
Преимущества и недостатки
К преимуществам рассматриваемой технологии относятся:
- Равномерное распределение присадочного материала по шву. Импульсные аппараты помогают повысить производительность сварки. Появляется возможность создания конструкций, к которым неприменимы классические способы. Например, импульсным методом соединяют алюминиевые листы.
- Хорошее качество шва. В процессе сварки формируется однородный шов с ровным валиком. Он не требует заключительной обработки.
- Минимальная вероятность непровара или прожога заготовок. Брак возникает только при резких перепадах напряжения.
- Минимальное количество металлических брызг.
- Сниженный расход проволоки (в сравнении с полуавтоматической технологией).
- Возможность сварки разнородных материалов.
- Контроль времени расплавления проволоки, стабильность параметров сварки.
- Отсутствие риска короткого замыкания.
Недостатками импульсного метода являются:
- перегрев преобразователя (требуется создание мощной охлаждающей системы);
- невозможность использования при создании протяженных швов;
- отсутствие бытовых моделей аппаратов, высокая стоимость промышленного оборудования;
- низкий КПД TIG-режима.
Технология импульсной сварки
Процесс соединения деталей импульсным методом протекает так:
- Маленькая капля металла отделяется от электрода и падает на заготовки. Сила тока падает до уровня, достаточного для горения дежурной дуги.
- Сварочная ванна начинает охлаждаться. Вышеуказанные действия повторяются циклически.
Для правильной работы оборудование нужно подготовить:
- Обеспечивают заземление, необходимое для поддержания контакта при подаче мощного импульса.
- Проверяют правильность подключения проводов.
- Снижают показатели индуктивности, применяя длинные силовые кабели. Эффективность сварки повышают путем исключения наматывания проводов вокруг токопроводящих предметов.
- Правильно выбирают форму импульсной волны при использовании MIG-технологии. От этого зависит однородность и прочность швов.
Дополнительно
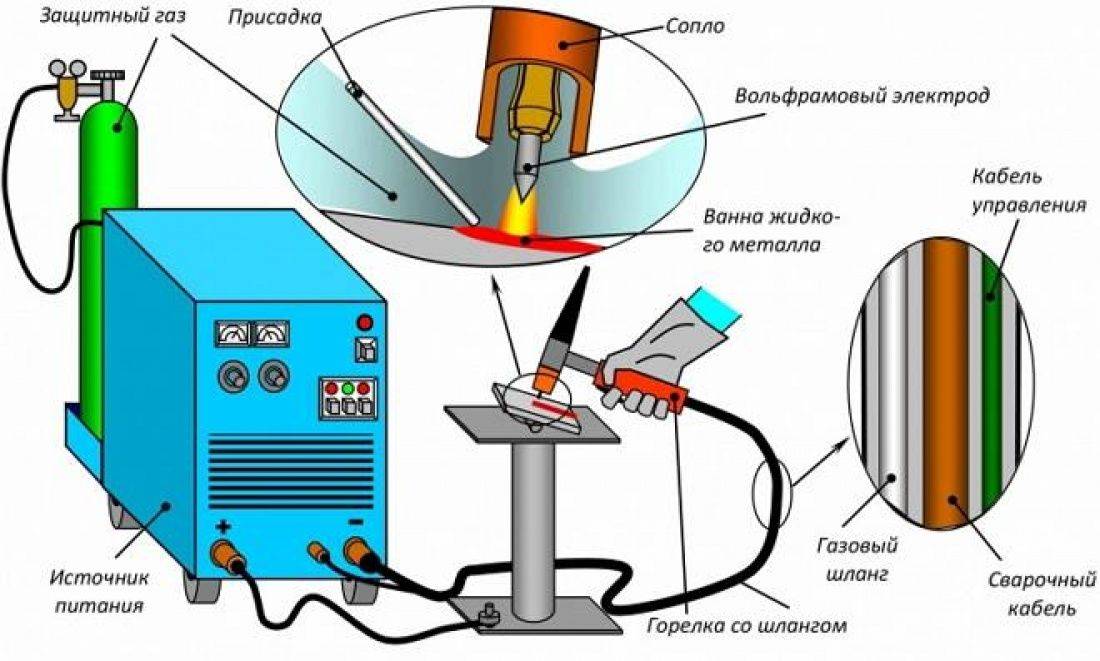
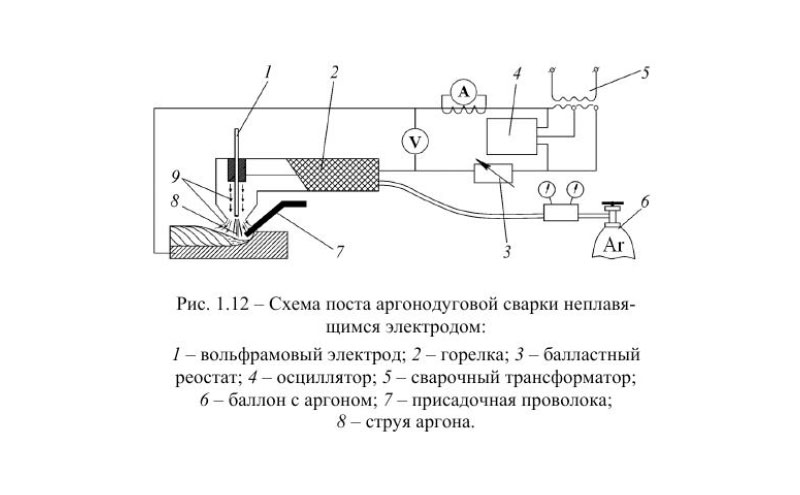
Чтобы завершить формирование комплекса сварочного оборудования, потребуется также комплектующие для проведения аргонодуговой сварки:
- газовый баллон для хранения запаса аргона;
- аргонный редуктор с фильтрами газовым клапаном;
- средства индивидуальной защиты: маску-хамелеон и спилковые краги;
- горелка под аргон;
- компоненты редуктора;
- Потребуются также привычные аксессуары сварщика – угловая шлифмашина для зачистки и растворитель для обезжиривания.
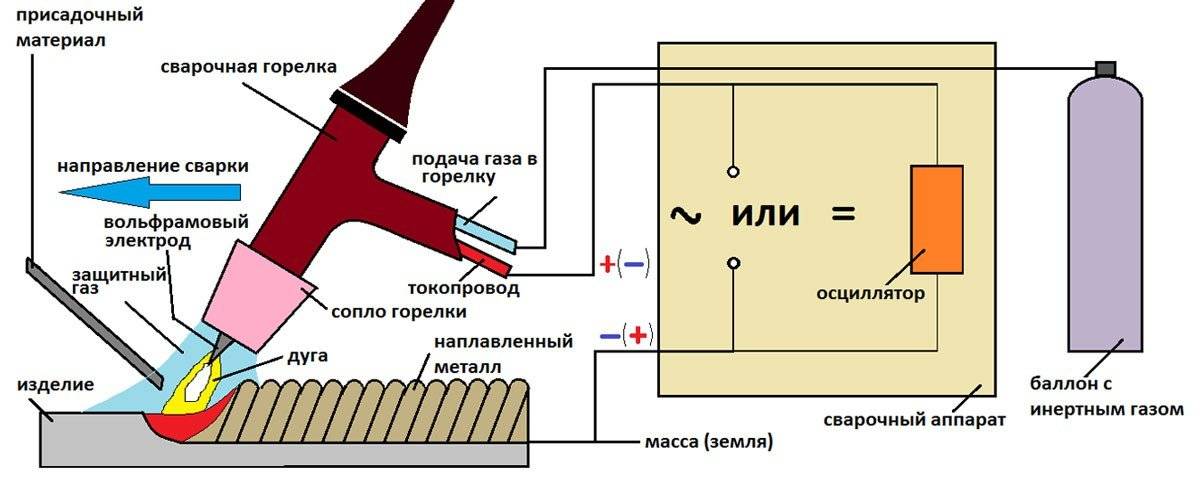
Источники питания

Специализированные источники питания используются на средних и крупных предприятиях, при серийном и массовом производстве.
К таким устройствам относят:
- осциллятор;
- приборы для контроля рабочего цикла;
- источник тока;
- блоки поджига и стабилизации дуги.
В частных мастерских и небольших бизнесах стараются применять универсальные многорежимные устройства. В них все эти блоки интегрированы в качестве основных или дополнительных функций.
Шланги
Приобретаемый шланг должен по назначению и разъемам соответствовать сварочному аппарату и горелке.
Если планируется выполнение строго определенных видов работ, то можно сэкономить и купить шланг, постоянно присоединенный к горелке.
Для сохранения универсальности набора оборудования лучше потратиться на универсальный шланг со сменными горелками, каждая из которых наилучшим образом выполняет свою операцию.
Электроды
Электроды для сварки в среде аргона различаются по своему составу и назначению. Интернациональная система обозначений расходников выделяет следующие популярные виды:
- WP зеленый. Это стержни сделаны из вольфрама практически без примесей, чистота 99, 5%. Они оптимизированы для работы переменным синусоидальным напряжением с осциллятором. Рекомендованы для сварки алюминия, магния.
