискретная и плавная регулировка тока;
- Дополнительные опции.

Устройство обеспечивает большой сварочный ток, который практически не зависит от габаритов. Выпускаются сварочные аппараты, которые комплектуются ремнём для ношения через плечо. Использование для сварки постоянного тока предотвращает разбрызгивание металла и обеспечивает очень качественный шов. У инверторных устройств большой КПД, отсюда экономия энергии. Сварочный ток можно регулировать в любых пределах. Современные сварочные инверторы могут иметь дополнительные опции, облегчающие работы сварщика.
К недостаткам инверторных аппаратов можно отнести:
- Высокую цену и дорогой ремонт, за счёт высокой стоимости комплектующих изделий;
- Сварочные преобразователи следует оберегать от пыли и загрязнений и регулярно продувать пылесосом и очищать мягкой кистью элементы электронной схемы;
- При попадании влаги внутрь корпуса, может произойти короткое замыкание и пробой полупроводниковых приборов;
- Не все сварочные аппараты такого типа могут работать в условиях низких температур.
Как проработать инвертором 6 лет без поломок
Любая техника может выйти из строя при первом включении или дальнейшей эксплуатации — это закон больших чисел. Данная модель не исключение, поэтому является надежным образцом лишь при соблюдении определенных правил, нарушать которые нежелательно, а именно:
-
ставить инвертор можно только на сухой, твердый и относительно чистый пол. В пыльном или влажном помещении аппарат лучше ставить на подставку (табуретку, несколько кирпичей). Таким образом уменьшается количество пыли, всасываемой внутрь прибора, и увеличивается электробезопасность при работе. На видео наглядно показано, как можно подвесить инвертор, используя наплечный ремень, и работать без помех.
Не следует испытывать свой прибор так, как продемонстрировано в ролике, хотя этот неплохой пример лишний раз подтверждает высокую надежность устройства;
- очищать инвертор от пыли нужно раз в несколько месяцев, в зависимости от интенсивности работы. Автоматически регулируемый вентилятор, уменьшающий скорость при низкой температуре и препятствующий чрезмерному попаданию пыли, лишь увеличивает интервалы между такими чистками. Если защита от перегрева стала срабатывать чаще, чем обычно, это является верным признаком обилия пыли внутри прибора. Почистить аппарат можно самостоятельно, открыв крышку и тщательно пропылесосив, используя насадку в виде щетки, или продув сжатым воздухом. При малейших сомнениях в своих силах лучше отнести инвертор в мастерскую, где это сделают быстро и качественно;
- до работы и после аппарат должен поработать вхолостую. В первом случае происходит выход прибора на режим и прогрев электронных узлов, для которых включение сварки «на холодную» вызывает резкий перепад температур и отрицательно влияет на работоспособность. Во втором случае из аппарата отводится избыточное тепло, способное вывести из строя чувствительные компоненты.
Как настроить форсаж сварочной дуги
Инверторы с режимом форсаж двух видов: с регулятором Arc force и без него. Для постоянной работы лучше выбирать модели, где есть регулировка. Это профессиональное универсальное оборудование. Пользоваться таким удобнее. Обычно шкала градируется в процентах, реже – в единицах. Нужное значение выбирается опытным путем. Допустим, работая на минимальных токах около 50 ампер, можно поставить увеличите на 30%. Такой добавки хватит для разогрева прилипшей капли. Но если варить 4-мм электродом, нужно выставлять 160 ампер. Что такое увеличение на 30% при больших значения выходного тока? Оно не повлияет на процесс разогрева. Для толстых деталей форсаж дуги выставляют на максимальные значения. При необходимости режим Arcforce отключается, для этого достаточно поставить ручку регулятора на ноль.