- WZ-8 белый. В них добавлен оксид циркония. Обеспечивает высокостабильную электродугу, рекомендован для алюминиевых, бронзовых и никелевых сплавов.
- WT-20 красный. С добавлением небольших количеств тория. Демонстрируют большую стабильность электродуги, чем чисто вольфрамовые. Ввиду радиоактивности тория необходимо исключить риск вдыхания сварщиком паров или аэрозолей. Следует обеспечить мощную вытяжную вентиляцию или автономное дыхание в маске. Ториевые электроды оптимизированы для работы постоянным током и используются для сварки нержавейки, титана и других цветных и редких металлов.
- WY -20 темно-синий. С добавлением около 2% иттрия. Оптимизирован для сварки особо нагруженных швов постоянным током.
Важно! Следует строго соблюдать рекомендации по использованию электродов.
Электрическая дуга
Температуру в тысячи градусов Цельсия обеспечивает электрическая дуга, по сути являющаяся коротким замыканием между двумя электродами, расположенными достаточно близко друг от друга. Напряжение, которое подается на электроды, увеличивается, пока не будет пробоя воздуха, являющегося изолятором.
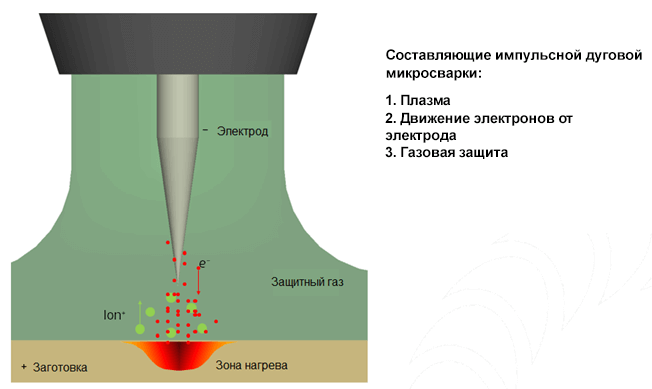
Пробой — эмиссия электронов катода. Разогреваемые током электроны выходят и направляются к ионизированным атомам анода. Затем появляется разряд, ионизируется воздух зазора, образовывается плазма, снижается сопротивление воздушной прослойки, ток усиливается, дуга разогревается, и став проводником замыкает цепь. Процесс получил название «розжиг» дуги. Стабилизируется дуга путем установления требуемого расстояния между электродами и поддержанием характеристик энергоснабжения.
Сварка проволокой без защитного газа
Сварка без защитного газа
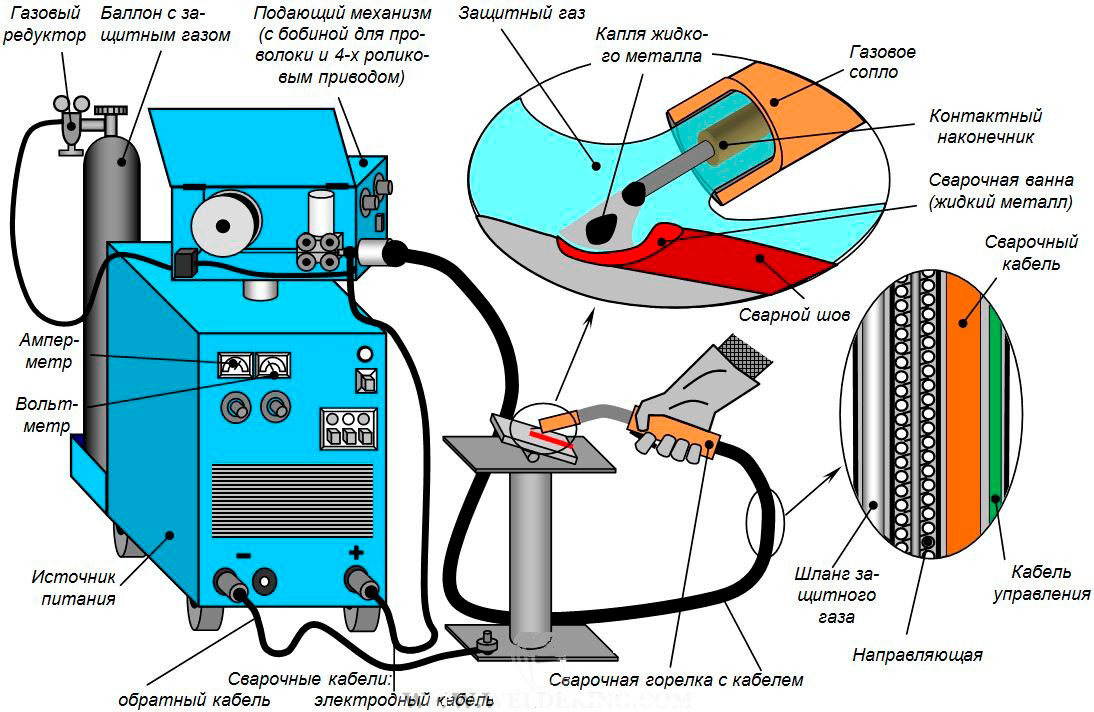
Сам по себе полуавтоматический сварочный процесс по технологии MIG и MAG с механической подачей проволоки в среде защитных газов позволяет получить более качественное соединение и с большей производительностью, чем при ручной сварке плавящимся электродом в специальной обмазке типа ММА. Так же, как и сварочные полуавтоматы, работающие по технологии MIG и MAG, уже давно не являются новинкой, которая доступна только лишь для профессионального применения. Теперь в специализированных магазинах можно приобрести недорогой и качественный сварочный полуавтоматический аппарат для собственных нужд.
Популярность сварочных полуавтоматов MIG и MAG объясняется простотой процесса сварки, отменным качеством сварного шва и высокой производительностью, причем все это достижимо даже при не очень больших навыках сварщика.
Но при всех своих весомых достоинствах сварочный процесс по технологии MIG и MAG требует значительных затрат для создания среды защитных газов, а это и влечет ряд существенных неудобств таких, как:
- постоянное наличие заправленного баллона с инертными или активными газами, необходимыми для процесса сварки;
- необходимость в периодической заправке газовых баллонов на специальной станции;
- отсутствие достаточной мобильности из-за наличия газового баллона и дополнительного оборудования.
И дело даже не в том, что газобаллонное оборудование достаточно громоздко, а в том, что при не очень частом применении, к примеру, для 5-10 см сварного шва в сутки, заряжать газовый баллон становиться слишком дорого и накладно.
В случае отсутствия баллона с защитным газом сварка полуавтоматом MIG или MAG без газа обычной проволокой возможна, но очень проблематична и крайне неэффективна, а полученное таким образом сварное соединение не будет отличаться прочностью. Разве что можно сделать небольшие точечные прихватки двух листов тонкой жести. А обусловлено это тем, что при больших значениях сварочного тока непростая проволока будет гореть в атмосферном воздухе и разбрызгиваться, а при слабых токах кончик проволоки просто будет прилипать к свариваемой поверхности без должного эффекта.
Но если во время сварки защитить расплавляемый металл от кислородного воздействия путем одновременной подачи сварочной проволоки и флюса в гранулах в район образования сварного шва, то можно вполне обойтись и без защитной среды в виде инертного или активного газа. Отсюда, единственным условием получения качественной сварки при отказе от использования среды защитного газа является наличие специальной проволоки с флюсом, которую можно использовать в сварочных полуавтоматах для стандартного механизма подачи, как для обычной сварочной проволоки.


Как производится сварка порошковой самозащитной проволокой без газа на сварочном полуавтомате MIG или MAG вы можете посмотреть на данном видео:
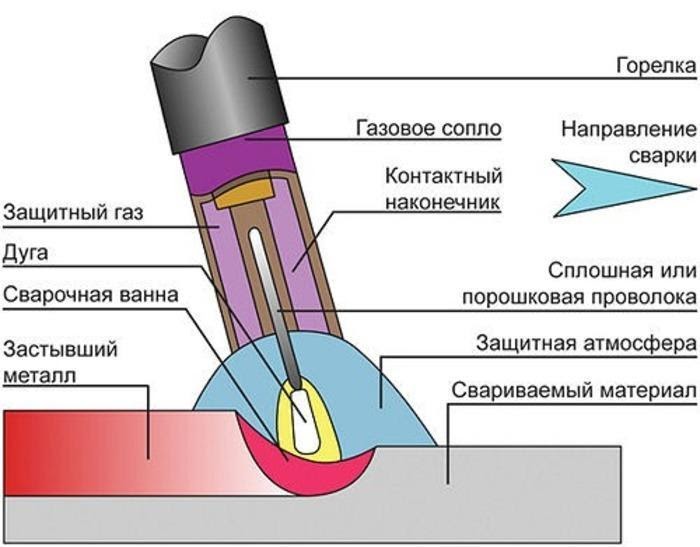
В свою очередь, при небольших объемах работ, что весьма актуально при индивидуальном использовании, на том же сварочном оборудовании MIG или MAG гораздо выгоднее применять специальную порошковую проволоку. При сварке с использованием такой специальной проволоки защита сварочной ванны осуществляется не потоками инертных или активных газов, а образуемой газообразной средой при испарении флюса, который содержится внутри полой проволочной конструкции.
Особенности импульсной сварки
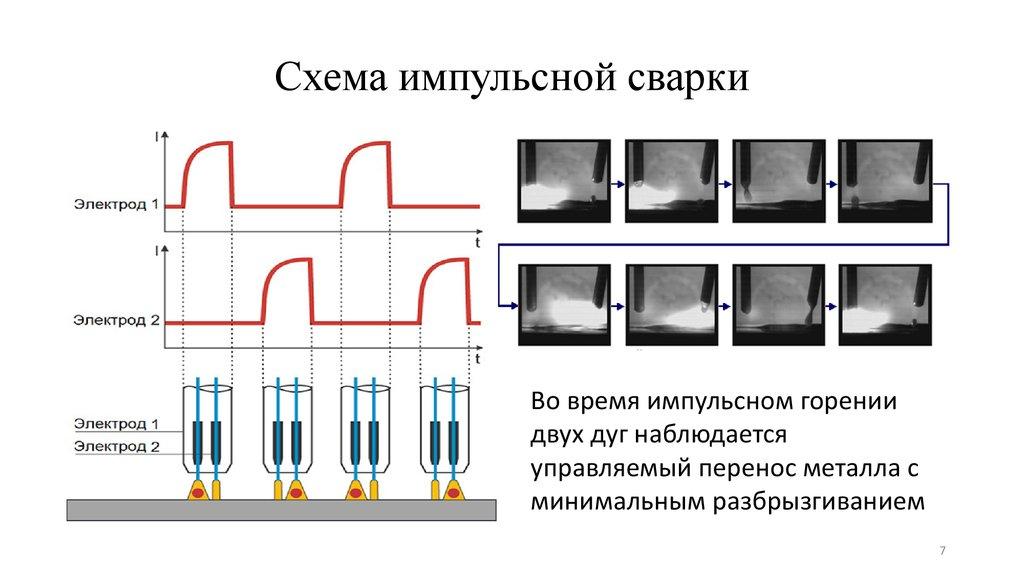
Основной сварочный ток подается в фоновом режиме. Одновременно возникают скачки силовой нагрузки, благодаря которым расплавленная проволока попадает в обрабатываемую зону упорядоченными каплями. Главной особенностью является подача 1 порции расплава на каждый импульс. Под влиянием электродинамических сил шейка капли истончается, жидкий металл отрывается от электрода.
Меняя длительность пауз, сварщик контролирует:
- процесс формирования сварочной ванны;
- толщину образующегося валика;
- форму сварного шва.
Применение импульсной технологии помогает уменьшить рабочую силу тока. Расход присадочной проволоки также снижается. Дефекты в виде непроваров и посторонних включений появляются реже. Направленное введение расплава облегчает сварку низкощелевых швов.
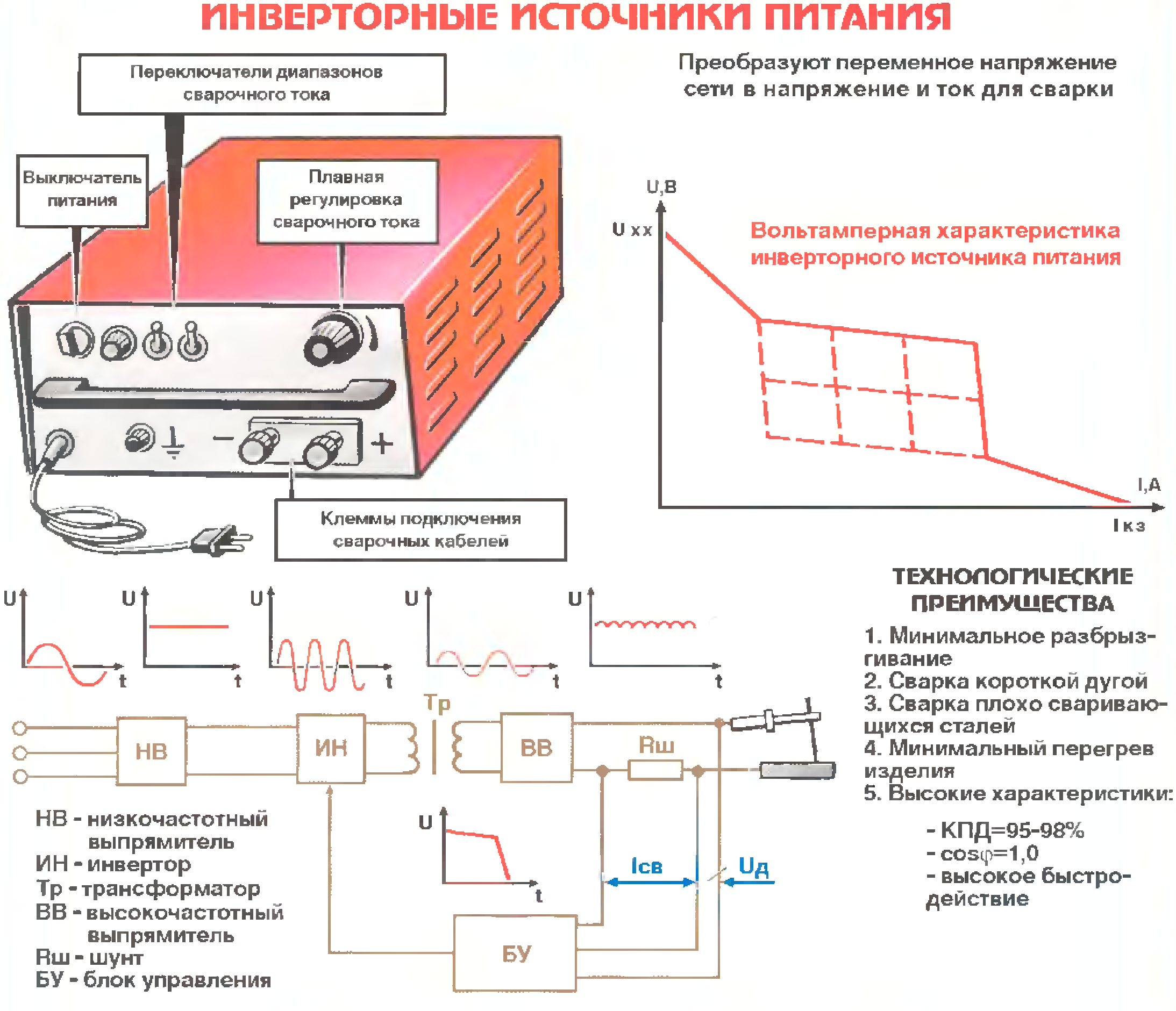
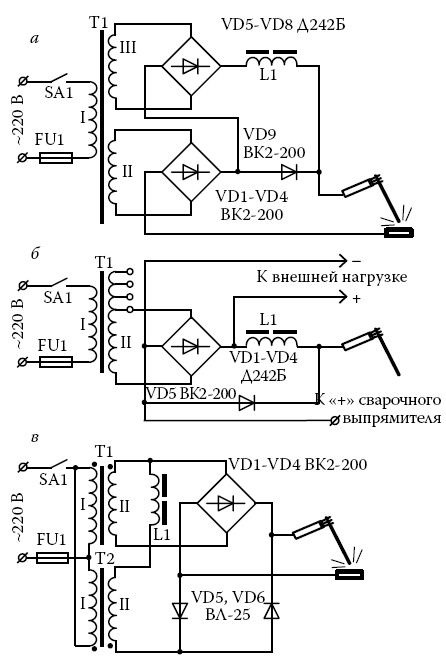
Элементы электрической схемы инверторных устройств
Устройство сварочного инвертора составляют следующие базовые элементы:
- выпрямитель переменного тока, поступающего из обычной электрической сети;
- инверторный блок, собранный на основе высокочастотных транзисторов (такой блок и является генератором высокочастотных импульсов);
- трансформатор, который понижает высокочастотное напряжение и увеличивает высокочастотный ток;
- выпрямитель переменного высокочастотного тока;
- рабочий шунт;
- электронный блок, отвечающий за управление инвертором.