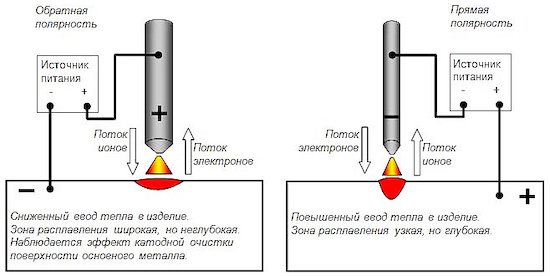
Особенности сварки с прямой и обратной полярностью
Прямая и обратная полярность инвертора обладают индивидуальными свойствами, которые нужно обязательно учитывать при выполнении сварочных работ.
Особенности сварки при подключении инвертора с прямой полярностью:
- Электроды и присадочные материалы во время работы расплавляются и переносятся в сварочную ванну в виде крупных металлических капель. Это приводит к увеличенному разбрызгиванию металла и росту коэффициента проплавления.
- Режим прямого подключения отличается нестабильностью электрической дуги.
- С одной стороны заготовки глубина проваривания снижается, а с другой – снижается количество углерода, внедряемого в металлическую массу детали.
- Металл нагревается правильно, его структура не нарушается и остается неизменной.
- Сварочная проволока или электрод нагревается меньше, что дает возможность при необходимости увеличить силу тока.
- Отдельные сварочные материалы отличаются увеличенным коэффициентом наплавки, особенно, когда в активных и инертных газах используются плавящиеся электроды. Такой же эффект получается при взаимодействии присадок с некоторыми типами флюсов.
- Прямая полярность при сварке оказывает влияние на структуру материала, остающегося внутри шва между сваренными металлическими деталями. Получается состав с содержанием марганца и кремния при полном отсутствии углерода.
Обратная полярность при сварке инвертором обязательно используется, когда свариваются заготовки из тонких листовых металлов
Этот процесс требует внимания и осторожности, поскольку велика вероятность прожечь и испортить материал. Данный режим подключения дополняется другими методами, позволяющими избежать неосторожных повреждений
Среди них можно выделить следующие:
- Понижение силы тока, вызывающее уменьшение температуры на поверхности заготовки.
- В процессе сварки рекомендуется использовать прерывистый шов. Вначале свариваются несколько участков в разных местах, после чего они соединяются между собой в единое целое. Данная схема может меняться, в зависимости от конкретных условий соединения металлов. Таким образом, удается предотвратить деформацию металлических заготовок, особенно, если их длина превышает 20 см. Большее количество отрезков делает каждый участок более коротким, и металл за счет этого намного меньше коробится.
- Сварка слишком тонких заготовок осуществляется с периодически прерывающейся электрической дугой. Электрод быстро выходит из рабочей зоны и тут же возвращается на место и поджигается. Процесс выполняется практически непрерывно.
- При соединении внахлест прижим заготовок друг к другу должен быть максимально плотным и герметичным. Наличие даже незначительного воздушного зазора может вызвать прожигание детали, расположенной сверху. Создать плотное прилегание можно каким-нибудь грузом или струбцинами.
- Выполняя соединение встык, необходимо обеспечить минимальный зазор между свариваемыми изделиями. В идеальном варианте зазор должен вообще отсутствовать.
- Если тонкие листовые заготовки имеют слишком неровные кромки, то в этом месте под сварочным стыком укладывается материал, компенсирующий избыточное тепло. Лучше всего для этих целей подходят медные или стальные пластины, толщину которых желательно выбирать как можно больше.
Новичкам, только начавшим осваивать данный вид соединения, рекомендуем проводить тренировочную сварку с обратной полярностью на испорченных металлических листах. Это даст возможность прочувствовать все особенности процесса и в дальнейшем избежать прожогов и других дефектов.
Осуществляя сваривание конструкции при помощи постоянного тока, важно знать, что качество шва будет зависеть во многом от настроек аппарата. Важным нюансом будет то, что кроме регулятора силы тока необходимо правильно выбрать полярность
Может быть всего два вида – это прямая и обратная полярность при сварке инвертором.
Особенности
Итак, функция форсажа стабилизирует горение дуги, упрощает и ускоряет работу. Раньше эта функция встречалась только в инверторах профессионального уровня. Но в последнее время технология стала доступнее и производители стали внедрять форсаж дуги даже в недорогие модели. Благодаря такому нововведению относительно бюджетный инвертор можно использовать для серьезных работ.
Но учтите, что форсаж дуги в профессиональном аппарате работает намного лучше и выдает более качественный результат. Поэтому, если вы планируете выполнять особо ответственные работы, то на инверторе лучше не экономить. Обычно в документах на инвертор эта функция называется «Arc Force». Также эту надпись можно встретить на корпусе самого аппарата.
Также учитывайте, что функция форсажа дуги раскрывает себя в полной мере только при работе с деталями из тонкого металла. У некоторых моделей есть возможно отрегулировать параметры функции. Тогда, конечно, можно варить металлы разной толщины. Но такая возможно представлена только в дорогих профессиональных аппаратах. В большинстве моделей есть просто кнопка вкл/выкл, с заданными параметрами. Поэтому не включайте форсаж дуги просто так. Неумелое использовании этой функции может навредить качеству швов.






Сварка инвертором тонкого металла

Отдельную сложность представляет для начинающих сварка тонкого металла. Это может быть лопата или тонкое железо на канистре, емкости для воды. Накладной лист на рамку ворот тоже может быть 0,8-1 мм толщиной. Самым частым требуется подварить кузов автомобиля.
Для овладения этой техникой важно установить ток в пределах 20-30 А. Диаметр электрода лучше всего выбрать 1,6-2 мм
Свариваемую поверхность следует тщательно очистить от ржавчины и следов краски. Если работа выполняется в нижнем положении, то используют графитовую подложку, которая будет поддерживать расплавленный металл от проваливания и не даст прилипнуть всей конструкции.
Вести шов необходимо углом вперед, что расширит зону нагрева и не позволит образоваться прожогам. Скорость ведения должна быть немного выше обычной. Полярность устанавливается обратная (+ на держателе). Расстояние между кончиком электрода и изделием выдерживается 5 мм. Это рассеет воздействие дуги и не даст прогореть тонкой стенке.
Важную роль играют и электроды. Лучше всего использовать элементы с рутиловым покрытием, которые обеспечивают устойчивое горение и легкое возбуждение. Хорошо начинающему сварщику работать с инвертором, у которого присутствует функция «Форсаж дуги». Это не даст прилипнуть кончику в случае сбивания расстояния.
Как настроить форсаж сварочной дуги
Инверторы с режимом форсаж двух видов: с регулятором Arc force и без него. Для постоянной работы лучше выбирать модели, где есть регулировка. Это профессиональное универсальное оборудование. Пользоваться таким удобнее. Обычно шкала градируется в процентах, реже – в единицах. Нужное значение выбирается опытным путем. Допустим, работая на минимальных токах около 50 ампер, можно поставить увеличите на 30%. Такой добавки хватит для разогрева прилипшей капли. Но если варить 4-мм электродом, нужно выставлять 160 ампер. Что такое увеличение на 30% при больших значения выходного тока? Оно не повлияет на процесс разогрева. Для толстых деталей форсаж дуги выставляют на максимальные значения. При необходимости режим Arcforce отключается, для этого достаточно поставить ручку регулятора на ноль.
Ручка настройки позволяет выбрать уровень стабилизации под тип электродов:
- работая присадкой с рутиловым покрытием, регулятор устанавливают в нижних пределах: от 10 до 30%.;
- для стандартного электрода оптимальное значение 50%;
- если покрытие целлюлозное, можно выкручивать ручку на максимум: допустимо увеличение на 100%.
Модели с автоматическим или фиксируемым режимом форсажа созданы для бытовых условий. Производители сразу выставляют какое-то небольшое значение добавочного тока, на который происходит увеличение при коротком замыкании. Обычно это 20 ампер. Для сварки тонких и средних заготовок 2-мм присадкой этого хватит. Бытовые сварочники запитываются от розеток, поэтому для высоких токов они не предназначены.