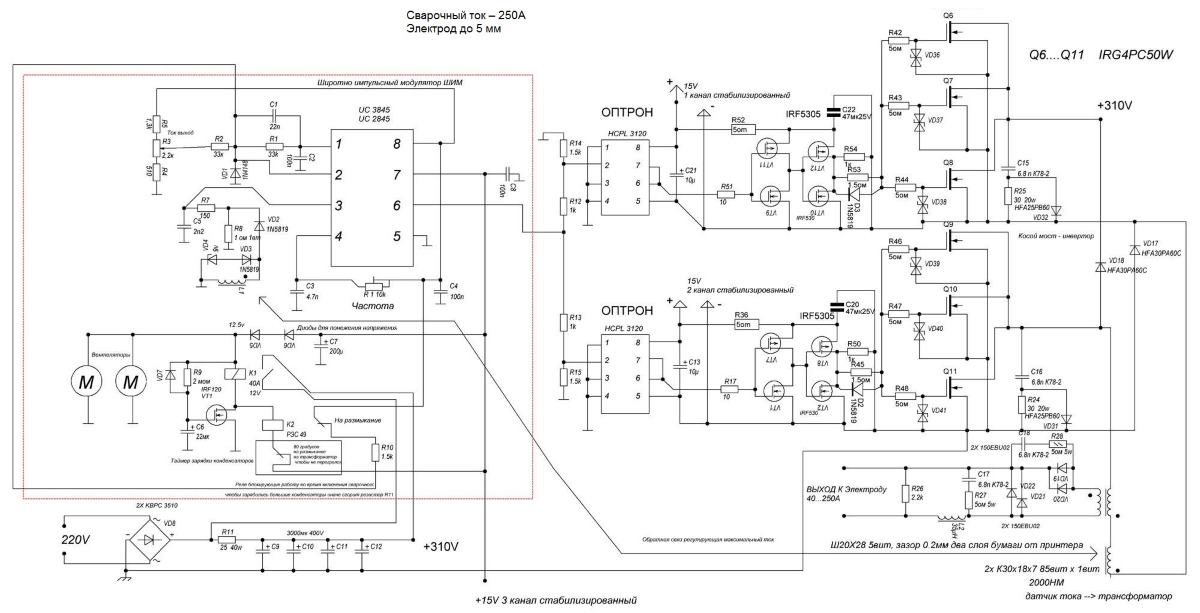
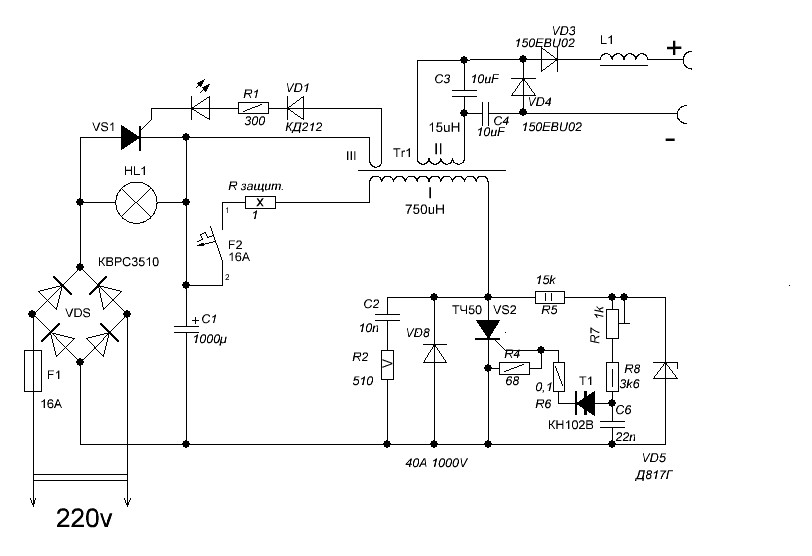
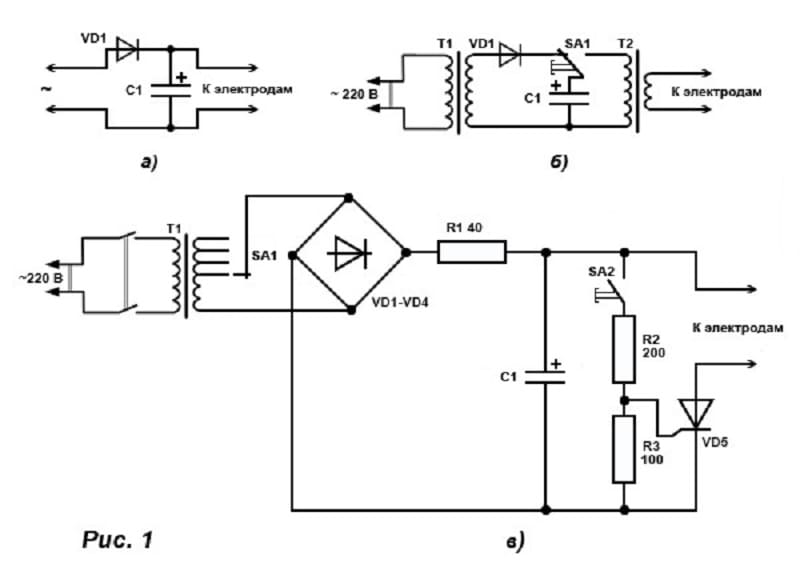
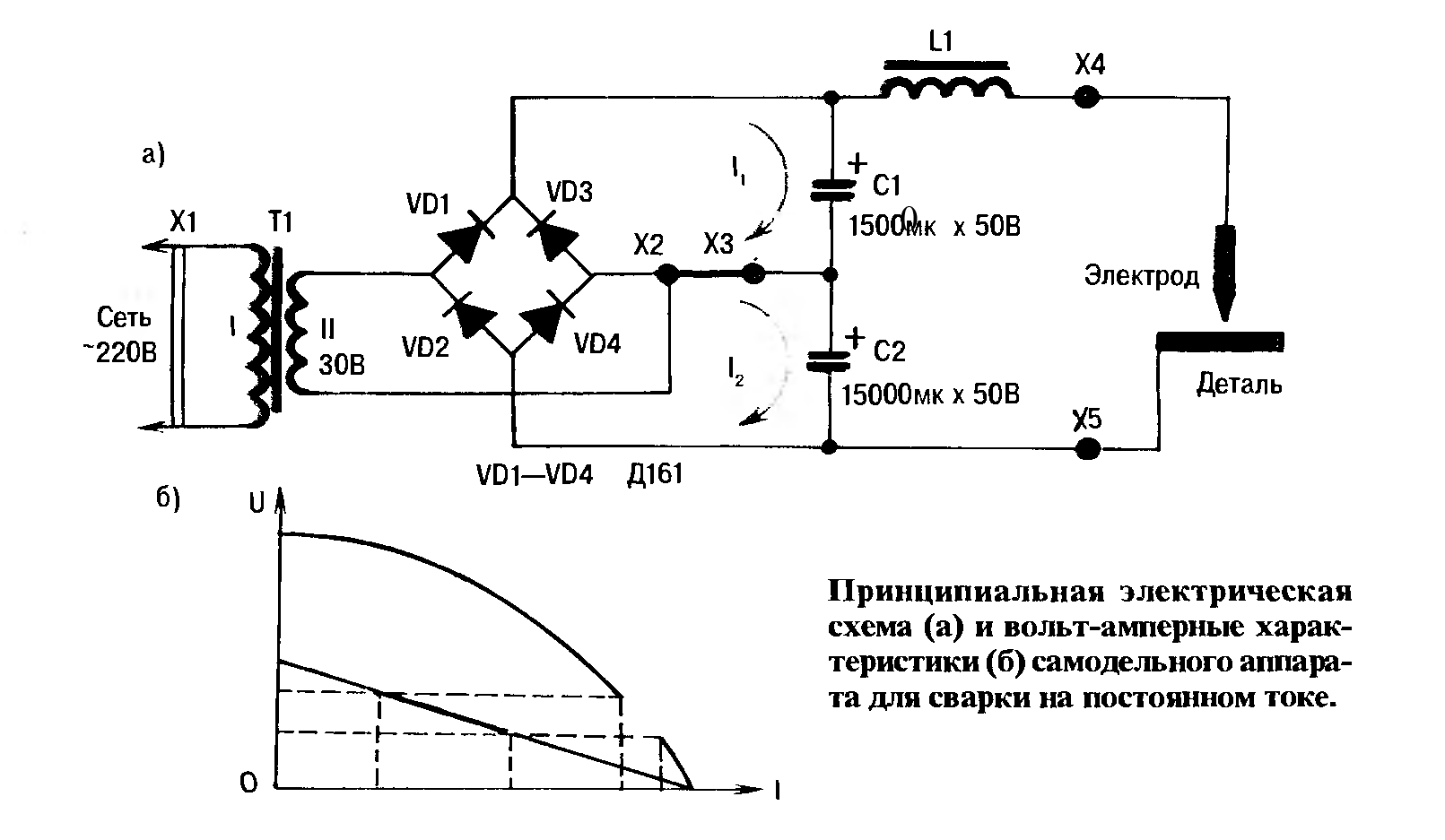
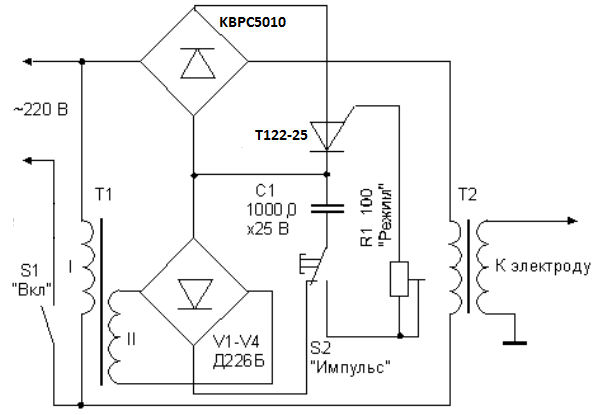
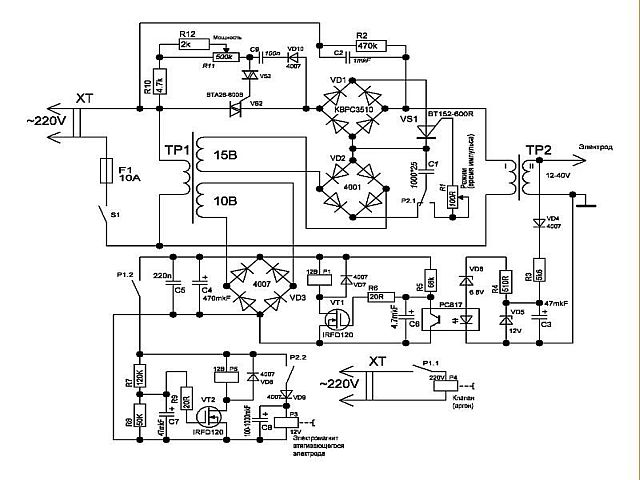
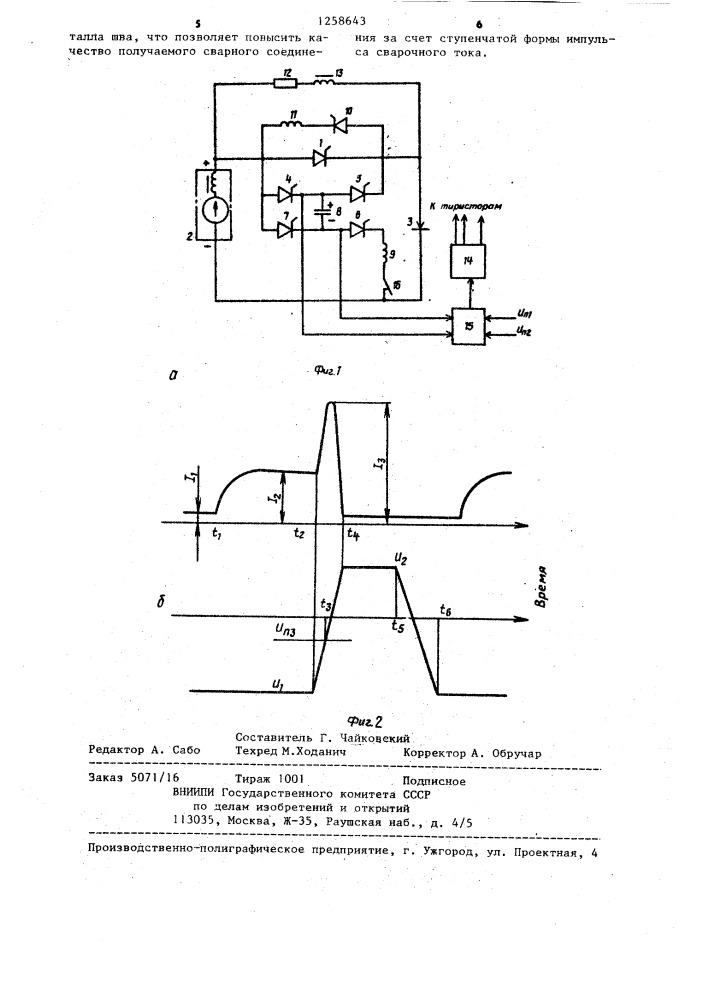
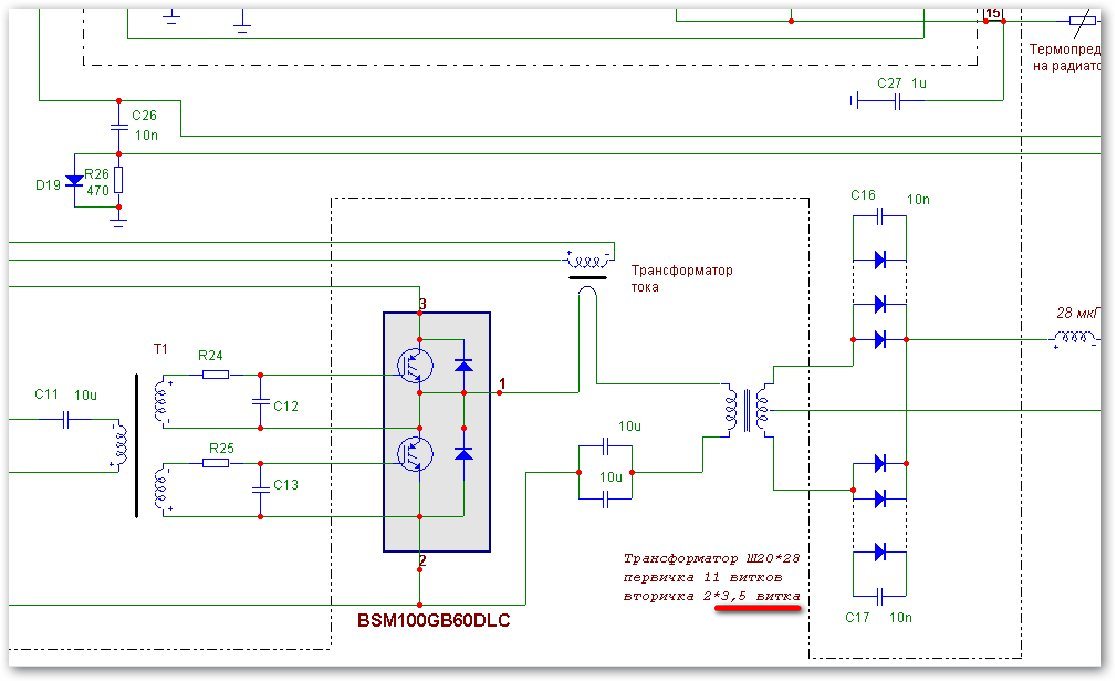
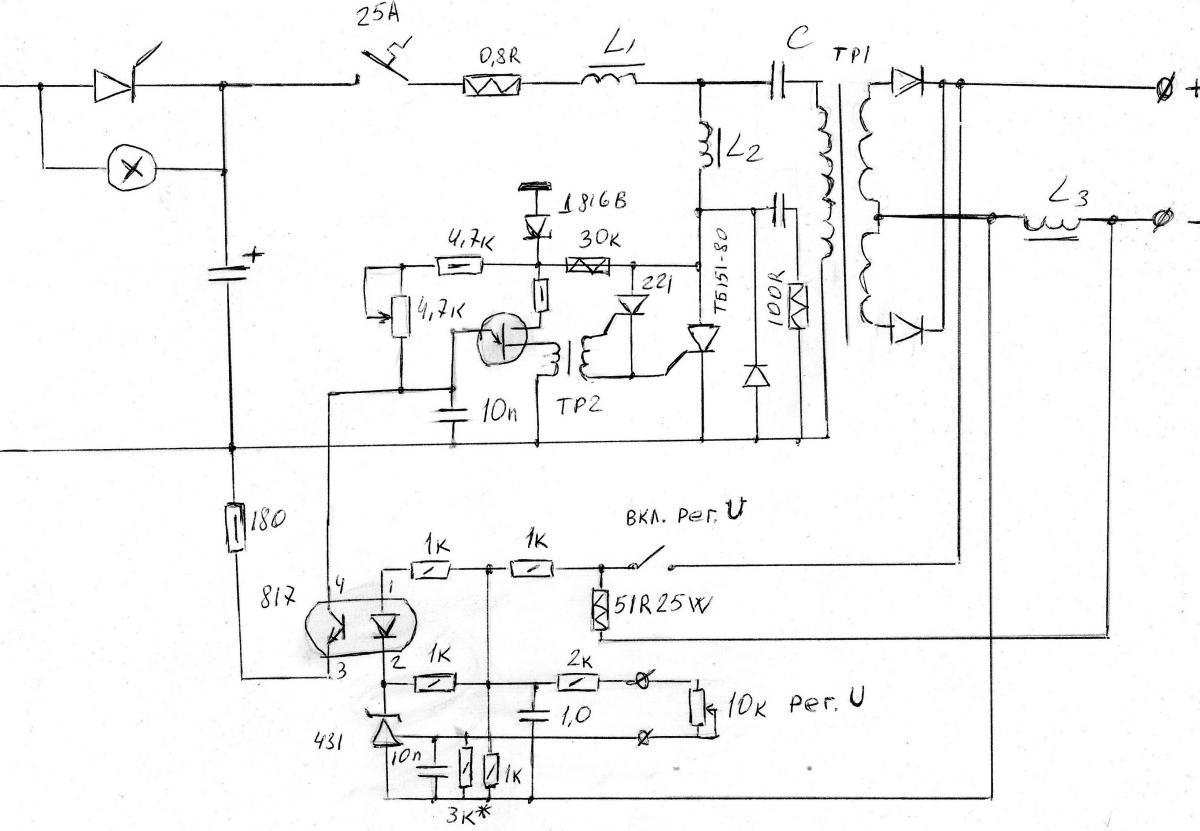
Пример принципиальной схемы инвертора (нажмите для увеличения)
Выпрямительный и инверторный блоки оборудования в процессе своей работы сильно нагреваются, поэтому их устанавливают на радиаторы, активно отводящие тепло. Кроме того, для защиты выпрямительного блока от перегрева используется специальный термодатчик, отключающий его электропитание при достижении им температуры 90 градусов.