Преимущества
Сварочный аппарат работает стабильно, когда он с функцией режима «Форсаж». Снижается риск:
- залипания;
- прожогов;
- угасания дуги.
Постоянство параметров важно во время сварки тонкого металла на минимальных значениях тока. Форсаж создает условия для спокойной работы во время проварки корня швов, такая операция необходима при монтаже кожухов. Специалисты с опытом по достоинству оценили эту разработку
Специалисты с опытом по достоинству оценили эту разработку.
 Для постоянной работы лучше выбирать модели, где есть регулировка
Для постоянной работы лучше выбирать модели, где есть регулировка
Как разжечь электрод
Существует два способа. Вариант один: разжечь электрод — впритык (касанием). Вариант два: чирканьем. Способы понятны из фото ниже.
Второй способ похож на разжигание спички об спичечный коробок. Первый способ иногда заменяют легким постукиванием об заготовку. Когда электрод новый и на кончике виден металл стержня, зажигание дуги происходит легко.
Если электрод был в работе, то вокруг стержня может появится наплыв из обмазки. Защитное покрытие электрода не проводит электрический ток. Поэтому его нужно отбить, несколько раз постучав кончиком электрода по свариваемой детали. Легкий розжиг электрода нарабатывается навыком, доведённым до автоматизма.
Краткие сведения
Сварщики-профессионалы знакомы с базовым затруднением новичка — сложности в горении дуги. Временами она нестабильно функционирует даже у профессионала.
Сопряжено это со значительным количеством условий: от состояния здоровья мастера до неверно настроенного сварочного режима.
Но из-за этого не получается хорошо зажечь дугу и постоянно ее удерживать во время всей сварки.
Для разрешения этого вопроса, надо верно настроить сварочный режим, наблюдать, чтобы электрод не приклеивался к металлу. Дебютанту не под силу выполнить все правильно. В связи с этим прибегают к вспомогательным параметрам, например, к форсажу дуги.
Его призвание — сделать процесс быстрее и проще. Она при всякой силе тока нормализует горение дуги. Ее сущность очевидна: при автоматических настройках она подгоняет значение тока до тех параметров, при которых вы производите сварку.
Например, вы выставили наименьшую силу тока и выполняете сварочный процесс. В ходе сваривания электрод начинает клеиться к металлу. При включении этого параметра произойдет короткое замыкание на инверторе.
Форсаж дуги бывает автоматическим и настраиваемым. В дешевых аппаратах он зачастую автоматический. Активируется при нажатии на кнопку. Это отлично подходит начинающим мастерам, а профессионалам необходимо настраивать оборудование более тщательно.
Функция «Arc Force»: для чего нужна?
Существует ряд сварочных работ, которые выполняются на малых токах. К ним можно отнести следующие:
- сварка тонколистовой стали;
- провар корня шва при сварке трубопровода и многопроходных сварных соединениях.
В таких случаях требуется повышенное внимание и немалый опыт, поскольку при работе на малом токе часто наблюдаются залипания электрода, а одно неосторожное движение сварщика может стать причиной прожога основного металла. Именно для таких случаев и была разработана опция «Arc Force», которой оснащено большинство современных инверторных аппаратов
Именно для таких случаев и была разработана опция «Arc Force», которой оснащено большинство современных инверторных аппаратов.
В некоторых инверторах эта функция встроенная – то есть работает автоматически и не регулируется. Но на профессиональных моделях с более точными настройками сварочных параметров и дополнительного функционала сварщик может самостоятельно включать и настраивать значения опции «Arc Force» (больше или меньше).





Как влияет на сварку прямая и обратная полярность
Само понятие полярности, применительно к сварочной аппаратуре, означает тот или иной вариант подключения, связанный с текущими процессами и необходимостью решения конкретной задачи. Для того чтобы изменить полярность, достаточно всего лишь поменять местами клеммы подключения. Ток изменит свое направление и физические процессы, а сама сварка в каждом случае будут протекать по-разному.