Инверторный блок, являющийся, по сути, генератором высокочастотных импульсов большой мощности, собирается на основе транзисторов, соединяемых по типу «косого моста». Высокочастотные электрические импульсы, формирующиеся в таком генераторе, поступают на трансформатор, необходимый для того, чтобы понизить значение их напряжения.
Наиболее распространенными трансформаторами, используемыми для оснащения сварочных инверторов, являются устройства со следующими характеристиками: первичная обмотка – 100 витков провода марки ПЭВ (толщина 0,3 мм); 1-я вторичная обмотка – 15 витков из медной проволоки диаметром 1 мм; 2-я и 3-я вторичные обмотки – 20 витков медного провода диаметром 0,35 мм. Все обмотки тщательно изолируются друг от друга, а места их выхода защищаются и запаиваются.
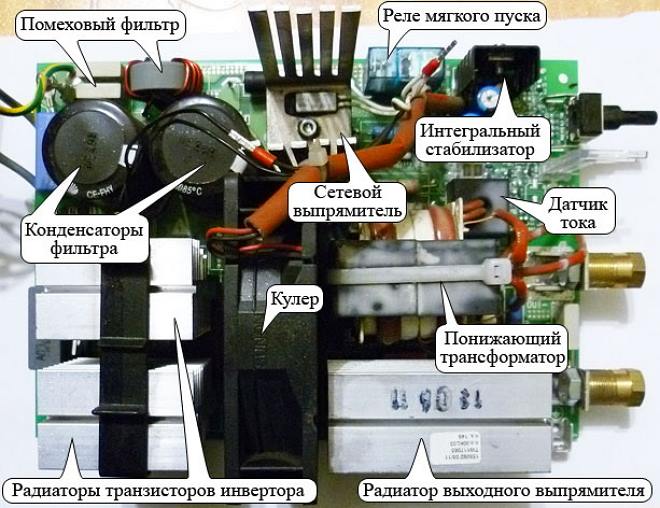
Внутреннее устройство сварочного инвертора
На выходной выпрямитель сварочного инвертора поступает ток, обладающий высокой частотой. С преобразованием такого тока в постоянный простые диоды не справятся. Именно поэтому основу выпрямителя составляют мощные диоды, обладающие большой скоростью открывания и закрывания. Чтобы предотвратить перегревание диодного блока, его размещают на специальном радиаторе.
Обязательным элементом любого сварочного инвертора является резистор высокой мощности, обеспечивающий устройству мягкий пуск. Необходимость использования такого резистора объясняется тем, что при включении питания на оборудование подается мощный электрический импульс, который может стать причиной выхода из строя диодов выпрямительного блока. Чтобы этого не произошло, ток подается через резистор на электролитические конденсаторы, которые начинают заряжаться. При достижении конденсаторами полного заряда и перехода устройства в штатный режим работы замыкаются контакты электромагнитного реле и ток начинает поступать на диоды выпрямителя, уже минуя резистор.

Выходные дроссели на плате сварочного инвертора
Работой всех элементов такого сварочного аппарата, отличающегося компактными габаритами, небольшим весом и высокой мощностью, управляет специальный ШИМ-контроллер. Электрические сигналы поступают на контроллер от операционного усилителя, питающегося выходным током самого инвертора. На основе характеристик этих сигналов котроллер формирует корректирующие выходные сигналы, которые могут подаваться на диоды выпрямителя и транзисторы инверторного блока – генератора высокочастотных электрических импульсов.
Кроме основных, современные сварочные инверторы обладают еще целым перечнем полезных дополнительных опций. К таким характеристикам, которые значительно облегчают работу с устройством и дают возможность получать качественные, надежные и красивые сварные соединения, следует отнести форсирование сварочной дуги (быстрый розжиг), антизалипание электрода, плавную регулировку сварочного тока, наличие системы защиты от возникающих перегрузок.

Монтажная плата с основными элементами инвертора
Недостатки
Считается, что метод импульсной сварки узкоспециализирован. В режиме ТИГ производительность не так высока, как хотелось бы, а при МИГ-сварке предъявляются высокие требования к защитным газам. К тому же необходимое дополнительное оборудование делает покупку более затратной.
Преобразователь энергии в импульсном режиме склонен к перегреву. Поэтому во время активной работы стоит задуматься о дополнительном охлаждении. Этот же факт исключает возможность непрерывной работы с большими объёмами.
Консервативные сварщики критикуют импульсный метод за то, что параметры сварочной ванны задаются настройками на аппарате, нет возможности полноценно чувствовать процесс. Хотя это дело индивидуальной привычки.
Ещё одной причиной недовольства может стать необходимость подбора режимов под каждый конкретный случай. Но современные сварочные аппараты могут быть оснащены множеством готовых программ, подходящих для разных задач.
Классификация видов
Импульсную сварку делят на четыре основных вида: конденсаторную, инерционную, аккумуляторную и электромагнитную. Каждая имеет свои преимущества и особенности. Рассмотрим каждую разновидность отдельно.
Конденсаторная
Известна с 30-х годов ХХ века. Популярность вида обусловлена рядом факторов:
- простая конструкция сварочного оборудования;
- низкая энергоемкость рабочего процесса;
- высокая производительность;
- низкое термическое воздействие на соединяемые материалы;
- незначительные требования к квалификации сварщиков.

Основой технологии является контактная сварка. Отличие заключается в подаче тока, который подается короткими импульсами за счет конденсаторов большой емкости. Это позволяет сократить время термического воздействия свариваемых деталей и повысить качества шва путем увеличения мощности тока. Возможно выполнение работ неплавящимися электродами в среде защитного газа, например аргона.

Инерционная
Данный вид основан на использовании энергии, аккумулируемой маховиком сварочного генератора. Для разгона и вращения маховика используется электрический двигатель, питаемый от сети. В момент сварки маховика снижает число и передает запас энергии в виде импульса сварочного тока. На сегодняшний день находится в экспериментальной стадии, как и следующий вид.
Аккумуляторная
Источником энергии в данном случае служат щелочные аккумуляторные батареи специальной конструкции. Они спокойно переносят многочисленные короткие замыкания. А при малом внешнем замыкании способны дать разряд, достаточный для проведения работ.
Электромагнитная
Электромагнитная технология соединения является результатом преобразования электрической энергии в механическую. Энергия накапливается путем прохождения магнитных сил через трансформатор. Для накопления максимального количества энергии цепь трансформатора должна быть разделена воздушной прослойкой, величина которой рассчитывается отдельно.
Метод применяется при соединении любых материалов, вне зависимости от состава – от стали до алюминия. Большинство технологических решения магнитного метода были запатентованы еще в прошлом веке.
История технологии
В 1932 году компанией BuddCompany для соединения нержавеющей стали была впервые применена импульсная сварка. Результаты оказались положительными и технология получила дальнейшее развитие. Впоследствии сварка импульсным напряжением стала популярной технологией.
Метод использует мелко-капельный перенос расплавленного металла в ванну без разбрызгивания. В момент импульса из проволоки формируется и выталкивается расплавленная капля. Во время спада напряжения обрабатываемая поверхность частично охлаждается, что позволяет работать с более тонкими листами, чем при стандартной дуговой сварке
За десятки лет разработано множество технологий сварки.
- TwinPulseTM (MIG/MAG) обеспечивает подачу тока с парными импульсами, что позволило изменять их форму и точно управлять процессами. Уменьшение капли до диаметра проволоки позволило уменьшить объем ванны. Это формирует обратный валик правильной формы и позволяет получать вогнутый сварочный шов без напряжений металла в зоне сварки.
- SpeedPulseTM — сварочный ток модулируется особым способом. Импульсы формируют перенос капли расплава в сварочную ванну за короткое время в столбе дуги. Дуга, работающая в режиме постоянного замыкания, формирует пульсирующую струю расплава. В результате применения технологии процесс сварки ускоряется на 40-45%. Также повышается экономичность процесса из-за снижения теплоемкости процессов.
- STT (SurfaceTensionTransfer) — использует силы поверхностного натяжения. Относительно мощное поверхностное натяжение расплава в сварочной ванне засасывает каплю с низким поверхностным натяжением, образовываемую на сварочной проволоке. Такой способ сварки снижает разбрызгивание и дымообразование.
- WaveformControlTechnology — технология управляет формой волны с заданными параметрами, индивидуально учитывая толщину сварочной проволоки, тип металла и условия работы. Это обеспечивает оптимальное качество швов. Например, можно ускорить нарастание импульса, что ускорит образования капли или изменить скорость убывания, что изменит условия смачивания.
Эти или иные технологии не обязательно воплощены в каждом сварочном аппарате, поэтому, при выборе оборудования, подбирайте аппарат с качествами наиболее близкими для его дальнейшего использования.
Подготовка свариваемых поверхностей
Чистка алюминия перед сваркой является залогом успешного соединения деталей. Для того, чтобы удалить окислы алюминия, можно пользоваться щетками из нержавеющей стали или растворителями и реактивами для травления.
Правила очистки металла:
- Не пользоваться щеткой, которая использовалась для очистки каких-либо сталей, например нержавеющей или углеродистой.
- Не следует сильно надавливать на щетку — при сильном надавливании окислы проникают в заготовку.
- Очистка металлической щеткой из нержавеющей стали осуществляется только в одном направлении;
- При использовании травящих жидкостей следует позаботиться об их удалении с поверхности заготовки перед сваркой с помощью ацетона или растворителя.
Зачистка алюминия перед сваркой
Алгоритм импульсной сварки
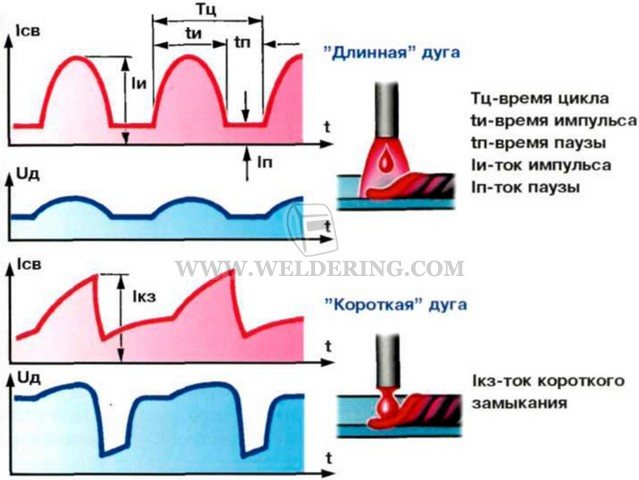
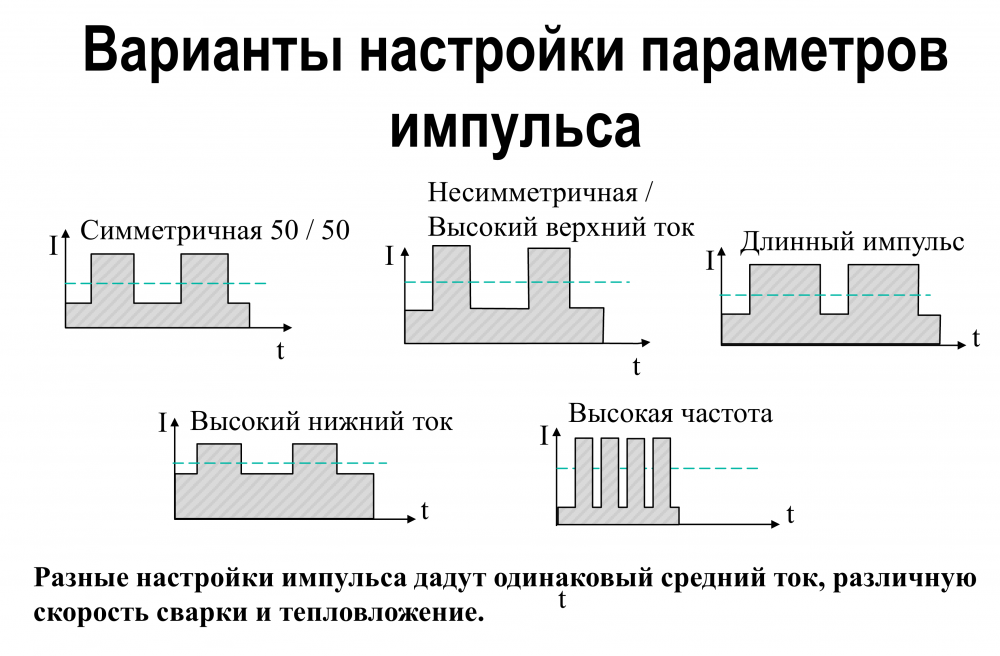
Некоторые современные инверторы имеют синергетический (импульсный) режим работы. В процессе сварки сила и напряжение тока с заданным ритмом меняются от нижнего значения к верхнему. Для настройки импульсной частоты доступен диапазон от 0,5 до 300 Гц. С её увеличением сужается дуга и уменьшается размер зёрен, шов получается более узким, увеличивается глубина проварки. Снижение частоты позволяет лучше контролировать процесс.
Синергетический режим даёт шов, образованный соединёнными внахлёстку точками. Сварочная ванна получается меньшего размера, чем в случае с постоянным током, но её глубины хватает для обеспечения хорошего провара. Максимальный эффект достигается при достаточной разнице температур между импульсом и фоновым током.
Настройка алгоритма происходит изменением величин тока импульса и паузы и их продолжительности. Фоновый ток выбирается меньшего значения, чем минимально рекомендованный для плавки свариваемого металла. Во время паузы между вспышками сварочная ванна должна успеть остыть и кристаллизоваться. А величина тока импульса должна обеспечивать оптимальное плавление. При этом следует учитывать свойства свариваемого материала.
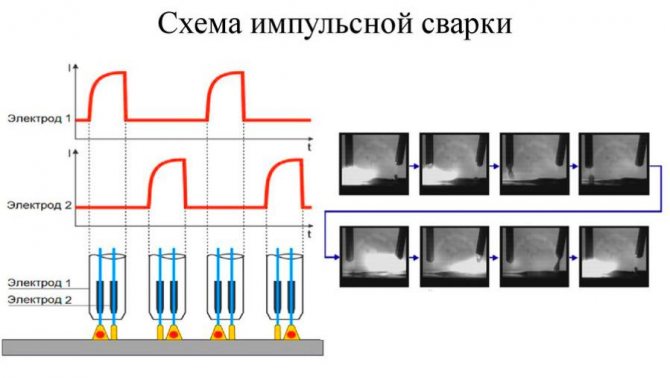
Суть процесса
Принцип импульсной сварки. Если коротко, то это процесс последовательного расплавления металла заготовки в определенных точках со следующим этапом в виде покрытия.
Главный элемент данного процесса – так называемая дежурная дуга невысокой мощности, которая продолжает работать в остановках между повторяющимися импульсами и передает импульсный ток лишь частично.
Эта дуга практически не влияет на металл между импульсами, она отлично и устойчиво горит в пространстве. Второе состояние этой же дуги – импульсное, которое плавит металл в точках приложения.
Соотношение токов от дуги в разном состоянии – импульсном и дежурном должно быть правильным, что может ускорить сварку и повысить качество шва.
Возможности классической дуговой сварки в среде защитных газов сильно расширяются, если металл плавится под воздействием импульсной дуги.
Главная ее особенность – специальный режим включения и выключения дуги, которая обусловлена программой в зависимости от природы металлов соединяемых заготовок, толщины их кромок и положения швов в пространстве.
Короткие импульсы производятся за счет энергии специального аккумулятора, который предварительно заряжается от электрической цепи. Главная технологическая особенность и преимущество метода – способность импульсной сварки формировать неразъемные соединения металлов с абсолютно разным составом.
Оборудование для импульсной сварки требуется особое – это особый специализированный – импульсный сварочный аппарат с определенными расходными материалами. Импульсный аппарат генерирует дозированные сварочные импульсы.
Расходными материалами являются разного рода электроды – плавящиеся и неплавящиеся.
В состав импульсного сварочника входят следующие элементы:
- выпрямитель низкочастотного характера;
- еще один выпрямитель высокочастотного характера;
- устройство сварочного инвертора;
- трансформатор;
- электронный блок управления – плато;
- рабочие шунты.