Существует два вида полярности, настраиваемые перед выполнением работы:
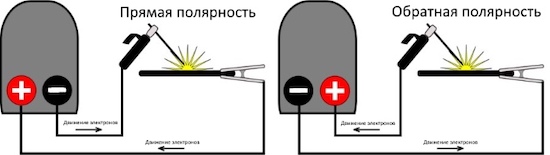
- Прямая полярность. Устанавливается на аппаратуре перед началом соединения толстых заготовок с глубокими швами. В данном случае электрод подключается к минусу, а свариваемый металл – к плюсовой клемме. Благодаря прямой полярности, в процессе сварки возникают так называемые анодные и катодные пятна. Более горячее анодное пятно появляется со стороны заготовки. За счет этого основной металл расплавляется на большую глубину, позволяя сваривать чугунные, алюминиевые и другие заготовки из сложных металлов.
- Обратная полярность. При таком подключении плюс соединяется с электродом, а минус – с металлической заготовкой. Анодное пятно с повышенной температурой возникает уже на противоположной стороне, то есть, на электроде. Металл остается относительно холодным, а электрод разогревается. Этот способ соединения позволяет сваривать тонкостенные заготовки.
В соответствии с конкретными задачами, сварщиком настраивается прямая и обратная полярность при сварке инвертором. Некоторые молодые специалисты не знают всех особенностей настройки, поэтому у них иногда возникают сложности с прогревом и проплавлением заготовок из разных материалов. Рекомендуется сначала изучать техническую документацию инверторной сварки и проверять теорию практическими действиями.
Что такое форсаж дуги при сварке электродами
Иногда при проведении сварочного процесса, особенно если его производит малоопытный сварщик, происходит «прилипание» электрода к изделию. Так как происходит случайное отделение от него капли металла. В результате чего резко сокращается длина рабочей дуги, провоцирующее прерывание процесса сварки. Чтобы по максиму исключить такую ситуацию, многие производители сварочного оборудования свои аппараты оснастили функцией «Arc force».
Что это такое – форсаж дуги
Когда капля металла случайно отделится от электрода, вызывая его «прилипание» к свариваемому изделию, сварочный агрегат на очень короткий отрезок времени автоматически увеличивает величину рабочего тока. Как бы производиться форсирование дуги, снижающее в процессе проведения сварочной работы вероятность «залипания» электрода.
Такая автоматическая регулировка «форсирования рабочей дуги» предоставляет возможность изменять один из ее параметров – «жесткость». В результате устанавливается более «мягкая» дуга, обеспечивающая минимальное разбрызгивание во время мелкокапельного переноса.
Другой вариант форсирование рабочего режима – обеспечивается проплавление шва свариваемого стыка на большую глубину.
Особенности процесса «форсажа»
Если во время сварочного процесса по какой-то причине рабочая дуга полностью гаснет либо «рвется», то сварочный аппарат автоматически увеличивает сварочный ток. Например, вы производите сварку при 150 Амперах. Вдруг дуга резко обрывается. В этот момент сварочный инвертор накидывает, к установленному рабочему току, еще дополнительно определенное количество ампер. Таким образом, он старается сохранить рабочее состояние сварочной дуги.
Эта функция чем-то напоминает «горячий старт». Только разница в том, что рабочий ток увеличивается не при касании электродом свариваемой металлической поверхности, а в случае вероятности обрыва рабочей дуги, вызванный его «залипанием».
В большинстве сварочных аппаратов, особенно отечественного производства, включение функции «форсаж» обеспечивается в автоматическом режиме.
Применение режима «Arc force»
Наибольшую пользу этой функции ощущают сварщики во время жесткого соединения труб с использованием электродов с основным технологическим покрытием. В основном такой процесс осуществляется с применением короткой дуги. В результате электрод практически «входит» в свариваемый металл.
А если наступает момент накладывания потолочного шва, то в этом положении часто начинается «залипание» электрода. И успешно продолжить сварочный процесс эффективно помогает режим «форсаж». Химический состав электродов Электроды Континент Для контактной сварки Для сварки Чугуна