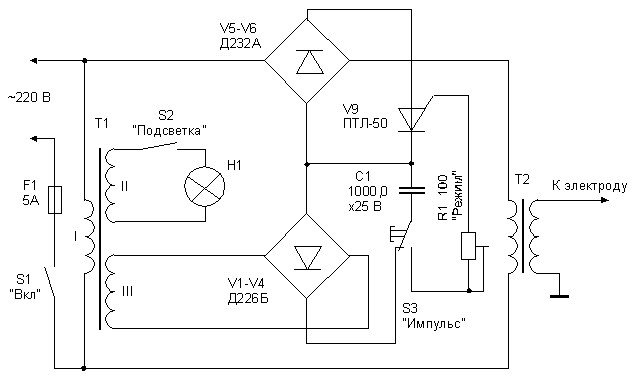
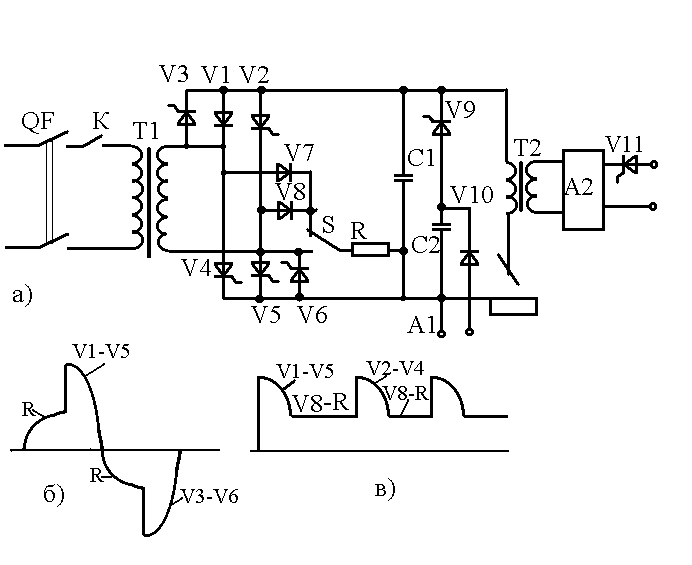
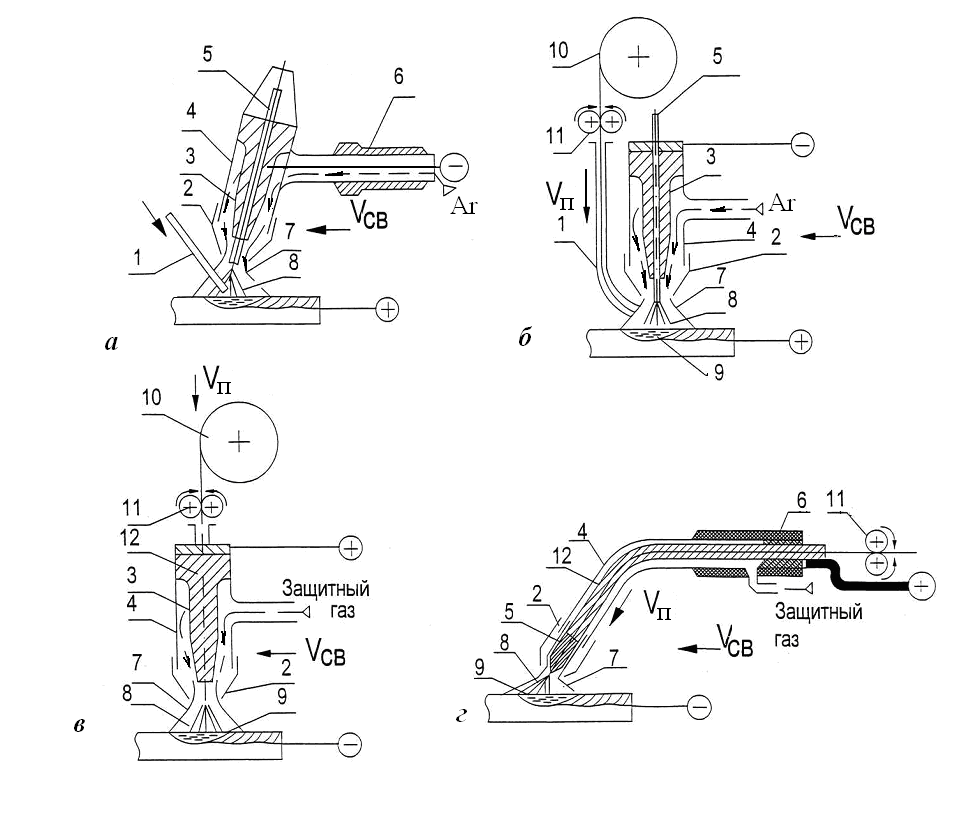
Электрическая схема устройства импульсной сварки. Два способа импульсной сварки определяются выбором и использованием электродов:
- с применением электродов неплавящегося вида;
- с применением плавящихся электродов с устранением недостатка процесса в виде разбрызгивания капель расплавленного металла.
Так или иначе это контролируемый повторяющийся процесс переноса расплавленного металла расходника в защитной среде газа.
Вот как это происходит:
- Капля расплавленного металла проволоки расходника отделяется и перемещается на заготовку под воздействием мощного импульса.
- Сразу же после этого сила сварочного тока падает до уровня, который может лишь поддерживать дугу – дуга становится «дежурной», малой мощности.
- Мгновенно начинается процесс остывания металла в сварочной ванне.
- Начинается точное повторение такого же цикла переноса капли под импульсом, с падением тока, остываем и т.д.
С точки зрения электрической составляющей процесса импульсной сварки в аппарате применяется трансформация сетевого напряжения в выпрямленное постоянное, после чего оно превращается в напряжение с высокой частотой.


Классификация видов
Импульсную сварку делят на четыре основных вида: конденсаторную, инерционную, аккумуляторную и электромагнитную. Каждая имеет свои преимущества и особенности. Рассмотрим каждую разновидность отдельно.
Конденсаторная
Известна с 30-х годов ХХ века. Популярность вида обусловлена рядом факторов:
- простая конструкция сварочного оборудования;
- низкая энергоемкость рабочего процесса;
- высокая производительность;
- низкое термическое воздействие на соединяемые материалы;
- незначительные требования к квалификации сварщиков.
Основой технологии является контактная сварка. Отличие заключается в подаче тока, который подается короткими импульсами за счет конденсаторов большой емкости. Это позволяет сократить время термического воздействия свариваемых деталей и повысить качества шва путем увеличения мощности тока. Возможно выполнение работ неплавящимися электродами в среде защитного газа, например аргона.
Инерционная
Данный вид основан на использовании энергии, аккумулируемой маховиком сварочного генератора. Для разгона и вращения маховика используется электрический двигатель, питаемый от сети. В момент сварки маховика снижает число и передает запас энергии в виде импульса сварочного тока. На сегодняшний день находится в экспериментальной стадии, как и следующий вид.
Аккумуляторная
Источником энергии в данном случае служат щелочные аккумуляторные батареи специальной конструкции. Они спокойно переносят многочисленные короткие замыкания. А при малом внешнем замыкании способны дать разряд, достаточный для проведения работ.
Электромагнитная
Электромагнитная технология соединения является результатом преобразования электрической энергии в механическую. Энергия накапливается путем прохождения магнитных сил через трансформатор. Для накопления максимального количества энергии цепь трансформатора должна быть разделена воздушной прослойкой, величина которой рассчитывается отдельно.
Метод применяется при соединении любых материалов, вне зависимости от состава – от стали до алюминия. Большинство технологических решения магнитного метода были запатентованы еще в прошлом веке.
Какие бывают виды сварочной дуги
Порядок образования сварочной дуги различают по четырем типам:
- капельный. Короткое замыкание при формировании этого вида отсутствует. Капли металла практически не создаются. Процесс требует преимущественно аргоновую смесь и большую силу тока;
- длинный. Для формирования этой дуги потребуется большая мощность, и присутствие в газовой смеси углекислого газа не менее двадцати пяти процентов. Образует крупные капли;
- короткий. Перенос металла обусловлен образование крупных капель;
- импульсный. Возникает пинч-эффект, когда дуга накаляется выше, чем обычно. Импульсный ток создает условия для формирования капли. Легко регулировать при помощи частоты и силы тока. Оптимально подходит при сжатом пространстве для работы.
Существуют и другие технологии переноса металла. Если сила тока выше, чем значения тока дуги, то возникает капельная дуга повышенной мощности. Она способна глубже прорезать металл, но при этом может привести к искажению стыка. При увеличении напряжения дуга будет крутиться. Это приводит к увеличению зоны плавления. Такой метод применяют для работы с толстыми металлами, но при полностью механизированном процессе.
Аппараты для импульсной сварки
В интернете много информации о том, как своими руками собрать аппарат для сварки импульсным током. Обладая соответствующими знаниями, сделать это не сложно. Но функционал и возможности такой техники будут посредственными. Цена запчастей и затраченное время вряд ли оправдаются в полной мере.
Гораздо выгодней купить универсальный сварочный инвертор, позволяющий работать как с постоянным током, так и с импульсным. К таким агрегатам относится установка аргонодуговой сварки КЕДР MULTITIG-2000P DC. Его функционал позволяет решать даже сложные задачи. Это универсальный аппарат, подходящий для сварки всех типов материалов – от легированной стали до алюминия, нержавейки, никеля и титана. При этом компактный размер позволяет использовать его в труднодоступных местах и на высоте.
